
Подготовка чертежей для лазерной резки
Инструкция для инженера – конструктора по созданию файла данных для ЛТК
1. Включить персональный компьютер.
2. Загрузить базу данных и проверить функционирование сети.
3. С помощью программ AutoCAD2007, Компас3D, SolidWorks или CorelDraw создать электронную копию чертежа детали из перечня деталей соответствующего изделия и сохранить её в формате соответствующей программы в папке базы данных для соответствующего изделия. При этом имя файла должно соответствовать названию детали на чертеже.
Примечание: в случае спорных и неясных моментов возникающих при создании электронной копии чертежа обратиться к ведущему инженеру – конструктору или непосредственному начальнику и в случае задержки окончательного решения по спорному или неясному моменту переключится на выполнение другого задания.
После предварительного этапа работы необходимо подготовить соответствующие файлы в форматах *.dxf и *.plt, которые могут быть обработаны различными лазерными программами, создающими NC — код.
Подготовка файлов для лазерной резки:
1. Если деталь плоская и требуется лазерная обработка только в виде резки необходимо оставить на электронной копии чертежа детали только те контуры, которые будут вырезаться с помощью лазера. При этом необходимо убрать все дополнительные линии, не относящиеся к лазерному резу (штамп и т.п.), а также стрелки указывающие размеры детали. После этого необходимо сохранить файл в формате *.dxf (AutoCAD2004) под тем же названием, что и оригинальный файл и в той же папке.
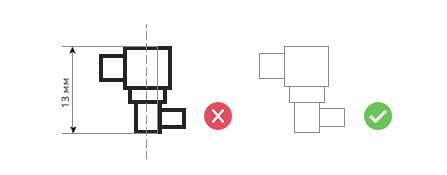
2. В случае выполнения трехмерной модели корпуса необходимо предварительно осуществить развертку модели на плоскость XOY в соответствии с правилами получения развертки соответствующей программы (Компас3D и т.п.) и сохранить развертку детали в формате *.dxf (AutoCAD2004)в той же папке базы данных соответствующего изделия, предварительно очистив её от дополнительных линий, не относящихся к лазерному резу.
Подготовка файлов для лазерной гравировки:
1.Файлы для лазерной гравировки лучше всего готовить в программе CorelDraw или в программе AutoCad. Для этого необходимо найти на чертеже изделия все гравировочные надписи и определить число гравировочных поверхностей данного изделия. После этого необходимо создать отдельный файл на каждую гравировочную поверхность, в котором должен присутствовать габаритный контур гравировочной поверхности и гравируемая надпись или гравируемые символы, привязка которых осуществлена к габаритному контуру. Файлы с соответствующими названиями по наименованию изделия нумеруются цифрами 1,2,3 и т.д. и сохраняются в формате *.dxf (AutoCAD2004)или *.cdr. На этих файлах должны присутствовать габаритные и привязочные размеры.
2.После этого файлы необходимо сохранить в формате *.plt, предварительно убрав из файлов габаритные и привязочные размеры.
3.Если файлы изделия готовились с помощью программы CorelDraw, для сохранения фалов в формате *.plt необходимо выполнить следующие действия:
в меню File à найти Export àсохранить как Save as type PLT-HPGL Plotter File à Export à Enter.
4. Если файлы изделия готовились с помощью программы AutoCad 2007 и были сохранены в формате *.dxf (AutoCAD2004)для сохранения файлов в формате *.plt необходимо выполнить следующие действия:
Открыть программу CorelDrawи в менюFileнайтиImportи в графеFiles of Typesнайти DXF – AutoCad. Далее выбрать из списка необходимый файл в соответствующей директории и нажать Import.
После этого файл появится на рабочем поле программы CorelDraw. Далее его надо очистить от двойных линий все замкнутые контура сделать действительно замкнутыми с помощью инструмента Shape Tool и команды Combine из меню Arrange. Далее повторить действия пункта 3: в меню File à найти Export àсохранить как Save as type PLT-HPGL Plotter File à Export à Enter.
5.При работе в программе Компас необходимо для подготовки развертки из 3D-чертежа корпуса выполнить следующие операции:
1. Построение 3D-модели корпуса по следующему алгоритму:
Для создания 3-D модели корпуса прибора воспользуемся пакетом Компас3-D V8 Plus. Проанализировав чертеж детали «кожух блока АКБ», начнем его построение.
1.Задаем плоскость XY

2. Задаем плоскость XZ

3. Задаем плоскость YZ

4. Задаем начало координат

5. Создаем листовое тело

6. Создаем 10 сгибов: сгиб 9 – сгиб 19












7. Создаем вырезы: Вырез в листовом теле 1 – Вырез в листовом теле 27

























8. Создаем развертку для чего: нажимаем кнопку «Развертка»

9. Создаем чертеж из модели


Нажимаем кнопку «Развертка» и получаем

10. Сохраняем файл в *.DXF формате

11. Запускаем сохраненный файл в пакете AutoCAD

12.Удаляем рамку и другие атрибуты чертежа, так как в пакете Компас3-D V8 Plus этого сделать нельзя, и убираем двойные линии, которые могут образоваться при конвертации файла из программы Компас в формат *. dxf

13. Сохраняем файл в *.DXF формате

На этом создание 3-D модели корпуса прибора и на ее основе развертки закончено, файл подготовлен для обработки лазерными программами создающими NC-код.
188.64.169.166 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Технические требования к макетам и материалам для резки/гравировки на лазерном ЧПУ-станке в «Laser365»
Наши требования к чертежам для лазерной резки неметаллических материалов
Чертежные программы
(в виде чертежей)


Графические редакторы
(в виде вектором)



