Пресс для топливных брикетов своими руками чертежи
Пресс для топливных брикетов: варианты изготовления установок для прессования опилок своими руками

Топить опилками или стружкой – привычное дело для жителей нашей страны, позаимствованное в европейских странах. Их популярность обусловлена дешевизной сырья и его хорошей удельной теплотворностью при сгорании. Создав самодельный пресс для брикетов можно получить качественное топливо практически задаром.
Мы расскажем о том, как изготовить несложный и недорогой станок для изготовления брикетированного топлива. В предложенной нами статье приведена конструкция, даны советы по сборке. Приведена технология производства и требования к исходному древесному материалу.
Технология создания брикетов
Изготовление методом прессования пеллетов и брикетов из отходов деревообработки – давно отработанный процесс. Поэтому при создании самодельного станка для получения качественных “евродров” не нужно ничего изобретать, а можно применить уже существующие наработки.
Описание физики процесса
Использование сыпучего древесного материала для отопления находит свое применение в небольших котельных и печах. Опилки дают ту же энергию, что и дерево аналогичной массы и влажности, однако их хранение в естественном состоянии приводит к появлению грязи и пыли. Поэтому такие отходы прессуют в брикеты различной формы.
С некоторыми допущениями можно сказать, что древесина состоит из клетчатки (целлюлозы) и связывающего ее вещества – лигнина. Каждый экземпляр опилок и стружки сохраняет свою целостность благодаря этому полимеру. Для того чтобы установить прочные связи между отдельными кусочками их также необходимо склеить.

В процессе прессования на опилки производится сильное давление, в результате чего из них выделяется лигнин и скрепляет материал в форме. Это связь, конечно, не такая прочная, как в цельной древесине, но ее достаточно, чтобы получившийся брикет не развалился.
Количество лигнина в древесине относительно сухой массы зависит от породы деревьев:
Чем больше процент содержания лигнина, тем меньшее давление нужно для его выделения. Поэтому самостоятельно производить брикеты на основе опилок из пихты проще, чем из березы.
Помимо классического пресса для производства топлива из сыпучих материалов существует еще экструзивный станок. Суть его работы заключается в том, что под действием шнека вещество проходит по постепенно сужающемуся каналу.
В результате этого создается очень высокое давление. Однако реализация этого варианта в домашних условиях сложна и требует специфических знаний, поэтому лучше остановиться на моделях с пресс-формой.
Использование клеящего вещества
При промышленном производстве прессованного топлива применяют станки для создания давление в диапазоне 500 – 3000 атм. У некоторых производителей (например, немецкая фирма “RUF”) формирование брикета происходит за счет комбинации сжатия с силой 2000 атм. и нагрева сырья до температуры 150°C. Плотность таких изделий достигает 1.2 кг/дм 3 .
Если сделать пресс для брикетов из подручного материала своими руками, то таких характеристик добиться не удастся. Поэтому изделия однозначно будут иметь меньшую плотность и отличаться повышенной склонностью к рассыпанию.
Компенсировать недостаточное выделение лигнина и добиться большей прочности брикетов из опилок можно за счет добавления стороннего клеящего вещества, такого как:
- Жидкая глина. Необходимая массовая доля этого растворенного в воде связующего вещества составляет от 5 до 10% от общего веса.
- Мокрый гофрокартон.
- Самый дешевый разведенный в воде обойный клей.
Процентное соотношение гофрокартона или клея определяют экспериментально, так как оно зависит от крупности опилок, их влажности и создаваемого давления в форме.
Требование к используемому сырью
Даже при использовании промышленного оборудования, затруднительно получить качественные брикеты или пеллеты из древесных отходов, если их толщина более 4 мм. Крупность материала для самодельных устройств должна быть меньше. Это связано с более низким давлением и отсутствием нагрева сырья.
В идеале диаметр опилок и толщина стружки не должна быть больше 2 мм. Подавляющее большинство древесных отходов подходят по этим параметрам.
Но бывают случаи, когда сырье засорено мелкими ветками, щепой или обзолом (кусками коры). Тогда перед прессованием для получения однородной массы необходимо провести предварительную подготовку – измельчить материал, пропустив его через дробилку.
Для достижения хорошей плотности брикета надо избегать сырья, засоренного травой, песком или почвой. Почвенно-растительный слой в отличие от глины не обладает вяжущими свойствами, поэтому прессованное изделие будет легко рассыпаться.
Также нужно соблюсти условие по процентному соотношению количество коры – ее не должно быть более 5%. Измерить это невозможно, но визуально опилки со значительным объемом обзола выглядят более темными. Опилки должны быть сухими. Повышенная влажность приводит к большей рыхлости брикета и понижению его удельной теплотворности.
Высушить сырье летом можно или на солнце или в проветриваемом помещении. Зимой сушку нужно проводить в веранде или другом подсобном помещении с небольшой положительной температурой. Для более интенсивного испарения можно использовать принудительную вентиляцию.
Если давления в самодельном прессе для изготовления брикетов из опилок будет недостаточным для выделения лигнина, то сырье не высушивают, а вместе с дополнительным скрепляющим веществом наоборот замачивают в воде. В этом случае при перемешивании достигается лучшая однородность, а лишняя влага будет удалена при трамбовке.
Основные элементы пресса
Главными элементами обыкновенного пресса являются пресс-форма (стакан, в который помещают сыпучее вещество), поршень и создающий давление механизм. Самостоятельно сделать их несложно, так как они типичны для станков по брикетированию.
Устройство пресс-формы
Стакан, куда засыпают опилки или стружку называется пресс-формой или камерой. От его геометрии будут зависеть параметры брикета.
Обычно камеру сооружают из обрезка стальной круглой или профильной трубы. Основание поршня, которое заходит в стакан, вырезают из толстостенной (не менее 3 мм толщины) пластины.
При изготовлении пресс-формы нужно учесть соотношение следующих величин:
- площадь сечения пресс-формы (s, см 2 );
- подаваемое давление на поршень (u, кгс);
- удельное давление на сырье (p, кгс/см 2 ).
Эти величины связаны соотношением:
p = u / s
Брикеты с использованием дополнительного связующего вещества хорошо держат форму, если они сформированы при удельном давлении более 150 атм. (1 атм. ≈ 1 кгс/см 2 ). Исходя из возможности создаваемого усилия поршнем, рассчитывают площадь сечения камеры.
Например, если есть гидравлический домкрат на 10 тонн, то:
Для таких условий подойдет профильная квадратная труба с длиной стороны 80 мм или круглая труба с диаметром условного прохода до 90 мм.
Длина получаемого брикета (l) зависит от высоты пресс-формы (h), плотности сырья в исходном сухом (q1) и брикетированном (q2) состоянии:
К тому же после первого сжатия можно снова досыпать стружки в стакан и повторно провести процедуру. Таким способом можно довести длину получаемого изделия практически до высоты прессовочной камеры.
В процессе сжатия опилок происходит выделение влаги из брикета. Для того чтобы она свободно выходила, камеру перфорируют небольшими, но часто расположенными отверстиями.
После формирования брикета его необходимо вытащить из формы. Использование пружины и фальшь-дна, как это часто рекомендуют в интернете, непрактично. Высокое давление полностью сжимает пружину, поэтому с течением времени происходит искривление ее формы, в результате чего она теряет свои свойства.
Поэтому нужно либо делать отъемное дно пресс-формы и выталкивать брикет, либо сооружать разборный стакан. Во втором случае для него нужно будет сделать дополнительную рубашку из прутка.
Доступные способы создания давления
Существует три распространенных способа достижения давления, которые хорошо подойдут для самостоятельно изготовленного пресса для получения топливных брикетов: применение рычага, гидравлического домкрата или винта. Каждый из них по-своему хорош, а их реализация на практике не очень сложна.
Использование мускульной силы и рычага
Обычно в качестве рычага берут металлическую трубу. Она не должна сгибаться под воздействием мускульной силы человека. Например, хорошо подойдет усиленная водопроводная труба диаметра 40 или 50 мм с толщиной стенки 4 – 4.5 мм.
Длину рычага и расстояние от точки опоры до соединения с поршнем выбирают не только ориентируясь на достижение нужного давления. Еще один немаловажный параметр – глубина погружения поршня в стакан (h, см).
Ее рассчитывают по формуле:
h = R * (l / L)
Здесь R (см) – высота, на которую опустится конец рычага.
Желательно сделать конструкцию таким образом, чтобы глубина погружения поршня была достаточной для формирования брикета без повторного сжатия с предварительной досыпкой материала. Это сильно увеличит темп производства.
Необходимую глубину погружения поршня (h, см) можно рассчитать, зная исходную сухую (q1) и брикетированную (q2) плотность сырья и высоту стакана (H):
Если по какой-либо причине произошла ошибка (как правило, из-за неправильного определения значения исходной плотности сырья) и глубины погружения поршня недостаточно для придания нужной твердости изделию, то необязательно переваривать всю конструкцию.
Можно или уменьшить высоту стакана, или, досыпая опилки, прессовать один брикет за два или три прохода.
Применение гидравлического домкрата
Для создания сильного давления используют гидравлические устройства, такие как привычные бутылочные домкраты. Как правило, в хозяйстве, где есть автомобиль или другая техника, такие гидроагрегаты есть, однако их грузоподъемность может быть недостаточна.
Домкраты стоят недорого. Так, модели, рассчитанные на 30-40 тонн, можно приобрести менее чем за 5 тысяч рублей. А с такими показателями уже можно получать брикеты большого сечения или сразу несколько (3-5) экземпляров обычного размера.
Для получения нескольких брикетов одновременно, нужное количество пресс-форм ставят в ряд. Средняя подвижная рама должна быть прочной, чтобы со временем она не прогнулась. Лучше всего ее выполнить из двутавровой балки или толстостенной профильной трубы.
Сам процесс прессования проходит дольше, чем при использовании рычажной конструкции. Однако применение мощного гидравлического домкрата позволяет добиться гораздо большего удельного давления на заготовку. Брикеты получаются более ровные и плотные и уже имеют привлекательный товарный вид.
Винтовой механизм прессования
Принцип действия ручного винтового пресса аналогичен рычажному, только прилагаемое усилие передается под углом в 90°. Чем больше диаметр рукоятки и меньше шаг резьбы, тем больше коэффициент увеличения давления.
Такая конструкция также позволяет создавать большее давление, чем станок на основе рычажного механизма. Значимым ее минусом является наиболее медленная среди представленных вариантов скорость работы.
Однако к плюсам можно отнести:
- простоту конструкции;
- возможность купить такой пресс за небольшие деньги с незначительной доработкой под нужды брикетирования;
- маленький размер.
При работе с винтовым прессом не следует его использовать “до упора”, когда физических сил уже не хватает, чтобы провернуть механизм. В этом случае на резьбу с одной стороны действует сила прилагаемая человеком, а с другой (под 90°) – сила сопротивления получаемого брикета. Это приведет к быстрому износу резьбы или ее срыву.
Чтобы не переусердствовать и не поломать механизм нужно добиться достаточного результата на пробных экземплярах и либо установить фиксатор, либо сделать маркером метку на резьбе, отмечающую ее максимально допустимое положение.
Выводы и полезное видео по теме
Создание самодельного рычажного пресса. Изготовление основных деталей и описание принципа работы:
Доработка конструкции станка и сам процесс прессования брикетов:
Станок для одновременного получения нескольких брикетов на основе гидравлического домкрата:
Самостоятельно сделать станок для брикетирования опилок несложно. На выбор можно использовать рычажный, гидравлический или винтовой принцип создания давления. Но нужно помнить, что качество изготовленных изделий будет зависеть не только от собранного механизма, но и от подготовки сырья.
Правильно поставленный процесс поможет обеспечить свое хозяйство качественным и дешевым топливом и даже наладить его реализацию.
Хотите рассказать о том, как делали брикеты для отопления собственными руками? Есть ценные рекомендации по теме статьи, которыми вы готовы поделиться с посетителями сайта? Пишите, пожалуйста, комментарии в расположенном ниже блоке, здесь же публикуйте фото и задавайте вопросы.
Пресс для топливных брикетов своими руками: варианты и чертежи самодельного брикетировщика
Топливные брикеты, для изготовления которых используются опилки и отходы переработки различного сельскохозяйственного сырья, являются отличной альтернативой привычных видов твердого топлива – дров и угля. Чтобы не приобретать это топливо в готовом виде и, соответственно, сделать его еще более экономичным, можно самостоятельно изготовить пресс для брикетов и производить требуемое количество евродров из опилок своими руками.

