
Обозначение прерывистого сварного шва на чертеже гост
Обозначение сварных швов
Звено механизма, состоящее из деталей, соединенных сваркой, является сборочной единицей, и ее чертеж выполняется по принятым для таких единиц правилам. Элементы такого звена на разрезах и сечениях штрихуют в разных направлениях, показывают швы, их параметры и т. д.
Если же сварное звено изображают в сборе с другими деталями, то все его элементы (в разрезе) штрихуют в одном направлении (показывая тем самым, что оно сварное). Сварные швы, их параметры на таких (сборочных) чертежах не указывают.
Швы на чертежах сварных соединений деталей изображают и обозначают по ГОСТ 2. 312-72. Видимые швы изображают сплошной основной линией, невидимые – штриховыми (пунктирными) линиями (независимо от способа сварки). При точечной сварке видимую одиночную сварную точку изображают знаком + (высота и ширина знака 5–10 мм), невидимые одиночные точки на чертеже не показывают.
Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (см. рис. 6.8, а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (см. рис. 6.8, б). Линия-выноска заканчивается односторонней стрелкой.
Условное обозначение сварного шва в общем виде должно содержать в порядке, показанном прямоугольниками 1–9
(см. рис. 6.8) следующее:
1 – вспомогательный знак шва: по замкнутой линии или монтажного (см. табл. 6.17);
2 – обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
а) ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные –основные типы и конструктивные элементы швов;
б) ГОСТ 8713-79. Сварка под флюсом. Соединения сварные;
в) ГОСТ 11533-75. Автоматическая и полуавтоматическая сварка под флюсом. Соединения сварные под острыми и тупыми углами – основные типы, конструктивные элементы и размеры швов при расположении свариваемых элементов под острыми и тупыми углами;
г) ГОСТ 11534-75. Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами;
д) ГОСТ 15878-79. Контактная сварка. Соединения сварные;
е) ГОСТ 23792-79. Соединения контактные электрические сварные;
ж) ГОСТ 23518-79. Дуговая сварка в защитных газах.
Соединения сварные под острыми и тупыми углами;
3 – буквенно-цифровое обозначение шва по стандарту
(ГОСТ 5264-80) на типы и конструктивные элементы швов сварных соединений (буква обозначает вид соединения, а цифра – форму подготовки кромок деталей в зоне шва: с отбортовкой, без отбортовки, со скосом и т. д.), например: С8 – шов стыкового, У4 – углового, Т3 –таврового; Н2 – нахлесточного соединений.
В табл. 6.18 приведена выборка буквенно-цифровых обозначений швов;
4 – знак  и размер катета шва (только для угловых швов); знак выполняют сплошными тонкими линиями; высота знака должна быть одинакова с высотой цифр, входящих в обозначение шва;
и размер катета шва (только для угловых швов); знак выполняют сплошными тонкими линиями; высота знака должна быть одинакова с высотой цифр, входящих в обозначение шва;
5 – вспомогательные знаки: для прерывистого шва – длина провариваемого участка, знак / или Z и шаг; для шва контактной роликовой электросварки – расчетная ширина шва; для прерывистого шва контактной роликовой электросварки – расчетная ширина шва, знак умножения, длина провариваемого участка, знак / и шаг;
6 – вспомогательные знаки: усиление шва снять или наплывы и неровности шва обработать с плавным переходом к основному металлу (см. табл. 6.17);
7 – число одинаковых швов; обозначение одинаковых швов наносят только у одного из изображений: от изображений остальных швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
–на линии-выноске, имеющей полку с нанесенным обозначением шва;
– на полке линии-выноски, проведенной от изображения видимого шва, не имеющего обозначения;
– под полкой линии-выноски, проведенной от изображения невидимого шва, не имеющего обозначения.
Если все швы на сварной детали одинаковые и изображены на чертеже с одной стороны, то допускается не присваивать им порядкового номера, а привести обозначение шва в технических требованиях. Швы отмечают в этом случае линиями-выносками без полок. Пример условного обозначения шва таврового соединения без скоса кромок, двухстороннего прерывистого с шахматным расположением, выполняемого ручной дуговой сваркой: катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм: «ГОСТ 5264-80 Т3- 6-50 Z 100».
9 – обозначение шероховатости механически обработанной поверхности шва(ов) (знак  ).
).
Обозначение шероховатости швов допускается приводить в технических требованиях чертежа, например, «Шероховатость сварных швов  ».
».
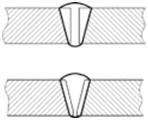
Нестандартный шов (размеры конструктивных элементов шва стандартами не установлены) изображают с указанием конструктивных размеров, необходимых для выполнения шва по данному чертежу.
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок (соединяемых деталей) в границах шва – сплошными тонкими линиями.
Разбираемся в чертежах сварочных швов по ГОСТу

Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов

Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
 А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.

Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
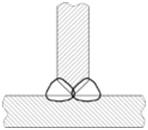
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
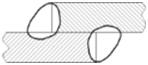
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:

Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки

Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.

Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
1.1. Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый — сплошной основной линией ( черт. 1 a , в );
невидимый — штриховой линией ( черт. 1 г).
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» ( черт. 1 б), который выполняют сплошными линиями ( черт. 2 ).
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт. 1 ). Линию-выноску предпочтительно проводить от изображения видимого шва.
1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита ( черт. 3 ).
1.3. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу ( черт. 4 ).
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями.
2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
Значение вспомогательного знака
Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва
с лицевой стороны
с оборотной стороны

Усиление шва снять



Наплывы и неровности шва обработать с плавным переходом к основному металлу



Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения

Шов прерывистый или точечный с цепным расположением
Угол наклона линии = 60°



Шов прерывистый или точечный с шахматным расположением



Шов по замкнутой линии. Диаметр знака — 3. 5 мм
Шов по незамкнутой линии.
Знак. применяют, если расположение шва ясно из чертежа


1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме ( черт. 5 ).
Знак  выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме ( черт. 6 ).
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны ( черт. 7 а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны ( черт. 7 б).
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва ( черт. 8 ), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов. »
Примечание . Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской ( черт. 9 ).
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать.
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва ( черт. 10 а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны ( черт. 10 б );
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны ( черт. 10 в).
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт. 10 а).
Примечание . Швы считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2 .
3. УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
3.1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы. по. ») или таблице.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (черт. 11).

3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
3.6. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз — в технических требованиях или таблице швов.
ПРИЛОЖЕНИЕ 1
Справочное
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СТАНДАРТНЫХ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Правила обозначения сварки на чертежах по ГОСТ
Техническая документация — это своеобразная книга для конструкторов, проектировщиков, инженеров, мастеров и рабочих. Составляется (пишется) по определенным правилам и требованиям. Это требуется для правильного понимания изложенной информации. Одна из областей технического текста — обозначение сварных швов на чертежах.
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Сварной стык подразделяется:
- Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
- Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
- Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».

- Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».

- Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
- Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
- Двусторонний. Обработка происходит с двух сторон.
Необходимость обозначения сварки
Любая конструкция состоит из отдельных деталей (узлов), соединенных между собой тем или иным способом. Один из них — сварка. Стык обладает своими характеристиками, влияющими на работоспособность изделия в целом.
Обозначение сварки на чертеже — это пояснение способа стыковки, формы шва и его геометрические параметры, способ выполнения и другая дополнительная информация. Грамотный инженер почерпнет дополнительные сведения:
- о прочности — соединение сплошное или прерывистое; кроме этого, в зоне шва образуются термические напряжения;
- о размерах и форме наплавленного металла;
- герметичности стыка;
- время выполнения соединения — до монтажа или в его процессе, и другое.
Расшифровка технической аббревиатуры
Изучение обозначения сварного шва на чертеже можно выполнить двумя способами:
- начать с азов — чтения специальной литературы, в том числе ГОСТов (аналог — изучение букв по Азбуке);
- пойти от обратного, то есть начать с рассмотрения примеров как обозначается сварка на чертежах, с постепенным углублением своих знаний.
Примеры
Маркировка сварочного стыка регламентируется ЕСКД. В нее входит:
Пример 1.

