

Редуктор для станка холодной ковки своими руками
Как сделать самодельный станок для холодной ковки своими руками?
Кованные металлические изделия в любом интерьере придают колорита и смотрятся очень эстетично. Но далеко не каждый владелец дома или дачи хочет иметь типовые решения, которые предлагает рынок. К тому же стоят кованные декоративные элементы очень дорого.

Самодельное устройство для холодной ковки
Горячая ковка требует серьезных навыков, оборудования и рабочего пространства. Идеальным решением для воплощения своих дизайнерских фантазий являются приспособления для холодной ковки. Покупать такие станки по карману не каждому, а вот сделать устройство самостоятельно не так уж и сложно.
1 Плюсы холодной ковки
При обработке металла данным способом не требуется его нагрев. Следовательно, не требуются печи, выдержка температур, навыки работы с раскаленным металлом, специальные рабочие площади и т.д. К тому же отсутствует опасность получения серьезных ожогов.
Приспособления для холодной ковки предусматривают выгибание и прессование металла. Станки для выполнения этих процессов могут быть как электрическими (понадобится электродвигатель и редуктор), так и ручными. Они просты в изготовлении своими руками, в обслуживании. Конструкция самих агрегатов абсолютно элементарна, но стоит знать, что сам процесс ручной ковки требует немалых сил от рабочего.
В отличие от декоративных элементов, полученных в результате обработки раскаленного метала, продукт холодной ковки, в случае необходимости, всегда можно переделать. Он разгибается так же легко, как и сгибается.

Для придания изогнутой формы металлу на станке не требуется создание высокой температруры
Метод создания декоративных элементов из металла без нагревания очень удобен, когда нужно сделать много одинаковых. В этом случае изготавливается самодельное устройство под конкретный рисунок с конкретными размерами и выполняются шаблонные действия.
Гибочный станок значительно экономит время, силы и финансовые затраты на оборудование помещения и само выполнение работ по обработке металла.
1.1 Назначение устройства
Устройство для холодной ковки позволяет выполнить абсолютно все работы, которые выполняет кузнец по обработке горячего металла. Ручные приспособления прекрасно справятся с производством таких декоративных элементов как:
- оконные решетки;
- конструктив для поручней лестниц, лавочек, стульев;
- ножки, быльца и прочие элементы домашней мебели;
- конструктив различных ограждений, ворот, калиток;
- подставки под цветы, каминные решетки, полочки и многое другое.
В процессе холодной ковки применяются исключительно мягкие металлы, такие как алюминий, дюралюминий, сталь, медь, латунь, магниевые и никелевые сплавы.

Примеры изделий выполненных с помощью метода холодной ковки металла
1.2 Разновидности агрегатов
Для создания декоративного кованного интерьера из металла понадобятся детали нескольких типов. Среди них спиралеобразные прутья, дуги, спирали, различные детали из листового металла.
Универсальный станок для холодной ковки своими руками сделать практически невозможно, поэтому для создания каждого элемента придется делать отдельное приспособление. К таким устройствам относят следующие агрегаты:
- Гнутик. Позволяет изготавливать металлические дуги, выгнутые под определенным углом.
- Улитка. Такое устройство предназначено для загиба арматурных и профильных прутьев в спирали.
- Твистер. Инструмент для изгибания прута в спиралеобразный вдоль оси.
- Волна. Устройство, предназначенное для загиба арматурного или профильного прута в волновой элемент.
- Кольцо. Для изготовления колец и овалов.
- Пресс. Устройство, предназначенное для расплющивания металлических изделий.
- Молот и наковальня. Очень полезные универсальные инструменты, позволяющие исправить недоработки.
Все агрегаты, предназначенные для выполнения указанных выше задач, могут быть как ручными, так и электрическими.

Улитки для изгиба металлических прутьев по спирали
Для работы последних понадобится электродвигатель и редуктор. Электрические станки, имея двигатель и редуктор, выполняют работы гораздо быстрее и облегчают участь самого работника.
к меню ↑
2 Как сделать станок для холодной ковки в домашних условиях?
Сделать станок любого из указанных выше типов своими руками в домашних условиях очень просто. Для этого не понадобятся какие-то хитрые инструменты или дорогостоящие механизмы и материалы. Все, что нужно для такого устройства, найдется практически в любом гараже.
к меню ↑
2.1 Материалы и инструменты
Не зависимо от того, какое именно устройство вы планируете сделать, вам понадобятся следующие материалы:
- листовой металл толщиной 4-5 мм;
- арматурные прутья, профильные прутья или профильная труба;
- устойчивая станина;
- если собираемся делать не ручной, а электрический гибочный аппарат, понадобится низкооборотный двигатель и редуктор.