Евродрова – топливные брикеты в виде многогранного бруса с отверстием для отвода дыма
На сегодняшний день используются две технологические схемы изготовления брикетов для отопления, которые при наличии соответствующих технических устройств можно реализовать и в домашних условиях. Естественно, что для изготовления евродров в требуемом количестве необходимо наличие основного сырья, в качестве которого могут быть использованы древесные опилки, стружка и более крупные отходы древесины. Пресс для топливных брикетов своими руками целесообразно изготавливать в том случае, если сырье, которое будет использоваться для брикетирования, является доступным по стоимости и может быть всегда получено в требуемом количестве.
Производство топливных брикетов
В домашних условиях изготовление брикетов из опилок осуществляется по таким же технологиям, как и в условиях производственного предприятия, поэтому прежде чем приступать к созданию самодельного оборудования для решения такой задачи, необходимо вникнуть во все технологические нюансы производства данного топлива.
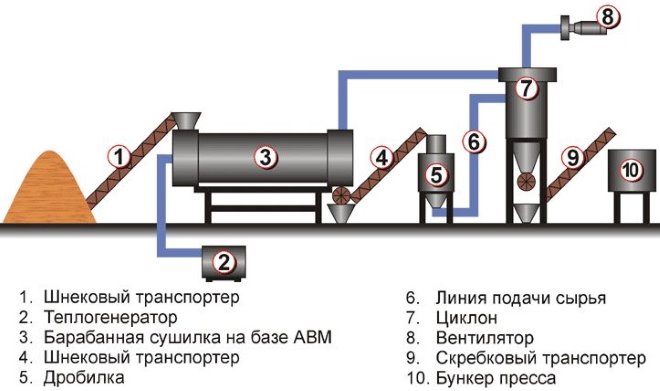
Технологическая схема производства топливных брикетов в промышленных условиях
Процесс производства брикетов для отопления начинается с измельчения исходного сырья, в качестве которого, как уже говорилось выше, могут быть использованы древесные опилки, стружка, а также отходы переработки сельскохозяйственных культур: шелуха пшеницы, гречихи, риса и подсолнечная лузга. После измельчения сырье для топливных брикетов тщательно просушивается до уровня влажности, составляющей порядка 10 %.
Формирование из исходного сырья плотного брикета может быть осуществлено по одной из двух технологических схем. Для реализации каждой из них требуется соответствующее оборудование, а именно:
- пресс брикетировочный;
- пресс-экструдер.

