

Как варить чугун с металлом
Как варить чугун инвертором
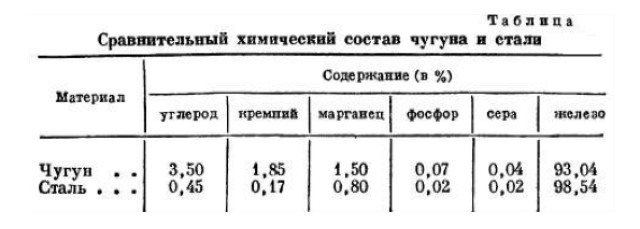
Чугун – сплав железа и углерода, который очень плохо варится по причине содержания там второго компонента в объёме от 2% до 6% (сталь имеет тот же химический состав, но углерода в ней до 2% и она прекрасно варится). Учёные и инженеры разработали технологические процессы, которые позволяют производить сварку чугуна при помощи сварочного инверторного аппарата .

Внешний вид сварочного инвертора «Строитель 300Р».

Внутреннее устройство сварочного инвертора «Строитель 300Р».
Ответ на вопрос «как варить чугун инвертором» начнём с рассмотрения ситуаций, в которых возникает необходимость сварки чугунных деталей. И разберёмся: в чём заключается сложность сварки этого сплава.
Необходимость сварки чугуна и в чём её сложность
Ситуации, в которых необходима сварка чугуна, представлены в таблице.

В каких случаях требуется сварка чугуна.
Процесс сварки чугунных деталей осложняется тем, что сваренное соединение (шов) может получиться низкого качества. Вызвано это двумя причинами:
- в районе шва происходит насыщенная закалка металла, который и без того имеет низкую пластичность. В результате этого повышается его хрупкость, приводящая к образованию трещин в процессе усадки сварочного шва;
- на сварочном процессе отрицательно сказывается соединение кислорода и углерода с последующим образованием окиси углерода. Это приводит к тому, что шов становится очень пористым.
Использование инвертора для сварки чугуна помогает решить очень многие проблемы. Сначала давайте разберёмся, какие электроды следует использовать.
Какими электродами можно варить чугун
Особенности сварки деталей из чугуна сварочным инвертором требуют применения преимущественно электродов на базе следующих металлов:
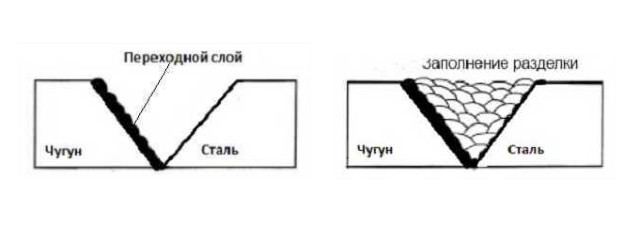
Как осуществляется сварка чугуна этими электродами показано на рисунке.
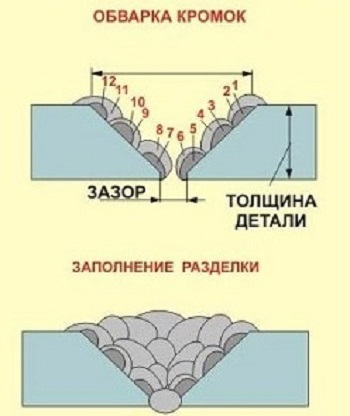
Порядок заполнения разделки трещин.
Для сварки чугуна инвертором применяются специальные электроды и очень важно их правильно выбрать. Давайте в этом разберёмся.
Электроды марки ЦЧ-4 применяются для:
- горячей и холодной сварки чугуна;
- заделки дефектов;
- ремонтной наплавки.
Эти же электроды используются для сварки стали с чугуном. Они позволяют наплавлять 1…2 слоя на изношенные детали из чугуна, подготавливая их под дальнейшую наплавку другими сварочными электродами.
Технические требования при выполнении сварки инвертором при помощи электродов ЦЧ-4 (далее – требования):
- сварка выполняется в нижнем положении шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-2 применяются для:
- холодной сварки ковкого и серого чугуна;
- устранения дефектов литья и наплавки.
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-6 применяются для:
- холодной сварки ковкого и серого чугуна;
- проведения ремонтных работ тонкостенных изделий.
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки МНЧ-2 используются для;
- холодной сварки чугуна;
- заваривания дефектов литья;
- наплавки на детали из ковкого, серого и высокой прочности чугуна. Наплавленный металл имеет высокую плотность. Поэтому, обычно такие электроды применяются при ремонте ответственных объектов, требующих высокого качества сварного шва.
- сварка выполняется в вертикальном, нижнем и ограниченно потолочном положениях шва;
- процесс осуществляется на обратном токе.
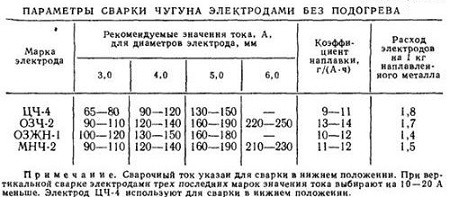
Параметры сварки чугуна электродами без подогрева.
Электроды марок ОЗЖН-1 и ОЗЖН-2 используются для сварки высокопрочного и серого чугуна с выполнением многослойной заварки крупных дефектов и наплавлением больших объемов металла. Они обычно используются совместно с электродами марок МНЧ и ОЗЧ: при помощи последних выполняются первый и последний слои шва, а промежуточные – при помощи электродов ОЗЖН.
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-4 используются для сварки высокопрочного и серого чугунов. Они дают возможность наплавлять и сваривать последние слои поверхности, обеспечивая при этом износостойкость и высокое качество наплавленного слоя, делая его высокотехнологичным и ударопрочным.
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
В настоящее время существуют другие модели и разрабатываются новые типы сварочных электродов, которые применяются при сварке чугуна. Качество сварного шва во многом зависит от правильно выбранных инвертора и сварочных электродов.
Подготовка чугунных заготовок к сварке
Вне зависимости от марки используемого сварочного оборудования (инвертора и электродов) и выбранной технологии сварки, подлежащие сварке заготовки должны пройти подготовку. Заключается она в устранении дефектных участков и обработке определённым образом свариваемых кромок.

