

С какой целью в микрометре используется трещотка
Микрометрические инструменты
Микрометрические инструменты широко применяют для контроля наружных и внутренних размеров, глубин пазов и отверстий.
Измерение микрометрическими инструментами осуществляется методами непосредственной оценки, т.е. результаты измерений непосредственно считываются со шкалы инструмента. Принцип действия этих инструментов основан на использовании пары винт-гайка, преобразующей вращательное движение винта в поступательное движение его торца (пятки).
К группе микрометрических инструментов относятся микрометры для измерения наружных размеров, микрометрические нутромеры для измерения диаметров отверстий и ширины пазов, микрометрические глубиномеры для измерения глубины отверстий и пазов и высоты уступов.
Микрометрические инструменты независимо от их конструкции состоят из корпуса и микрометрической головки, являющейся основной частью микрометрических инструментов. В зависимости от пределов измеряемых размеров микрометрические головки могут иметь различную конструкцию.
На рисунке 15,а показана микрометрическая головка, которую устанавливают на микрометрические инструменты с верхним пределом измерения до 100 мм. Микрометрический винт 1 проходит через гладкое направляющее отверстие стебля 2 и ввинчивается в разрезную микрогайку 4. Микрогайку 4, имеющую три радиальных прореза, стягивают гайкой 5. Регулирование среднего диаметра резьбы микрогайки 4 для устранения зазора в винтовой паре осуществляют гайкой 5.
На микрометрическом винте 7 при помощи накидного колпачка 6 закреплен барабан 3. Палец 9, помещенный в глухое отверстие колпачка, прижимается пружиной 10 к зубчатой поверхности трещотки 7. Трещотка крепится на колпачке при помощи винта 8. При вращении трещотка передает микровинту через палец вращательный момент, обеспечивающий измерительное усилие 5-9 Н. Если измерительное усилие больше, то трещотка проворачивается с характерными щелчками. Винт 12 ввинчивается во втулку 77 и фиксирует микровинт в требуемом положении.
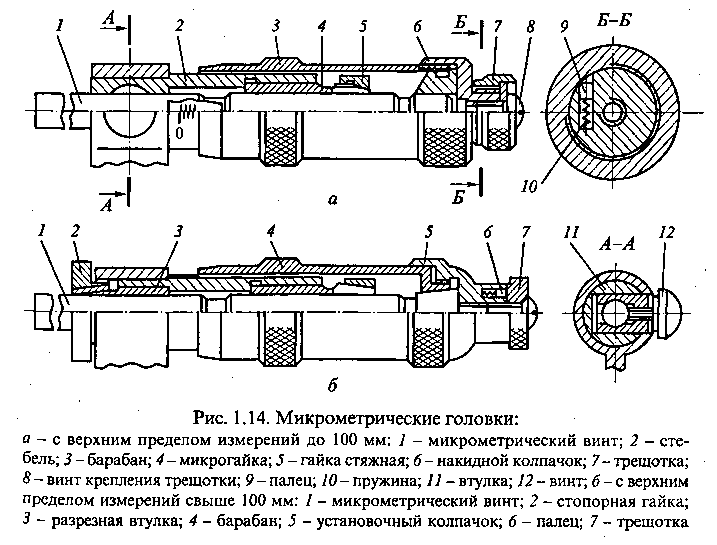
а – с верхним пределом измерений до 100 мм: 1 – микрометрический винт; 2 – стебель; 3 – барабан; 4 – микрогайка; 5 – гайка стяжная; 6 – колпачок накидной; 7 – трещотка; 8 – винт крепления трещотки; 9 – палец; 10 – пружина; 11 — втулка; 12 – винт; б – с верхним пределом измерений свыше 100 мм: 1 — микрометрический винт; 2 – гайка стопорная; 3 втулка разрезная; 4 – барабан; 5 — колпачок установочный; 6 – палец; 7 – трещотка
Рисунок 15 – Микрометрические головки
Микрометрические головки для микрометрических инструментов с пределами измерений свыше 100 мм имеют несколько иное устройство (рисунок 15, б). Микровинт 7 стопорится гайкой 2, которая зажимает разрезную втулку 3. Барабан 4 закрепляется установочным колпачком 5 на конусной поверхности микровинта. Палец 6 прижимается к торцевой зубчатой поверхности трещотки 7.
Показания со шкалы микрометра считывают следующим образом (рисунок 16):
• по основной шкале, расположенной на стебле микрометрической головки, считывает целые миллиметры и половины миллиметров, размер определяют по штриху основной шкалы, видному из-под скоса барабана;
• по круговой шкале барабана определяют сотые доли миллиметра по штриху шкалы барабана, совпадающему с продольным штрихом основной шкалы;
• к показаниям, считанным по основной шкале, прибавляют показания, считанные со шкалы барабана. Полученная сумма и будет являться размером проверяемой детали.

Рисунок 16 – Отсчет показаний по шкале микрометра
Микрометрические инструменты основаны на применении микрометрических винтовых пар. Их конструкции весьма разнообразны. Рассмотрим только микрометры общего применения.
Гладкие микрометры МК с пределом измерений 25 мм предназначены для измерения наружных размеров деталей (рисунок 17, а). К основным деталям и узлам гладкого микрометра относятся скоба 7, пятка 2, микровинт 4, стопор 5 винта, стебель 6, барабан 7 и трещотка 8.

