
Осциллятор увк 7 своими руками
Сварочный осциллятор. Стабилизация горения сварочной дуги

В быту часто приходится производить сварку изделий из цветных металлов, в частности, алюминия и его сплавов. При этом надлежащее качество сварки может обеспечить только стабильное горение дуги. Не имея сварочного преобразователя, и пользуясь лишь инверторным аппаратом, такого качества достичь сложно. Выход – в применении сварочного осциллятора, стабилизующего горение дуги, и облегчающего её поджиг.
Устройство
Принципиальная схема сварочного осциллятора предполагает наличие следующих блоков:
- Повышающего трансформатора, который преобразует первичные значения напряжения бытовой сети – 220 В, 60 Гц – в высокочастотные колебания частотой до 250 кГц, при одновременном повышении напряжения до 5…6 кВ.
- Искрового генератора затухающих колебаний, представляющего собой одноконтурный разрядник, контакты которого представляют собой эрозионно стойкие вольфрамовые электроды.
- Управляющей ветки, включающей в себя стабилизатор внешнего питания, пускорегулирующий блок и линию обратной связи с датчиком тока. При длительной работе потребуется ещё газовый клапан от перегрева осциллятора.
- Выходного трансформатора, которым ток повышенного напряжений и высокой частоты передаётся на контакты сварочного аппарата. Параллельно этот трансформатор соединяется с датчиком тока.
- Блока безопасности, защищающего сварщика и оборудование от недопустимого превышения силы тока или напряжения на дуге.

Устройство сварочного осциллятора зависит от интенсивности его применения и вида используемого сварочного аппарата. Так, для сварки алюминия, когда чаще используется постоянный ток и обратная полярность, более выгодным считается последовательное подключение, а для кратковременных операций, а также сварки нержавеющих сталей – параллельное. Соответственно, разной будет и схема.
Сварочный осциллятор с последовательным подключением состоит из одного трансформатора. В его первичную обмотку включаются предохранитель и два сглаживающих конденсатора, а во вторичную – разрядник и колебательный контур (конденсатор + катушка индуктивности). Схема сварочного осциллятора с параллельным подключением сложнее: в ней должны быть два трансформатора. В первичной обмотке первого из них имеется двойной колебательный контур, а вторичная обмотка, вместе с параллельно подключенным разрядником составляет первичную обмотку второго, высокочастотного трансформатора, от которого и осуществляется питание дуги. Кроме сложности сборки и регулировки, параллельная схема требует специальной защиты от превышения допустимого напряжения.
Сварочный осциллятор своими руками
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».

Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм 2 . Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;

Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.