Все исходные файлы для контурной резки на лазерном станке должны
создаваться в виде чертежей (AutoCAD, Compas) или векторов (CorelDraw.
Adobe Illustrator. FreeHand).
.cdr, .dwg, .tiff, .eps, .wmf, .ai, .pdf, .dxf, .plt
Допустимые форматы — *.cdr, *.dwg, *.ai, *.tiff, *.eps, *.pdf, *.wmf, *.dxf, *.plt.
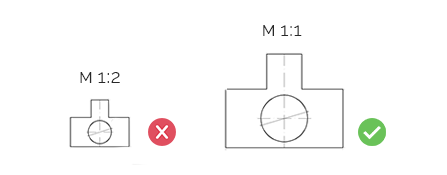
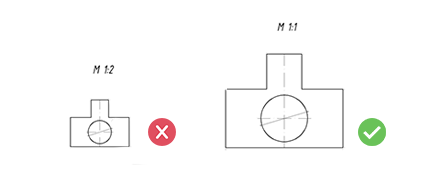
Масштаб в макете — 1:1. Единицы измерения — миллиметр (мм).
Все объекты (текст, символы) нужно изображать в виде тонких линий (кривых) без применения цветной заливки
Из допустимых объектов можно выбирать полилинию, сплайн, круг, дуги и отрезки. Все кривые объекта необходимо делать в виде замкнутых полилиний (проверить можно при помощи заливки).
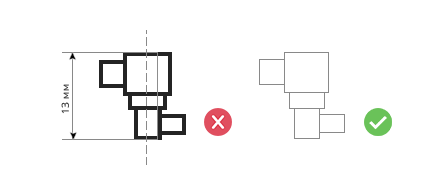
Чертеж не должен содержать размерных или осевых линий. Разрешенная толщина примитивов — «ноль» или сверхтонкая «Hairline».
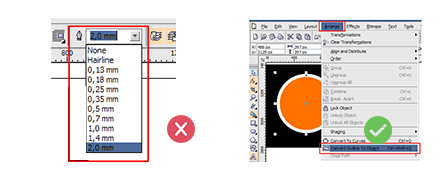
Запрещается формировать изображения шириной кривых, необходимо конвертировать ширину в объект (menu «Arrange»).
Замкнутые контуры будущего изделия нужно выполнять в виде замкнутых полилиний. Линии реза требуется преобразовывать в разомкнутые полилинии.
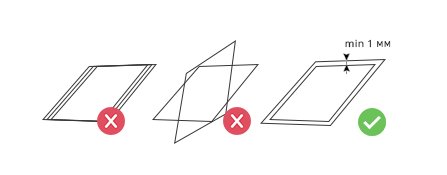
Слои изображения не должны пересекаться, наслаиваться или дублировать друг на друга, а также содержать в замкнутых контурах разомкнутые точки.
При увеличении изображения не должно быть изломов, «ступенек», плохого сопряжения дуг или двойных линий.
Масштаб в чертеже должен соответствовать рабочей зоне лазерных станков Kamach II (1200×900 мм и 600×1000 мм)
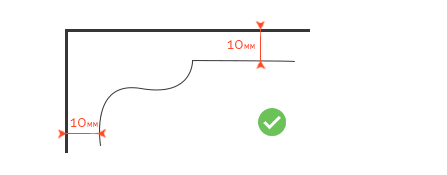
При создании чертежа нужно выдерживать техотступы (10 мм).
Изображения в растровом формате (теряющие четкость при увеличении, например, jpeg, bmp) не используются для резки и гравировки на ЧПУ-станках Kamach II (CO2). Все объекты макета нужно преобразовывать в кривые (векторы).
Требования к макетам для лазерной гравироки
Чертежные программы
(в виде чертежей)
Графические редакторы
(в виде вектором)
Файлы нужно создавать в программе CorelDraw (9,12,13,14) или в программах AutoCAD, Adobe Illustrator
.cdr, .dwg, .tiff, .eps, .wmf, .ai, .pdf, .dxf
Допустимые форматы — *.cdr, *.dwg, *.ai, *.tiff, *.eps, *.pdf, *.wmf, *.dxf
Текст и символы в файле обязательно нужно преобразовать в кривые, без обводки.
Все кривые объекта нужно делать в виде замкнутых полилиний (замкнутость векторов проверяется заливкой объекта)
Чертеж не должен содержать размерных или осевых линий, а линии реза необходимо преобразовать в разомкнутые полилинии (AutoCAD).
Пересечение, наложение слоев, двойные линии, а также разомкнутые точки в замкнутых контурах в изображении недопустимы.
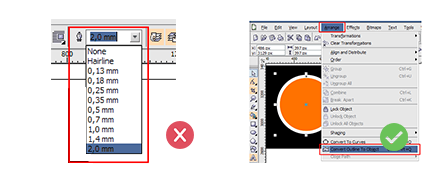
Формируя объект нельзя использовать толщину линий. Толщина кривых конвертируется в объект с помощью функции «Convert outline to Object» (это делается в menu «Arrange»)
Разрешенная толщина кривых — «0» или сверхтонкая «Hardline»
Масштаб в макете — 1:1. Единицы измерения — миллиметры (мм).
В макете не должно быть белой подложки, цвет заливки — 100% black (CMYK 0 0 0 100).
В макете не должно быть белой подложки, цвет заливки — 100% black (CMYK 0 0 0 100).
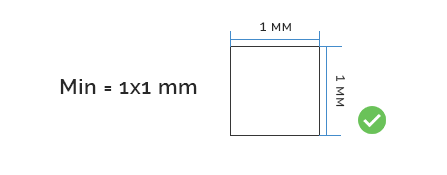
Минимальный размер объекта для гравировки — 1х1 мм.
К чертежам для лазерной резки и гравировки должен прилагаться файл с цветным или черно-белым оригинал-макетом изделия (формат *.jpg, *.pdf), а также текстовый документ с подробными требованиями к будущему изделию (размеры, количество копий).
Требования к заготовкам для лазерной резки и гравировки

