
Какой измерительный инструмент следует использовать для контроля
Универсальный измерительный инструмент
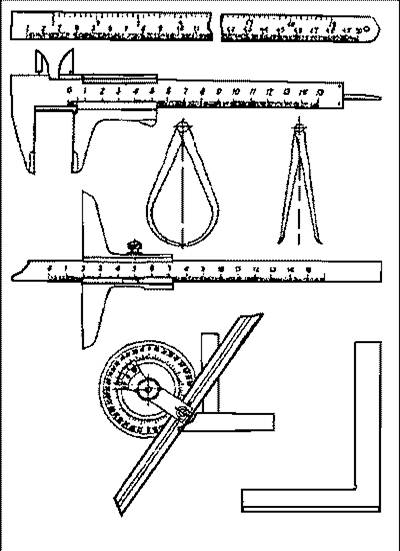
Рис. 1. Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный;
г – нутромер нормальный; д – штангенглубиномер;
е – угломер универсальный; ж – угольник плоский на 90′
К универсальным измерительным инструментам для контроля размеров, используемым в слесарном деле, относятся складная мерная металлическая линейка или металлическая рулетка, штангенциркуль универсальный, кронциркуль нормальный для наружных замеров, нутромер нормальный для измерения диаметра, простой штангенглубиномер, угломер универсальный, угольник на 90°, а также циркули (рис. 1).
К простым специальным инструментам для контроля размеров, используемым в слесарном деле, относятся линейка угловая с двух сторонним скосом, линейка прямоугольная, шаблон резьбовой, щуп, пробка сборная односторонняя, пробка двухсторонняя предельная, скоба предельная односторонняя и скоба предельная двухсторонняя (рис. 2).
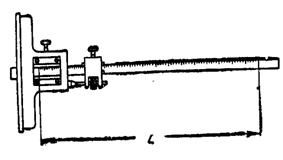
Универсальный штангенциркуль – это мерный инструмент, служащий для внутренних и наружных измерений длины, диаметра и глубины. Он состоит из направляющей штанги, выполненной заодно с губкой, имеющей две опорные поверхности (нижнюю – для наружных и верхнюю – для внутренних замеров), ползуна, который составляет одно целое с нижней подвижной губкой для наружных измерений и верхней подвижной губкой – для внутренних измерений, зажимной рамки и выдвигающейся рейки глубиномера. На направляющей штанге нанесены миллиметровые деления.

Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя
На нижней части ползуна даны деления нониуса. Штангенциркули односторонние и двухсторонние отличаются от штангенциркуля универсального конструкцией. Диапазон измерений штангенциркулей разных размеров от 0 до 2000 мм.
Нониус – это деления, нанесенные на нижней части ползуна штангенциркуля. При отсчете при помощи нониуса к числу целых делений штанги, расположенных ниже нуля шкалы нониуса, следует прибавить число десятых или сотых долей миллиметра, которое соответствует числу интервалов на шкале нониуса до штриха этой шкалы, совпадающего с одним из штрихов шкалы штанги. В зависимости от градуировки нониуса штангенциркулем можно измерять размеры с точностью 0,1, 0,05 или 0,02 мм. Штангенциркуль с точностью измерений до 0,1 мм имеет нониус с десятью делениями на длине 9 мм, т. е. расстояние между делениями нониуса составляет 0,9 мм. Штангенциркуль с точностью измерений до 0,05 мм имеет нониус с двадцатью делениями на длине 19 мм, т. е. расстояние между делениями нониуса составляет 0,95 мм. Штангенциркуль с точностью измерений до 0,02 мм имеет нониус с пятьюдесятью делениями на длине 49 мм, т. е. расстояние между делениями равно 0,98 мм.
Кронциркуль – это мерный инструмент, используемый в слесарном деле для снятия и переноса размеров детали на масштаб. Различают следующие виды кронциркулей и нутромеров: нормальные для наружных или внутренних замеров; пружинные для наружных или внутренних замеров. В кронциркуле может быть шкала для внутренних замеров.
Циркуль служит для вычерчивания окружностей, кривых линий или для последовательного переноса положения точек на линии при разметке деталей. Различают пружинные циркули и циркули с дуговым установом.
Шаблон угла, называемый угольником, служит для проверки или вычерчивания углов на плоскости обрабатываемого изделия. Угольники бывают плоские (обычные и лекальные), а также плоские с широким основанием. Угольник на 90° – это стальной шаблон прямого угла. Часто, используются стальные угольники с углом 120°, 45° и 60°.
Прямоугольные и граненые линейки являются простым слесарным вспомогательным инструментом для проверки плоскостности или прямолинейности поверхности. К прямоугольным линейкам относятся сплошные прямоугольные, с широкой рабочей поверхностью двутаврового сечения и линейки-мостики с широкой рабочей поверхностью. Граненые линейки бывают с двухсторонним скосом, трехгранные, четырехгранные. Граненые линейки выполняются с высокой точностью.
К шаблонам, которые часто использует слесарь, относятся угольники, шаблоны для резьбы, щупы, шаблоны для фасонных поверхностей.
Какой измерительный инструмент следует использовать для контроля



- Главная
- Автомобили
- Марки автомобилей
- Автомобили Chevrolet
- Марки автомобилей
- Велосипед
- Велосипед (аксессуары и дополнительное оборудование)
- Глоссарий
- Инструмент
- Абразивный инструмент
- Деревообрабатывающий инструмент
- Струги
- Контрольно-измерительный инструмент
- Металлорежущий инструмент
- Ручной инструмент
- Слесарный инструмент
- Строительный инструмент
- Электроинструмент
- Электромонтажный инструмент
- Крепеж
- Металлообработка
- Оснастка и приспособления
- Соединения
- Сварка
- Товары
- Плеер.Ру
- Aliexhress
- GearBest
- Sportiv
Ватерпас (Уровень) — прибор, с помощью которого определяют горизонтальность поверхности.
Ватерпас представляет собой брусок, в котором закреплена стеклянная прозрачная трубка, заполненная жидкостью, обычно спиртом, с небольшим пузырьком газа. Трубка с жидкостью имеет дугообразное продольное сечение. В том случае, если трубка с жидкостью расположена горизонтально — пузырек газа находится строго посредине трубки.
Обычно в ватерпасе расположены две трубки с жидкостью для проверки горизонтальных и вертикальных поверхностей.
Кронциркуль — инструмент, с помощью которого определяют наружные размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм.
Кронциркуль состоит из двух изогнутых шарнирно соединенных ножек.