- стыковку производить при подгонке полуфабриката на месте монтажа;
- ГОСТ 5264-80 — регламентирующий документ; обозначает, что соединение осуществлено посредством электродуговой сварки;
- С 13 — стык с изогнутой фаской на одном скосе;
- произведено снятие усилия (термического внутреннего напряжения) с двух сторон;
- лицевая сторона отшлифована до чистоты поверхности Rz20; обратная сторона — до Rz80.
 стыковку производить при подгонке полуфабриката на месте монтажа;
стыковку производить при подгонке полуфабриката на месте монтажа; произведено снятие усилия (термического внутреннего напряжения) с двух сторон;
произведено снятие усилия (термического внутреннего напряжения) с двух сторон;По ГОСТ, сварной стык обозначается в технической документации выносной стрелкой:

Расположение надписи сверху стрелки, ниже ее или с обеих сторон показывает на расположение соединения:
- с лицевой части детали;
- с обратной (невидимый стык);
- двусторонняя обработка.


Надпись и стрелка обозначают обратную (закрытую) или лицевую часть, соответственно.
Пример 2.

- Выполнен с одной стороны, с загибом края, разомкнутый контур, по нормативам ГОСТ 5264-80, электродуговая сварка.
Пример 3.

- — соединение произведено по сплошной линии в виде кольца;
- ГОСТ 17771-76 — сварка в облаке газов;
- Т3 — тавровый стык с обработкой каждой из сторон; разделка кромок отсутствует;
- УП — газообразная окись углерода, расплавляемый электрод;
- 6 — величина катета сварочного стыка 6мм;
- Периодическое исполнение с проваренным сплошным участком 50мм в шахматном порядке (Z), шаг 100мм.
Маркировочные знаки условно чертят над (под) полочкой выносной стрелки:

- поз. 1 — (, ) дополнительное обозначение монтажных условий, замкнутость шва;
- поз.2 — ГОСТ, норматив на вид, конструкцию части элемента стыка;
- поз.3 — маркировка буквами и цифрами по регламентирующей документации;
- поз.4 — дефис;
- поз.5 — варианты сварных связок (ручная электродуговая — Р, на автоматическом оборудовании — А, механическая с применением флюса — П, в среде инертных газов — П3, электрошлаковая — Ш ) могут не указываться;
- поз.6 — , размеры катета в мм;
- поз.7 — величина прерывистого соединения в мм;
- поз.8 — дополнительные знаки, кроме , ;
- поз.9 — показатель чистоты поверхности шва по Rz при его механической обработке.
 ,
,Применяемые вспомогательные знаки
- — применяется при требовании о выравнивания поверхности стыка;
- — обеспечить сглаженный переход на основную поверхность посредством механической шлифовки подтеков металла и неровностей;
 — обеспечить сглаженный переход на основную поверхность посредством механической шлифовки подтеков металла и неровностей;
— обеспечить сглаженный переход на основную поверхность посредством механической шлифовки подтеков металла и неровностей;- — неразъемное соединение выполняется по разомкнутому контуру;
 — неразъемное соединение выполняется по разомкнутому контуру;
— неразъемное соединение выполняется по разомкнутому контуру;- , — стык выполнен в виде замкнутого сплошного контура;
- — сварочную операцию произвести при подгонке детали по месту;
- — прерывистое соединение с периодическим типом месторасположения сварочной ванны;
 — прерывистое соединение с периодическим типом месторасположения сварочной ванны;
— прерывистое соединение с периодическим типом месторасположения сварочной ванны;- — разрывной стык, шахматное расположение сварной ванны.
 — разрывной стык, шахматное расположение сварной ванны.
— разрывной стык, шахматное расположение сварной ванны.Обозначение сварки (выдержки из нормативной документации) по отличающимся способам операций (ручной электродуговой, аргоновой) сведены в таблицу:

Способы выполнения сварочного шва отражены в ГОСТ:
- А — стыковка посредством автоматики с флюсом при отсутствии подкладки, подушки, без предварительного шва;
- Аф — сварка на автомате с использованием флюса и подущки на его основе;
- ИН — стыковка осуществляется посредством тугоплавкого электрода из вольфрамового сплава в облаке газов без добавления дополнительного материала;
- ИНп — стыковка производится электродом из вольфрама в облаке инертных газов с добавлением добавочного материала;
- ИП — применение расплавляющегося электрода в облаке газов;
- УП — соединение в среде окиси углерода посредством расплавляющегося электрода.