Самодельный станок для холодной ковки
Для организации процесса по изготовлению агрегата для холодной ковки, нужно запастись следующими инструментами:
- «болгарка» для порезки металлических элементов (в случае ее отсутствия, используем пилку по металлу);
- сварочный аппарат;
- наждачный камень и наждачная бумага;
- тиски и плоскогубцы;
- бумага, карандаш, маркер;
- рулетка или сантиметр.
2.2 Ручной станок «улитка»
Спиралеобразные элементы используют в создании «кованного» интерьера чаще всего. Поэтому начнем рассмотрение производственного процесса со станка «улитка».
Самодельный электрический агрегат потребует, кроме обычного набора деталей, использовать двигатель и редуктор. Редуктор применяют для снижения оборотов двигателя. Но об этом мы поговорим позже. Пока же рассмотрим пошагово, как сделать ручное устройство.
Отметим также, что один станок может делать спирали разного диаметра, но для этого понадобится съемная улитка. Достичь этого можно двумя вариантами: цельные металлические съемные круги с приваренной улиткой, или один круг со съемными частями спирали.
- Для начала нам понадобится лист бумаги и карандаш. Чертим на листе нужную нам улитку, выдерживая все реальные размеры. Нужно учитывать, что толщина линий на схеме должна соответствовать толщине металла, который берется для изготовления спирали (в идеале – 4-5 мм), а расстояние между витками должно быть равно 12-13 мм (для холодной ковки используются пруты до 10 мм, которые должны свободно ложиться в паз).
- Из листового металла, толщиной от 4 до 10 мм вырезаем круг, диаметром 70 см. Если вы планируете делать только маленькие спирали, круг можно вырезать меньшего диаметра. Если элементы будут больше, вырезайте круг больше, чем 70 мм. Если круги будут съемными, старайтесь не брать очень толстый металл (4-5 мм вполне достаточно), поскольку менять круги будет очень сложно.
- В ручном варианте круг должен быть закреплен на станине стационарно, поскольку огибать металлом спираль с помощью рычага намного легче, чем вращать круг. Прежде, чем приварить круг, к станине нужно приварить металлический прут диаметром 20-30 мм и надеть на него подшипник (все это можно найти в старых автомобильных запчастях).
- Делаем станину. Она может быть изготовлена из любого материала. Главные требования: 1) станина должна быть прочной и прочно закрепленной на полу (наилучший вариант – забетонировать ножки). 2) основа не должна по диаметру выступать за пределы рабочего круга.
- Возвращаемся к обработке рабочего круга. Нам нужно прикрепить к нему элементы улитки.

Улитка для холодной ковки
Самодельный аппарат для холодной ковки готов. Можно закладывать прут, фиксировать, упираться в него загибочным бочонком и обходить вокруг до получения нужного изделия.
к меню ↑
2.3 Станок для холодной ковки своими руками 3 в 1 (видео)
к меню ↑
2.4 Электрический аналог
Отличие лишь в том, что двигатель через понижающий редуктор должен вращать рабочий круг. Загибочный же бочонок приваривается непосредственно к кругу не затрагивая редуктор. В остальном принцип изготовления агрегата абсолютно идентичен и редуктор с электродвигателем лишь дополняют его.
Вебсварка
Станок и матрицы для холодной ковки

- 6

 Wаsек 20 Мар 2017
Wаsек 20 Мар 2017
всем доброго вечера
мужики подскажите пожалуйста , назрел вопрос по холодной ковки хочется гнуть и не прося кого то и ждать днями
нашел матрицы продают 1 й к-т Одиночные d 60, 120 и 180 мм (2500 р.), 2й к-т к одиночным d 60 и 120 доп. спирали d 130 и 270 мм (3000 р.), 3й к-т состоит из 2го + одиночная d180 мм (4000 р.)



https://www.avito.ru. ovki_907149336
так же нашел все сразу и мотор и редуктор 2,2 вк и редуктор 1 к 100 цену сказали 35
https://www.avito.ru. ktory_776136327
и вот продает человек за
https://www.avito.ru. tory_906359859
2,2 кв мотор сказали за 1000 отдадут двигатель рабочий 
мужики подскажите какую мощность нужно двигателя и какой редуктор на выходе так понял нужно 9-10 оборотов
расскажите пожалуйста как что получше собрать буду очень признателен
Прикрепленные изображения