Курвиметр — прибор, с помощью которого производят измерение извилистых криволинейных отрезков, главным образом на топографических картах.
Производя измерения зубчатое колесико курвиметра прокатывают по извилистой линии на карте. Отсчет пройденного расстояния производят по циферблату. Обычно механический курвиметр снабжен двумя циферблатами, один из которых проградуирован в сантиметрах, а другой в люймах.
Погрешность в измерении у механического курвиметра составляет 0,5%.
Линейка измерительная — инструмент, с помощью которого измеряют линейные размеры.
По измерительной линейке производят отсчет показаний измерительных инструментов, таких как кронциркули, нутромеры и т. п.
Шкала линейки имеет цену деления 1мм или 0,5мм. Через каждые 5мм штрих на линейке имеет несколько больший размер. Через каждый 1см еще более удлиненный штрих снабжен цифрой, показывающей на количество сантиметров до начала шкалы.


Линейка проверочная — инструмент, с помощью которого производят проверку прямолинейности поверхностей.
Малка — инструмент, с помощью которого переносят размеры углов с детали на угломерный инструмент или на заготовку.
При производстве столярных работ применяют деревянную малку. Она представляет собой колодку с прорезью и пера. Перо и колодка шарнирно соединены с помощью винта и гайки-барашка. Для того, чтобы установить перо в нужное положение, необходимо ослабить, а затем затянуть барашек. В нерабочем положении перо убирается в прорезь колодки, при этом малка не занимает много места.
При производстве слесарных разметочных работ применяют металлическую малку.
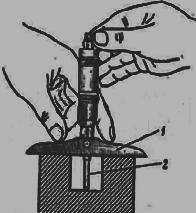
Микрометр — инструмент, с помощью которого производят измерения с точностью до 0,01мм.
В состав микрометра входит скоба с пяткой, микрометрический винт с шагом 0,5мм и стопор. Микрометрический винт состоит из стебля, барабана, и головки.
Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01мм.
 Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие.
Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие.
В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы. При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы.
На приведенном рисунке торец барабана отошел на 16 делений от нуля по основной шкале и еще на деление по вспомогательной шкале. С продольной риской основной шкалы совместилось 37-е деление круговой шкалы барабана. Таким образом, размер, отложенный на микрометре, составляет: 16 + 0,5 + 0,37 = 16,87мм.
Нутромер — инструмент, с помощью которого определяют внутренние размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм.
Нутромер состоит из двух ножек, соединенных шарниром. Нижние концы ножек выгнуты наружу.
Отвес — приспособление, с помощью которого проверяют вертикальность конструкций, таких как столбы, опоры, кирпичная кладка и т. п.
Отвес состоит из тонкой нити с грузиком, закрепленным на ее конце. Грузику обычно придают вид цилиндра, заточенного на конус.

Плита разметочная — основное разметочное приспособление.
От поверхности плиты отсчитывают все размеры, которые отмечаются рисками на деталях при пространственной разметке.
Разметочные плиты изготавливают литьем из мелкозернистого серого чугуна. В нижней части плиты расположены ребра жесткости, которые препятствуют ее изгибу под весом размечаемых деталей и под весом самой плиты.
Рабочая плоскость плиты обрабатывается на точных строгальных станках, а затем прошабривается. Для облегчения установки на плите различных приборов рабочая поверхность плит иногда бывает разделена на квадраты канавками глубиной 2 — 3мм и шириной 1 — 2мм.
Призмы проверочные и размёточные — приспособления, с помощью которых делают проверку и разметку валов и цилиндрических деталей.
Призмы изготавливаются в комплектах попарно, что позволяет применять их как опоры при контроле и разметке длинных цилиндрических деталей.
Резьбомер — измерительный инструмент, представляющий собой набор различных резьбовых шаблонов. Резьбомер служит для измерения шага метрической резьбы, либо для дюймовой резьбы числа витков на один дюйм.
Резьбовой шаблон это зубчатая пластина с определенным шагом зубьев. На каждом метрическом шаблоне указан шаг резьба в миллиметрах, а на каждом дюймовом шаблоне – число витков на один дюйм резьбы.
Набор шаблонов помещен в оправу из двух накладок, скрепленных винтами. На метрическом резьбомере стоит клеймо: «М60°», а на дюймовом резьбомере — «Д55°».

Рейсмус слесарный — разметочный инструмент, которым производят пространственную разметку деталей.
На основании рейсмуса в требуемом положении с помощью гайки закрепляется стойка. Наклон стойки под небольшим углом обеспечивается установочным винтом. Чертилка устанавливается на стойку и закрепляется в нужном положении гайкой.
Рейсмус и деталь помещают на разметочной плите. Устанавливают стойку и чертилку в необходимое положение. Перемещают рейсмус вокруг детали. Чертилкой делают риски на детали на равном расстоянии от поверхности разметочной плиты.



Угольник слесарный — инструмент, которым проводят проверку и разметку прямых углов.
Угольником также удобно наносить прямые параллельные линии. Угольником проверяют перпендикулярность деталей в процессе сборки оборудования.
Различают плоские угольники, угольники с «пяткой», аншлажные угольники.