В целом, расшифровывать и читать обозначение сварных швов в документации почти тоже самое, что учиться читать по Азбуке или Букварю. Требуется запомнить регламентирующие документы (ГОСТ) и грамотно расшифровывать обозначения, приведенные на чертежах.
Обозначение сварных швов и соединений на чертежах
Сообщение об ошибке
Обозначение сварного соединения производится на сборочных чертежах и чертежах общего вида. Согласно ГОСТ 2.312-72, сварные швы всех типов изображают сплошными линиями (видимый шов) или штриховыми линиями (невидимый шов). К изображениям сварных швов подводят линии-выноски, оканчивающиеся односторонними стрелками. Линии-выноски предпочтительно проводить от видимого шва (рис. 1). Условное обозначение шва наносят над полкой линии-выноски (для шва на лицевой стороне), и под полкой – для шва, выполненного на оборотной или невидимой стороне.
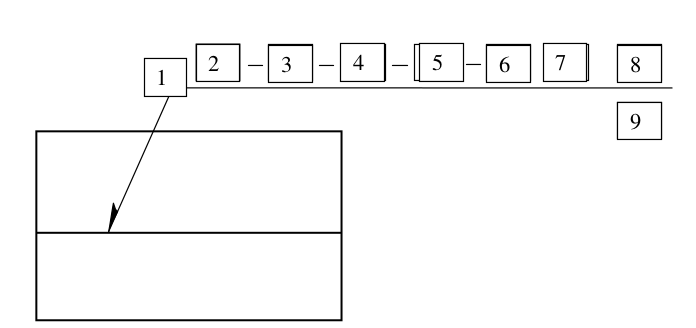
Рис. 1. Структура условного обозначение сварного шва
1. Вспомогательные знаки:
 – шов по замкнутой линии;
– шов по замкнутой линии;
 – шов выполнить при монтаже изделия.
– шов выполнить при монтаже изделия.
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
ГОСТ 5264-80 – стандарт на сварные швы и соединения, выполненные ручной дуговой сваркой покрытыми электродами;
ГОСТ 11534-75 – стандарт на сварные швы и соединения, выполненные ручной дуговой сваркой покрытыми электродами под острыми и тупыми углами;
ГОСТ 14771-76 – стандарт на сварные швы и соединения, выполненные сваркой в среде защитных газов;
ГОСТ 23518-79 – стандарт на сварные швы и соединения, выполненные сваркой в среде защитных газов под острыми и тупыми углами;
ГОСТ 16037-80 – стандарт на сварные соединения стальных трубопроводов (основные типы, конструктивные элементы и размеры);
ГОСТ 14806-80 – стандарт на дуговую сварку алюминия и его сплавов толщиной от 0,8 до 60 мм;
ГОСТ 14776-79 – стандарт на сварные электрозаклепочные соединения, выполненные сваркой в среде защитных газов и под слоем флюса.
Перечень стандартов, используемых при соединении металлов с помощью сварки, велик, а использование конкретного стандарта определяется исходя из применяемого способа сварки. Не имеют специального стандарта соединения, выполненные газовой сваркой. Однако в стандарте ГОСТ 16037-80 регламентируется использование газовой сварки на стальных трубопроводах.
3. Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений.
Возможные буквы проставляются по первой букве типа соединения: С, Т, Н, У. После буквы в обязательном порядке должна быть проставлена цифра (порядковый номер шва в стандарте), указывающая конструктивные элементы подготовки свариваемых кромок и конкретные условия выполнения сварного соединения. Так, например, С1…С37 и т.д. Существует всего два типа нахлѐсточных соединений: Н1 – соединение проваривается по одной стороне, указанной на чертеже, Н2 – нахлѐсточное сварное соединение проваривается по двум сторонам. Величина нахлѐста элементов регламентируется стандартом.
4. Условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений.
Данную позицию допускается не проставлять, когда из стандарта понятно, что за способ сварки при этом используется. ГОСТ 5264-80 – стандарт на сварные швы и соединения, выполненные ручной дуговой сваркой покрытыми электродами, не требует дополнительного обозначения. ГОСТ 14771-76 не раскрывает конкретный способ сварки, т.к. сварка в среде защитных газов включает несколько способов: ИН – в инертном газе неплавящимся электродом, ИНп – в инертном газе неплавящимся электродом с использованием присадочного материала, УП – плавящимся электродом в среде углекислого газа, ИП – плавящимся электродом в среде инертного газа. Поэтому в данном случае обязательно проставлять обозначение способа сварки. Стандарты, требующие дополнения по способу сварки: ГОСТ 8713-79 (в редакции 1993 г.), ГОСТ 14776-79, ГОСТ 16037-80 (в редакции 1991 г.) и др.
5. Для угловых швов в данной позиции проставляется катет шва, например, 14 мм.
6. Для прерывистых швов проставляется длина провариваемого участка, для электрозаклѐпочных и точечных соединений проставляется расчѐтный диаметр сварной точки, для швов, выполненных роликовой сваркой, – ширина шва, мм.
7. Указывается вид прерывистости соединения и шаг проставления швов: / – соединение с цепным расположением швов; Z – соединение с шахматным расположением сварных швов. Стоит обратить внимание на значения величины шага. Шаг – это расстояние от начала шва до начала следующего шва, а не расстояние между провариваемыми участками (такой смысл часто закладывают в этот размер), т. е. никогда не может быть проставлено обозначение 100 / 100. Также стоит задуматься о целесообразности следующего обозначения 150 / 160. При выполнении сварного соединения гораздо удобнее и быстрее будет проварить шов на проход (от начала до конца стыка), чем проводить разметку для выполнения прерывистых швов. Аналогично и при выполнении сварного соединения с шахматным расположением швов следует рассмотреть необходимость выполнения соединения с указанными параметрами 150 Z 130.
8. Показывают вспомогательные знаки:
 – усиление сварного шва снять;
– усиление сварного шва снять;
 – наплывы и неровности шва обработать с плавным переходом к основному металлу;
– наплывы и неровности шва обработать с плавным переходом к основному металлу;
 – чистота обработки поверхности сварного шва;
– чистота обработки поверхности сварного шва;
 – шов по незамкнутой линии (знак применяют, если расположение шва ясно из чертежа).
– шов по незамкнутой линии (знак применяют, если расположение шва ясно из чертежа).
9. Показывают вспомогательные знаки, относящиеся к обратной стороне сварного шва (со стороны корня):
– усиление сварного шва снять;
– чистота обработки поверхности сварного шва;
– наплывы и неровности шва обработать с плавным переходом к основному металлу.
Если указанные знаки стоят под линией выноски, то они относятся к обратной стороне шва.
Возникают случаи, когда сварной шов видимый, но его необходимо выполнить с невидимой стороны, при этом основная надпись обозначения сварного шва записывается под линией-выноской (рис. 2).
Для более удобного чтения чертежа используется ряд упрощений при обозначении сварных швов и соединений.
Применяя при изготовлении сварной конструкции один способ сварки и форму подготовки кромок по одному стандарту, допускается в структуре условного обозначения не проставлять стандарт на основные типы, конструктивные элементы и размеры швов. При этом стандарт на сварку указывают на чертеже в технических требованиях на изготовление данной конструкции. Например, сварка осуществляется по ГОСТ 5264-80 электродами типа Э-50А.
Может быть ситуация, когда одинаковых сварных швов очень много и обозначение каждого шва загромождает чертѐж. Тогда сварные швы группируют и производят полное обозначение одного сварного шва. На наклонной линии полки проставляется количество одинаковых швов и номер группы швов (рис. 3, а). У остальных швов проводят линии-выноски (рис.3, б).