- 8
 Кустарь 20 Мар 2017
Кустарь 20 Мар 2017
Wаsек ,у теб ж плазморез, вродь, есть, забабахай приспособу, чтоб рез под 90 градусов был точно и нафигачь этих улиток с листа, ни фига та м у м ного нету.
- 5
Виктор 69 20 Мар 2017
Всё просто, мощьность двигателя 2,2 кВт, нужно количество оборотов двигателя в минуту?
второй вопрос, редуктор передаточное число, по простому маркером на обоих валах с выходом на корпус риски
вращаете вал(ведущий, куда будет передоваться вращение от двигателя) , и считаете сколько оборотов вала вы сделали
при этом (ведомый) вал с которого будите снимать нагрузку должен сделать всего один оборот
ведомый — 1 оборот
ведущий — 40 оборотов
приложили 1кг усилие сняли 40кг, если двигатель 940 об/мин, то 940/40=23,5об/мин на выходе с редуктора
если надо получить в минуту 9-10 об, то от мотора к редуктору шкивами
2,61 это соотношение шкивов
допустим на двигателе маленький шкивок диаметром (меряю диаметр по ремню когда он вложен в шкив)= 70мм
182,7мм это диаметр шкива который надо поставить на редуктор.
вроде ничего не перепутал.
Wаsек 20 Мар 2017
Wаsек ,у теб ж плазморез, вродь, есть, забабахай приспособу, чтоб рез под 90 градусов был точно и нафигачь этих улиток с листа, ни фига та м у м ного нету.
завтра узнаю насчет железа тело толстое ведь надо
Всё просто, мощьность двигателя 2,2 кВт, нужно количество оборотов двигателя в минуту?
второй вопрос, редуктор передаточное число, по простому маркером на обоих валах с выходом на корпус риски
вращаете вал(ведущий, куда будет передоваться вращение от двигателя) , и считаете сколько оборотов вала вы сделали
при этом (ведомый) вал с которого будите снимать нагрузку должен сделать всего один оборот
ведомый — 1 оборот
ведущий — 40 оборотов
приложили 1кг усилие сняли 40кг, если двигатель 940 об/мин, то 940/40=23,5об/мин на выходе с редуктора
если надо получить в минуту 9-10 об, то от мотора к редуктору шкивами
2,61 это соотношение шкивов
допустим на двигателе маленький шкивок диаметром (меряю диаметр по ремню когда он вложен в шкив)= 70мм
182,7мм это диаметр шкива который надо поставить на редуктор.
вроде ничего не перепутал.
спасибо вам большое очень помогли
Виктор 69 20 Мар 2017
всем доброго вечера .
на счёт двигателя, есть двигателя мало оборотистые до 1500 об/мин, от 1500-3000 об/мин это оборотистые , тебе нужен тихоход, до 1000 об/ мин,
если нет трёх фаз его легко подключить через конденсаторы.
проверь обмотки на сопротивление и на корпус, если не знаешь как в личку нарисую,
- 3
Кустарь 20 Мар 2017
завтра узнаю насчет железа тело толстое ведь надо если не продувает толстый, 2-3 листа потоньше и на электрозаклепки .
- 1
 Глобул 20 Мар 2017
Глобул 20 Мар 2017
если не продувает толстый,
Не помню что там за плазморез, но до 15 мм должен резать с гарантией.
Я резал 36 мм на 100 амперах. Около 6 атмосфер давление воздуха. Очень медленно, но режет.
Тут фишка в другом. Как вырезать такие завитухи? Одно дело тащить по линейке, или циркулем, а по разметке такой ужас получиться — неделю напильником доводить придётся. Вот ты сам бы взялся вырезать такое резаком? Плазма режет точно так же, только ещё и очки надо очень тёмные, практически от газосварки, и то придётся смотреть прямо на струю, а значит что вокруг неё мало что будет видно. Спидглас тоже вряд ли поможет в этом деле.
Конечно можно клацать почаще и резать наподобие сварки в отрыв, но это бешеный расход электрода. Его ресурс измеряется именно в количестве пусков.
- 1
Кустарь 20 Мар 2017
Плаз мой не резал, только резако м, себе вырезал бы, как два пальца об асфальт . Ты серьезно думаешь, что +/- миллиметр критично, чтоб согнуть квадрат , к примеру, 12-й?
У мну р я до м с работой кузница, так та м загогулины вообще гнут по м еловому рисунку на столе.
Сообщение отредактировал Кустарь: 20 Март 2017 21:17
- 1
 SergDemin 20 Мар 2017
SergDemin 20 Мар 2017
тебе нужен тихоход, до 1000 об/ мин,
Wаsек , что то подобное, если память не изменяет, в гараже валялось. Киловатт или полтора, 960 оборотов в минуту. Ты с покупкой не торопись, на днях буду в гараже, гляну. Если подойдёт, буде думать, как отправить.
Глобул 20 Мар 2017
Кустарь , плюс-минус миллиметр не критично. Просто рез будет похож на крупную пилу. Плазма режет немного быстрее, все неверные движения руки повторяет очень хорошо.
- 6
 saper24 20 Мар 2017
saper24 20 Мар 2017
- 7
Кустарь 20 Мар 2017
Глобул , 
отверстие в косынке резако м на скорую руку. Так это она вертикально стоит, а если б лежала, думаю, лучше бы получилось . А если еще потренироватьс я
Глобул 20 Мар 2017
А вообще кто может в компасе такое нарисовать?
Спираль нарисовать не проблема. А вот я гляжу там ещё какие-то нюансы есть — форма не правильная. Видать она даёт сгиб правильный, а значить рожали её опытным путём. А значит её только слизывать надо.
Ну или рожать. Сделать примерно то же, и доводить потом до ума.
У нас порезать это всё — ценник будет от 15 рублей.
- 1
 nik633 20 Мар 2017
nik633 20 Мар 2017
- 5
saper24 20 Мар 2017
Глобул , что вырежешь по тому и согнется. Что секретов в тех приблудах нет это однозначно. Есть отверстия под станок конкретный, это да. Тут даже копировать строго ни к чему, это элемент декора будет в итоге выходить.
 selco 20 Мар 2017
selco 20 Мар 2017
Ну или рожать. Сделать примерно то же, и доводить потом до ума. У нас порезать это всё — ценник будет от 15 рублей.
Думаю , Василию легче и дешевле выйдет купить комплекты что он показал.
P.S. Василий , может Евгений http://websvarka.ru/. 10512-medved69/увидит о чем речь и подскажет чего , он вроде кузнец .
- 1
 RWS87 21 Мар 2017
RWS87 21 Мар 2017
 штурман 001 21 Мар 2017
штурман 001 21 Мар 2017
- 2
 медведь69 21 Мар 2017
медведь69 21 Мар 2017
штурман 001 21 Мар 2017
Ребята всеи привет. Станки это ТУПИК! Сейчас проснусь-объясню.
Когда работаешь один, надо делать что то одно. Либо выпускать только форнитуру и продавать(что сейчас частнику не по силам) , либо закупать форнитуру и делать изделия. Так?
Станок для холодной ковки своими руками
В практике домашнего хозяйства, а также при выполнении некоторых заказов на производство различной металлопродукции не обойтись без технологии холодного пластического деформирования. Это могут быть операции гибки, клеймения, вырубки-пробивки, плющения и т.д. Во всех подобных случаях лучше не ориентироваться на применение случайно подвернувшихся под руку приспособлений, а работать на специально изготовленных своими руками станках для холодной ковки.