Гидравлический пресс для изготовления топливных брикетов без использования связывающих веществ
Технология изготовления брикетов для отопления как в первом, так и во втором случае подразумевает оказание значительного давления на исходное сырье, в результате чего из древесины начинает выделяться лигнин – природный компонент, выступающий в роли связующего вещества. Таким образом, для изготовления брикетов можно не использовать дополнительные клеевые составы, что позволяет сохранить экологическую чистоту топлива.
Для производства евродров по первой технологической схеме используется механический или гидравлический пресс для брикетов, способный формировать усилие до 500 Бар. В результате такого силового воздействия происходит самопроизвольный разогрев используемого сырья и формирование из него плотного бруска прямоугольной формы.
Экструзионная схема изготовления топливных брикетов предполагает использование шнекового пресса, который способен оказывать на используемое сырье давление, значение которого доходит до 800–1000 Бар.
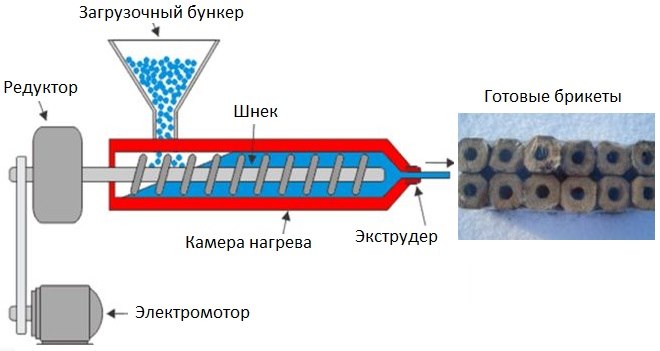
Схема работы пресса-экструдера
При реализации данной технологии производства евродров сырье загружают в приемный бункер, которым оснащен шнековый брикетировщик. Далее захваченное шнеком сырье проталкивается в зауженный канал пресса, где и происходит уплотнение материала под высоким давлением. При сдавливании в зауженной части рабочей камеры шнекового пресса для опилок происходит самопроизвольный разогрев сырья, в результате чего готовый брикет формируется при одновременном воздействии высокого давления и значительной температуры. Готовый брикет при его прессовании на шнековом оборудовании имеет вид шестигранного бруска, порезанного на отрезки требуемой длины.

Вот так брикеты выдавливаются шнеком
Как самостоятельно сделать пресс для топливных брикетов
Заводской пресс для изготовления топливных брикетов, который может работать по одной из вышеописанных схем, стоит достаточно дорого, поэтому приобретать такое оборудование целесообразно лишь в том случае, если планируется производство топлива в промышленных масштабах. Для того чтобы производить отопительные брикеты для собственных нужд, можно изготовить самодельный пресс, воспользовавшись одной из конструктивных схем такого устройства, которые несложно найти в интернете.
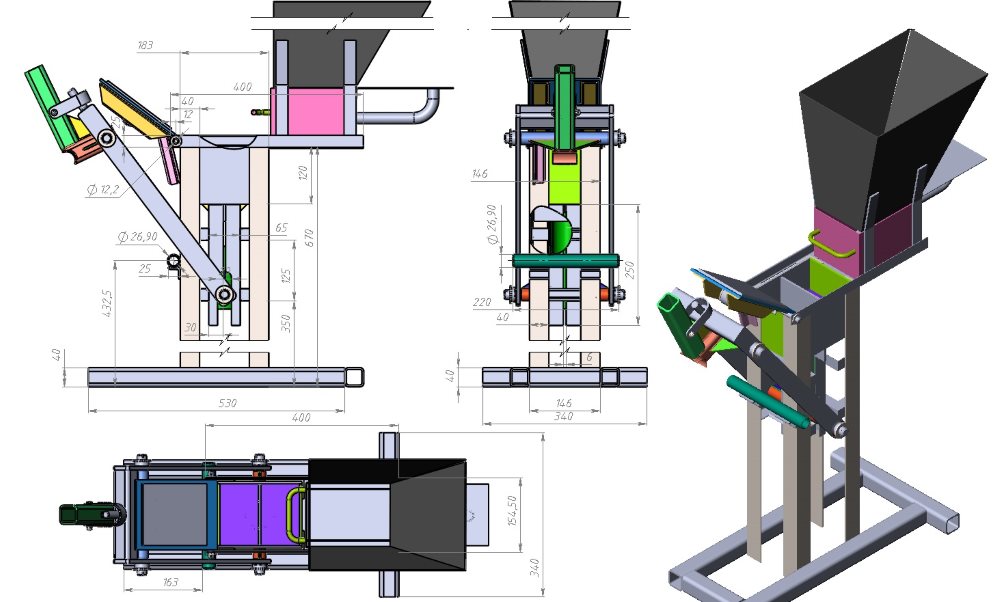
Чертежи пресса для изготовления брикетов (нажмите для увеличения)
Самодельный пресс для брикетирования можно изготовить полностью с нуля или использовать в качестве основы такого оборудования готовый механизм, способный создавать значительное давление. По какой бы конструктивной схеме ни был изготовлен самодельный брикетировщик, следует учитывать тот факт, что такое устройство не сможет создать давление, достаточное для выделения из древесных опилок лигнина. Именно по этой причине, применяя для изготовления брикетов пресс самодельного типа, в опилочную массу перед прессованием добавляют связующие вещества, в качестве которых могут быть использованы:
- недорогой обойный клей;
- глина, которая добавляется в опилочную массу в соотношении 1:10;
- предварительно размоченная бумага или гофрокартон, которые содержат в своем составе лигнин, проявляющий свои клейкие свойства при контакте с водой.
Особенность изготовления брикетов при помощи самодельной конструкции заключается еще и в том, что опилочную смесь перед прессованием не сушат, а замачивают, что способствует лучшему склеиванию частичек, из которых такая смесь состоит. Сушке на открытом воздухе при использовании самодельного пресса для опилок подвергают уже готовые брикеты.
Изготовление устройства с нуля
Для того чтобы практически с нуля изготовить пресс для производства топливных брикетов, можно взять за основу винтовой (или рычажный) механизм, при помощи которого такое устройство будет создавать требуемое давление. Чтобы сделать такой ручной пресс, вы можете даже не искать чертежи, достаточно выполнить технический рисунок, ориентируясь на размеры используемого механизма.

Самодельный пресс рычажного типа

Матрица самодельного пресса может быть круглой или прямоугольной формы
Принцип действия винтового (или рычажного) пресса заключается в следующем: сырье для изготовления топливных брикетов помещается в перфорированную емкость, которая после наполнения устанавливается под станину устройства. Давление, которое обеспечивает такой механический пресс, создается вращением винта или движением рычага – в зависимости от особенностей конструктивного исполнения. Более производительным и удобным в использовании является ручной брикетировщик рычажного типа, поскольку в нем форма, в которой происходит формирование топливного брикета, освобождается от готового изделия значительно проще.
Самодельные брикетирующие устройства рычажного и винтового типа отличаются простотой конструкции, однако не могут похвастаться высокой производительностью. Использовать механический мини-пресс для брикетов, выполненный на основе винтового или рычажного механизма, целесообразно для периодического изготовления евродров в небольших количествах.
Изготовление брикетировщика на основе готового силового механизма
Более мощный, производительный и удобный в эксплуатации брикетировщик (или пресс брикетировочный) можно сделать на основе готового силового механизма, в качестве которого может быть использован гидравлический домкрат или небольшой гидравлический пресс. Чтобы преобразовать такой силовой агрегат в брикетный пресс, его необходимо оснастить пуансоном и матрицей, которые и будут обеспечивать формирование топливного брикета из опилочной массы, смешанной со связующим составом.
Особенности конструкции, которыми отличается пресс брикетировочный, изготовленный на основе гидравлического домкрата или силового механизма другого типа, заключаются в следующем.
- Гидравлический приводной механизм соединяется с пуансоном, размеры которого должны соответствовать размерам матрицы. В полости последней и осуществляется формирование топливного брикета из опилочной массы.
- Для изготовления матрицы, в стенках которой сверлятся отверстия для выхода воздуха и влаги, можно использовать толстостенную трубу.
- Матрица самодельного пресса оснащается съемным дном, при снятии которого готовый брикет просто выталкивается из ее внутренней полости пуансоном.
Принцип действия самодельного пресса на базе гидравлического домкрата
Чтобы изготовить пресс гидравлический для производства топливных брикетов, кроме силового механизма и толстостенной трубы для матрицы, потребуются следующие расходные материалы:
- металлический швеллер;
- равнополочный уголок № 100;
- металлический лист толщиной 3–6 мм, из которого будут изготовлены пуансон и съемное дно для матрицы (толщина такого листа выбирается в зависимости от диаметра матрицы: чем больше данный параметр, тем толще должен быть лист);
- труба диаметром 25–30 мм, из которой будет изготавливаться шток пуансона;
- труба большого диаметра, которая необходима для того, чтобы изготовить корпус миксера (если трубы подходящего диаметра нет в наличии, то оснастить самодельный брикетировочный пресс можно миксером, корпус которого изготовлен из листа жести);
- листы оцинкованной стали (из них будут изготавливаться лотки самодельного пресса для брикетов), один из которых используется для загрузки в полость матрицы исходного сырья, а второй – для приема готовых топливных брикетов.
Внутренний диаметр толстостенной трубы, из которой будет изготавливаться матрица самодельного брикетировщика, выбирается в зависимости от того, каким должен быть размер поперечного сечения брикетов, которые планируется делать на таком устройстве. При выборе данного параметра следует иметь в виду: чем меньше будет диаметр брикетов, тем выше будет их плотность, но при этом пресс гидравлический будет работать с невысокой производительностью.