Рис. 2. Обозначение сварного шва, выполняемого с невидимой стороны
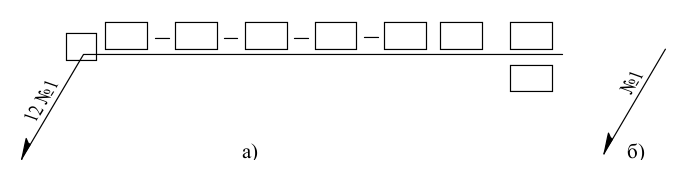
Рис. 3. Обозначение одинаковых швов:
а – обозначение одного шва, б – обозначение последующих швов
На них наносят порядковый номер шва. Если в следующих сварных соединениях меняется стандарт на сварку, используется другая разделка кромок и т.д., то формируют следующую группу сварных соединений. Порядковый номер группы не указывает последовательность сварки или сборки элементов сварной конструкции. Данную последовательность можно найти лишь в технологической документации.
Если все швы одинаковые и изображены с одной стороны (лицевой или оборотной), порядковый номер швам не присваивается, а швы, не имеющие обозначения, отмечают линиями-выносками.
Нестандартный сварной шов изображается с указанием размеров конструктивных элементов, необходимых для его выполнения, причѐм границы шва проводят сплошными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями (рис. 4). В технических требованиях обязательно указывают способ сварки. Например, сварка ручная дуговая покрытыми электродами типа Э-46А.
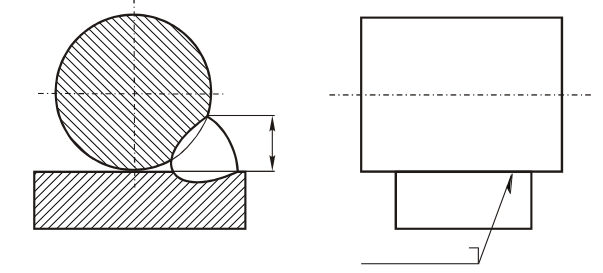
Рис. 4. Обозначение нестандартного сварного шва
Обозначение сварных швов на чертежах
Железо повсеместно используется при строительстве и производствах. Для соединения используется сварочный стык, к сегодняшнему дню возможно производить до 150 видов работ. Для грамотного выполнения конструкции, перед началом работ, используют чертежи, включенные в состав системы конструкторской документации. Регламентом определены основные требования к конструкциям сварочных соединений.