Проектирование и изготовление самодельных станков для обработки металлов давлением
Проще всего воспользоваться для этих целей рекомендованными Интернетом конструкциями, чертежи которых, как правило, прилагаются на тех же сайтах. Но, во-первых, их авторы часто выполняют свои чертежи конкретно под собственные нужды, а, во-вторых, не всегда указывают материалы для изготовления отдельных деталей и узлов под подобный агрегат. Поэтому, если будущий обладатель ковочного станка или пресса желает использовать изготовленное оборудование именно под свои детали, то чертежи стоит разрабатывать самостоятельно.
Важный вопрос – источник энергии, т.е., привод для узлов станка. Если оборудование предполагается для интенсивного применения (например, под крупную кузнечную мастерскую горячей или холодной ковки), то вопрос решается в пользу электропривода или использования гидравлических силовых установок. Менее надёжными считаются станки с пневмоприводом. Однако в обратных ситуациях любой механический привод далеко не всегда считается оптимальным. Причина заключается в следующем.
При горячем (и, тем более – холодном деформировании металлов) в большинстве случаев приходится сталкиваться с таким неприятным явлением как инерция материала (иначе называемое ещё последействием). При гибке, например, это – упругое пружинение, а при горячей штамповке или выдавливании – остаточные напряжения, вызывающие искривление заготовки после штамповки. В связи с этим необходимы весьма точно изготовленные шаблоны. Используя их, приходится вручную доводить размеры на готовой детали до тех, которые требуют чертежи.
Любой внешний привод повышает скорости деформирования. В таких условиях упругое последействие резко возрастает. Поэтому станок с электроприводом обязательно должен включать в себя понижающий редуктор. В свою очередь, редуктор повышает сложность станка. Причины следующие:
- редуктор увеличивает габаритные размеры конструкции;
- редуктор – сам по себе технически сложный узел, который стоит заказывать в специализированной мастерской или приобретать (самодельный редуктор не будет отличаться удовлетворительной точностью);
- редуктор любого типа заметно снижает кпд станка, поэтому потребуется более мощный источник энергии;
- редуктор существенно усложнит техническое обслуживание станка для холодной ковки или штамповки.
Для оборудования с ручным приводом редуктор не потребуется, а упругое последействие деформируемого материала легко преодолевается повышением времени контакта инструмента с обрабатываемой заготовкой. Таким образом, оптимальным для данных условий будет станок с ручным приводом, под конструкцию и изготовление которого будут рассчитываться все последующие рекомендации.
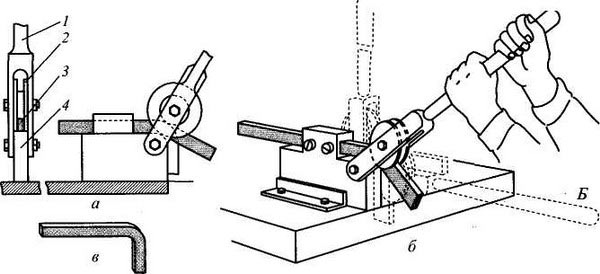
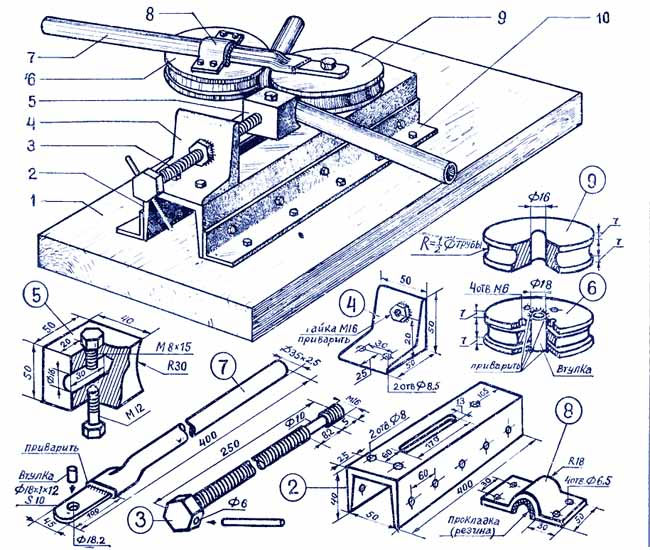
Ручной винтовой пресс для холодной ковки металла
На таком агрегате можно выполнять самые разнообразные операции холодной пластической деформации металла: ковку, гибку, высадку, чеканку, формовку и т.д.