а – устройство: 1 – скоба; 2 – пятка; 3 – установочная мера; 4 – микровинт; 5 – стопор; 6 – стебель; 7 – барабан; 8 – трещотка; б – сменная пятка: 1, 2 – гайка; 3 – пятка; в – регулируемая пятка: 1 – фиксатор, 2 – пятка
Рисунок 17 – Гладкий микрометр МК
На стебле 6 вдоль продольного штриха нанесена основная шкала. Цена деления основной шкалы 0,5 мм, а предел ее измерений -25 мм. Для удобства отсчета четные штрихи шкалы, имеющие целые значения размера, отложены снизу продольного штриха. На коническом срезе барабана 7 нанесено 50 делений круговой шкалы с ценой деления 0,01 мм.
При измерениях изделия помещают без перекоса между пяткой и микровинтом. Вращая барабан за трещотку до тех пор, пока она не начнет проворачиваться, плотно прижимают измерительные поверхности к поверхностям детали.
Пределы измерения микрометров зависят от размера скобы и составляют 0-25; 25-50; 275-300; 300-400; 400-500; 500-600 мм. Микрометры для размеров более 300 мм оснащены сменными (рисунок 17, б) или регулируемыми (рисунок 17, в) пятками, обеспечивающими диапазон измерений 100 мм. Регулируемые пятки 2 крепятся в заданном положении фиксаторами 7 (рисунок 17, в), а сменные пятки 3 — гайками 7 и 2 (рисунок 17, б). Перед измерениями микрометры устанавливают в исходное (нулевое) положение, при котором пятка и микровинт прижаты друг к другу или к поверхности установочных мер 3 (рисунок 17, а) под действием силы, ограниченной трещоткой.
При измерении микрометром необходимо придерживаться следующих основных правил:
• убедиться в правильности выбора микрометра в зависимости от размера детали (пределы измерения указаны на скобе микрометра);
• проверить плавность вращения микрометрического винта;
• убедиться в точности установки микрометра на ноль (при полном, без просвета, соприкосновении пятки скобы и торца микрометрического винта нулевые штрихи на стебле и конической части барабана должны совпадать, при этом прощелкивает механизм трещотки);
• при измерении прочно удерживать микрометр за скобу, плотно, без перекосов, сопрягая измерительные поверхности микрометpa с поверхностями детали, размер между которыми измеряется, вращать микрометрический винт до прощелкивания механизма трещотки.
Основанием микрометрического глубиномера (рисунок 18) является поперечина 7, в которую запрессован стебель 4 с основной шкалой и гайкой микрометрического винта. В гайку ввинчивается микрометрический винт, на котором установлен барабан. Вращение винта осуществляется при помощи трещотки или фрикционной передачи (передачи вращательного движения за счет трения двух сопрягаемых поверхностей), которая проворачивается вхолостую, когда измерительное усилие достигает определенной величины.

5 – стопорный винт;
6 – сменный стержень;
7 – проверяемая деталь
Рисунок 18 – Микрометрический глубиномер
При вращении барабана 2 при помощи трещотки 3 вместе с ним вращается и микрометрический винт, ввинчиваясь в микрометрическую гайку. В торце микровинта выполнено отверстие, в которое вставляют сменные измерительные стержни 6. Микрометрические глубиномеры обеспечивают диапазоны измерений 0-25; 25-50; 50-75; 75-100. Изменение диапазона измерений микрометрического глубиномера осуществляется за счет замены сменных стержней 6.
Измерения микрометрическим глубиномером необходимо выполнять в следующей последовательности:
• установить в отверстие микрометрического винта измерительный стержень, длина которого должна соответствовать глубине отверстия;
• установить микрометрический глубиномер на ноль;
• установить основание поперечины на базовую поверхность, относительно которой будут производиться измерения, и слегка притереть;
• вращая микрометрический винт, переместить измерительный стержень вниз до упора;
• зафиксировать положение микрометрического винта при помощи стопорного винта 5 и считать размер.
Микрометрический нутромер (рисунок 19) состоит из двух основных частей — микрометрической головки (рисунок 19, а) и удлинителя (рисунок 19, б).
Микрометрическая головка была подробно описана ранее.
Микрометрические нутромеры выпускают в виде набора микрометрических головок с наконечниками и комплектом удлинителей. Установка микрометрического нутромера на ноль осуществляется с помощью специальной мини-скобы, входящей в комплект нутромера (рисунок 19, в).
Пределы измерений при использовании микрометрических головок без удлинителей составляют 50-63 и 75-88 мм, а с удлинителями — 50-75; 75-175; 75-600 мм.
При измерении нутромером необходимо:
 • вводить микрометрический нутромер в отверстие так, чтобы его ось находилась в диаметральной плоскости этого отверстия и была перпендикулярна к его стенкам;
• вводить микрометрический нутромер в отверстие так, чтобы его ось находилась в диаметральной плоскости этого отверстия и была перпендикулярна к его стенкам;
• извлекать нутромер из отверстия только при застопоренном положении микрометрического винта.
а – микрометрическая головка;
Рисунок 19 – Микрометрический нутромер
188.64.169.166 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
О клинических исследованиях
Что такое клинические исследования и зачем они нужны? Это исследования, в которых принимают участие люди (добровольцы) и в ходе которых учёные выясняют, является ли новый препарат, способ лечения или медицинский прибор более эффективным и безопасным для здоровья человека, чем уже существующие.
Главная цель клинического исследования — найти лучший способ профилактики, диагностики и лечения того или иного заболевания. Проводить клинические исследования необходимо, чтобы развивать медицину, повышать качество жизни людей и чтобы новое лечение стало доступным для каждого человека.
Как их проводят?