Сварка каркаса самодельного пресса
Самодельный пресс для производства брикетов, основу которого составляет домкрат или другой силовой механизм гидравлического типа, собирается в следующей последовательности:
- Из предварительно нарезанных отрезков швеллера сваривается основание устройства.
- К полученному основанию самодельного пресса привариваются 4 вертикальные стойки, для изготовления которых используются отрезки уголка длиной 1,5 метра каждый.
- Из трубы большого диаметра или листа жести изготавливается барабан, в котором будет выполняться перемешивание опилочной массы. Для изготовления такого барабана можно использовать бак от старой стиральной машины.
- Барабан для смешивания опилочной массы крепится на стойках самодельного пресса (по возможности его следует оснастить приводом, состоящим из электродвигателя и ременной передачи).
- Лоток, по которому подготовленная смесь будет подаваться в полость матрицы, фиксируется непосредственно под барабаном-смесителем.
- В стенках толстостенной трубы, которая будет выступать в качестве матрицы самодельного брикетировщика, сверлится несколько отверстий диаметром 3–5 мм. Через них из опилочной массы в процессе ее сдавливания пуансоном будут выходить воздух и лишняя влага. Выполняя такие отверстия, следует располагать их равномерно по всей высоте матрицы.
- К нижнему торцу матрицы самодельного пресса для брикетов приваривается фланец, к которому будет прикручиваться съемное дно, представляющее собой круг из металлического листа с приваренными к нему проушинами.
- К основанию пресса матрица приваривается или прикручивается непосредственно под загрузочным лотком.
- В качестве пуансона, которым самодельный брикетировщик будет оказывать давление на опилочную массу, используется металлический круг. Такой круг вырезается из листового металла. Сделанный подобным образом пуансон должен иметь диаметр, позволяющий ему спокойно извлекаться из полости матрицы пресса. Для изготовления штока, один конец которого приваривается к пуансону, а второй соединяется с рабочим органом гидравлического силового механизма, можно использовать трубу диаметром 25–30 мм.
- Последнее, что следует сделать, чтобы самодельный пресс брикетировочный был готов к использованию, – это закрепить пуансон на стойках, расположив его точно над полостью матрицы.