Ручной винтовой пресс
Принцип работы винтового пресса заключается в следующем. Источником энергии в данном случае является массивный маховик в виде колеса, на верхнем торце которого имеются ручки. С их помощью маховик можно разогнать до определённой скорости вращения. При этом вращательная кинетическая энергия преобразовывается в рабочую энергию деформации металла, причём с увеличением скорости вращения и массы данной детали усилие деформирования возрастает. Более эффективным является увеличение скорости вращения, а не массы маховика. Это облегчает изготовление такого самодельного агрегата, и уменьшает габаритные размеры станка.

Ручной винтовой пресс, изготовленный своими руками
Шкив/колесо вращается на рабочем вале станка, на противоположном конце которого нарезается самотормозящая упорная или трапецеидальная резьба. Этим резьбовым концом вал соединяется с гайкой, которая закреплена в ползуне – исполнительном механизме станка для холодной ковки. Таким образом получается своеобразная силовая передача «винт-гайка», которая преобразовывает вращение вала в поступательное перемещение ползуна. К его противоположной поверхности может быть присоединен любой деформирующий инструмент – пуансон. Для повышения точности направления перемещение должно выполняться в специальных направляющих треугольного профиля, которые монтируются в стальной раме. Она является опорной частью станка, придаёт ему необходимую жёсткость, и является основой для установки неподвижной части рабочего инструмента – матрицы.
Достоинствами винтового пресса являются:
- Возможность управления величиной рабочего хода станка.
- Возможность удержания деформируемой заготовки под нагрузкой сколь угодно продолжительное время.
- Изменение усилия деформирования при помощи регулировки скорости вращения маховика.
- Технологическая универсальность оборудования, на котором можно производить практически все операции холодной ковки и объёмной штамповки изделий из металла.
Изготовление и сборка ручного винтового пресса
Разрабатывая чертежи такого оборудования, следует ориентироваться на возможность применения в конструкции стандартных узлов. Например, для изготовления узла «винт-гайка» можно использовать винтовой домкрат, а под маховик можно переделать шкив или зубчатое колесо от списанной ременной передачи.
Особенно тщательно необходимо изготавливать раму. Имея детали винтового привода и располагая имеющимся шкивом или колесом, можно подготовить чертежи рамы. Её сборку выполняют в такой последовательности:
- из стального швеллера сваривается прямоугольник полками вовнутрь, причём образующийся внутренний габарит должен быть достаточным для размещения направляющих и комплекта рабочего инструмента. ширина полки швеллера должна быть такой, чтобы туда вписалась пара «винт-гайка». соединения швеллера в обоих углах дополнительно укрепляются болтами;
- в верхнем куске швеллера сверлится отверстие под установку пары «винт-гайка», которое сверху закрывается фланцем;
- из стального калиброванного прутка изготавливается вал, который на одном конце должен иметь шпоночное крепление со шкивом (или колесом). на другом конце нарезается такая же резьба, что и на винте. Можно применить винт от домкрата, при достаточной его длине. Для облегчения изготовления шпоночного паза соответствующий конец отпускают, а затем – закаливают;
- изготавливают две пары треугольных направляющих (можно использовать направляющие от небольшого списанного токарного станка), половину которых прикрепляют к внешним боковым полкам рамы;
- из толстолистовой полосы сваривают коробку (ползун), горизонтальные размеры которой должны соответствовать поперечному размеру рамы после монтажа направляющих. высота коробки должна позволять при её максимальном перемещении выполнять желаемые операции холодной ковки;
- в ползуне выполняется отверстие для крепления вала. можно реализовать вариант жёсткого резьбового крепления, а можно изготовить промежуточный подпятник (сложность узла возрастёт, зато появится возможность расклинивания при застревании заготовки в штампе);
- после тщательной проверки фактических размеров с чертёжными, к боковым стенкам коробки присоединяют вторую пару направляющих, и монтируют ползун в раме станка;
на верхнем торце шкива/колеса устанавливают две стальные ручки для раскручивания детали. после этого её прикрепляют к винту (валу);
- проверяют действие собранного оборудования: при раскручивании маховика винт должен перемещаться свободно, без заеданий, а при отсутствии вращения — не должен опускаться под действием собственного веса.
В готовом агрегате обильно смазывают поверхности трения (направляющие, винт, гайка), оснащают станок нужным комплектом инструмента, после чего выполняют пробное деформирование металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Станок для холодной ковки своими руками
В практике домашнего хозяйства, а также при выполнении некоторых заказов на производство различной металлопродукции не обойтись без технологии холодного пластического деформирования. Это могут быть операции гибки, клеймения, вырубки-пробивки, плющения и т.д. Во всех подобных случаях лучше не ориентироваться на применение случайно подвернувшихся под руку приспособлений, а работать на специально изготовленных своими руками станках для холодной ковки.
Проектирование и изготовление самодельных станков для обработки металлов давлением
Проще всего воспользоваться для этих целей рекомендованными Интернетом конструкциями, чертежи которых, как правило, прилагаются на тех же сайтах. Но, во-первых, их авторы часто выполняют свои чертежи конкретно под собственные нужды, а, во-вторых, не всегда указывают материалы для изготовления отдельных деталей и узлов под подобный агрегат. Поэтому, если будущий обладатель ковочного станка или пресса желает использовать изготовленное оборудование именно под свои детали, то чертежи стоит разрабатывать самостоятельно.
Важный вопрос – источник энергии, т.е., привод для узлов станка. Если оборудование предполагается для интенсивного применения (например, под крупную кузнечную мастерскую горячей или холодной ковки), то вопрос решается в пользу электропривода или использования гидравлических силовых установок. Менее надёжными считаются станки с пневмоприводом. Однако в обратных ситуациях любой механический привод далеко не всегда считается оптимальным. Причина заключается в следующем.