У каждого исследования бывает четыре этапа (фазы):
I фаза — исследователи впервые тестируют препарат или метод лечения с участием небольшой группы людей (20—80 человек). Цель этого этапа — узнать, насколько препарат или способ лечения безопасен, и выявить побочные эффекты. На этом этапе могут участвуют как здоровые люди, так и люди с подходящим заболеванием. Чтобы приступить к I фазе клинического исследования, учёные несколько лет проводили сотни других тестов, в том числе на безопасность, с участием лабораторных животных, чей обмен веществ максимально приближен к человеческому;
II фаза — исследователи назначают препарат или метод лечения большей группе людей (100—300 человек), чтобы определить его эффективность и продолжать изучать безопасность. На этом этапе участвуют люди с подходящим заболеванием;
III фаза — исследователи предоставляют препарат или метод лечения значительным группам людей (1000—3000 человек), чтобы подтвердить его эффективность, сравнить с золотым стандартом (или плацебо) и собрать дополнительную информацию, которая позволит его безопасно использовать. Иногда на этом этапе выявляют другие, редко возникающие побочные эффекты. Здесь также участвуют люди с подходящим заболеванием. Если III фаза проходит успешно, препарат регистрируют в Минздраве и врачи получают возможность назначать его;
IV фаза — исследователи продолжают отслеживать информацию о безопасности, эффективности, побочных эффектах и оптимальном использовании препарата после того, как его зарегистрировали и он стал доступен всем пациентам.
Считается, что наиболее точные результаты дает метод исследования, когда ни врач, ни участник не знают, какой препарат — новый или существующий — принимает пациент. Такое исследование называют «двойным слепым». Так делают, чтобы врачи интуитивно не влияли на распределение пациентов. Если о препарате не знает только участник, исследование называется «простым слепым».
Чтобы провести клиническое исследование (особенно это касается «слепого» исследования), врачи могут использовать такой приём, как рандомизация — случайное распределение участников исследования по группам (новый препарат и существующий или плацебо). Такой метод необходим, что минимизировать субъективность при распределении пациентов. Поэтому обычно эту процедуру проводят с помощью специальной компьютерной программы.
Преимущества и риски для участников. Плюсы
- бесплатный доступ к новым методам лечения прежде, чем они начнут широко применяться;
- качественный уход, который, как правило, значительно превосходит тот, что доступен в рутинной практике;
- участие в развитии медицины и поиске новых эффективных методов лечения, что может оказаться полезным не только для вас, но и для других пациентов, среди которых могут оказаться члены семьи;
- иногда врачи продолжают наблюдать и оказывать помощь и после окончания исследования.
При этом, принимая решение об участии в клиническом исследования, нужно понимать, что:
- новый препарат или метод лечения не всегда лучше, чем уже существующий;
- даже если новый препарат или метод лечения эффективен для других участников, он может не подойти лично вам;
- новый препарат или метод лечения может иметь неожиданные побочные эффекты.
Главные отличия клинических исследований от некоторых других научных методов: добровольность и безопасность. Люди самостоятельно (в отличие от кроликов) решают вопрос об участии. Каждый потенциальный участник узнаёт о процессе клинического исследования во всех подробностях из информационного листка — документа, который описывает задачи, методологию, процедуры и другие детали исследования. Более того, в любой момент можно отказаться от участия в исследовании, вне зависимости от причин.
Обычно участники клинических исследований защищены лучше, чем обычные пациенты. Побочные эффекты могут проявиться и во время исследования, и во время стандартного лечения. Но в первом случае человек получает дополнительную страховку и, как правило, более качественные процедуры, чем в обычной практике.
Клинические исследования — это далеко не первые тестирования нового препарата или метода лечения. Перед ними идёт этап серьёзных доклинических, лабораторных испытаний. Средства, которые успешно его прошли, то есть показали высокую эффективность и безопасность, идут дальше — на проверку к людям. Но и это не всё.
Сначала компания должна пройти этическую экспертизу и получить разрешение Минздрава РФ на проведение клинических исследований. Комитет по этике — куда входят независимые эксперты — проверяет, соответствует ли протокол исследования этическим нормам, выясняет, достаточно ли защищены участники исследования, оценивает квалификацию врачей, которые будут его проводить. Во время самого исследования состояние здоровья пациентов тщательно контролируют врачи, и если оно ухудшится, человек прекратит своё участие, и ему окажут медицинскую помощь. Несмотря на важность исследований для развития медицины и поиска эффективных средств для лечения заболеваний, для врачей и организаторов состояние и безопасность пациентов — самое важное.
Потому что проверить его эффективность и безопасность по-другому, увы, нельзя. Моделирование и исследования на животных не дают полную информацию: например, препарат может влиять на животное и человека по-разному. Все использующиеся научные методы, доклинические испытания и клинические исследования направлены на то, чтобы выявить самый эффективный и самый безопасный препарат или метод. И почти все лекарства, которыми люди пользуются, особенно в течение последних 20 лет, прошли точно такие же клинические исследования.
Если человек страдает серьёзным, например, онкологическим, заболеванием, он может попасть в группу плацебо только если на момент исследования нет других, уже доказавших свою эффективность препаратов или методов лечения. При этом нет уверенности в том, что новый препарат окажется лучше и безопаснее плацебо.
Согласно Хельсинской декларации, организаторы исследований должны предпринять максимум усилий, чтобы избежать использования плацебо. Несмотря на то что сравнение нового препарата с плацебо считается одним из самых действенных и самых быстрых способов доказать эффективность первого, учёные прибегают к плацебо только в двух случаях, когда: нет другого стандартного препарата или метода лечения с уже доказанной эффективностью; есть научно обоснованные причины применения плацебо. При этом здоровье человека в обеих ситуациях не должно подвергаться риску. И перед стартом клинического исследования каждого участника проинформируют об использовании плацебо.