Процесс сборки пресса
Самодельный пресс высокой производительности
Многие домашние мастера задаются вопросом, как сделать своими руками ударно-механический или шнековый пресс для брикетов, которые отличаются более высокой производительностью, чем пресс брикетировочный вышеописанной конструкции. При этом надо учитывать следующее: чтобы изготовить пресс шнековый, потребуется использование специального металлообрабатывающего оборудования и достаточно дорогостоящих материалов, что может свести на нет весь смысл такого трудозатратного мероприятия.
Варианты станков для изготовления топливных брикетов
Современные технологии проявляют себя там, где, казалось бы, ничего нового не придумаешь. Примером тому являются топливные брикеты или, как их еще называют, евродрова. Это та же древесина, но за счет спецобработки получившая новые свойства, позволяющие ей сгорать с большей эффективностью.
Для их создания не требуются космические технологии – простейший станок для изготовления топливных брикетов представляет собой пресс. Поэтому наладить получение современного топлива с некоторыми свойствами, улучшенными по сравнению с обычными дровами, можно и своими руками.
![]()
Чем хороши брикеты
Топливный брикет – измельченная древесина и древесные отходы, спрессованные в форму, удобную для транспортировки и хранения.
![]()
В результате обработки на станках прессованием под высоким давлением готовые брикеты приобретают новые качества. Их применение вместо обычных дров в печах, каминах и дровяных котлах дает следующие преимущества:
- повышенная температура горения и, соответственно, лучшая теплоотдача;
- большая плотность брикетов приводит к более длительному горению одинакового объема;
- уменьшенное образование сажи и зольных остатков;
- брикеты выпускаются различной формы – короткие цилиндры, прямоугольные кирпичи. Но в любом случае они удобны для хранения и переноски.
![]()
Если сравнивать с обычными дровами, то ни по одному параметру евродрова не будут хуже. К недостаткам можно отнести то, что по внешнему виду брикета не всегда можно определить конкретную древесину, из которой он изготовлен. И если, например, требуется именно березовый брикет, то приходится положиться на добросовестность производителя.
Изготовление промышленным способом
Первым этапом при получении топливных брикетов в промышленных условиях является измельчение материала на специальных станках. Зачастую сырьем для изготовления брикетов служат отходы деревообработки – стружки, опилки, щепки. Крупные куски дерева измельчаются до состояния опилок размером не более 4 мм.
![]()
Затем происходит тщательная сушка древесины. Удельная влажность материала доводится до 10% и даже меньше. Чем суше древесина для последующего брикетирования, тем лучше качество готового топлива.
Завершающий этап – получение самих топливных брикетов. Для этого подготовленное сырье подвергают мощному давлению. Происходит повышение температуры, а из древесной массы выделяется клейкий компонент – лигнин. При большом давлении и в присутствии связующего лигнина древесная масса формируется в единый твердый брикет.
![]()
Плотность такого продукта превышает плотность природной древесины в 1,5-2 раза, что обеспечивает брикетному топливу повышенную теплоотдачу и увеличивает длительность горения. При промышленном производстве евродров различают два способа сдавливания.
Метод прессования
В случае прессования исходное сырье подвергается давлению в подготовленных формах с помощью гидравлического пресса. Типовая величина давления в станке для прессовочного производства топливных брикетов составляет 300-600 атмосфер. На выходе получаются брикеты в виде прямоугольных кирпичей или коротких цилиндров, в зависимости от формы, в которой они прессуются.
![]()
Метод экструзии
При этом методе происходит постоянное выдавливание древесной массы из выходного отверстия рабочего канала. Сырье загружается в бункер, оттуда подается в рабочий канал, где дополнительно разогревается. Канал выполнен в виде конуса, сужающегося к выходу. Подача сырья из бункера и его сдавливание в рабочем канале производится на станке шнековым винтом. Подобный пресс на основе шнека обеспечивает давление на сырьевую массу до 1000 атмосфер. Выходящая из экструзионной установки спрессованная «колбаска» охлаждается и нарезается на стержни нужного размера.
![]()
Брикетирование своими руками – за и против
Самостоятельно сделать пресс и наладить производство топливных брикетов возможно. Но это требует материальных затрат, физических усилий и времени. Надо учитывать и то, что достичь качества евродров, выпускаемых в заводских условиях, вряд ли получится. Конечно, можно приобрести станок, мало уступающий производственному, но затраты на приобретение будут колоссальными.
![]()
Необходимо хорошо представлять, для чего требуется собственное производство, какие есть для этого условия и какие предстоят затраты. Может быть, и не стоит отказываться от обычных дров или лучше закупать для отопления уже готовые брикеты.
Плюсы
Положительные стороны домашнего изготовления состоят в следующем. Собственные топливные брикеты не дадут качества горения, как у покупных, но будут эффективнее дров.
![]()
Если есть возможность получения большого количества древесных отходов – опилок, мелких обрезков, стружки, коры, – то из них выгоднее сделать спрессованные дрова. Опилки и стружка в чистом виде малопригодны для горения, а после обработки на станке для прессовки опилок из них выходит хорошее топливо.
![]()
Можно пустить в дело не только дровяные, но и любые другие горючие отходы – солому, сухие листья, бумагу, картон. По отдельности из них горючий материал – никакой, а в брикетах будет толк. Брикетированное топливо удобно для складирования и для загрузки в топку.
Минусы
Но есть и недостатки, о которых следует помнить. Попытки улучшить качество самодельных евродров могут привести к тому, что будет покупаться дорогостоящее оборудование или постоянно дополняться существующее. В итоге окажется, что выпуск собственных брикетов не оправдает затраты.
![]()
Самодельным топливным брикетам требуется место для качественной сушки. Просушивание на солнце не всегда оправданно. Требуется просторное сухое помещение. Хранить самодельные брикеты тоже надо так, чтобы они не впитывали влагу.
Домашние связующие материалы
На самодельных станках добиться давления, при котором из древесной массы выделяется лигнин, практически невозможно. Поэтому в сырье для самостоятельного брикетирования обязательно надо добавлять материалы, которые помогут связать, склеить сырье в монолитный брикет. Чаще всего для этих целей используют:
- глину. Объемная пропорция 1 к 10 древесного сырья;
- клей. Годится любой, но, естественно, лучше брать самый дешевый;
- измельченную бумагу или картон. Помимо того что это тоже горючий материал, в бумаге содержится лигнин. А бумажный лигнин свои клейкие свойства проявляет при замачивании. Правда, потом понадобится дополнительное время на просушку брикетов, содержащих бумагу.
![]()
Чтобы связующие добавки в полной мере проявили свои свойства, их надо тщательно перемешивать с горючим сырьем, а потом эту смесь замачивать в воде.
Обратите внимание! При промышленном производстве сырье перед прессовкой тщательно высушивают, а при самодельном – тщательно замачивают.
В этом основное отличие домашнего изготовления. Сушат топливные брикеты уже после прессовки, чтобы они затвердели, держали форму и хорошо горели.
Самодельный станок
Встречаются сведения об изготовлении в домашних условиях самодельных шнековых экструзионных установок. Но даже создатели таких эффективных станков для производства топливных брикетов отмечают, что устройства требуют качественных материалов и использования электродвигателя. Гораздо легче сделать вместо сложного станка обычный пресс.
![]()
Ручной пресс
Прессы, использующие только ручные усилия, бывают двух видов – винтовые и рычажные. В винтовых вариантах шток, сдавливающий сырьевую массу, перемещается накручиванием винта. В рычажных прессах давление создается собственными мускульными усилиями, используя длину рычага. На винтовой установке достигается большее давление и качество топливных брикетов становится лучше. Но закручивание и откручивание винта требует времени, поэтому производительность невелика. Рычажные прессы работают быстрее. Нужно только продумать способ или механизм выталкивания готового брикета из прессовочной формы. В этой же форме должны быть отверстия для выхода воды при сдавливании, поскольку при ручном производстве сырье замачивается.
![]()
Измельчители
Важным этапом в производстве брикетов является измельчение древесного сырья. Конечно, можно делать это вручную, с применением простейших резаков. Но эффективнее будет механизировать этот процесс. Подойдет роторный станок, применяемый для измельчения растительной массы при производстве удобрений в домашних условиях. Умельцы применяют для этих целей и старые стиральные машины активаторного типа. На активаторе крепятся ножи, измельчающие загруженное сырье.
![]()
Станок с использованием готовых механизмов
Усовершенствовать ручной станок можно, снабдив его готовым гидравлическим домкратом или покупным гидравлическим прессом. Потребуются также материалы для крепления механизма и изготовления других элементов конструкции. Форма матрицы, в которой будет прессоваться сырье, может быть круглой или прямоугольной. Для круглых форм можно использовать стальные трубы нужного диаметра.
![]()
Основание станка для изготовления топливных брикетов сваривается из швеллеров. Для стоек подходят уголки размером 100 х 100.
Для формовочной матрицы берется толстостенная труба. Диаметр подбирается исходя из желаемых размеров готовых изделий. В трубе равномерно высверливаются несколько отверстий диаметром 4-5 мм для выхода воды при сжатии.
Матрица оборудуется съемным дном, необходимым для извлечения готовых брикетов. Но есть более перспективный вариант: дно приваривается к матрице намертво, а с внутренней стороны крепится пружина с диском чуть меньшего диаметра. При прессовке пружина сжимается, а после отведения штока – разжимается, выталкивая диском спрессованный продукт.
Для штока подойдет труба миллиметров 30 в диаметре. К ней приваривается пуансон, свободно входящий в матрицу. Другой конец штока крепится к гидравлическому механизму.
![]()
Перед загрузкой в матрицу древесную массу желательно хорошо перемешать. Барабан для перемешивания можно сделать из листовой стали или взять готовый от стиральной машины. Закрепляется барабан на стойках.
Подающий лоток, по которому сырье из барабана загружается в матрицу, тоже делается из стального листа.
![]()
На такой установке вряд ли удастся получить сверхплотные евродрова. Но с задачей сделать из рассыпающегося сырья твердый брикет она вполне справится. В итоге из отходов получится продукт, по плотности равный древесине, но спрессованный в удобную форму.
Назначение и виды пресса для опилок
Во многих частных домах имеются печи, работающие на твёрдом топливе. Используются дрова, древесный и каменный уголь. Ещё один вид топлива – это пеллеты и топливные брикеты.

В качестве сырья для их производства применяются отходы от деревопереработки (щепа, опилки), макулатура, лузга от семян растительных культур (подсолнечник, кедр). В принципе, эти отходы вполне можно сжигать в печи без совершения дополнительных операций с ними. Но тогда резко возрастает скорость сгорания, тепло буквально улетает в трубу.
Прессованное сырьё обладает более длительным сроком сгорания, повышается экономическая эффективность печи. Чтобы получить топливные брикеты применяется специальное оборудование – прессы для брикетирования.
Описание и принцип работы
Пресс для получения топливных брикетов представляет собой механическое устройство, состоящее из:
- Основание, стол – служит для крепления остальных конструктивных элементов пресса, в том числе, матрицы, которая образует форму будущего изделия.
- Силовой каркас, крепящийся к основанию. Предназначен для передачи усилия через пуансон на сжимаемый материал.
-
Привод– бывает двух видов:
- механический, например, гидроусилитель или электромотор;
- ручной – в качестве усилителя используется мускульная сила человека; подвид – использование дополнительного домкрата;
Этапы производства брикетов:
- Сырьё засыпают в матрицу, уплотняют, чтобы вошло максимально возможное количество материала.
- Далее, усилие через систему рычагов, передаётся на пуансон.
- Пуансон сдавливает сырьё, находящееся в матрице.
- Из расфиксированной формы достаётся брикет, отправляется на сушку.
Область применения
Прежде чем рассматривать области применения пресса, целесообразно ознакомиться с необходимостью создания или приобретения оборудования.
Силовая конструкция будет себя оправдывать в нескольких случаях:
- Доступность дешёвого сырья.
- Наличие твёрдотопливного котла или печи.
Эти два фактора определяют экономичность оборудования и применение топливных брикетов.
Сырьё
 В качестве сырья могут использоваться:
В качестве сырья могут использоваться:
- Отходы деревообработки – щепа и опилки. Наличие этого материала определяется развитой промышленной переработкой древесины. То есть в транспортной доступности должны находиться некоторые виды цехов, например, лесопилка, мебельное производство.
- Бумажные отходы – рядом находится бумажный комбинат или склад макулатуры.
- Растительная продукция – лузга от переработки семечек или скорлупа от орехов.
Преимущества и недостатки