Угольник-центроискатель — угольник, с помощью которого находят центр цилиндрической детали.
 Центроискатель состоит из линейки, закрепленной на угольнике таким образом, что одна из граней линейки является биссектрисой прямого угла угольника.
Центроискатель состоит из линейки, закрепленной на угольнике таким образом, что одна из граней линейки является биссектрисой прямого угла угольника.
Для определения центра окружности накладывают угольник на торец детали так, чтобы обе его грани касались боковых поверхностей детали. Чертилкой по линейке наносят на деталь риску. Поворачивают угольник на некоторый угол и повторяют операцию. Место перекрещивания двух рисок и есть центр окружности.
Циркуль разметочный — инструмент, с помощью которого на обрабатываемых материалах наносится разметка в виде дуг или окружностей. Циркулем также переносят размеры с линейки на деталь.
У плотно сжатого циркуля концы ножек должны сходиться без зазора. Остро заточенные концы ножек закаливают. Требуемое расстояние между ножками циркуля фиксируют с помощью дуги и винта.
Перед тем, как нанести на материал окружность либо дугу, необходимо кернером обозначить их центр.
Чертилка — инструмент, которым наносят разметку в виде рисок на обрабатываемых материалах.
Изготавливают чертилку из инструментальной стали. Острие закаливают. Для удобства работы среднюю утолщенную часть чертилки накатывают. Иногда, для проведения рисок в труднодоступных местах, один конец чертилки сгибают под прямым углом.
Штангенциркуль — инструмент, с помощью которого производят измерения, погрешность которых не превышает 0,1мм. Штангенциркуль позволяет измерить наружные и внутренние размеры, а также глубину.
Штанга с миллиметровыми делениями с одной стороны заканчивается глубиномером, а с другой стороны неподвижными губками. К неподвижным губкам примыкают подвижные губки.
Подвижные губки снабжены вспомогательной шкалой, называемой нониусом. С помощью нониуса возможно производить измерения, точность которых 0,1мм. Подвижные губки могут свободно перемещаться вдоль штанги. В нужном положении подвижные губки фиксируются с помощью стопорного винта.
 Шкала нониуса, длиной 19мм разделена на части, по 1,9мм каждая. В том случае, когда нулевой штрих нониуса совместится с одним из делений шкалы на штанге, остальные деления нониуса (кроме последнего десятого) с делениями основной шкалы не совпадут. Первый штрих нониуса и второе деление миллиметровой шкалы различаются на 0,1мм. Второе деление нониуса и четвертое деление штанги на 0,2мм, третье и шестое – 0,3мм, четвертое и восьмое — 0,4мм, пятое находится посредине между девятым и десятым.
Шкала нониуса, длиной 19мм разделена на части, по 1,9мм каждая. В том случае, когда нулевой штрих нониуса совместится с одним из делений шкалы на штанге, остальные деления нониуса (кроме последнего десятого) с делениями основной шкалы не совпадут. Первый штрих нониуса и второе деление миллиметровой шкалы различаются на 0,1мм. Второе деление нониуса и четвертое деление штанги на 0,2мм, третье и шестое – 0,3мм, четвертое и восьмое — 0,4мм, пятое находится посредине между девятым и десятым.
 Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге. На иллюстрации приведены примеры размеров 0,1мм, 0,3мм и 88,4мм.
Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге. На иллюстрации приведены примеры размеров 0,1мм, 0,3мм и 88,4мм.
Существуют конструкции штангенциркулей способных производить измерения, погрешность которых не превышает 0,05мм и 0,02мм.
Контрольно-измерительный инструмент слесаря
Наряду с описанным выше инструментом, которым производится изготовление изделий, слесарь должен располагать и необходимым контрольно-измерительным инструментом для измерения и проверки размеров.
Масштабная линейка. Применяется для измерения наружных и внутренних линейных размеров и расстояний. На масштабной линейке нанесены миллиметровые деления — штрихи. Точность измерения миллиметровой масштабной линейкой — 0,5 мм. Ходовые размеры масштабных линеек: длина — 150, 300, 500 и 1000 мм, ширина — от 15 до 35 мм, толщина — от 0,3 до 1,5 мм.
Масштабные линейки изготавливаются из углеродистой инструментальной стали У7 или У8. Пользование масштабной линейкой показано на рис. 1.36.
Штангенциркуль (рис. 1.37). Штангенциркуль применяется для более точного измерения наружных и внутренних линейных размеров, рис. 1.38. В слесарной практике для измерения размеров все большее распространение полу-

Рис. 1.36. Масштабная линейка и приемы пользование ею (в качестве примера использована линейка с дюймовой шкалой): а — масштабная линейка (часть ее) с миллиметровыми делениями; б — в измерение плоской детали; д — измерение круглой детали; е — измерение линейкой с зацепом
чают электронные штангенциркули и штангенциркули с индикатором часового типа. Они более удобны в работе, по ним легче считывать показания. В условиях недостаточного освещения не нужно напрягать зрение. Кроме того, электронный штангенциркуль позволяет выводить показания на компьютер или специальное печатающее устройство, рис. 1.39.
Штангенциркуль состоит из штанги, двухсторонних губок — неподвижной и подвижной, глубиномера и нониуса, рис. 1.40 и рис. 1.41. Неподвижная губка выполнена заодно со штангой, на которой нанесены деления в миллиметрах. Подвижная губка изготовлена заодно с рамкой, скользящей по штанге. Для закрепления снятого штангенциркулем размера служит винт, помещенный на рамке. Зажимая винтом рамку в положении, получившемся при замере, тем самым закрепляют подвижную губку в этом же положении.
Штангенциркуль имеет еще так называемый глубиномер. Это тонкая и узкая линейка, помещенная в продольном пазу на обратной стороне штанги и прикрепленная одним концом к рамке подвижной губки.
Штангенциркуль изготавливают из углеродистой или легированной стали, измерительные части губок закаливают. Линейку-глубиномер делают упругой, конец ее закаливают.
Для отсчета долей миллиметра служит так называемый нониус штангенциркуля. Это шкала длиной 19 мм, помещенная в вырезе рамки подвижной губки и разделенная на 10 равных частей, рис. 1.42. Таким образом, каждое

Рис. 1.37. Штангенциркуль и штангенглубиномер: а — с нониусом; б — электронный; в — с индикатором часового типа; г — штангенглубиномер

Рис. 1.38. Измерение линейных размеров штангенциркулем: а — наружного размера; б — внутреннего
размера; в — глубины

Рис. 1.39. Электронный штангенциркуль с печатающим устройством

Рис. 1.40. Устройство штангенциркуля с нониусом

Рис. 1.41. Устройство электронного штангенциркуля
деление нониуса равняется 1,9 мм, т. е. оно на 0,1 мм меньше каждых двух делений на штанге. Штангенциркуль с таким нониусом обеспечивает точность измерений 0,1 мм.