Обычно оплачивают участие в I фазе исследований — и только здоровым людям. Очевидно, что они не заинтересованы в новом препарате с точки зрения улучшения своего здоровья, поэтому деньги становятся для них неплохой мотивацией. Участие во II и III фазах клинического исследования не оплачивают — так делают, чтобы в этом случае деньги как раз не были мотивацией, чтобы человек смог трезво оценить всю возможную пользу и риски, связанные с участием в клиническом исследовании. Но иногда организаторы клинических исследований покрывают расходы на дорогу.
Если вы решили принять участие в исследовании, обсудите это со своим лечащим врачом. Он может рассказать, как правильно выбрать исследование и на что обратить внимание, или даже подскажет конкретное исследование.
Клинические исследования, одобренные на проведение, можно найти в реестре Минздрава РФ и на международном информационном ресурсе www.clinicaltrials.gov.
Обращайте внимание на международные многоцентровые исследования — это исследования, в ходе которых препарат тестируют не только в России, но и в других странах. Они проводятся в соответствии с международными стандартами и единым для всех протоколом.
После того как вы нашли подходящее клиническое исследование и связались с его организатором, прочитайте информационный листок и не стесняйтесь задавать вопросы. Например, вы можете спросить, какая цель у исследования, кто является спонсором исследования, какие лекарства или приборы будут задействованы, являются ли какие-либо процедуры болезненными, какие есть возможные риски и побочные эффекты, как это испытание повлияет на вашу повседневную жизнь, как долго будет длиться исследование, кто будет следить за вашим состоянием. По ходу общения вы поймёте, сможете ли довериться этим людям.
Если остались вопросы — спрашивайте в комментариях.
Как правильно пользоваться микрометрами?
 Время от времени каждый домашний мастер сталкивается с необходимостью проведения точных измерений миниатюрных различных деталей. И в такой ситуации добиться высокого класса точности обычной линейкой или штангенциркулем не удастся. Для проведения точных замеров используется специальный микрометр – универсальное устройство, позволяющее определять размеры деталей с точностью до двухтысячных миллиметра.
Время от времени каждый домашний мастер сталкивается с необходимостью проведения точных измерений миниатюрных различных деталей. И в такой ситуации добиться высокого класса точности обычной линейкой или штангенциркулем не удастся. Для проведения точных замеров используется специальный микрометр – универсальное устройство, позволяющее определять размеры деталей с точностью до двухтысячных миллиметра.
В зависимости от особенностей исполнения таких измерительных инструментов они делятся на приборы механического и электронного типа. В быту обычно используется механический микрометрический винт с особенностями использования и конструкции которого, мы и попытаемся разобраться максимально подробно.
Конструктивное устройство микрометра
Гладкий микрометр, который чаще всего используется в быту, состоит из следующих конструктивных элементов:
-
 Скобы, которая должна иметь высокую жёсткость, так как при её малейшей деформации происходит изменение точности прибора, что приводит к появлению погрешности в измерениях.
Скобы, которая должна иметь высокую жёсткость, так как при её малейшей деформации происходит изменение точности прибора, что приводит к появлению погрешности в измерениях. - Пятки, которая может запрессовываться в корпус, а может иметь съёмную конструкцию. При этом последний вариант используется в приборах, имеющих большой измерительный диапазон.
- Микрометрического винта, перемещающегося в процессе вращения трещотки.
- Стопорного устройства, которое выполняется в виде зажима винтовой конструкции. Такой элемент используется с целью фиксации микрометра в процессе проведения настроек инструмента или непосредственном снятии показаний.
- Стебля, на котором наносятся шкалы – основная с нумерацией целых частей миллиметров и добавочная измеряющая половины миллиметров.
- Барабана, который предназначен для измерения десятых и сотых долей миллиметра. Также торцевая часть барабанного механизма используется в качестве указателя на шкале стебля.
- Эталона, предназначенного для проведения проверок настройки микрометра. Однако данный элемент предусмотрен не для всех приборов.
Чтобы не допустить возможность повреждения измеряемых изделий, особенно если они имеют резьбу, при большом усилии в процессе затягивания винта используют специальную трещотку.
Как пользоваться микрометрами?
 Рабочие части измерительного прибора разводятся на расстояние, немного большое размеров измеряемого предмета. В противном случае на детали могут оставаться глубокие царапины. В первую очередь — это обусловлено тем, что в изготовлении торцевых частей пятки и микрометрического винта используются материалы с повышенной степенью твёрдости с целью недопущения преждевременного истирания.
Рабочие части измерительного прибора разводятся на расстояние, немного большое размеров измеряемого предмета. В противном случае на детали могут оставаться глубокие царапины. В первую очередь — это обусловлено тем, что в изготовлении торцевых частей пятки и микрометрического винта используются материалы с повышенной степенью твёрдости с целью недопущения преждевременного истирания.
Пятка чуть-чуть прижимается к поверхности детали и выполняется вращение микрометрического винта при помощи специальной трещотки до момента его соприкосновения с поверхностью измеряемого предмета. Трещотку используют с целью контроля усилий натяжения – обычно выполняется зажим винта до 2–4 щелчков трещотки. Микрометрический винт фиксируется при помощи стопорного механизма, для того чтобы не произошло изменений показаний, во время считывания данных, полученных на шкале.
Во время использования микрометра он должен удерживаться за скобу таким образом, чтобы шкала на стебле была хорошо видна и снятие замеров ничем не затруднялось.
В процессе измерения круглых заготовок, поверхности прибора должны располагаться в диаметрально противоположных частях детали. При этом, с одной стороны, прижимают пятку, а вращение трещотки микрометрического винта происходит с постоянным контролем и выравниванием прибора в нескольких направлениях – осевое и радиальное. После измерений нужно выполнить проверку инструмента по эталону.