Полотно должно быть абсолютно ровным (не скрученным в рулон), без заломов и других видимых или скрытых дефектов.
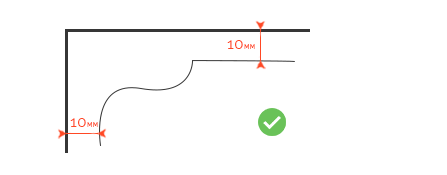
Размер исходника должен иметь техполя не менее 10 мм от внешнего края обрабатываемого изображения.
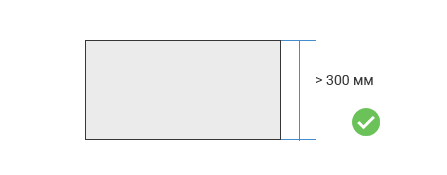
Толщина листа не должна превышать 300 мм.
* Минимальный заказ на гравировку и раскрой материала в нашей мастерской – от 1000 руб.
Если по каким-либо причинам Вы не можете самостоятельно создать шаблоны для лазерной резки/гравировки, специалисты нашей компании с удовольствием возьмут разработку прототипа на себя. Стоимость услуги составляет от 1000 руб.
Подготовка чертежей для лазерной резки
Сейчас 48 гостей и ни одного зарегистрированного пользователя на сайте
- Home /
- Услуги /
- Лазерная резка /
- Требования к файлам для лазерной резке и гравировке
Требования к файлам для лазерной резке и гравировке
•Файл необходимо создать и подготовить в CorelDraw 12 и 13. Масштаб чертежа должен иметь соотношение 1:1, формат должен быть dwg или dxf. Чертеж является совокупностью векторных примитивов состоящих из дуг и линий.
•Символы и текст необходимо представить в виде кривых. Растровые картинки, перемещенные в Corel, не будут допущены без проведения векторизации. Толщина кривых должна равняться «0» или «Hair line». При формировании изображения нельзя использовать толщину кривых.
•Необходимо превратить толщину линий в объект, зайдя в Меню Arrange/Convert outline to object). В режиме «Контур» просмотрите наличие всех кривых, особенно символов текста при максимальном увеличении и поработайте со ступеньками, изломами и плохим сопряжением дуг, их быть недолжно.
•Поработайте со слитыми и плохо набранными символами текста, имеющими малый трекинг, они должны быть раздвинуты. Между контурами расстояние должно составлять не меньше 0,9мм.
•Каждый контур должен быть замкнутым.
•Резочный и гравировочный контур должны быть выделены разными цветами.
•Файл должен иметь одну страницу, либо же Вам необходимо разместить все фигуры для лазерной резки на первой странице.
•Файл необходимо оснастить черно-белым и цветным макетом оригиналом изделия в формате A4.
•Следите за тем, чтобы слои не накладывались друг на друга. Если такое произошло, слейте их в один слой.
Требования к файлам по лазерной гравировке
Гравировку с нанесением рисунков, надписей и орнаментов на поверхность, можно выполнять, используя лазерный станок, имеющий два режима: контурную гравировку, которая выполняется резкой не насквозь и сплошной гравировкой использующейся для объектов.
•Файл необходимо создать и подготовить в CorelDraw 12 и 13. Чертеж необходимо сохранить в масштабе 1:1, формат должен быть dwg или dxf. Чертеж является совокупностью векторных примитивов состоящих из дуг и линий.
•Символы и текст необходимо представить в виде кривые. Растровые картинки, перемещенные в Corel, не будут допущены без проведения векторизации. Толщина кривых должна равняться «0» или «Hair line». При формировании изображения нельзя использовать толщину кривых.
•Схема цветов – RGB, цвет заливки для гравируемого элемента необходимо установить следующим образом (R=0, G=0, B=0).
•Каждый контур должен быть замкнутым.
•Следите за тем, чтобы слои не накладывались друг на друга. Если такое произошло, слейте их в один слой.
•Файл необходимо оснастить черно-белым и цветным макетом оригиналом изделия в формате A4.
•Файл необходимо оснастить пояснительной запиской, в которой необходимо указать толщину материала и его тип. Написать какие требования предъявляются к резке и изделию в целом, а также дать другую информацию, которая может оказать влияние на результат, полученный в итоге.
Новости
Лазерный станок с камерой

Внимание! Новинка! Высокоточный лазерный станок CCD IL-6090 SGC (с камерой), оснащенный усовершенствованной системой оптического распознавания объектов. Благодаря современному программному обеспечению и высококачественным комплектующим, станок способен самостоятельно распознавать и сканировать необходимые объекты из множества представленных, после чего вырезать их в заданных границах по необходимым параметрам.
Cнижение цен расходные материалы к лазерным станкам