Варианты разделки кромок.
Дефектные участки заготовки следует разделывать до незапятнанного металла. Кромки следует удалить таким образом, что бы обеспечить максимально комфортные рабочие условия. При обработке используется следующий инструмент:
- переносной наждачный круг;
- шаберы;
- сверла;
- шарошки и т. д.
Можно использовать слесарное зубило и им стесать кромки. Что бы предотвратить отколы при использовании этого инструмента, следует срубать металл тонкими слоями.
При подготовке и разделке дефектных мест следует выполнять следующие требования:
- операция производится исключительно по трещине;
- что бы предотвратить увеличение размеров несквозных трещин при обработке, на расстоянии 10 им от их концов просверливаются отверстия. Их диаметр должен на 1…2 мм превышать ширину трещины;
- разделка сквозных трещин выполняется с одной либо с двух сторон (в зависимости от марки и толщины чугуна);
- заделка пробоины производится следующим образом:
- сглаживаются края;
- срубаются при помощи зубила остроугольные выступы;
- пробоину рекомендуется ремонтировать в следующей последовательности. Наждачным кругом производится зачистка поверхности на расстояние до 30 мм от краев пробоины. Из листовой низкоуглеродистой стали вырезается заплатка. Её размеры должны быть таковы, что бы она перекрывала пробоину примерно на 15…20 мм. С целью снижения напряжений, возникающих в металле в процессе сварки, края заплатки отбортовывают на 30°. Заплатка размещается отбортованной частью к чугуну и приваривается внахлест;
- заделка близко расположенных друг к другу трещин осуществляется заплаткой. Технология аналогична указанной выше по ремонту пробоин.
Способы сварки чугуна
Варить чугун можно разными способами. При выборе метода, чтобы получить положительный результат, важно знать особенности его сварки. Основным критерием при выборе способа сварки является качество получаемого сварного шва.
Существуют два вида сварки чугуна:
Горячий вид сварки применяют на предприятиях, которые имеют возможность нагреть свариваемые изделия из чугуна до необходимой температуры. Этот вид сварки позволяет получать сварные швы высокого качества. Но, далеко не везде есть возможность осуществить такой нагрев, и применяется метод холодной сварки.
Горячая сварка чугуна инвертором
Достоинством горячей сварки является отсутствие риска образования трещин. В процессе сварки следует добиваться равномерного прогрева свариваемых деталей. Наличие большой разницы температур между основным металлом и швом чаще всего приводит к образованию трещин и появлению прочих дефектов.
Приступая к нагреву деталей, их следует надежно закрепить в жестком каркасе (кондукторе). Такая форма заневоливания позволит избавиться от напряжений, которые во время работы могут привести к образованию трещин. Жёсткий каркас можно не использовать в случае применения местного нагрева деталей. Нагрев заготовок, как правило, производят в индукционных нагревательных печах. При необходимости можно использовать следующее оборудование:
- горны;
- паяльные лампы;
- пламенные горелки и т. п.
При необходимости произвести сварку сквозных трещин или устранения дефектов, проявившихся на краях изделия, традиционно применяются графитовые формы. Такая технологическая оснастка позволяют предотвратить вытекание жидкого металла.
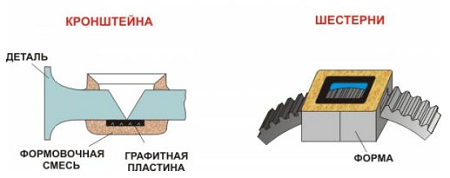
Сварка в графитовых формах кронштейна и шестерни.
Формы изготавливаются из графитовых пластинок. Для монтажа отдельных частей в функциональную конструкцию применяется формовочная смесь, состоящая из кварцевого песка и жидкого стекла. Для минимизации риска появления трещин, формы следует подогревать и, в дальнейшем, обеспечивать равномерное охлаждение
Холодная сварка чугуна инвертором
Если потребность в сварке чугуна возникает нечасто, и у вас нет специального нагревательного оборудования, то следует применять технологию холодной сварки. Она осуществляется сварочным инвертором и специальными электродами:
- ОЗЧ-2. Представляет собой медный стержень, покрытый особым составом;
- МНЧ-2. Стержнем является сплав, в состав которого входят:
- медь;
- железо;
- марганец;
- никель.
Технологичный и качественный сварной шов позволяют получить электроды МНЧ-2. Но у них высокая стоимость, да и найти их, зачастую, не так просто. Значительно дешевле электроды ОЗЧ-2, но качество шва будет несколько хуже.
Для холодной сварки чугуна часто, при использовании инвертора, применяются самодельные электроды. Изготавливаются они следующим образом: на электрод для сварки стали навивается медная или латунная проволока. Диаметр проволоки Ø 1,5…2 мм. Длина проволоки определяется по её массе: у проволоки она должна быть в 4…5 раз больше, чем у стержня. Этот метод проиллюстрирован видеороликом в конце статьи.
Режим холодной сварки чугуна инвертором
Сварка должна производиться в следующем режиме:
- короткая дуга;
- обратный сварочный ток;
- сварку производить с перерывами на остывание металла до температуры Т = +50°С;
- осуществлять сварку небольшими участками длиной 30…50 мм и сразу проковывать.
Где окажут услугу
Компания «Сварка»;
Компания выполняет сварку изделий из чугуна (в том числе и в день обращения).
В заключение, предлагаем посмотреть видеоролик «Сварка чугуна электродом для стали».
Как приварить чугун к стали
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.

Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.
В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.
Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.
Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Сварка чугуна электродом в домашних условиях
 Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
-
трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод — вырезать трещины, концы закруглить;

- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Методы сварки
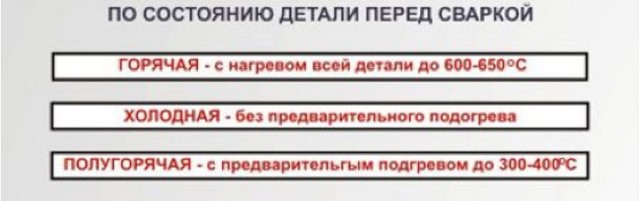
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура — 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.

Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность — обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.

1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр — 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания — 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки — 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
 2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
Сварка неплавящимися электродами
 Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек — закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой;
проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55). - Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап — сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура — прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Чугун — электроды и сварка со сталью
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?

Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG).
Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.
• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре
• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.
• на медной основе,
• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
 Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.
Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм. Перед наплавкой нового валика необходимо подождать, пока предыдущий валик остынет полностью. То есть нельзя перегревать основной металл соединения.
Также шов, полученный таким образом, нельзя подвергать механической обработке, поскольку он имеет повышенную хрупкость. Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом.
Для получения менее хрупкого сварного соединения и более прочного шва используйте электроды для сварки чугуна — а также чугуна со сталью — ESAB ОК 92.58.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Вебсварка
Варится ли чугун к «простому» мета.
 Дэнчик 21 Сен 2012
Дэнчик 21 Сен 2012
 аргонавт 21 Сен 2012
аргонавт 21 Сен 2012