Для вычисления размеров измеряемой детали складывают показания снятые с каждой шкалы: двух разметок на стебле и одной барабанном механизме. Верхняя часть шкалы на стебле предназначена для получения данных в мм. В свою очередь, нижняя шкала, предназначена для снятия половины миллиметра, при этом в случае её смещения в правую сторону к основному значению добавляют 0,5 мм. Ну и в заключение добавляются данные снятые со шкалы на барабане. Одна метка шкалы на барабанном механизме соответствует показанию в 0,01 мм.
Контроль точности и настроек прибора
Проверка нулевого показания любого измерительного прибора, в том числе и микрометра, должна выполняться каждый раз перед проведением любых измерений, и в случае обнаружения погрешности производится настройка. Процесс настройки микрометра состоит из следующих мероприятий:
-
 Проверяется, насколько жёстко закреплена пятка и стебель микрометрического винта в скобе. Все части инструмента протираются мягкой, а, главное, чистой ветошью.
Проверяется, насколько жёстко закреплена пятка и стебель микрометрического винта в скобе. Все части инструмента протираются мягкой, а, главное, чистой ветошью. - Выполняется проверка нулевых показаний микрометра. С этой целью на большинстве инструментов между собой соединяются микрометрический винт и поверхностная часть пятки с усилием в несколько щелчков трещотки (от 3 до 5). В случае правильной настройки инструмента на всех его шакалах будет показан ноль.
С целью проверки микрометра, диапазон измерений которого колеблется от 25 до 75 мм и больше используется соответствующий для него эталон с точным фиксированным размером. Эталон, очищенный от любых видов загрязнений, зажимается между рабочими поверхностями прибора без перекоса с небольшим усилием в пару щелчков трещотки. Полученные данные сравниваются с установленными параметрами и в случае обнаружения погрешности выполняется настройка измерительного инструмента.
Выставление нуля микрометра
С целью настройки нулевых показаний выполняется фиксация микрометрического винта с помощью стопорного механизма таким образом, чтобы концевая мера находилась в зажатом положении, а измерительные поверхности были соединены.
Отсоединяется барабанный механизм от микрометрического винта. С этой целью одной рукой придерживают барабан, а другой отвинчивается трещотка приблизительно на пол-оборота. Существуют приборы, в которых микрометрический винт соединяется с барабаном, гайкой или винтом, тогда для их разъединения используют соответствующий инструмент – ключ, поставляемый в комплекте.
Нулевая метка на барабане сопоставляется с продольной меткой на стебле. Затем выполняется подсоединение микрометрического винта с барабанным механизмом и проводится повторная проверка. При необходимости процедура повторяется.
Как видно, разобраться, как пользоваться микрометрами, не так и сложно. Главное, не допускать перекосов при зажатии измеряемой детали и постоянно проверять прибор на правильность показаний с помощью эталона, и тогда все замеры будут проведены быстро, легко, а, главное, без погрешностей.
Микрометрические инструменты. Микрометр.
Для точного измерения наружных и внутренних диаметров, толщин и глубин применяются микрометрические инструменты. К ним относятся: микрометры различных конструкций и назначения, микрометрические нутромеры и микрометрические глубиномеры. Все типы микрометрических инструментов работают по принципу использования взаимного перемещения винта и гайки. Наибольшее распространение имеют микрометры. Они выпускаются следующих типов: микрометры гладкие обыкновенные, микрометры с плоскими вставками, микрометры рычажные, микрометры резьбовые. Все микрометрические инструменты имеют точность отсчета 0,01 мм.
Микрометры гладкие предназначены для измерения наружных размеров и длин гладких деталей. Согласно стандарту микрометры выпускаются со следующими пределами измерений: 0—25, 25—50, 50—75, 75—100 и далее через 25 мм до 275—300 мм, а затем 300—400, 400—500 и 500—600 мм.
У всех микрометров максимальное перемещение микрометрического винта составляет 25 мм, что способствует сохранению необходимой точности. При более длинных винтах точность была бы ниже вследствие накопления ошибок при изготовлении винта. У трех последних типов микрометров с разницей в пределах измерения в 100 мм ход винта также равен 25 мм, а увеличение пределов измерений достигается за счет применения сменных пяток.
Рис. 18. Микрометр

Микрометр (рис. 18) состоит из скобы 1, в которую запрессованы с одной стороны неподвижная пятка 2, с другой — стебель 5. Стебель имеет внутри нарезку, в которую ввинчивается микрометрический винт 3. Винт неподвижно скреплен с барабаном 6, к торцу которого привернут корпус трещотки 7. При вращении трещотки вращается барабан и микрометрический винт. Трещотка служит для обеспечения постоянной величины зажатия измеряемых деталей и, следовательно, точности измерения. Закрепление винта в определенном положении производится стопором 4.
На стебле вдоль его оси нанесена черта, по обе стороны которой расположена шкала, где с одной стороны указаны целые миллиметры, с Другой стороны — полумиллиметры. На конической части барабана нанесена круговая шкала, имеющая 50 делений. Шаг микрометрического винта равен 0,5 мм, т. е. за один оборот винт перемещается на 0,5 мм, а при повороте на одно деление барабана продольное перемещен ние составит 0,5 : 50 = 0,01 мм. Отсчет размеров производится по шкале на стебле (целые миллиметры и полумиллиметры) и пошкале на барабане (сотые доли миллиметра). Считаются те деления на стебле, которые находятся слева от скошенного края барабана, и то деление на барабане, которое совпадает с продольной чертой на стебле.