Рис. 1.42. Нониус штангенциркуля
Принцип работы нониуса основан на следующем. Точность визуальной интерполяции положения указателя между делениями шкалы низка (около 1/3 деления), однако глаз может с гораздо большей точностью фиксировать точное совпадение двух рисок. Ошибка в регистрации такого совпадения составляет доли толщины риски, что при тонких рисках значительно меньше, чем вышеупомянутая 1/3 расстояния между самими рисками.
Нониус позволяет перевести информацию о положении указателя между делениями шкалы в регистрацию точного совпадения двух рисок — риски самой шкалы с риской вспомогательной шкалы — нониуса. Нониус представляет собой связанную с указателем подвижную шкалу, скользящую вдоль основной шкалы. Указатель является одновременно «нулем» шкалы нониуса.
При сомкнутых губках штангенциркуля нулевые (начальные) деления нониуса и штанги совпадают. Точно так же совпадает и десятое деление нониуса с девятнадцатым делением штанги, остальные деления нониуса не совпадают с делениями на штанге. При передвижении рамки с подвижной губкой деления нониуса будут совпадать с делениями на штанге через два. Например, первое от нуля деление нониуса совпадает со вторым делением штанги, второе — с четвертым и т. д.
Если губки штангенциркуля раздвинуть так, чтобы первое от нуля деление нониуса совпало со вторым делением штанги, то между губками получится зазор, равный 0,1 мм. При совпадении второго от нуля деления нониуса с четвертым делением штанги получится зазор в 0,2 мм, при совпадении третьего деления нониуса с шестым делением штанги зазор между губками будет равен 0,3 мм и т. д. Из сказанного ясно, что деление нониуса, совпадающее с делением штанги, показывает число десятых долей миллиметра.
Отсчет по штангенциркулю с нониусом производится следующим образом. Целые миллиметры отсчитываются по совпадению нулевого (начального) деления нониуса с тем или иным делением штанги. Если нулевое деление нониуса точно совпадает с делением на штанге, например со штрихом 5, 12 или 25, то это значит, что губки штангенциркуля раздвинуты соответственно на 5, 12 или 25 мм. Если же нулевое деление нониуса не совпадает ни с каким делением на штанге, то поступают следующим образом: отсчитывают число целых миллиметров от нулевого, т. е. начального, деления нониуса, затем определяют, какое деление нониуса совпадает с ближайшим к нему делением на штанге. Совпавшее деление нониуса укажет число десятых долей миллиметра, рис. 1.42.
Пример. Измеряемый предмет зажат губками штангенциркуля, при этом деления на штанге до нуля нониуса показывают немногим больше 2 мм. Чтобы сделать отсчет, определяем, какое деление нониуса совпадает с ближайшим делением на штанге. В данном случае совпадающим оказывается седьмое деление нониуса. Размер изделия будет 2 + 0,7 = 2,7 мм.

Для более точных измерений применяют штангенциркуль с длиной нониуса 39 или 49 мм, рис. 1.43 и рис. 1.44. Он состоит из стальной линейки 7 с неподвижными измерительными губками /, между которыми и подвижными измерительными губками 2 зажимается измеряемый предмет. Губки 2 сделаны запело с подвижной рамкой 3, которая может стопориться винтом 4. Рамка 3 при помощи винта и гайки микрометрической подачи 8 соединена с рамкой 5, имеющей стопорный винт 6. На нижнем краю рамки 3 нанесено 20 делений нониуса.
Когда губки / и 2 соприкасаются, нулевые деления линейки и нониуса совпадают. Чтобы измерить длину предмета, его помещают между губками 1 и 2 и сдвигают их до соприкосновения с предметом (но без сильного нажима). Стопорный винт 4 позволяет зафиксировать расстояние между ножками / и 2, т. е. измеряемую длину. Затем по линейке и нониусу отсчитывают длину так, как описано выше.

Рис. 1.43. Штангенциркуль с точностью измерения до 0,05 мм

Рис. 1.44. Нониус штангенциркуля с точностью измерений до 0,02 мм (верхняя шкала дюймовая)
Ниже приводятся примеры измерений штангенциркулем для тренировочных упражнений. На рис. 1.45 и рис. 1.46 приведены примеры измерений штангенциркулем и штангенглубиномером.
Пример 1. Поставить на штангенциркуле размер 35 мм. Целые миллиметры отсчитываются по совпадению нулевого деления нониуса с делениями на штанге штангенциркуля. Устанавливают нулевое деление нониуса точно против 35-го деления штанги. Полученный размер губок будет равен 35 мм.

Рис. 1.45. Приемы измерения штангенциркулем: а—б — наружного размера; в — внутреннего размера;
г — глубины выемки; д — высоты изделия