Обслуживание и эксплуатация сварочного осциллятора
Основополагающим правилом является безопасность и надёжность функционирования осциллятора. С этой целью необходимо:
- Периодически контролировать работоспособность блокировочного конденсатора, поскольку в противном случае сварщик может быть поражён низкочастотной составляющей сварочного тока.
- Все регулировки и настройки выполнять при отключении устройства от питающей электросети.
- Регулярно очищать электроды разрядника от нагара.
- Проверять частоту импульсов, которые выдаёт осциллятор: их частота должна быть в пределах 10..40 мкс.
Следует помнить, что наличие двойного колебательного контура в сварочном осцилляторе – источник наведения довольно сильных помех в радиосвязи.
Самодельная сварка аргоном. Осциллятор своими руками
Прикупил себе товарищ сварочный инвертор аргонно-дуговой сварки для разных металлов. В основном таких как нержавейка и алюминий в среде газа аргон, но вот незадача такой тип сварки не подходит для сварки алюминия. Задал я вопрос на форуме, рекомендовали менять местами массу и держак, но при таком подключении вольфрамовый электрод просто сгорает. Рекомендовали варить переменным сварочником, якобы алюминий лучше варить переменным током, при таком токе шов получается качественный. Было решено купить сварочник переменного тока, но для него нужен осциллятор. Вот и дал он мне такую задачку собрать для него осциллятор
Осциллятор это такой прибор, который нужен для бесконтактного розжига дуги. Дуга разжигается за счет высоковольтного напряжения между контактами, к примеру как в свече двигателя внутреннего сгорания искра пробивается на расстоянии. По такому же принципу работает осциллятор
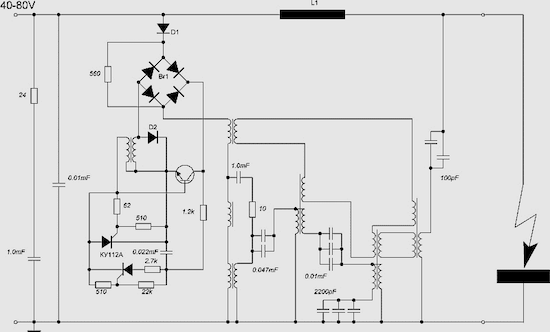
В поисках хорошей схемы долго я скитался по просторам рунета, схемы все время чем то не нравились, но вот наткнулся на каком то форуме на схему от Евгения. Выкладываю схему в оригинале
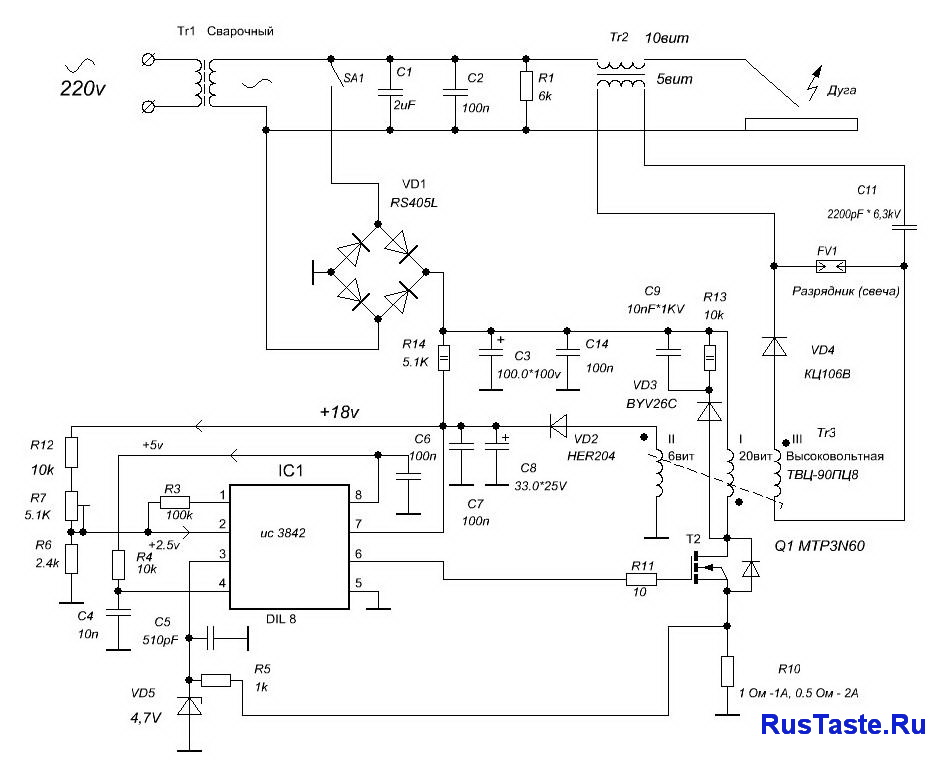
Человек построил схему на базе принципиальной схемы обратнохода на UC3842-5 и трансформатора строчника телевизора. Мне эта идея очень понравилась, но к сожалению у меня нет этой микросхемы и я решил сделать схему на базе таймера NE555.
На базе NE555 можно собрать неплохой генератор прямоугольных импульсов, усилить его драйвером на транзисторах для управления полевым транзистором и гонять преобразующий трансформатор.