Добрый день! Компания INTERLASER, сообщает Вам о огромном поступлении линз, зеркал для лазерного оборудованияЦены самые низкие на линзы и зеркала:Линзы для лазерных станков ZnSe (США):диаметр 20, фокус 2 (50.8 мм) — 3 304 рубдиаметр 20, фокус 5 (12.7 мм) — 3 304 рубдиаметр 25, фокус 2.5 (63.5 мм) — 7 350 руб Линзы для лазеров ZnSe (Китай):диаметр 20, фокус 2 (50.8 мм) — 2 450 рубдиаметр 20, фокус 5 (127 мм) — 2 450 рубдиаметр 25, фокус 2.5 (63.5 мм) — 4 900 руб Зеркала:диаметр 20 мм, толщина 2/3 мм — 840 рубдиаметр 25 мм, толщина 2/3 мм — 980 рубдиаметр 30.
На склад поступили малые пеллетные мельницы
Пеллетная мельница — предназначена для производства древесных гранул (пеллет) из сухих древесных отходов. Основным перерабатывающимся сырьем является опил. Пелллетные мельницы малые позволяют получать гранулы из любой биомассы. Малые пелллетные мельницы востребованы в частных хозяйствах, а также на малых производствах. Используются для производства пеллет, для отапливания помещений, а также производства комбикормов. подробнее.
Внимание. Февральские скидки 2014 !
Снижение цен на лазерные станки серии Rabbit большого формата. Лазерная машина Rabbit 2030 (лазерная трубка 80W), 2000х3000 ммЦена со склада- 960 000 рублей, цена под заказ — 800 000 рублей Лазерная машина Rabbit 2030 (лазерная трубка Reci W2), 2000х3000 ммЦена со склада- 971 000 рублей, цена под заказ — 811 000 рублей Лазерная машина Rabbit 2030 (лазерная трубка Reci W6), 2000х3000 ммЦена со склада- 1 028 500 рублей, цена под заказ- 868 500 рублей Лазерная машина Laser FB 1525, рабочая поверхность 1500х2500 ммЦена со склада- 729 600 рублей , цена под заказ- 608 000 рублей Лазерная машина Laser FB 1626, рабочая поверхность 1600х2600 ммЦена со склада- 835 200.
Cнижение цен на Carver 0609
Компания INTERLASER рада сообщить своим клиентам о существенном (на 12,5%) снижении цены на фрезерные станки модели Carver-0609. Новые модели фрезерных станков Carver-0609 оснащены 1,5 кВт-ым шпинделем с водяным охлаждением, электронным датчиком нулевой точки стола, усовершенствованными рельсовыми направляющими HIWIN (Тайвань) по всем осям, также, в комплекте со станками поставляется водяная помпа. Управление фрезерным станком осуществляется через DSP-контроллер, программное обеспечение Type3 поставляется в комплекте. Поставка оборудования осуществляется в течение 60 рабочих дней с момента предоплаты (70% от стоимости). По всем вопросам обращайтесь в наши офисы продаж по телефонам, указанным на сайте.
Cнижение цен на Carver 0609 (2)
Компания INTERLASER рада сообщить своим клиентам о существенном (на 12,5%) снижении цены на фрезерные станки модели Carver-0609. Новые модели фрезерных станков Carver-0609 оснащены 1,5 кВт-ым шпинделем с водяным охлаждением, электронным датчиком нулевой точки стола, усовершенствованными рельсовыми направляющими HIWIN (Тайвань) по всем осям, также, в комплекте со станками поставляется водяная помпа. Управление фрезерным станком осуществляется через DSP-контроллер, программное обеспечение Type3 поставляется в комплекте. Поставка оборудования осуществляется в течение 60 рабочих дней с момента предоплаты (70% от стоимости). По всем вопросам обращайтесь в наши офисы продаж по телефонам, указанным на сайте.
Лазерный маркер по металлу
Внимание! Ожидается поступление нового оборудования! Компания INTERLASER сообщает своим клиентам о планируемых в ближайшее время поставках на склад Компании оптоволоконных лазерных маркеров по металлу!
Новинка! Фрезерный станок SM 1312
Компания Interlaser представляет вашему вниманию новую модель фрезерно-гравировального станка серии Carver SM 1312 Рабочее поле размером 1300 на 1200 мм идеально подходит для изготовления мебельной продукции (например, мебельные фасады) Фрезерно-гравировальные станки серии SM наиболее востребованы в рекламной, сувенирной, деревообрабатывающей промышленности. Рабочий стол этого станка сделан в условиях жесткого производственного процесса с соблюдением технологий и производственных норм.
Выставка ТЕКСТИЛЬЛЕГПРОМ

В период с 28 февраля по 02 марта 2012 г. наша Компания принимала участие в Федеральной оптовой выставке-ярмарке «ТЕКСТИЛЬЛЕГПРОМ» (г. Москва, ВВЦ, павильон 55, 1 этаж, стенд А-12). На выставке нами были представлены Лазерно-гравировальный станок HX 1290SE и плоттер RABBIT 1120H. Наши специалисты продемонстрировали посетителям выставки широкие возможности лазерного станка по раскрою, лазерной резке и гравировке текстильных материалов, кожи, пластика и шпона. Также, была продемонстрирована работа плоттера по резке рулонных материалов.Все привезенные на выставку образцы оборудования были реализованы прямо со стенда по завершении работы выставки. С фото-отчетом по выставке Вы можете ознакомиться в разделе фотогалерея.
Делаем лазерный резак/гравер формата А3 за один день
Всем привет, недавно наткнулся на замечательную работу по изготовлению лазерного резака от пользователя Jager, очень понравилось качество, аккуратность при изготовление станка и использованные идеи.
Решил с вами поделится.
(Далее будет копипаста, от имени автора).
Насмотревшись как жена мучается вырезая ножницами фигурки из фетра, решил облегчить ей задачу.
Пробежавшись по ссылкам гугла понял, самое оптимальное это кроить лазером.
У китайцев много разных готовых моделей, но все они так или иначе меня не устроили.
Быстро прикинул техзадание для себя:
1. Рабочее поле А3.
2. Станок должен быть потребительским. Положил материал, вставил флешку и дальше все должно делаться автоматически.
3. Простота конструкции (не так много свободного времени ).
За основу механики взята китайская схема на конструкционном алюминиевом профиле и роликах.
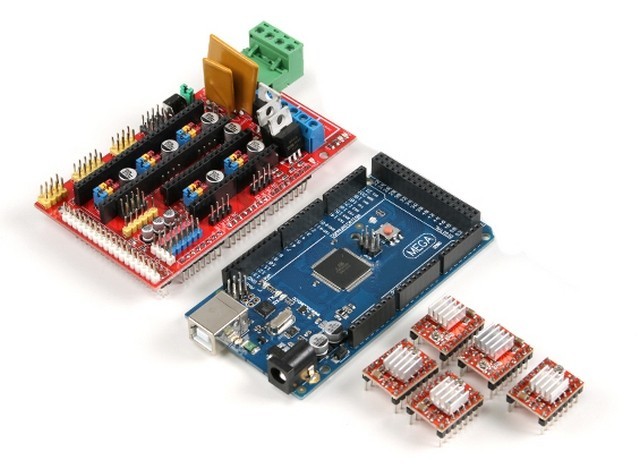
Электронная часть собрана на готовых компонентах используемых в 3D принтерах.
Кроме профиля и метизов все заказывалось на алиэкспресс
Профиль оказалось проще и дешевле заказать в РФ. Заказ приняли, изготовили и отправили оперативно, все порезано аккуратно и в размер.
Пока заказанные комплектующие находились в пути, прикинул и нарисовал необходимые детали из оргстекла. На оси Y стойки толщиной 10 мм, на оси Х 5 мм.
В первой попавшейся компании занимающейся наружной рекламой мне все это вырезали за час, обошлось в 600 рублей вместе с материалом (на фото в защитной пленке).