Рис. 1.46. Приемы измерения штангенглубиномером: а — глубины выемки; б — высоты; в — измерение
Пример 2. Поставить на штангенциркуле размер 25,4 мм. Для этого устанавливают нулевое деление нониуса против 25 —го деления штанги, затем передвигают подвижную губку вправо до совпадения четвертого деления нониуса с ближайшим делением штанги. Полученное расстояние между губками будет 25,4 мм.
Пример 3. Измерить диаметр валика. Наружные поверхности измеряются длинными губками штангенциркуля. Измеряемый предмет помещают между измерительными поверхностями губок с легким нажимом на него подвижной губки. Это положение закрепляют стопорным винтом. Размер определяется показаниями нониуса. Предположим, нулевое деление нониуса оказалось между 12 и 13-м делениями штанги. Какое деление нониуса совпадет с делением на штанге? Допустим, что совпало седьмое деление. Это означает, что диаметр валика равен 12,7 мм.
Пример 4. Измерить диаметр отверстия. Внутренние размеры деталей измеряются короткими губками штангенциркуля. Вставив эти губки в отверстие, их раздвигают до полного соприкосновения со стенками отверстия и установленное положение закрепляют стопорным винтом. По нониусу читают результаты измерений. Допустим, нулевое деление нониуса оказалось между 30 и 31-м делениями штанги, а совпавшим делением нониуса является третье. Следовательно, измеряемый диаметр отверстия равен 30,3 мм.
Пример 5. Измерить глубину уступа детали. Глубина измеряется стержнем глубиномера штангенциркуля. Торцевую часть штанги ставят на измеряемую деталь, затем перемешают подвижную губку вниз до упора конца глубиномера в дно или уступ детали. После этого производят закрепление стопорным винтом. Отсчет измерений делается так же, как и предыдущих примерах.
Микрометр (рис. 1.47) является самым распространенным измерительным инструментом для точных линейных измерений с точностью до 0,01 мм. Им измеряются только чисто обработанные поверхности. Каждый микрометр имеет определенный предел измерений: 0—25; 25—50; 50—75 мм и т. д.
Измерение мелких деталей удобно производить микрометром закрепленным в специальной подставке, рис. 1.486. Для измерения более крупных деталей микрометр закрепляют на штативе, рис. 1.48в.
Мерительные инструменты, применяемые для контроля деталей
В процессе изготовления
Измерительный инструмент — инструмент, предназначенный для измерения линейных объектов.
Простые измерительные инструменты
Измерительная Линейка — простейший измерительный геометрический инструмент, линейка имеет нанесённые деления, кратные единице измерения длины (сантиметр, дюйм), которые используются для измерения расстояний.


Штангенинструмент
Штангенинструмент — инструмент для измерений и разметки линейных размеров:
а) отверстий и валов (штангенциркуль);
б) глубины и длины (штангенрейсмас, штангенглубиномер);
в) зубьев зубчатых колес (штангензубомер).
Точность его измерения — десятые доли миллиметра.
Штангенциркуль — универсальный инструмент, предназначенный для высоко-точных измерений наружных и внутренних размеров, а также глубин отверстий.

4)губки для внутренних измерений
5)губки для наружных измерений
8)винт для зажима рамки
Штангенглубиномер служит для измерений глубин выточек, канавок, уступов и т. д. Отличается от штангенциркуля тем, что не имеет на штанге подвижных губок.
Измерительный прибор. Предназначен для измерения глубины выемок и впадин.
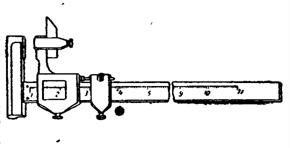
Угломер — угломерный прибор, предназначенный для измерения геометри-ческих углов в различных конструкциях (наружных и внутренних углов изделий.), в деталях и между поверхностями (в основном контактным методом) и между удаленными объектами (оптическим методом). Измерение производится в градусах, на основе линейчатой шкалы, линейчато-круговой шкалы (с механическим указателем или стрелкой), нониуса или в электронном виде, в зависимости от типа прибора.
Конструкция угломеров позволяет производить разметочные работы на плоскости.

Микрометрический инструмент
Микрометр гладкий — средство для измерения наружных линейных размеров.
Показания по шкалам гладкого микрометра отсчитывают в следующем порядке:
· по шкале стебля читают отметку около штриха, ближайшего к торцу скоса барабана;
· по шкале барабана читают отметку около штриха, ближайшего к продольному штриху стебля;
· складывают оба значения и получают показание микрометра.
Для удобства и ускорения отсчёта показаний имеются гладкий микрометр с цифровой индикацией.
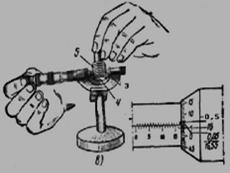
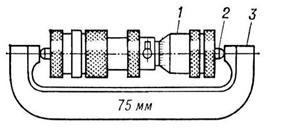
Резьбовой микрометр служит для измерения среднего диаметра метрической и дюймовой резьб и имеет такое же устройство, как и обычный микрометр, но отличается от последнего только наличием отверстия в пятке и шпинделе, куда вставляются специальные сменные вставки различной формы: призматические, конические,плоские,шаровые.
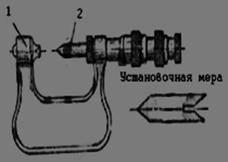

в – приемы измерения;
3 и 5 – резьбовые вставки,
4 – измеряемая деталь
К каждому микрометру даются наборы таких вставок, которые укладываются в футляр парами и предназначаются для измерения резьбы с шагом 1 -1,75; 1,75-2,5 и т.д. Угол профиля вставок должен соответствовать углу профиля проверяемой резьбы.
Средний диаметр резьбы детали 4 проверяют призматической вставкой 5, вставляемой в один из витков резьбы; с другой стороны, перпендикулярно оси резьбы в впадину резьбы вставляется конусная вставка 3. Отсчет измерений производится по
Предназначен для измерения глубины пазов, отверстий и высоты уступов.
Микрометрические глубиномеры имеют такое же устройство, как и микрометры, только вместо скобы имеется основание (90×12 мм) 1 с измерительным стержнем 2. Основание и измерительный стержень закалены. Каждый микрометрический глубиномер снабжен тремя сменными стержнями с пределами измерения 0-25 мм; 25-50 мм; 50-75 мм; 75-100 мм.
1 — основание, 2 – стержень
Микрометрический нутромер — это прибор, с помощью которого производят более точные измерения отверстий абсолютным методом, также имеет сменные удлинители.
4)Инструмент с измерительной головкой часового типа:
Стенкомер – прибор промышленного назначения, предназначен для контроля и измерения наружных и внутренних размеров, толщины стенок заготовок, канавок. Стенкометр удобен для измерения толщины стенок труб. Диапазон измерения стенкометра от 25 до 50мм. Цена деления 0,1мм до 1 мм, глубина измерения 160мм, наименьший диаметр отверстия 20мм. Пределы допускаемой погрешности ±0,10. Стенкомер индикаторный изготавливается из углеродистой или нержавеющей стали. Стенкомер индикаторный — измерительный прибор, применяемый для измерения линейных размеров контактным методом. Вид измерений – абсолютный.