Перед проведением замеров проверяют нулевые положения микрометра. Для этого при помощи трещотки перемещают микрометрический винт до соприкосновения его с неподвижной пяткой при пределах измерения 0—25 мм или с установочной мерой при других пределах измерения. Размер установочной меры должен быть равен нижнему пределу измерения микрометра. При этом у исправного микрометра должны совпадать нулевой штрих барабана с продольной чертой стебля, а кромка барабана — с нулевым штрихом шкалы стебля.
Микрометрический нутромер (штихмасс) применяется для измерений внутренних размеров отверстий, пазов, скоб. Он выпускается с пределами измерений 50—75, 75—175, 75—600, 150— 1250, 860—2500, 1520—4000 мм. Увеличение предела измерений производится за счет применения удлинителей. Микрометрический нутромер состоит из микрометрической головки с измерительными наконечниками и комплекта удлинителей. Нутромер отличается от микрометра отсутствием скобы и трещотки, а также некоторыми конструктивными особенностями. Микрометрический глубиномер используется для точного измерения глубины отверстий, пазов, канавок, выточек. Он выпускается с пределами измерений 0—25, 0—50, 0—100 мм. Точность отсчета 0,01 мм. Максимальный ход микрометрического винта 25 мм. Расширение пределов измерений достигается применением сменных стержней.
Метрология
Микрометры
Микрометрические инструменты
К микрометрическим инструментам относятся гладкие микрометры, микрометрические нутромеры, глубиномеры, а также рычажные микрометры, которые предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и т. д.
Принцип действия этих инструментов основан на использовании винтовой пары (винт-гайка) для преобразования вращательного движения микровинта в поступательное перемещение.
Цена деления таких инструментов 0,01 мм.

Классическая конструкция микрометра включает скобу с запрессованной неподвижной пяткой и стеблем (иногда стебель присоединяют к скобе резьбой) . Внутри стебля с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой – гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения микровинта.
На винт насажен барабан, соединенный с трещоткой. Трещотка имеет на торце односторонние зубья, к которым пружиной прижимается штифт, обеспечивающий постоянное усилие измерения. Стопорное устройство служит для закрепления винта в нужном положении.
Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной и круговой. Продольная шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряжа штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта.
Круговая шкала обычно имеет 50 делений (при шаге винта Р = 0,5 мм) .
По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой шкале – десятые и сотые доли миллиметра.
Конструкция микрометра впервые была запатентована французским изобретателем Жаном Лораном Палмером в 1848 году под названием «круговой штангенциркуль с круговым нониусом». Однако серийное производство микрометров началось лишь через несколько лет, — после посещения двумя американскими инженерами Д. Брауном и Л. Шарле Парижской выставки, где они увидели изобретение Ж. Палмера и организовали его серийным выпуск.
Микрометры – очень популярный инструмент для измерения наружных диаметров, толщин и т.п. Благодаря простой конструкции, удобству в обращении, быстроте в работе и достаточно высокой точности измерений, они – самые употребляемые цеховые инструменты для линейных измерений. Каждый станочник, слесарь, технолог и конструктор имеет собственный микрометр. Большое разнообразие конструкций, позволяющие измерять самые разные наружные поверхности делают их универсальными инструментами.
Изготавливают микрометры многие зарубежные и отечественные фирмы – Mitutoyo (Япония) , Tesa (Швейцария) , Carl Mahr (Германия) , Челябинский инструментальный завод (ЧИЗ) и Кировский инструментальный завод (КРИН) .

Качество современных микрометров очень высокое. Точный шлифованный винт, беззазорное соединение винта и гайки, твердосплавные торцевые измерительные поверхности обеспечивают плавное перемещение винта без биения торцевой поверхности. Применение нержавеющих сталей и термообработки обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Положительной особенностью микрометров является соблюдение принципа Аббе, что существенно повышает точность измерения.
Современные микрометры, микрометрические инструменты и приборы подразделяются на две группы:
— механические микрометры со штриховой отсчетной шкалой;
— электронные микрометры с цифровым отсчетом.
Согласно ИСО 3611-2010 микрометры со штриховым отсчетом называют микрометрами с аналоговой индикацией, а микрометры с цифровым отсчетом называют микрометрами с цифровой индикацией.
Механический микрометр со штриховым отсчетом
Основным элементом микрометра является микрометрическая винтовая пара. С ее помощью поступательное перемещение измерительной поверхности (торца) микрометрического винта связано с поворотом отсчетного барабана. Один оборот барабана микровинта соответствует перемещению торца микровинта на один шаг резьбы винта. В большинстве конструкций шаг резьбы винта составляет 0,5 мм, а на барабан наносят 50 или 100 делений. Таким образом, цена деления отсчета составляет 0,01 или 0,05 мм. Резьба винта шлифуется на высокоточных станках. Микрометрическая пара в приборах оформлена в виде отдельного узла – микрометрической головки.
Микрометрическая головка входит в состав микрометров различного назначения, нутромеров, глубиномеров, различных стационарных приборов в качестве измерительного узла или узла, задающего точные перемещения, и т. п.
В головке микрометрический винт перемещается совместно с барабаном относительно стебля, жестко соединенного с микрометрической гайкой. Микрометрические головки обычно имеют две шкалы (рис.1): круговую для определения дробных долей оборота и линейную для определения числа полных оборотов микрометрического винта. Линейная шкала и продольный штрих нанесены на наружной поверхности стебля (или на гильзе, одеваемой на стебель) .
Цена деления линейной шкалы равна шагу винта, при шаге 0,5 мм наносятся две части шкалы с длиной деления 1,0 мм, сдвинутые друг относительно друга на 0,5 мм. Общая длина линейной шкалы определяется диапазоном измерительного перемещения микрометрического винта (обычно 25 мм) .
Круговая шкала нанесена на скосе барабана, торец которого является указателем линейной шкалы. Указателем круговой шкалы служит продольный штрих линейной шкалы.