В течении 20 дней все заказанное пришло и можно было начинать сборку.
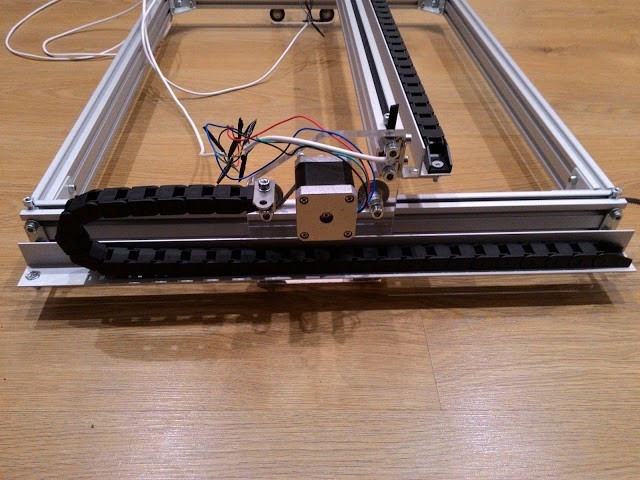
Рама собирается просто, на картинках должно быть все понятно. Не стоит весь крепеж затягивать сразу намертво, это можно сделать после окончательной регулировки.



В деталях из оргстекла предусмотрены пазы для регулировки прижима нижними роликами. Верхние сразу фиксируем жестко, нижние затягиваем прижимая руками верхние и нижние ролики к профилю. Получившаяся тележка должна двигаться по профилю без люфта и лишних усилий.
Двигатели NEMA17 с 400 шагами на оборот, работают мягко и тихо. На оси Y 2шт., поключенные к одному драйверу последовательно, на оси Х один.

После сборки убеждаемся что все двигается руками мягко и без заеданий. После этого ослабляем силовые уголки на основной раме что бы снять все возможные напряжения появившиеся от неизбежных перекосов и тут же все затягиваем обратно. Еще раз убеждаемся в плавности движения и отсутствии люфтов.
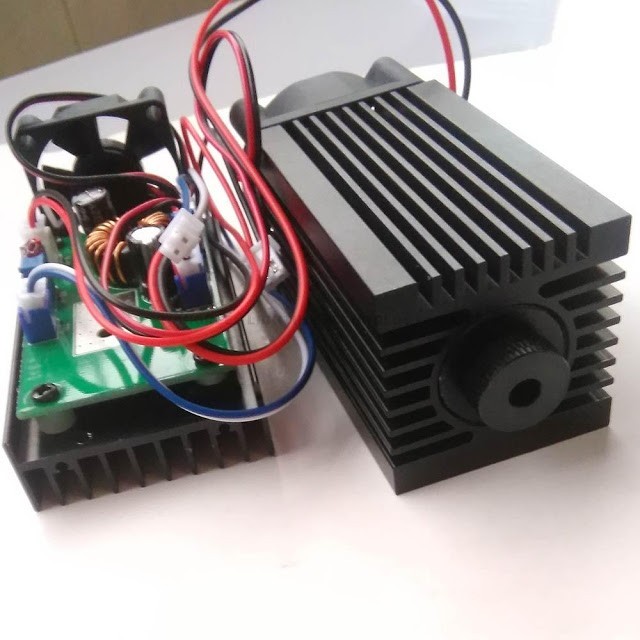
Можно переходить к электронной части. Самое главное это конечно сам лазер, в моем случае это синий лазер с длиной волны 445нМ и мощностью 2 Вт, в комплекте с драйвером.
Драйвер позволят с помощью ШИМ управлять мощностью излучения.
К сожалению большинство лазеров на али не имеют заводской маркировки вообще и очень часто продавцы завышают мощность в 2 раза легко. В моем случае продавец повел себя уверенно и согласился на мои условия в случае проблем с качеством или мощностью.
Косвенно на мощность указывает потребляемый ток, но я больше ориентировался на видео где показана работа аналогичных по мощности лазеров от известных производителей. Кстати в известном обзоре мощность лазера явно не 2,5Вт.
В общем работой лазера я удовлетворен, более того в переписке с продавцом выяснилось что мощность можно поднять до 2,5Вт без деградации кристалла, «just as you are a professional customer, also you can adjust the laser from 1.8-2.5W by yourself.»
Установленный на свое место лазер
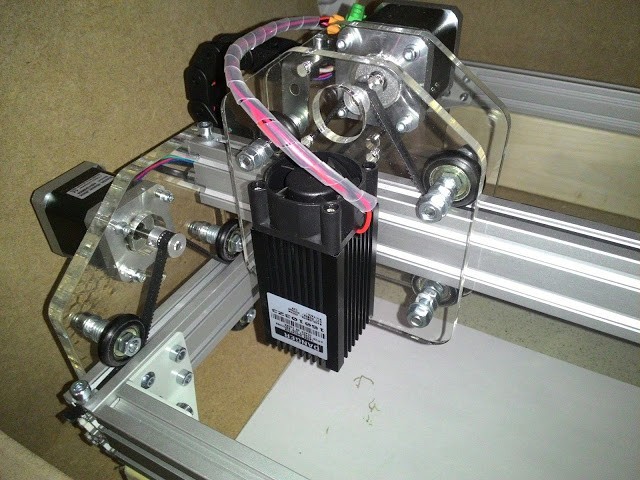