Стенкомер индикаторный состоит из неподвижной верхней рамки (корпуса) с рукояткой, подвижной нижней рамки, которая прижимается к неподвижной с помощью возвращающей пружины. К верхней рамке прикреплен индикатор часового типа, измерительный стержень которого упирается в горизонтальный выступ нижней рамки. При отжатии нижней рамки, выступ нижней рамки перемещает стержень индикатора. Перемещение измерительного стержня преобразуется зубчатым механизмом измерительной головки часового типа в перемещение стрелки измерительной головки. Отсчет снимается со шкал головки: основной и вспомогательной.
Индикаторный нутромер – устройство для внутренних измерений. Индикаторы предназначаются для относительного или сравнительного измерения и проверки отклонений от формы, размеров, а также взаимного расположения поверхностей детали. Этими инструментами проверяют горизонтальность и вертикальность положения плоскостей отдельных деталей (столов, станков и т. п.), а также овальность, конусность валов, цилиндров и др.

1-индикатор часового типа
6-тройник головки нутромера
8- измерительный стержень
11- спиральная пружина
Кроме того, индикаторы применяются для проверки биения зубчатых колес, шкивов, шпинделей и других вращающихся деталей. Еще они бывают часового и рычажного типа.
Наибольшее распространение имеют индикаторы часового типа, которые в сочетании с другими инструментами (нутромерами, глубиной мерами и др.) используются для измерения внутренних и наружных размеров, параллельности, плоскостности и т. д.
Он состоит из корпуса 4, в котором через всю длинную втулку 6 проходит измерительный стержень 7 (шпиндель) с зубчатой рейкой, нарезанной на его поверхности. 
Для проверки диаметров отверстий. Непроходная сторона отличается от проходной меньшей длиной измерительной части или наличием проточки у ручки или вставки 
Для проверки диаметров валов и длин.
Шаблон — пластина (лекало, трафарет) с вырезами, по контуру которых изготовляются чертежи или изделия либо инструмент для измерения размеров.
Для измерения наружных и внутренних углов. Проверка отклонения от угла производится наблюдением «на просвет».
Линейка предназначена для проверки прямолинейности методом световой щели «на просвет» и применяется при лекальных, слесарных и контрольных операциях.

Лекальные линейки изготовляются из инструментальной углеродистой или легированной стали с высокой точностью и имеют тонкие рабочие грани, называемые ребрами или лезвиями, с радиусом закругления 0,1-0,2 мм, благодаря чему можно весьма точно определять отклонения от прямолинейности.
Поверочная плита — металлическая плита с нормированной плоскостностью и чистотой поверхности: предназначенная для контроля плоскостности деталей и разметочных работ; используемая в качестве установочной поверхности при сборке, измерениях и поверках.

Угольники поверочные лекальные плоские предназначены для проверки прямых углов (90°) и применяются при слесарно-сборочных и лекальных работах для контроля взаимной перпендикулярности деталей.


Радиусные шаблоны предназначены для оценки радиусов выпуклых и вогнутых поверхностей. Изготавливаются три набора радиусных шаблонов. В каждом наборе скомплектованы пластины для контроля, как наружного, так и внутреннего радиусов. Конструкция обоймы набора обеспечивает возможность свободной замены шаблона, а также регулирования плавности вращения их на оси.
Шаблоны резьбовые используются для определения шага и угла профиля резьбы. Шаблоны резьбовые – это стальные пластины с зубцами, расположенными по осевому профилю резьбы. Шаблоны резьбовые бывают для измерения дюймовой или метрической резьбы.

Для определения шага и угла профиля резьбы шаблон резьбовой совмещают с резьбой проверяемой детали так, чтобы зубцы шаблона поместились во впадины резьбы. Далее по плотности прилегания граней шаблона резьбового к резьбе и определяют соответствие шага и угла профиля резьбы шагу и углу профиля шаблона резьбового.


Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
О клинических исследованиях
Что такое клинические исследования и зачем они нужны? Это исследования, в которых принимают участие люди (добровольцы) и в ходе которых учёные выясняют, является ли новый препарат, способ лечения или медицинский прибор более эффективным и безопасным для здоровья человека, чем уже существующие.
Главная цель клинического исследования — найти лучший способ профилактики, диагностики и лечения того или иного заболевания. Проводить клинические исследования необходимо, чтобы развивать медицину, повышать качество жизни людей и чтобы новое лечение стало доступным для каждого человека.
Как их проводят?
У каждого исследования бывает четыре этапа (фазы):
I фаза — исследователи впервые тестируют препарат или метод лечения с участием небольшой группы людей (20—80 человек). Цель этого этапа — узнать, насколько препарат или способ лечения безопасен, и выявить побочные эффекты. На этом этапе могут участвуют как здоровые люди, так и люди с подходящим заболеванием. Чтобы приступить к I фазе клинического исследования, учёные несколько лет проводили сотни других тестов, в том числе на безопасность, с участием лабораторных животных, чей обмен веществ максимально приближен к человеческому;
II фаза — исследователи назначают препарат или метод лечения большей группе людей (100—300 человек), чтобы определить его эффективность и продолжать изучать безопасность. На этом этапе участвуют люди с подходящим заболеванием;
III фаза — исследователи предоставляют препарат или метод лечения значительным группам людей (1000—3000 человек), чтобы подтвердить его эффективность, сравнить с золотым стандартом (или плацебо) и собрать дополнительную информацию, которая позволит его безопасно использовать. Иногда на этом этапе выявляют другие, редко возникающие побочные эффекты. Здесь также участвуют люди с подходящим заболеванием. Если III фаза проходит успешно, препарат регистрируют в Минздраве и врачи получают возможность назначать его;
IV фаза — исследователи продолжают отслеживать информацию о безопасности, эффективности, побочных эффектах и оптимальном использовании препарата после того, как его зарегистрировали и он стал доступен всем пациентам.
Считается, что наиболее точные результаты дает метод исследования, когда ни врач, ни участник не знают, какой препарат — новый или существующий — принимает пациент. Такое исследование называют «двойным слепым». Так делают, чтобы врачи интуитивно не влияли на распределение пациентов. Если о препарате не знает только участник, исследование называется «простым слепым».
Чтобы провести клиническое исследование (особенно это касается «слепого» исследования), врачи могут использовать такой приём, как рандомизация — случайное распределение участников исследования по группам (новый препарат и существующий или плацебо). Такой метод необходим, что минимизировать субъективность при распределении пациентов. Поэтому обычно эту процедуру проводят с помощью специальной компьютерной программы.
Преимущества и риски для участников. Плюсы
- бесплатный доступ к новым методам лечения прежде, чем они начнут широко применяться;
- качественный уход, который, как правило, значительно превосходит тот, что доступен в рутинной практике;
- участие в развитии медицины и поиске новых эффективных методов лечения, что может оказаться полезным не только для вас, но и для других пациентов, среди которых могут оказаться члены семьи;
- иногда врачи продолжают наблюдать и оказывать помощь и после окончания исследования.
При этом, принимая решение об участии в клиническом исследования, нужно понимать, что:
- новый препарат или метод лечения не всегда лучше, чем уже существующий;
- даже если новый препарат или метод лечения эффективен для других участников, он может не подойти лично вам;
- новый препарат или метод лечения может иметь неожиданные побочные эффекты.
Главные отличия клинических исследований от некоторых других научных методов: добровольность и безопасность. Люди самостоятельно (в отличие от кроликов) решают вопрос об участии. Каждый потенциальный участник узнаёт о процессе клинического исследования во всех подробностях из информационного листка — документа, который описывает задачи, методологию, процедуры и другие детали исследования. Более того, в любой момент можно отказаться от участия в исследовании, вне зависимости от причин.
Обычно участники клинических исследований защищены лучше, чем обычные пациенты. Побочные эффекты могут проявиться и во время исследования, и во время стандартного лечения. Но в первом случае человек получает дополнительную страховку и, как правило, более качественные процедуры, чем в обычной практике.
Клинические исследования — это далеко не первые тестирования нового препарата или метода лечения. Перед ними идёт этап серьёзных доклинических, лабораторных испытаний. Средства, которые успешно его прошли, то есть показали высокую эффективность и безопасность, идут дальше — на проверку к людям. Но и это не всё.
Сначала компания должна пройти этическую экспертизу и получить разрешение Минздрава РФ на проведение клинических исследований. Комитет по этике — куда входят независимые эксперты — проверяет, соответствует ли протокол исследования этическим нормам, выясняет, достаточно ли защищены участники исследования, оценивает квалификацию врачей, которые будут его проводить. Во время самого исследования состояние здоровья пациентов тщательно контролируют врачи, и если оно ухудшится, человек прекратит своё участие, и ему окажут медицинскую помощь. Несмотря на важность исследований для развития медицины и поиска эффективных средств для лечения заболеваний, для врачей и организаторов состояние и безопасность пациентов — самое важное.
Потому что проверить его эффективность и безопасность по-другому, увы, нельзя. Моделирование и исследования на животных не дают полную информацию: например, препарат может влиять на животное и человека по-разному. Все использующиеся научные методы, доклинические испытания и клинические исследования направлены на то, чтобы выявить самый эффективный и самый безопасный препарат или метод. И почти все лекарства, которыми люди пользуются, особенно в течение последних 20 лет, прошли точно такие же клинические исследования.
Если человек страдает серьёзным, например, онкологическим, заболеванием, он может попасть в группу плацебо только если на момент исследования нет других, уже доказавших свою эффективность препаратов или методов лечения. При этом нет уверенности в том, что новый препарат окажется лучше и безопаснее плацебо.
Согласно Хельсинской декларации, организаторы исследований должны предпринять максимум усилий, чтобы избежать использования плацебо. Несмотря на то что сравнение нового препарата с плацебо считается одним из самых действенных и самых быстрых способов доказать эффективность первого, учёные прибегают к плацебо только в двух случаях, когда: нет другого стандартного препарата или метода лечения с уже доказанной эффективностью; есть научно обоснованные причины применения плацебо. При этом здоровье человека в обеих ситуациях не должно подвергаться риску. И перед стартом клинического исследования каждого участника проинформируют об использовании плацебо.
Обычно оплачивают участие в I фазе исследований — и только здоровым людям. Очевидно, что они не заинтересованы в новом препарате с точки зрения улучшения своего здоровья, поэтому деньги становятся для них неплохой мотивацией. Участие во II и III фазах клинического исследования не оплачивают — так делают, чтобы в этом случае деньги как раз не были мотивацией, чтобы человек смог трезво оценить всю возможную пользу и риски, связанные с участием в клиническом исследовании. Но иногда организаторы клинических исследований покрывают расходы на дорогу.
Если вы решили принять участие в исследовании, обсудите это со своим лечащим врачом. Он может рассказать, как правильно выбрать исследование и на что обратить внимание, или даже подскажет конкретное исследование.
Клинические исследования, одобренные на проведение, можно найти в реестре Минздрава РФ и на международном информационном ресурсе www.clinicaltrials.gov.
Обращайте внимание на международные многоцентровые исследования — это исследования, в ходе которых препарат тестируют не только в России, но и в других странах. Они проводятся в соответствии с международными стандартами и единым для всех протоколом.
После того как вы нашли подходящее клиническое исследование и связались с его организатором, прочитайте информационный листок и не стесняйтесь задавать вопросы. Например, вы можете спросить, какая цель у исследования, кто является спонсором исследования, какие лекарства или приборы будут задействованы, являются ли какие-либо процедуры болезненными, какие есть возможные риски и побочные эффекты, как это испытание повлияет на вашу повседневную жизнь, как долго будет длиться исследование, кто будет следить за вашим состоянием. По ходу общения вы поймёте, сможете ли довериться этим людям.
Если остались вопросы — спрашивайте в комментариях.
Контрольно-измерительные инструменты и приборы: виды и принцип действия
Любое производство подразумевает использование контрольно-измерительных приборов. Они необходимы и в быту: согласитесь, сложно обойтись во время ремонта без самых простых измерительных приборов, таких как линейка, рулетка, штангенциркуль и т. п. Давайте поговорим о том, какие существуют измерительные инструменты и приборы, в чем их принципиальные отличия и где применяются те или иные виды.