- 2

 blazen79 21 Сен 2012
blazen79 21 Сен 2012
Как заварю так и зарплату будут плотить
Чую с зарплатой вы пролетели.
Дэнчик 21 Сен 2012
blazen79 21 Сен 2012
Дэнчик 21 Сен 2012
Дэнчик, а изначально как узел держался?
Изночально была сварка но не известно какими электродами был наложен шев ((((( Я резаком сдул и не заморачивался по этому поводу! Я молод и мало чего знаю. Решил набраться опытом вместе с вами))) основной шев был отлично связан меж металом и чугуном! Но была кинута плостина на усиление,заметно что это была уже не заводская сварка между металлом и чугуном и конечно же чугун лопнул в пол сантиметре от провара. Как быть та мне?
blazen79 21 Сен 2012
- 4
 Миротворец 21 Сен 2012
Миротворец 21 Сен 2012
Изночально была сварка но не известно какими электродами был наложен шев
Если конструкция заводская, то навряд ли чугун со сталью будут сваривать.
 АВН 21 Сен 2012
АВН 21 Сен 2012
аргонавт 21 Сен 2012
Если конструкция заводская, то навряд ли чугун со сталью будут сваривать.
Да всё так но нам всё время приходится исправлять работу (композиторов ) после высшего образования которые не в зуб ногой .
- 3
Миротворец 21 Сен 2012
«Крепко накрепко» можно,но только соблюдая все технологические приёмы.Подогрев-остывание,сварочные материалы и умение сварщика всё это делать.
И всё равно это будут сопли. При такой нагрузке по нашим дорогам сталь+чугун не одна сварка не выдержит.
Да всё так но нам всё время приходится исправлять работу (композиторов ) после высшего образования которые не в зуб ногой .
До такого ещё додуматься надо, с такими то нагрузками.
Дэнчик 21 Сен 2012
Если конструкция заводская, то навряд ли чугун со сталью будут сваривать.
,может быть и не заводская ,судьбу трала не знаю(
А вы точно уверены, что это чугун? На фото плохо видно. Вообще то такие вещи не варятся, т к рама очень подвижный элемент, а чугун нет. Поэтому всё быстро порвёт. Нужно делать через крепёж(болты, стремянки), а переходы приваривать к раме.
Вот это уже более менее подходящий вариант.,но не переломает ли чугуняку если просверливать отверстие в нем ?
И каждый раз когда нужно варить,Вы будете нас спрашивать как и чем?А «плотить» будут Вам?Когда отвалится во всём виноваты будем мы?Мне нравится.
«Крепко накрепко» можно,но только соблюдая все технологические приёмы.Подогрев-остывание,сварочные материалы и умение сварщика всё это делать.Вы умеете варить авторамы?
Приходилось варить рамы на камаз,с тралами не разу не сталкивался а тем более с чугуном. А можно по подробнее узнать про подогрев-остывание и технологические приемы?
Миротворец 21 Сен 2012
- 1
Дэнчик 21 Сен 2012
Дэнчик, А ты на 100% уверен, что это чугун.
Сейчас нет возможности показать вам фото маркировки ( Но завтра все фото моей работы могу предоставить! но в моем случае маркировка ЧЛ как я понял это означает чугун литой или я ошибаюсь?
- 3
аргонавт 21 Сен 2012
- 1
Миротворец 21 Сен 2012
Вот это уже более менее подходящий вариант.,но не переломает ли чугуняку если просверливать отверстие в нем ?
Нужны крупные фото, чтоб давать такого рода рекомендации.
Дэнчик 21 Сен 2012
Нужны крупные фото, чтоб давать такого рода рекомендации.
с этим на сегодня я пролетел((( Фото будут только завтра Сори за неудобства!
- 1
Миротворец 21 Сен 2012
Ещё раз повторюсь что при нагрузках есть слесарно -сварной способ . сверлить отверстия . желательно нарезать резьбу . заворачивать стальные вставки . и после обваривать . нет на простых деталях я такое не применяю . только на тех что под нагрузку .
Способ то есть, но по большому счёту даже стальные телеги не приваривают к раме, а только болтовые соединения.
Дэнчик 21 Сен 2012
Ещё раз повторюсь что при нагрузках есть слесарно -сварной способ . сверлить отверстия . желательно нарезать резьбу . заворачивать стальные вставки . и после обваривать . нет на простых деталях я такое не применяю . только на тех что под нагрузку .
Обязательно обговорю с начальством по этому способу — слесарно -сварной способ . сверлить отверстия . желательно нарезать резьбу . заворачивать стальные вставки . и после обваривать . Спасибо за помощ.
Миротворец 21 Сен 2012
с этим на сегодня я пролетел((( Фото будут только завтра Сори за неудобства!