Доступность недорого сырья экономически оправдает наличие пресса для брикетов и применение их в качестве топлива. Например, ими можно отапливать деревообрабатывающий цех или обогревать теплицу. Естественно, эти условия дают возможность использовать спрессованные отходы для бытовых нужд собственного дома.
Для наглядности, ниже приведена таблица с тепловыми характеристиками различного вида топлива:
Ещё один пример, показывающий соотношение показателей теплотворных способностей.
Для получения определённой единицы теплоты, потребуется:
- Природный газ, необходимо около 960 м³.
- Солярка – до 1000 литров.
- Мазут, 1350 литров.
- Древесные уплотнённые отходы, 2800-4000 кг.
- Древесина (дрова), 3200 кг.
Из приведённых вариантов видно, что переработанные отходы по выработке тепловой энергии, приближаются к некоторым видам топлива. С учётом доступности сырья, становится выгодно применять топливные элементы, произведённые на собственном оборудовании.
Существенный плюс – это малая, не превышающая 5-8% зольность, а зола хорошее удобрение для восстановления свойств почвы.
Недостатки:
- Конечный продукт переработки является гигроскопичным материалом, поэтому необходимо позаботиться о сухом месте для хранения.
- Сжатые отходы обладают малой механической прочностью, вследствие чего, образуется пыль, которая может вызвать аллергическую реакцию, а в больших объёмах – это создание взрыво- и пожароопасной смеси.
Основное назначение использования пресса – это переработка горючих отходов в топливные брикеты. Одна из разновидностей оборудования может применяться для производства пеллет – небольших по размеру брусочков, которые нашли применение, например, как наполнители лотков для домашних животных.
Условно, промышленное оборудование, подразделяется на:
- Автоматические линии производства.
- Полуавтоматы.
- Мелкосерийное производство.
По конструкции:
- Гидравлические или пневматические.
- Винтовые.
- Вертикального или горизонтального исполнения.
Критерии выбора
Для решения о выборе того или иного вида оборудования целесообразно учесть ряд факторов:
- Наличие в транспортной доступности источников сырья.
- Примерный средневзвешенный объём получаемого материала для переработки.
- Вид сырьевых отходов.
- Собственную потребность в готовом продукте.
- Возможность реализации излишков топливных брикетов.
- Наличие источников электроэнергии, воды (актуально для промышленного производства).
Как сделать своими руками?
Схема конструкции пресса для опилок:

При небольших объёмах переработки сырья, есть смысл задуматься об изготовлении оборудования своими руками. В зависимости от конструкции и привода, возможно создание пресса с производительностью до 0,5м³ в течение 6-8 часов.
В интернете приведено достаточно много чертежей оборудования, которые охватывают различную производительность, виды сырья. Если у вас есть техническое образование или склонность к конструированию, то выполнить графическое изображение самостоятельно не составит особого труда.
Необходимые материалы:
- Набор столярно-слесарного инструмента – ножовки по дереву и металлу, молоток, пассатижи, отвёртки, напильники и другой абразивный инструмент;
- Электродрель (шуруповёрт) с набором свёрл по дереву и металлу;
- Сварочный аппарат с питанием от электросети в 220V, необходим для изготовления серьёзного мощного станка;
- Древесный (доски, бруски) и металлический (различного вида профили) полуфабрикат.
Пошаговое руководство:
- Ещё раз внимательно изучаем чертёж будущей конструкции – на стадии проектирования зачастую вкрадываются различные, незаметные на первый взгляд, ошибки.
- Изготовляются отдельные части будущего оборудования. На этой стадии целесообразно выполнять все необходимые отверстия, производить получистовую обработку.
- Осуществляется сборка изделия. Для уменьшения затрат на транспортировку, монтаж лучше производить как можно ближе к месту, где предполагается эксплуатация пресса.
- Выполняются пуско-наладочные работы. Для этого должно быть подготовлено необходимое количество сырья. Начальная загрузка отходов производится на 40-60% от общего объема приёмного устройства. Усилие также не должно превышать 50% от расчётных значений.
- При положительных результатах предварительных работ, оборудование окончательно устанавливается по месту эксплуатации, проводится полномасштабная нагрузка конструкции.
При правильных конструкторских расчётах и выборе необходимого материала для изготовления пресса, продуманных шагах сборки, осуществить монтаж и вывести на полную загрузку оборудование, можно за 3-7 дней.
Самодельный мини-пресс для изготовления топливных брикетов
 Не стоит спешить избавляться от отходов после проведения строительных и уборочных работ, ведь опилки, ветки, листва и даже сухая трава могут стать отличным сырьем для ручного изготовления топливных брикетов. А для того чтобы запустить полноценное домашнее мини-производство, придется позаботиться и о прессе для изготовления топливных брикетов, который можно сделать своими руками из имеющихся в наличие подручных средств.
Не стоит спешить избавляться от отходов после проведения строительных и уборочных работ, ведь опилки, ветки, листва и даже сухая трава могут стать отличным сырьем для ручного изготовления топливных брикетов. А для того чтобы запустить полноценное домашнее мини-производство, придется позаботиться и о прессе для изготовления топливных брикетов, который можно сделать своими руками из имеющихся в наличие подручных средств.
 Печи в жилых помещениях могут отапливаться не только дорогостоящим углем, электричеством и газом, но и топливными брикетами, регулярное использование которых помогает экономить личные средства. Безусловно, можно покупать такие пакеты в уже готовом виде, используя популярные комбинированные брикеты «Пини-Кей евродр» (евродрова) из дуба, ясеня и других пород дерева, но стоить они будут гораздо дороже, чем продукция, изготовленная собственными руками.
Печи в жилых помещениях могут отапливаться не только дорогостоящим углем, электричеством и газом, но и топливными брикетами, регулярное использование которых помогает экономить личные средства. Безусловно, можно покупать такие пакеты в уже готовом виде, используя популярные комбинированные брикеты «Пини-Кей евродр» (евродрова) из дуба, ясеня и других пород дерева, но стоить они будут гораздо дороже, чем продукция, изготовленная собственными руками.
А если учесть, что такое сырье готовится из тирси (опилок) и других строительных отходов, то лучше полностью перейти на домашнее производство брикетов хотя бы для удовлетворения собственных нужд.
На сегодняшний день производители предлагают несколько видов станков для изготовления брикетов из опилок, торфа и других отходов, каждый из которых имеет свои особенности. К примеру, большой популярностью пользуется универсальный брикетировочный пресс маркировки ПБ-1, который идеально подходит для домашнего изготовления топливной фасовки.
Тем не менее стоимость такого оборудования по карману далеко не всем хозяевам, да и не всегда есть крайняя необходимость в приобретении профессиональных станков для брикетирования, ведь сырья может быть не так много и в этом случае расходы на пресс будут неоправданными. Естественно, это не повод для того, чтобы отказываться от производства отопительного сырья, которое помогает экономить немалые средства, ведь при желании можно будет изготовить пресс для топливных брикетов своими руками.