Данная прошивка настроена на управление лазером СО2 через выход на вентилятор и на нем присутствует 12 вольт. Прямое подключение моего драйвера сразу вывело бы его из строя, так как входной уровень TTL на нем 5 вольт.
Пришлось немного подредактировать прошивку, переместив выход управления лазером на 5 пин.
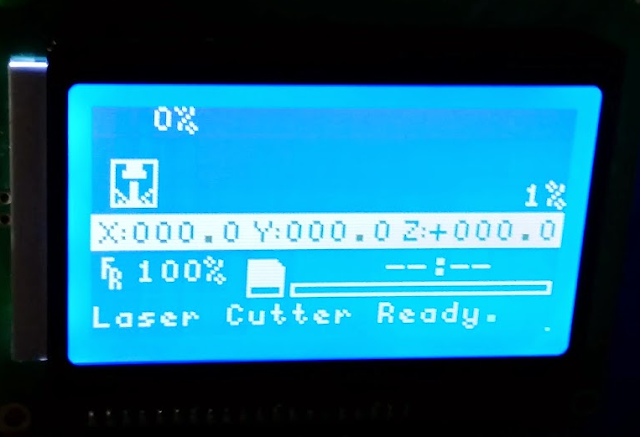
Активировал автозапуск при появлении карты в картридере, выставил рабочее поле и остальное по мелочи.
После заливки прошивки нужно настроить ток шаговых двигателей, для этого в принципе достаточно тонкой отвертки и пальца на радиаторе драйвера. После включения двигатели встают на удержание и вращением подстроечного резистора на драйвере добиваемся что бы радиатор был горячим, но не обжигающим кожу.
Файлы для управляющей программы удобно готовить с помощью Inkscape и вот этого плагина. http://jtechphotonics.com/?page_id=2012
На этом обзор можно и завершить, на этой стадии уже можно что то начать резать или гравировать, но лучше потратить еще немного сил и времени что бы привести все это в более менее нормальный вид.
В первую очередь нужно убрать болтающиеся провода, для этого лучше всего использовать гибкий кабельный канал.
Конструкция видна на фото достаточно хорошо.

Алюминиевый уголок из леруа крепится на мебельные уголки оттуда же.
Все проводные соединения пропаиваем и прячем в термоусадку.
Для удобства работы нужно установить концевые выключатели, можно ограничится двумя, но лучше на оба крайних положения осей.

Крепление придумываем по месту, мне попались очень мелкие кнопки и оказалось что их проще всего приклеить к площадке из оргстекла.
а уже ее закрепить в удобном месте

В процессе работы лазера выделяются вредные вещества и их необходимо удалять из помещения, для этого нужен корпус и система вентиляции.
По объявлению нашел фирму изготавливающую корпусную мебель и по почте отправил чертеж, через 2 дня забрал готовый корпус, обошелся в 2000 рублей.
Формат файлов для лазерной резки
Хочу заказать резку фанеры для корпуса Ультика в Москве.
Уважаемый Иван plastmaska любезно выложил файлы для резки. Файлы с расширением .dwg и .dxf. (https://drive.google.com/open?id=1rMmx_1Y21OT6LlnzKeQSstdIW26YEqVK)
Однако, те конторы, что нашел в инете, не могут правильно определить размеры детали из этих форматов.
Отсюда вопрос: в каком формате нужно выдавать для заказа чертежи и с помощью какой программы можно сконвертировать .dwg или .dxf в требуемый формат?
Популярные вопросы
Проблема печати на Lerdge K, куда копать?
Всем привет.Система: CoreXY(ZAV BIG) Lerdge K + TMS 2208 + 17HS4401S Vref=1.1
При печати кругов, явные волны на внутренней и вн.
Прошу совета по созданию модели.
Наткнулся на такой проект Светильник. Да простит меня автор, но решил немного изменить используя идею.
Вопрос такой. Решил.
нужна консультация
Ответы
Потому что идиоты.
Можно попробовать в cdr.
А чем в cdr перевести из .dwg или .dxf?
Действительно, странные резчики, ну да в coreldraw откройте, и сохраните
Этот совет предполагает, что coreldraw у всех на компе по умолчанию установлен 😀
У всех лазерных резчиков — установлен 🙂
Если б я был лазерным резчиком, нафига бы я у кого то заказывал резку? 😀
А любой корел открывает DXF, и любой резчик это знает, т.к. все заказчики присылают именно DXFы.
В кореле сразу — заказчики отправляют разве что логотипы всякие для гравировки 🙂
Т.е. согласен с тем, что вас решили ‘послать’ с мелким заказом.
По их словам, они файл открывают, только размеры у них от фонаря получаются.
Значит не так открывают 🙂
Отправлял на резку стальные детали , им как раз DWG подходил. Надо у конкретных резчиков узнавать какой формат им нужен.
Да просто им не охото связываться с мелкими заказами, вот и отшивают таким способом 😉
А мне дык по барабану какой формат dxf, dwg или cdr, лишь бы чертёж правильно нарисован был, всё равно в ai переводить)
Да, всё верно, 338,2мм
Вот только у тех, к кому я обращался — правильный размер не выходит (((
Значит что-то не правильно делают
Чертежи ультимейкера сделаны (по крайне мере первый) под лазерный рез шириной 0.2мм. Если лазерный рез имеет другую толщину то размеры немного уйдут. Когда я эти чертежи резал на ЧПУ то винты 3мм и валы в отверстия не лезли. Туго. Потому что не знал об этом. Надо было всего лишь задать фрезу потоньше.
Кстати я каретки свои переделанные выложил. Можно посмотреть. https://www.thingiverse.com/thing:2706999
У меня до того, что размер не подойдет, пока не доходит 🙂
У меня сразу неправильный называют 8)
Формат файлов для лазерной резки:
К рассмотрению принимаются файлы следующих форматов:
AutoCAD ( *.dxf 2004)
CorelDraw (*.CDR до 14 версии включительно)
Так же могут быть обработаны файлы *.EPS но данный формат не рекомендуется использовать ввиду больших размеров файлов и возможных проблем с масштабом при импорте в программу резки.
Раскладка деталей для лазерной резки:
При подготовке макетов для лазерной резки обратите внимание на требования к раскладке деталей на материал:
Раскладка деталей ведется из расчета исходных размеров листа материала.
Материал для лазерной резки продается кратно 1/2 листа т.е (1500мм х 2000 мм). За исключением спец. предложений по продаже материала. и малоразмерных деталей которые можно изготовить из обрезков имеющихся в наличии (наличие обрезов уточняйте у менеджеров).
Макет для лазерной резки подразумевает собой контур исходного листа материала со вписанными в него деталями.
Масштаб чертежа 1:1
Габаритные размеры листа до 1525мм х 2500 мм
Размер рабочего поля станка (например) 1470 мм х 2470 мм
Расстояния между деталями не менее 2 мм
Расстояния от края материала до блока деталей не менее 10 мм
Для избежания ошибок с масштабом можно образмерить одну из деталей
САПР для инженера
Блог Михайлова Андрея о приемах работы и хитростях в САПР
Страницы
четверг, 21 августа 2014 г.
Готовим файл DWG для передачи на станок с ЧПУ
Управляющие программы для станков создаются в специальных CAM-программах, которые могут быть отдельными приложениями или встраиваться прямо в среду CAD-системы. При этом большинство CAM-программ поддерживают импорт векторной графики в формате DXF.