Что такое сварной стык
Процесс сварки изделия подразумевает замыкание деталей за счёт температурного воздействия. Расплавление металла на определенном участке, а затем место его застывания именуется сварным швом.

Существует разнообразие сварных швов, маркируемое ГОСТом при соответствии со стандартом чертежей по сварке.
- Стыковое соединение маркируется буквой «С», образовывается объединение торцевых поверхностей изделия, обрабатываются кромки.
- Нахлёстанный способ применяется при возможном наложении деталей друг на друга, маркируется как «Н».
- Стыкуемые детали располагаются плоскостями по отношению друг к другу под углом, обозначается «У» в технической документации.
- Торцовые швы используются путем нахлеста слоя металла к торцам изделий.
Выполнение работ происходит как при одностороннем порядке, так и двухстороннем, когда деталь обрабатывается с обеих сторон. Качество стыковки путем сварки влияет на срок службы используемой детали. Условные обозначения сварных соединений содержат подробную информацию о параметрах ширины, выпуклости и т.д.
Протяженность указывается как сплошное, прерывистое соединение. Сварной шов, изготовленный прерывистым способом не дает полной герметичности конструкции, однако выполняется при труднодоступных соединениях. Шов по незамкнутой линии обозначается как дополнительное условие в чертежах, используется при ясном расположении на схеме.
Необходимость определения сварки
Геометрические параметры, форма шва отмечается для определения типа конструкции в чертежах. Способ сварных работ влияет на характеристики изделия, его герметичность и прочность. Перед производством стыковых объединений необходимо изучить все необходимые параметры согласно проекту.
Обозначение сварки происходит по основным параметрам:
- Размеры и форма металла, наплавленного сварным способом.
- Тип стыковки обозначается прерывистым либо сплошным, термические напряжения, образуемые в зоне стыка.
- Герметичность сварного сращивания определяется при назначении, типе конструкции.
Выполнение изделие контролируется отделом качества, при соответствии с параметрами. Замеры готовой продукции происходят при соответствии с техническими условиями и обозначениями сварных швов на чертежах.
Полное обозначение шва на чертежах
Полное указание согласно ГОСТу включает в себя полную информацию. Схематично отображаются дополнительные знаки, прописывается метод соединения, наименование и артикул шва. Чертеж включает в себя стрелку, которая указывает на линию шва. Отображение может использоваться с применением полки для дополнительной информации. Над полкой отображается информация или условное обозначение в случаях видимого шва, когда сварочный стык невидим, позиционирование устанавливается под полкой.