Раздумывая над тем, какой прес для изготовления брикетов будет самым лучшим для работы на дому, не помешает ознакомиться с устройством и особенностями работы самых популярных на сегодняшний день моделей установок, чтобы можно было выбрать оптимальный вариант. В этот перечень входят:
 Гидравлический станок, который является самым бюджетным и доступным из всех существующих прессов. Низкая цена такого оборудования обусловлена тем, что изготавливаемые с его помощью топливные пакеты получаются слишком рыхлыми и часто распадаются на мелкие фракции в процессе горения, не давая сильного и продолжительного жара.
Гидравлический станок, который является самым бюджетным и доступным из всех существующих прессов. Низкая цена такого оборудования обусловлена тем, что изготавливаемые с его помощью топливные пакеты получаются слишком рыхлыми и часто распадаются на мелкие фракции в процессе горения, не давая сильного и продолжительного жара.- Шнековый пресс для опилок. Своими руками сделать конструкцию такого типа не так уж просто, так как она отличается довольно высоким уровнем сложности в изготовлении и предполагает использование определенных элементов типа шнека, который напоминает стальной спиральный стержень в обычных мясорубках. Тем не менее все приложенные усилия обязательно оправдают себя, так как брикеты, сделанные на установках шнекового типа, обладают высокой плотностью и способностью длительного горения.
- Пресс ударно-механического типа является одним из самых распространенных видов конструкции для самодельного изготовления брикетов, так как он не является слишком сложным в изготовлении. Что же касается готовой продукции, то на выходе получается что-то среднее между топливными пакетами, сделанными на гидравлической и шнековой установке.
- Пресс-гранулятор, который используется для переработки комбикормов. Такой станок также прекрасно подойдет для прессования топливного сырья, но при условии, что в переработку будет запущена исключительно мелкая его фракция.

Организовывая домашнее производство по изготовлению брикетов для отопления, следует учитывать его потенциальную мощность, объем и характеристики имеющихся материалов, которые будут обрабатываться прессом, а также наличие подручных средств для конструирования самодельной установки. Принять правильное решение поможет и детальное изучение плюсов и минусов разных типов установок.

Чаще всего в домашних хозяйствах и небольших производственных цехах применяются прессы гидравлического типа, которые могут работать от индивидуального или общего (группового) привода. Как правило, подобные устройства обладают такими преимуществами и недочетами:
 Для переработки в гидравлическом прессе могут применяться практически любые строительные отходы, включая дерево, деревянную стружку и опилки, остатки фанеры, сухие листья и пр.
Для переработки в гидравлическом прессе могут применяться практически любые строительные отходы, включая дерево, деревянную стружку и опилки, остатки фанеры, сухие листья и пр.- По сравнению с другими перерабатывающими агрегатами, гидравлический пресс имеет самый низкий уровень шума во время работы.
- Высокая прочность и надежность конструкции способствует максимально точной подаче сырья и практически моментальной его переработке, притом что некоторые агрегаты могут похвастаться наличием скоростного регулятора.
- Единственным недостатком такого оборудования является низкая плотность изготавливаемых брикетов.
То есть, гидравлический пресс больше подойдет тем людям, которые параллельно занимаются деревообрабатывающей промышленностью и не страдают от недостатка сырья. Если же материала для изготовления топливных брикетов не так уж много, то лучше присмотреться к любой другой конструкции, которая позволит изготавливать более плотные брикеты, способные долго и хорошо гореть.
Альтернативой гидравлическому прессу может стать шнековая установка, которая не только измельчает материал в труху, параллельно высушивая его, но и обеспечивает его максимальную плотность на выходе благодаря сильному давлению, создаваемому внутри агрегата. При этом стоит выделить такие плюсы и минусы шнекового станка:
 Устройство может похвастаться самой высокой эффективностью по сравнению с любыми другими аналогами.
Устройство может похвастаться самой высокой эффективностью по сравнению с любыми другими аналогами.- Обработка сырья в шнековых установках позволяет получать самые качественные брикеты идеальной формы с характерной полостью внутри, которые прекрасно выдерживают транспортировку на дальние расстояния и не рассыпаются в процессе горения.
- Одним из недостатков такого пресса является необходимость поддержания определенных условий эксплуатации для обеспечения полноценного рабочего процесса. К примеру, падение внутренней температуры внутри агрегата может быстро остановить производственный цикл.
- Стоимость такого оборудования, как правило, очень высокая, поэтому многим хозяевам приходится присматриваться к более бюджетным и менее производительным агрегатам.
Изготовление шнекового станка будет под силу только опытным мастерам, которые умеют пользоваться токарным станком. Кроме того, для конструирования этого сложного устройства понадобится только самая прочная и высококачественная сталь.

Оптимальным вариантом может стать ударный механический станок, который помимо опилок способен перерабатывать солому, каменную и древесную, угольную пыль, сухоцвет и любое другое сырье разных форм и размеров. Производительность такого оборудования значительно превышает те показатели, которые демонстрирует пресс гидравлического типа, но уступает шнековому станку.
При этом процесс обработки можно максимально автоматизировать и не уделять ему столько внимания, сколько требует обслуживание агрегата шнекового типа. В то же время стоимость таких станков слишком высока, поэтому многие мастера изготавливают подобные конструкции самостоятельно. Что же касается грануляторов, то они чаще всего используются для переработки самого мелкого сырья, хотя некоторые умельцы используют подобные установки для двойной переработки, сначала измельчая сырье и только потом приступая к его уплотнению в топливные пакеты.
Пресс для топливных брикетов своими руками: схема гидравлической установки и инструкция по ее изготовлению и сборке

Опилки, отходы сельхозпроизводства, листья и другой растительный мусор — все это является превосходным топливом.
Но для обычного котла оно становится «удобоваримым» только в виде прессованных брикетов — без обработки его придется подсыпать каждые 5 минут, причем большая часть просыплется сквозь колосниковую решетку.
Мощные прессы для работы с таким сырьем выпускаются сегодня в изобилии, но ввиду высокой стоимости покупать подобный агрегат выгодно только с целью организации постоянного производства.
Обывателю же приходится делать пресс для изготовления топливных брикетов своими руками.
Технология производства самодельного пресса для опилок
В конечном итоге влажность сырья доводится до 8% – 10%.
Помимо компонентов растительного происхождения — древесных отходов и шелухи различных сельскохозяйственных культур — для изготовления брикетов может использоваться угольная пыль.
Следующий этап — собственно, изготовление брикетов из подготовленной массы.
Для этого применяют один из двух способов:
- Прессование: сырье засыпают в круглые или прямоугольные формы (данный элемент называется матрицей), где его сжимают при помощи мощного гидравлического пресса. Деталь, непосредственно воздействующая на сырьевой материал, называется пуансоном. Машина развивает давление в 300 – 600 атм.
- Экструзия: экструдер очень похож на шнековую мясорубку. Шнек продавливает сырье через постепенно сужающийся формовочный канал и возникающее при этом давление достигает 1000 атм.
Сильное сжатие приводит к следующим явлениям:
- Температура массы сильно повышается.
- Частички сырья начинают выделять клейкое вещество — лигнин. В условиях нагрева он надежно связывает рассыпчатую массу, превращая ее в твердый цельный брикет.
- Плотность материала повышается до 900 – 1100 кг/куб. м. Для сравнения: плотность древесины составляет всего 500 – 550 кг/куб. м. Вместе с плотностью возрастает и энергетическая ценность топлива в расчете на единицу объема: теперь его запас на зиму будет занимать в два раза меньше места. Да и гореть прессованная чурка будет дольше обычного полена.
Пресс для изготовления топливных брикетов своими руками
Покупка готового оборудования для изготовления брикетов в зависимости от его мощности обойдется в сумму от 300 тыс. до 1 млн. руб.
Разумеется, для частника, желающего заняться изготовлением данного топлива чисто для собственных нужд, такие затраты нецелесообразны, поскольку окупятся они не скоро. Более правильным будет изготовить пресс из подручных материалов, тем более что ничего сложного в его конструкции нет.
Можно соорудить необходимое оборудование с нуля либо воспользоваться готовыми механизмами.