При горячем (и, тем более – холодном деформировании металлов) в большинстве случаев приходится сталкиваться с таким неприятным явлением как инерция материала (иначе называемое ещё последействием). При гибке, например, это – упругое пружинение, а при горячей штамповке или выдавливании – остаточные напряжения, вызывающие искривление заготовки после штамповки. В связи с этим необходимы весьма точно изготовленные шаблоны. Используя их, приходится вручную доводить размеры на готовой детали до тех, которые требуют чертежи.
Любой внешний привод повышает скорости деформирования. В таких условиях упругое последействие резко возрастает. Поэтому станок с электроприводом обязательно должен включать в себя понижающий редуктор. В свою очередь, редуктор повышает сложность станка. Причины следующие:
- редуктор увеличивает габаритные размеры конструкции;
- редуктор – сам по себе технически сложный узел, который стоит заказывать в специализированной мастерской или приобретать (самодельный редуктор не будет отличаться удовлетворительной точностью);
- редуктор любого типа заметно снижает кпд станка, поэтому потребуется более мощный источник энергии;
- редуктор существенно усложнит техническое обслуживание станка для холодной ковки или штамповки.
Для оборудования с ручным приводом редуктор не потребуется, а упругое последействие деформируемого материала легко преодолевается повышением времени контакта инструмента с обрабатываемой заготовкой. Таким образом, оптимальным для данных условий будет станок с ручным приводом, под конструкцию и изготовление которого будут рассчитываться все последующие рекомендации.
Ручной винтовой пресс для холодной ковки металла
На таком агрегате можно выполнять самые разнообразные операции холодной пластической деформации металла: ковку, гибку, высадку, чеканку, формовку и т.д.
Ручной винтовой пресс
Принцип работы винтового пресса заключается в следующем. Источником энергии в данном случае является массивный маховик в виде колеса, на верхнем торце которого имеются ручки. С их помощью маховик можно разогнать до определённой скорости вращения. При этом вращательная кинетическая энергия преобразовывается в рабочую энергию деформации металла, причём с увеличением скорости вращения и массы данной детали усилие деформирования возрастает. Более эффективным является увеличение скорости вращения, а не массы маховика. Это облегчает изготовление такого самодельного агрегата, и уменьшает габаритные размеры станка.
Ручной винтовой пресс, изготовленный своими руками
Шкив/колесо вращается на рабочем вале станка, на противоположном конце которого нарезается самотормозящая упорная или трапецеидальная резьба. Этим резьбовым концом вал соединяется с гайкой, которая закреплена в ползуне – исполнительном механизме станка для холодной ковки. Таким образом получается своеобразная силовая передача «винт-гайка», которая преобразовывает вращение вала в поступательное перемещение ползуна. К его противоположной поверхности может быть присоединен любой деформирующий инструмент – пуансон. Для повышения точности направления перемещение должно выполняться в специальных направляющих треугольного профиля, которые монтируются в стальной раме. Она является опорной частью станка, придаёт ему необходимую жёсткость, и является основой для установки неподвижной части рабочего инструмента – матрицы.
Достоинствами винтового пресса являются:
- Возможность управления величиной рабочего хода станка.
- Возможность удержания деформируемой заготовки под нагрузкой сколь угодно продолжительное время.
- Изменение усилия деформирования при помощи регулировки скорости вращения маховика.
- Технологическая универсальность оборудования, на котором можно производить практически все операции холодной ковки и объёмной штамповки изделий из металла.
Изготовление и сборка ручного винтового пресса
Разрабатывая чертежи такого оборудования, следует ориентироваться на возможность применения в конструкции стандартных узлов. Например, для изготовления узла «винт-гайка» можно использовать винтовой домкрат, а под маховик можно переделать шкив или зубчатое колесо от списанной ременной передачи.
Особенно тщательно необходимо изготавливать раму. Имея детали винтового привода и располагая имеющимся шкивом или колесом, можно подготовить чертежи рамы. Её сборку выполняют в такой последовательности:
- из стального швеллера сваривается прямоугольник полками вовнутрь, причём образующийся внутренний габарит должен быть достаточным для размещения направляющих и комплекта рабочего инструмента. ширина полки швеллера должна быть такой, чтобы туда вписалась пара «винт-гайка». соединения швеллера в обоих углах дополнительно укрепляются болтами;
- в верхнем куске швеллера сверлится отверстие под установку пары «винт-гайка», которое сверху закрывается фланцем;
- из стального калиброванного прутка изготавливается вал, который на одном конце должен иметь шпоночное крепление со шкивом (или колесом). на другом конце нарезается такая же резьба, что и на винте. Можно применить винт от домкрата, при достаточной его длине. Для облегчения изготовления шпоночного паза соответствующий конец отпускают, а затем – закаливают;
- изготавливают две пары треугольных направляющих (можно использовать направляющие от небольшого списанного токарного станка), половину которых прикрепляют к внешним боковым полкам рамы;
- из толстолистовой полосы сваривают коробку (ползун), горизонтальные размеры которой должны соответствовать поперечному размеру рамы после монтажа направляющих. высота коробки должна позволять при её максимальном перемещении выполнять желаемые операции холодной ковки;
- в ползуне выполняется отверстие для крепления вала. можно реализовать вариант жёсткого резьбового крепления, а можно изготовить промежуточный подпятник (сложность узла возрастёт, зато появится возможность расклинивания при застревании заготовки в штампе);
- после тщательной проверки фактических размеров с чертёжными, к боковым стенкам коробки присоединяют вторую пару направляющих, и монтируют ползун в раме станка;
на верхнем торце шкива/колеса устанавливают две стальные ручки для раскручивания детали. после этого её прикрепляют к винту (валу);
- проверяют действие собранного оборудования: при раскручивании маховика винт должен перемещаться свободно, без заеданий, а при отсутствии вращения — не должен опускаться под действием собственного веса.
В готовом агрегате обильно смазывают поверхности трения (направляющие, винт, гайка), оснащают станок нужным комплектом инструмента, после чего выполняют пробное деформирование металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Самодельные приспособления и станки для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
-
Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.