Общие сведения и термины
Измерительный прибор – устройство, с помощью которого получают значение физической величины в заданном диапазоне, определяемом шкалой прибора. Кроме того, такой инструмент позволяет переводить величины, делая их более понятными оператору.
Контрольный прибор используется для контроля проведения технологического процесса. К примеру, это может быть какой-либо датчик, установленный в нагревательной печи, кондиционере, отопительном оборудовании и так далее. Такой инструмент нередко определяет качество продукции и свойства. В настоящее время выпускают самые различные измерительные инструменты и приборы, среди которых есть как простые, так и сложные. Некоторые нашли свое применение в одной отрасли промышленности, другие же используются повсеместно. Чтобы более подробно разобраться с этим вопросом, необходимо классифицировать данный инструмент.
Аналоговые и цифровые
Контрольно-измерительные приборы и инструменты разделяются на аналоговые и цифровые. Второй вид более популярен, так как различные величины, к примеру, сила тока или напряжение, переводятся в числа и выводятся на экран. Это очень удобно и только так можно добиться высокой точности снятия показаний. Однако необходимо понимать, что в любой контрольно-измерительный цифровой прибор входит аналоговый преобразователь. Последний представляет собой датчик, который снимает показания и отправляет данные для преобразования в цифровой код.

Классификация по разным признакам
Измерительные инструменты и приборы принято разделять на группы в зависимости от способа предоставления информации. Так, бывают регистрирующие и показывающие инструменты. Первые характерны тем, что способны записывать показания в память. Нередко используются самопишущие приборы, которые самостоятельно распечатывают данные. Вторая группа предназначена исключительно для контроля в реальном времени, то есть во время снятия показаний оператор должен находиться около прибора. Также контрольно-измерительный инструмент классифицируют по методу измерений:
- прямого действия – осуществляется преобразование одной или нескольких величин без сравнения с одноименной величиной;
- сравнительные – измерительный инструмент, предназначенный для сравнения измеряемой величины с уже известной.

Измерительные слесарные инструменты
С такими приборами мы встречаемся наиболее часто. Тут важна точность работ, а так как используется механический инструмент (по большей части), то удается добиться погрешности от 0,1 до 0,005 мм. Любая недопустимая погрешность приводит к тому, что потребуется переточка или вовсе замена детали или целого узла. Именно поэтому при подгонке вала под втулку слесарь использует не линейки, а более точные инструменты.

Про угломеры и щупы
Нельзя не рассказать о таком популярном и эффективном инструменте, как угломер. Из названия можно понять, что он используется, если требуется точно измерить углы деталей. Состоит прибор из полудиска с намеченной шкалой. На нем имеется линейка с передвижным сектором, на который нанесена шкала нониуса. Для закрепления передвижного сектора линейки на полудиске используется стопорный винт. Сам по себе процесс измерения довольно прост. Для начала необходимо приложить измеряемую деталь одной гранью к линейке. При этом линейка сдвигается так, чтобы между гранями детали и линейками образовался равномерный просвет. После этого сектор закрепляется стопорным винтом. Первым делом снимаются показания с основной линейки, а затем с нониуса.

Немного истории
Следует отметить, рассматривая измерительные инструменты: виды их очень разнообразны. Основные приборы мы с вами уже изучили, а сейчас бы хотелось поговорить о немного и о других инструментах. К примеру, ацетометр используется для измерения крепости уксусной кислоты. Данный прибор способен определять количество свободных уксусных кислот в растворе, а был изобретен Отто и использовался на протяжении 19 и 20 веков. Сам по себе ацетометр похож на градусник и состоит из стеклянной трубки 30х15см. Также имеется специальная шкала, которая и позволяет определять необходимый параметр. Тем не менее сегодня есть более продвинутые и точные методы определения химического состава жидкости.

Барометры и амперметры
А вот с данными инструментами знаком практически каждый из нас еще со школы, техникума или университета. К примеру, барометр используется для измерения атмосферного давления. Сегодня применяются жидкостные и механические барометры. Первые можно назвать профессиональными, так как их конструкция несколько сложней, а показания точней. На метеостанциях используют ртутные барометры, так как они наиболее точные и надежные. Механические варианты хороши своей простотой и надежностью, но они постепенно заменяются цифровыми приборами.
Такие инструменты и приборы для измерений, как амперметры, тоже знакомы каждому. Они нужны для измерения силы тока в амперах. Шкала современных приборов градируется по-разному: микроамперами, килоамперами, миллиамперами и т. п. Амперметры всегда стараются подключать последовательно: это необходимо для понижения сопротивления, что позволит увеличить точность снимаемых показаний.

Заключение
Вот мы и поговорили с вами о том, что такое контрольные и измерительные инструменты. Как вы видите, все друг от друга отличаются и имеют совершенно разную сферу применения. Одни используются в метеорологии, другие в машиностроении, а третьи – в химической промышленности. Тем не менее цель у них одна – измерить показания, записать их и проконтролировать качество. Для этого целесообразно использовать точные измерительные инструменты. Но этот параметр способствует и тому, что устройство становится сложнее, и процесс измерения зависит от большего количества факторов.