Изготовление установки с нуля
Создать значительное усилие, необходимое для сжатия сырья, можно при помощи:
- рычага (на него можно воздействовать собственным весом);
- винтового механизма.
Рычажный пресс можно изготовить даже из дерева, для винтового обязательно понадобятся стальные заготовки и токарный станок.
Шнековый экструдер (пресс для опилок) теоретически также можно изготовить своими руками и некоторым умельцам это даже удалось, но обходится такая затея из-за сложной обработки деталей и необходимости применять специальную высококачественную сталь очень дорого.
 Отопление на пеллетах не только экономичное, но и экологичное, ведь в качестве топлива используется вторсырье. Можно изготовить пеллетный котел своими руками или же переделать твердотопливник под пеллеты.
Отопление на пеллетах не только экономичное, но и экологичное, ведь в качестве топлива используется вторсырье. Можно изготовить пеллетный котел своими руками или же переделать твердотопливник под пеллеты.
Подробную инструкцию по изготовлению твердотопливного котла своими руками вы найдете тут.
Сомневаетесь по поводу выбора пеллетного котла? По этой ссылке: https://microklimat.pro/otopitelnoe-oborudovanie/kotly/pelletnye-kotly-otzyvy.html вы найдете отзывы реальных пользователей о данных котлах. Читайте и делайте выводы.
Изготовление пресса на базе готового механизма
Для изготовления брикетов можно приспособить какое-нибудь более доступное, чем настоящий станок, устройство — домкрат или небольшой гидравлический пресс. Его останется только снабдить пуансоном и матрицей.
Следует понимать, что любой самодельный пресс, даже изготовленный на базе гидравлического домкрата, не сможет развивать усилий, обеспечивающих выделение лигнина. Поэтому вместо него в сырье приходится добавлять сторонние связующие.
 В этом качестве применяют:
В этом качестве применяют:
- Дешевый клей, например, обойный.
- Глину (добавляется 1 часть на 10 частей опилок).
- Размокшую бумагу, в том числе гофрокартон — содержащийся в ней лигнин при контакте с влагой проявляет свои клейкие свойства (это свойство бумаги используется при напылении теплоизолятора типа «Эковата»).
Как измельчить сырье
За хлопотами по изготовлению самодельного пресса нельзя забывать о таком важном этапе производства брикетов, как измельчение сырья. Резать его вручную очень трудно — тут также необходима механизация. Некоторые делают измельчители самостоятельно из старой активаторной стиральной машинки — устанавливают вместо активатора ножи.
Еще вариант — приобрести роторный станок. Назначением этого прибора как раз и является измельчение растительности — дачники используют его для изготовления удобрений из листьев и травы.
Схема
Рычажный и винтовой самодельный прессы не требуют применения покупных изделий, но и значительным усилием сжатия они похвастаться не могут. Предлагается собрать пресс на основе гидравлического домкрата или такого же пресса.
Он может быть оснащен электродвигателем либо ручным приводом:
- К гидравлической установке присоединим пуансон. Его размеры должны соответствовать размерам матрицы, в которой сырье будет спрессовываться в брикет.
- Саму матрицу изготовим из толстостенной трубы — это самый простой вариант. Для выхода воздуха и влаги в ее стенках будут проделаны отверстия.
- Матрицу оснастим съемным дном. Удалив его, готовый брикет можно будет вытолкнуть пуансоном в приемный лоток.

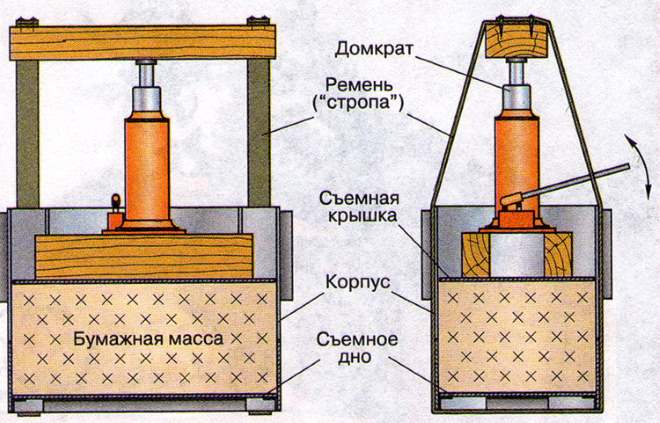
Чертеж-схема изготовления брикетов из размоченной бумажной массы
Необходимые материалы
Кроме гидравлической установки понадобятся кое-какие разновидности стального проката:
- Швеллер.
- Уголок равнополочный 100х100 мм.
- Лист толщиной 3 – 6 мм. Из него будет вырезаться пуансон. Толщина заготовки зависит от диаметра матрицы: чем большим он будет, тем толще должен быть пуансон.
Из этого же листа вырежем съемное дно для матрицы.

- Труба диаметром 25 – 30 мм — из нее будет изготовлен шток пуансона.
- Толстостенная труба — заготовка для матрицы. Диаметр зависит от того, какого размера брикеты хочет получить пользователь. Чем тоньше они будут, тем выше их плотность, но производительность станка при этом уменьшится.
- Труба большого диаметра — заготовка для корпуса миксера. Если подходящей трубы нет барабан можно сделать из листа жести.
- Оцинкованная сталь для изготовления лотков.
Всего потребуется два лотка — для загрузки подготовленного материала в матрицу и для приема готовых брикетов.
Инструкция по изготовлению и сборке
Порядок операций при изготовлении пресса выглядит так:
- Из швеллеров необходимо сварить основание устройства.
- Из уголка делаем 4 стойки длиной по 1,5 метра. Они привариваются вертикально и с одинаковым шагом.
- Далее из трубы или листа жести необходимо изготовить барабан, в котором будет перемешиваться сырье. Если у вас есть поломанная стиральная машина, барабан, а также подшипники, можно извлечь из нее.
- Барабан нужно прикрепить к стойкам. Если есть возможность, его следует оборудовать электродвигателем. Если мотор является слишком высокооборотистым и понизить скорость вращения барабана до приемлемого значения за счет одной только разницы в диаметрах шкивов не удается, следует применить редуктор.
- Под барабаном необходимо закрепить лоток, по которому подготовленный материал будет подаваться в матрицу.
- В стенках трубы, используемой в качестве заготовки для матрицы, необходимо выполнить несколько отверстий диаметром 3 – 5 мм. Их надо распределить равномерно, чтобы воздух и вода выдавливались по всему объему брикета.
- Снизу к матрице необходимо приварить фланец, к которому будет прикручиваться съемное дно. Это дно вырезается из стального листа в виде диска с проушинами.
- Матрица приваривается или прикручивается к основанию под загрузочным лотком.
- Из стального листа вырезаем круглый пуансон. Это просто диск, диаметр которого позволяет ему свободно входить в матрицу.
Шток изготавливается из трубы: достаточно диаметра 30 мм. Одной стороной он приваривается к пуансону, а другой — крепится к гидравлической установке.
Далее весь узел следует прикрепить к стойкам точно над матрицей.
Под матрицей фиксируем приемный лоток. Важно установить в таком положении, чтобы он не мешал снимать и устанавливать на место съемное дно матрицы.
После отключения гидравлической установки и извлечения пуансона изделие будет выталкиваться пружиной автоматически.
Заключение
Плотность конечного продукта примерно соответствует плотности древесины, то есть около 500 кг/куб. м.
Но основную задачу он решает вполне успешно: рассыпчатое рыхлое сырье превращается в цельный кирпич или цилиндр, которым можно топить обычный твердотопливный котел.
 Не всегда есть возможность пользоваться газом, а отопление электричеством стоит неоправданно дорого. Дизельный котел отопления для частного дома – отличная альтернатива в данном случае.
Не всегда есть возможность пользоваться газом, а отопление электричеством стоит неоправданно дорого. Дизельный котел отопления для частного дома – отличная альтернатива в данном случае.
Отзывы пользователей о твердотопливных котлах длительного горения вы можете почитать в этой рубрике.