Виды сварных соединений и структура их обозначения
Лицевой стороной изделия принимается часть, с которой необходимо производить сварку. Штриховой линией описывается невидимый стык при лицевом отображении детали. Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
- А – автоматический способ, применяемый с флюсом без проставок, под варочных работ;
- Аф – Использование флюсовой подушки при автоматической сварке;
- ИН – Метод сварки электродом в инертных газах, без применения вспомогательного материала;
- ИП – происходит стыкование плавящимся электродом в среде инертных газов;
- УП – Плавящийся электрод используется совместно с углекислым газом.
Чертежи включают в себя обозначение процесса, наименование типа стяжки и другие параметры.
ГОСТы
Стандартами ГОСТов называется тип и параметры сварного соединения на чертеже. Используется во всех видах промышленности, строительства как единый стандарт к обозначению. ГОСТ 2.312-72 указывает тип производимых стыковым способом изделий вне зависимости от сферы применения. Для корректного процесса требуется запомнить основные выражения инструкций.

Схема обозначения сварных швов на чертежах по ГОСТ
Возможные упрощения или сокращения запрещены, однако имеют место при некоторых случаях:
- Проект, содержащий конструкцию параметров по одному стандарту может содержать таблицу и наименованиями точке соединений.
- Обозначение линиями без выноски или полок возможно при случаях одинакового отображения положения детали чертежом (лицевой или обратной стороны).
- В условиях симметричности отображенного изделия допускается обозначить швы только одной части.
- В технических требованиях возможно указать запись по определению мест и способов сварки, а также выноску одинаковых требований.
Скачать ГОСТ 2.312-72
Вспомогательные знаки
Отображение вспомогательных знаков для обозначения сварных швов производится для более точной информации, предназначения работ. Примеры знаков:
- — Сварной шов, выполнение которого происходит при монтаже изделия;
- — Исполнение производится по замкнутой линии;
- — Стык по незамкнутой линии сварки;
- — Шахматное расположение прерывистого шва;
- — Требование к выпуклости, которую необходимо снять после выполнения работ;
- — Неровности обрабатываются переходом к металлу.
 — Сварной шов, выполнение которого происходит при монтаже изделия;
— Сварной шов, выполнение которого происходит при монтаже изделия; — Исполнение производится по замкнутой линии;
— Исполнение производится по замкнутой линии; — Стык по незамкнутой линии сварки;
— Стык по незамкнутой линии сварки; — Шахматное расположение прерывистого шва;
— Шахматное расположение прерывистого шва; — Требование к выпуклости, которую необходимо снять после выполнения работ;
— Требование к выпуклости, которую необходимо снять после выполнения работ; — Неровности обрабатываются переходом к металлу.
— Неровности обрабатываются переходом к металлу.Структура обозначения
Наименование происходит в последовательности стандартов, по которым выполняются сварные процессы.

Применяется как выноска к образцу изделия, состоит из следующих параметров:
- Вспомогательные знаки, обозначают дополнительные действия со стяжками при сварке.
- Стандарт, обозначаемый по ГОСТу.
- Обозначение по стандарту, в зависимости от типа конструктивных элементов или соединений.
- Разделение на подкатегории по стандарту происходит знаком «дефис».
- Способ сварки, подразделяющийся на автоматическую, механизированную под флюсом или электродом, а также электрошлаковую.
- Размеры катета и его выражения при соответствии с элементами конструкции.
- Дополнительные параметры.
- Вспомогательные знаки, состояние шероховатости готового изделия.
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров.

Соединение таврового типа
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.

Односторонний стык внахлест
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.