Наша задача — подготовить чертеж AutoCAD таким образом, чтобы при его интерпретации в CAM-системе не возникло проблем. За последние несколько лет приходится делать это практически каждый день, поэтому решил поделиться своим опытом.
Последовательность подготовки файла необязательна должна быть такая, как представлена здесь. Но будьте внимательны — если вы сначала удалите все ненужные слои и прочие объекты, а потом займетесь расчленением блоков, то можете получить лишние объекты в чертеже. Также всегда следует учитывать требования и технологические возможности/ограничения станка.
1. Почистите файл
Как очистить файл подробно описано мной в посте Как почистить пришедший к вам файл DWG?
2. Перенесите все из пространства листа в пространство модели
3. Удалите из чертежа неподходящие элементы
Описание:
CAM-программы и станки НЕ МОГУТ работать с точками, блоками, областями, OLE-объектами, 3D-полилиниями, формами и пр. Избавьтесь от них.
Решение:
- Для нахождения в чертеже объектов используйте команду Быстрый выбор (БВЫБОР или _QSELECT)
- Если в чертеже не видно точек, то смените их вид командой ДИАЛТТОЧ (_DDPTYPE), теперь можно их легко найти и удалить
- Блоки и области разбейте командой Расчленить (РАСЧЛЕНИТЬ или _EXPLODE)
- OLE-объекты, по возможности, преобразуйте в нативные объекты AutoCAD, используя команды Преобразовать (ОЛЕПРЕОБР или _OLECONVERT). При невозможности конвертации откройте OLE-объект в «родном» для него приложении (ОЛЕОТКРЫТЬ или _OLEOPEN), скопируйте в нем необходимые данные и вставьте в AutoCAD с помощью команды Специальная вставка (ВСТСПЕЦ или _PASTESPEC). Подробнее о специальной вставке писал здесь.
- 3D-полилинию преобразовать в плоскую полилинию не так просто. Несмотря на то, что CAM-системы очень «любят» полилинии, в случае с 3D-полилинией ее лучше разбить на отрезки с помощью команды Расчленить (см. выше). Полученные отрезки сделать плоскими (см. пункт 4). Подробнее о преобразовании полилиний здесь.
- Для избавления от форм используйте команду ОЧИСТИТЬ (_PURGE)
4. Сделайте чертеж плоским
Если вы проектируете развертку в 3D с помощью команд построения тел из листовых металлов, то чертеж развертки вы получите проецированием трехмерной развертки. Во избежание недоразумений проверьте, плоский ли ваш чертеж, повернув его с помощью трехмерной орбиты или видового куба. Если чертеж неплоский, то преобразуйте его в набор 2D-объектов.
Решение:
Используйте команду FLATTEN из состава пакета Express Tools. При использовании инструмента FLATTEN создается 2D-представление выбранных объектов, которые проецируются на текущую плоскость вида.
Кроме того, можно выбрать все геометрические объекты и с помощью окна Свойства задать значение координаты Z равным 0.
ВАЖНО! Если в чертеже присутствуют 3D-полилинии, то команда FLATTEN сделает их плоскими, но тип объекта не изменит. Именно поэтому 3D-полилинии нужно разбивать на отрезки, а отрезкам уже задавать значение координаты Z=0.
5. Избавьтесь от двойных и наложенных линий
Используйте команду ПОДЧИСТИТЬ (_OVERKILL) для удаления дублирующихся или перекрывающихся линий, дуг и полилиний. Кроме того, команда объединяет частично перекрывающиеся или смежные элементы.
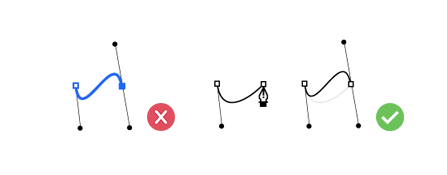
6. Преобразуйте сплайны и эллипсы в полилинии
- Для преобразования сплайнов в полилинии используйте команду РЕДСПЛАЙН (_SPLINESEDIT). Подробно об этом я писал в этом посте.
- Эллипсы преобразуйте в полилинии, дуги или отрезки. Подробнее в посте «Преобразование эллипса в полилинию или группу дуг в AutoCAD».
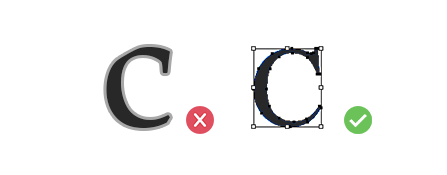
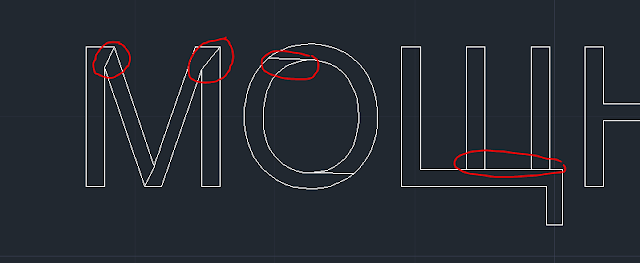
7. Преобразуйте все текстовые надписи в кривые
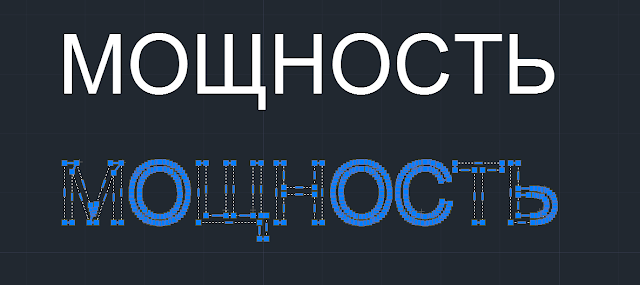
Обратите внимание на особенность преобразования текстов, выполненных шрифтам TrueType — при преобразовании могут образовываться лишние элементы (артефакты), удалите их вручную
8. Чертеж должен быть в реальном масштабе 1:1
9. Перенесите все в один слой
10. Никаких других типов линий, кроме сплошной
11. Все примитивы должны быть нулевой толщиной линии
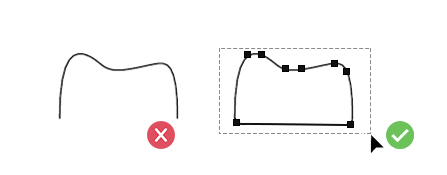
12. Все контуры должны быть замкнуты
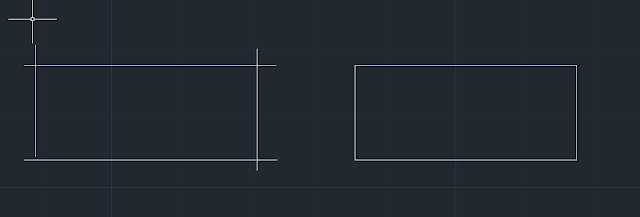
Решение:
Замкнуть отрезки в единую замкнутую полилинию можно с помощью команды редактирования полилиний ПОЛРЕД (_PEDIT). Для этого запустите команду, выберите опцию Несколько, укажите объекты, которые нужно объединить в единый контур, подтвердите, что их нужно преобразовать в полилинии, выберите опцию Добавить и введите значение допуска (допуск должен быть больше, чем максимальный размер разрыва или хвоста в контуре).
Для замыкания или подрезки единичных пар отрезков удобно использовать команду Сопряжение (_Fillet). Запустите команду, зажмите клавишу Shift и укажите два объекта — система их замкнет. При этом не важно, какое значение радиуса сопряжения установлено в команде — зажатая клавиша Shift временно переопределяет радиус на нулевое значение.
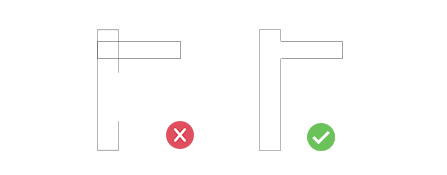
13. Избегайте острых углов
Описание:
Процесс лазерной резки определяется тремя параметрами (в грубом приближении) — мощность лазера, плотность потока излучения и скорость резки. В процессе резки при резкой смене траектории движения (например, два отрезка под острым углом) режущей головке приходится замедляться и останавливаться, только затем менять траекторию движения и снова ускоряться. Если в этот момент мощность и плотность потока останутся неизменными, то качестве реза ухудшится, материал «пережигается», возникают зарезы, оплавления материала и пр.
Все это относится к станкам, в которых лазер работает в постоянном режиме. Если станок работает с импульсным режимом резки, то технолог при создании стратегии обработки может уменьшать мощность лазера на «проблемных» участках, в этом случае избавляться от острых углов в траектории резки необязательно.
Решение:
Необходимо избегать острых углов. Скруглите все острые углы дугой малого радиуса, в этом случае режущей головке станка не придется останавливаться для смены направления движения, и в результате получится одинаковый по качеству рез на протяжении всей траектории. Радиус дуги должен быть не менее ширины реза, который для станков лазерной резки составляет 0,2. 0,3 мм, но не слишком большим, чтобы не нарушить функциональные и геометрические характеристики детали.