Диаметр барабана выбран таким, чтобы длина деления была около 1 мм. Для отсчитывания дробных долей деления круговой шкалы в некоторых случаях применяют нониус, аналогичный нониусу штангенциркуля со считыванием без параллакса. Цена деления нониуса составляет 0,001 мм. Однако применение нониуса имеет смысл только в том случае, когда отсчитываемые доли деления меньше погрешности микрометрической передачи.
Для стабилизации измерительного усилия предусмотрено специальное устройство (трещотка, или фрикцион) , закрепленное на барабане. С помощью этого устройства на измерительной поверхности микрометрического винта создается усилие, лежащее для большинства случаев применения микрометрических головок в пределах 5-10 Н.
Микрометры являются универсальными инструментами для наружных измерений. Конструкция и метрологические характеристики микрометров определены ISO 3611:2010, DIN 863 и ГОСТ 6207-90.
Микрометр имеют скобу, в которую с одной стороны установлена микрометрическая головка, а с другой пятка, Конструкция микрометров предусматривает стопорное устройство для закрепления микрометрического винта. Измерительными поверхностями у микрометров являются параллельные плоскости торцов микрометрического винта и пятки, обычно имеющие диаметр 8 мм.
Для повышения точности измерений выпускают микрометры с диапазоном измерения до 100 мм с диаметром рабочих поверхностей (стебля и пятки) уменьшают до 6,5 мм. Для повышения износостойкости измерительные поверхности микрометров изготовляют из твердого сплава.
Скобы современных высокоточных микрометров выполняют с теплоизолирующим покрытием, чтобы уменьшить погрешности, вызываемые тепловым расширением при контакте с руками.
Для установки нулевого положения микрометры с нижним пределом измерений от 25 мм комплектуют установочными мерами. Цена деление большинства механических микрометров составляет 0,01 мм.
Выпускают также микрометры с ценой деления 0,05 мм и с нониусом с ценой деления 0,001 мм. Диапазон измерений микрометров до 1500 мм.
Микрометры для измерения диаметров более 500 мм (скобы) делают сварными из труб для облегчения и снабжают теплоизолирующими накладками. Микрометры снабжаются сменными наконечниками с приращением длины 25 мм.
Следует отметить, что измерение микрометрическим инструментами больших диаметров (более 500 мм) очень неудобная операция, требующая опыта и терпения.
Результат такого измерения не надежен.
Электронный микрометр с цифровым отсчетом
Несмотря на повсеместное распространение микрометров с штриховыми шкалами и нониусом, отсчет по двум штриховым шкалам и сложение их результатов неудобен, особенно при плохом зрении и недостаточном освещении. Поэтому появление электронных микрометров с цифровым отсчетом сделало процесс измерения значительно проще и удобнее, а в некоторых случаях и точнее.

Конструктивно электронный микрометр мало отличается от механического микрометра, но вместо штриховых шкал он снабжен инкрементным, как правило, емкостным преобразователем, небольшим электронным устройством и цифровым дисплеем.
Преобразователь аналогичен инкрементному преобразователю, применяемому в штангенциркуле. Он состоит из двух небольших дисковых пластин, на которых размещены изолированные друг от друга электроды. Один диск вращается вместе с винтом, второй неподвижен и удерживается шпонкой, расположенной вдоль винта. Оба диска перемещаются вместе с микровинтом на всю величину хода винта.
На скобе микрометра также расположен электронный микропроцессорный блок и цифровой дисплей с дискретностью показаний 0,01 или 0,001 мм. Высота цифр составляет 7-9 мм. На корпусе имеются две кнопки «вкл/выкл» и установка нуля. Установка нуля возможна как при сведенных пятках микрометра, так и любом месте диапазона измерения (например, для контроля партии одинаковых деталей) .
Некоторые модели имеют дополнительные функции, например, сортировка по размерам, кодовый выход на внешние устройства и т.д. Вся электронная система питается от небольшой литиевой батарейки, срок службы которой 1,5 года или 2000 часов.
Электронные микрометры выпускаются с диапазоном измерения до 300 мм и степенью защиты от IP40 – до IP65 по стандарту DIN EN 60529 и ГОСТ 14254-96.
Кроме стандартных микрометров выпускают много специализированных моделей, например, для измерения толщины стенок труб со сферическими измерительными поверхностями, для измерения мягких материалов с измерительными поверхностями в форме дисков, для измерения среднего диаметра резьбы, для измерения длины общей нормали зубчатых колес с измерительными поверхностями в форме дисков, для измерения наружного диаметра многолезвийного инструмента и др.
Прогрешность при измерении микрометром
Суммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
- погрешностей микрометрической головки;
- отклонения от плоскостности и от параллельности плоских измерительных поверхностей винта и пятки (при различных углах поворота микрометрического винта и при его стопорении) . При эксплуатации микрометров отклонения от параллельности измерительных поверхностей винта и пятки приводят к различной погрешности для разных форм измеряемых деталей (плоских, цилиндрических, сферических) . Также различными будут деформации этих деталей под действием измерительного усилия;
- деформации скобы микрометра под действием измерительного усилия;
- погрешности установочных мер;
- существенной составляющей погрешности измерения микрометрами (особенно микрометрами больших размеров) является температурная погрешность, вызываемая как разностью температур измеряемой детали и микрометра, так и нагревом микрометра, а иногда и контролируемой детали, теплом рук контролера (для уменьшения последней погрешности в микрометрах для измерения размеров свыше 50 мм предусмотрены теплозащитные накладки) ;
- погрешность, возникающая у электронных микрометров из-за ошибок емкостного преобразователя.