Так выглядит торсион и одноименный станок

Так делают «фонарик»

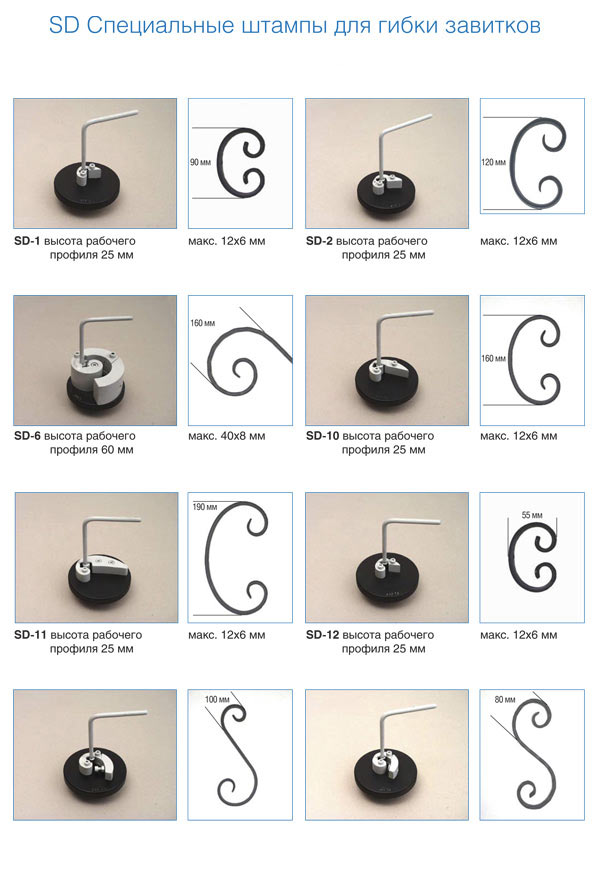
Приспособление для холодной ковки улитка — для формирования завитков

Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)

Станок «Волна» — для формирования соответствующего рельефа

Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.

Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.

Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.

Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.

Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.

Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
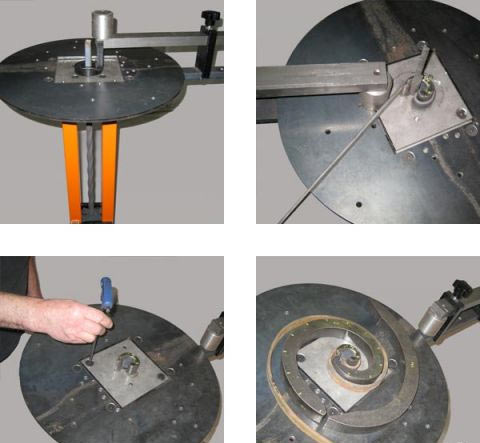
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.

Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Самостоятельное изготовление станка для холодной ковки
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.

Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
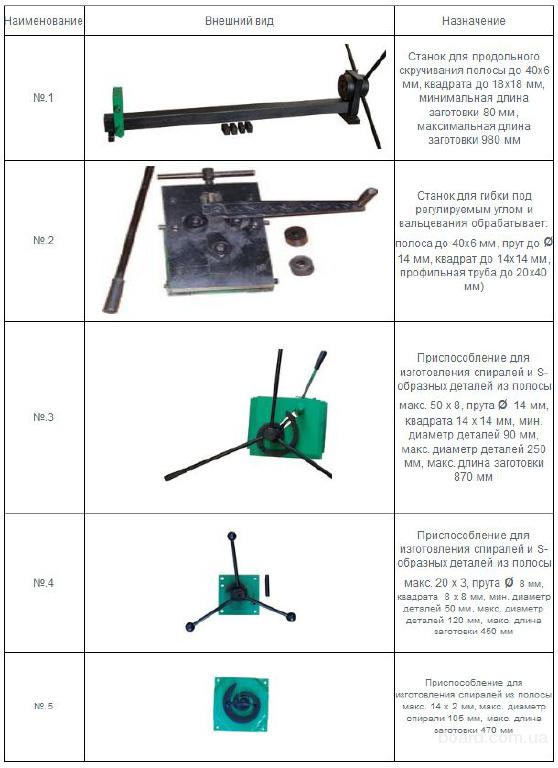
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.

Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.

Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.

Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.

Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
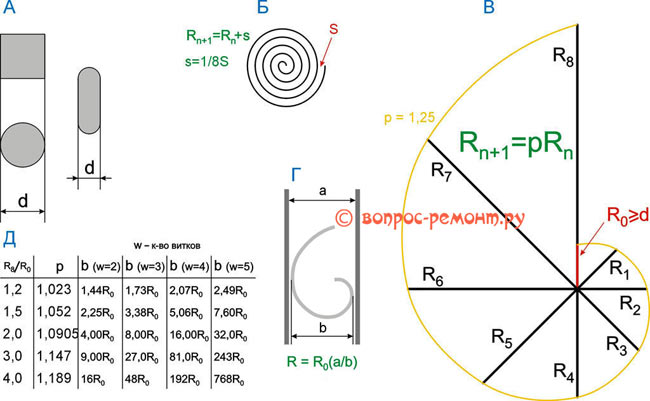
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
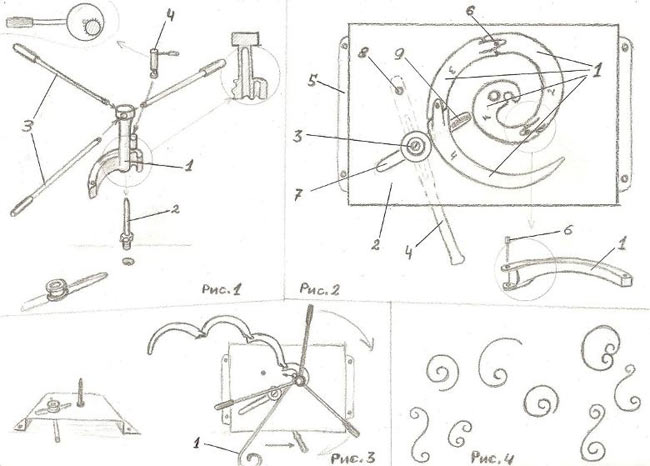
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.


Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.

Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
- Последнее действие в алгоритме действий при сооружении станка для холодной ковки своими руками будет соединение сконструированной рукояти с частью устройства похожей на «пирамиду». Фиксация этих элементов после одевания рукояти производится гайкой широкого диаметра, к которой предварительно необходимо приварить металлический круг, который позволит крепить сам шаблон для станка. Далее «улитка»-шаблон присоединяется сваркой.

Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.