14. Избегайте слишком мелких объектов
При разработке детали всегда учитывайте технологические требования и параметры, которые есть у каждого станка. Так, например, если вы планируете сделать гравировку, то помните, что минимальный размер символа текста – 1х1 мм. Толщина реза лазером составляет от 0,2. 0,3 мм, это также нужно учитывать при построении разверток и контуров с мелкими элементами.
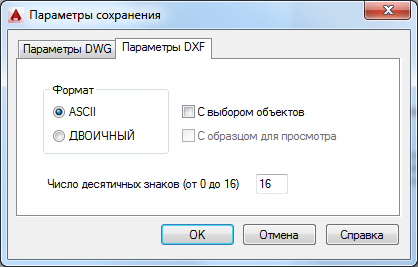
15. Экспортируйте файл в формат DXF
Для экспорта используйте команду Сохранить как. При выборе версии формата DXF необходимо руководствоваться требованиями, которые есть у CAM-модуля — какую версию он сможет импортировать
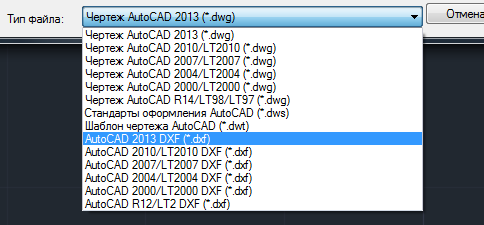
Обратите внимание, что файл DXF можно экспортировать в двоичном или ASCII формате (по умолчанию включен ASCII). Переключить формат можно в окне Параметры сохранения
Заключение
Хотел бы еще раз подчеркнуть, что выполнение всех пунктов совсем не является обязательным, в каждом случае нужно руководствоваться требованиями CAM-программы, в которой будет готовиться программа, технологическими возможностями станка и стойки его управления.