Пределы допускаемой погрешности микрометров приведены в Таблице 1 . Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия) оговорен ГОСТ 6507-78 «Микрометры с ценой деления 0,01 мм. Технические условия» в виде предельной погрешности δ = ±4 мкм.
Правильно было бы нормировать погрешность расстояний между двумя любыми точками — амплитудную погрешность, как это предусмотрено рекомендациями ИСО 3611-1978, так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.
Предельно допустимая погрешность G микрометра в любой точке диапазона измерений (25 мм) указана в Таблице 1 .
Устройство и пользование микрометрическими инструментами
Общими элементами микрометрических инструментов являются: стебель с линейной шкалой, микрометрический винт с трещоткой и стопорным устройством, барабан с круговой шкалой (рис. 11).
Цена деления круговой шкалы определяется отношением шага резьбы микрометрического винта (0,5 мм) к числу делений (50 делений) и равна 0,01 мм. Цена деления и диапазон измерений указываются на лицевой стороне инструмента.
Перед началом измерений микрометром типа МК с пределом измерения до 25 мм требуется проверить установку его в нулевое положение. Для этого необходимо выполнить следующие действия: протереть бумагой или мягкой тканью измерительные поверхности пятки и микровинта (см. рис. 7); вращением микрометрического винта с помощью трещотки довести измерительные поверхности до соприкосновения. При этом скошенный край барабана должен установиться так, чтобы был виден нулевой штрих продольной (миллиметровой) шкалы, а нулевое деление круговой шкалы было расположено против продольного штриха стебля. Если такое расположение штрихов не соблюдается, то микрометрический инструмент нужно настроить (установить его на нуль), в противном случае его показания будут неверны.

Рис. 11. Отсчетное устройство микрометрических инструментов
Гладкие микрометры с диапазоном измерений 25-50, 50-75, 75-100 мм и др., настраиваются на нуль аналогично, но при этом используется установочная мера, равная нижнему пределу измерения микрометра — 25, 50, 75 мм и др., соответственно. После соприкосновения измерительных поверхностей микрометра с установочной мерой нулевой штрих круговой шкалы барабана должен совпадать с продольным штрихом стебля. Установочные меры поставляются в комплекте с микрометрами.
Микрометрический глубиномер с диапазоном измерений 0-25 мм устанавливается на нуль с использованием поверочной плиты. Барабан глубиномера вывертывается до полного утопления измерительного стержня микровинта в отверстии основания. Затем основание инструмента плотно прижимается к плите и вращением за трещотку микровинт возвращается до соприкосновения измерительной поверхности стержня с поверхностью плиты. Стопором фиксируется положение микровинта. Это и есть нулевое положение, при котором штрих нулевого деления круговой шкалы барабана должен быть расположен против продольного штриха стебля. В противном случае глубиномер необходимо установить на нуль. Последовательность действий при установке на нуль аналогична настройке гладкого микрометра. Обратим внимание на порядок цифр шкалы стебля и круговой шкалы барабана глубиномера. Расположение цифр шкал глубиномера и гладкого микрометра противоположно. Такая их организация улучшает процесс измерения.
Порядок настройки глубиномеров с большими значениями измеряемой величины (50-75; 75-100 мм) не отличается от порядка настройки глубиномера 0-25 мм. Увеличение предела измерений инструментов достигается применением сменных (дополнительных) измерительных стержней. Кроме сменных стержней, к таким инструментам прилагаются установочные меры, которые представляют собой втулки определенной длины — 50, 75, 100 мм.
Настройка на нуль резьбового микрометра аналогична настройке гладкого микрометра, но для резьбового микрометра (рис. 7) необходимо предварительно выбрать вставки в зависимости от шага и типа резьбы (призматическая вставка устанавливается в отверстие пятки, конусная — в отверстие микровинта). Особенность установки на нуль резьбового микрометра с пределами измерения 25-50 мм заключается в том, что она проводится с использованием специальной меры и перемещением положения пятки инструмента относительно микровинта.
Микрометрический нутромер установить на нуль можно с помощью концевых мер длины или специальной скобы, прилагаемой к инструменту (рис. 10). На головку нутромера навинчивается такой удлинитель, чтобы длина нутромера соответствовала размеру скобы.
Нужно нутромер поместить между измерительными поверхностями скобы и вращением барабана довести его измерительные поверхности до соприкосновения с поверхностями скобы. Застопорить микровинт, проверить появление нуля продольной шкалы и совпадение нулевого штриха круговой шкалы с продольным штрихом стебля. При несовпадении установка «на нуль» проводится так же, как и для гладкого микрометра.
После настройки микрометрического инструмента на нуль можно проводить измерения. Для облегчения работы необходимо использовать стойки, штативы и другие приспособления для крепления измерительных инструментов и деталей. Во время измерений относительные перекосы измерительных поверхностей должны быть исключены. Совмещение измерительных поверхностей микрометров осуществляется аккуратным вращением микровинта за трещотку до трех щелчков. Вращение за барабан противопоказано во избежание сбоя настройки (кроме микрометрического нутромера, который не имеет трещотки).
При определении размеров заданной цилиндрической поверхности (по указанию преподавателя) измерение нужно произвести в трех сечениях и в каждом сечении в двух взаимно перпендикулярных направлениях.
Оборудование и приборы: гладкие микрометры; микрометры зубомерные; нутромеры микрометрические; глубиномеры микрометрические; детали; плита поверочная; рабочие чертежи деталей.
1. Изучить устройство микроинструментов (рис. 7 — 11). Ознакомиться с измеряемыми деталями. Для каждой детали вычертить эскиз.
2. Внести основные параметры микроинструментов в табл. 5.
3. Провести троекратные измерения размеров и нанести их на эскизы.