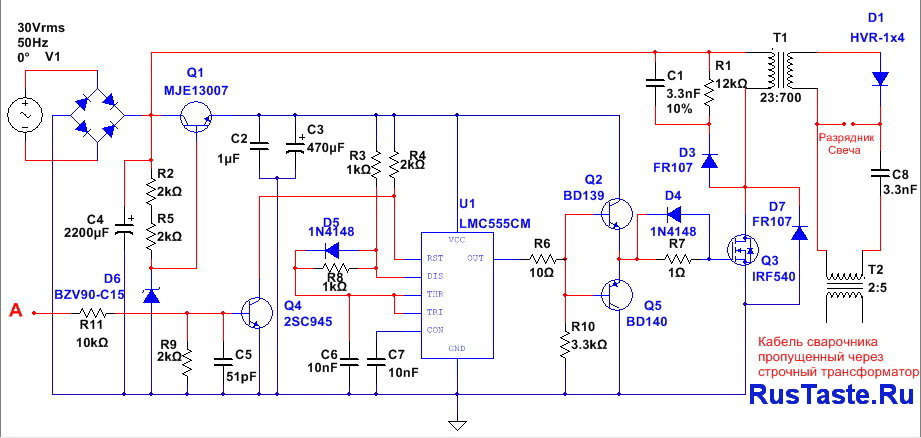
Разберу схему с начала. Питать осциллятор решил от отдельного блока питания 30В, после диодного моста напряжение примерно 45В. На Q1R2R5D6C2C3 собран источник опорного напряжения для питания генератора и драйвера. На R3R4R8D5C6C7 и таймере 555 собран генератор прямоугольных импульсов скважностью 60%, R6Q2Q5 драйвер для управления Q3. C1R1D3 RCD клампер для подавления выбросов с трансформатора.
После трансформатора высокое напряжение свыше 1000В поэтому установлен высоковольтный диод HVR-1×4, такой диод можно найти в микроволновке, он способен выдержать до 12кВ. Между плюсом и минусом установлен разрядник из свечи с мопеда, после через конденсатор установлен развязывающий трансформатор, через который пропускается сам сварочный кабель. Второй трансформатор уже подает высоковольтное напряжение на держак и массу
В точке А схема осциллятора соединяется с датчиком тока, он необходим для работы осцилятора в нужный момент. То есть когда дуга не зажжена и ток не течет через кабель, осциллятор работает выдавая высоковольтное напряжение. Когда дуга зажигается, через датчик тока на трансформаторе проходит какой то ток, с трансформатора на компаратор поступает напряжение, компаратор открывает транзистор C945 и работа осциллятора останавливается. Эта мера необходима, что бы осциллятор работал только для розжига и поддержания дуги когда она затухает, все остальное время осциллятор как бы в режиме ожидания
Датчик тока построен на повторителе из первого ОУ, для согласования напряжения с датчика и компаратора, и собственно самого компаратора, который сравнивает опорное напряжение с напряжением с датчика тока. В качестве датчика тока выступает обычный трансформатор 50ГЦ, как расчитать его описано в статье Расчет трансформатора тока
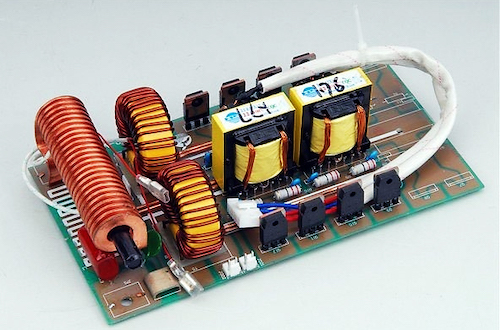
Со схемой немного определился и принялся за разводку платы, кусок текстолита взял 160*100мм
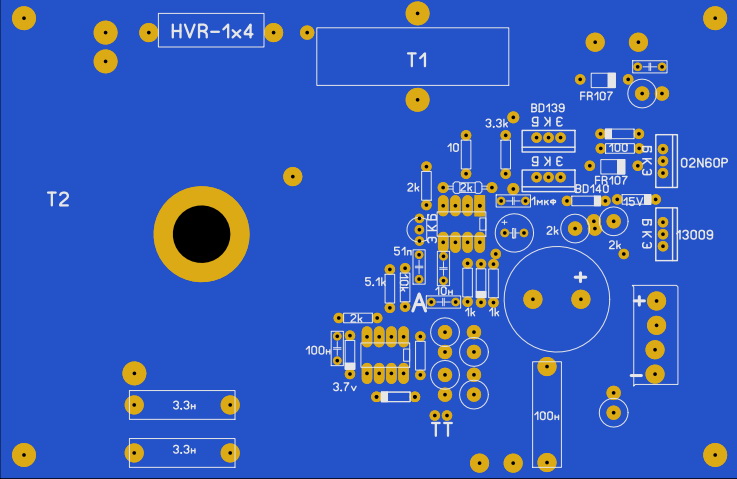
Разводя печатную плату стремился сделать ее как можно компактней, но добиться этого удалось только в управляющей части схемы, в высоковольтной части все компоненты разместил подальше друг от друга, что бы избежать пробоя ведь напряжения немалые
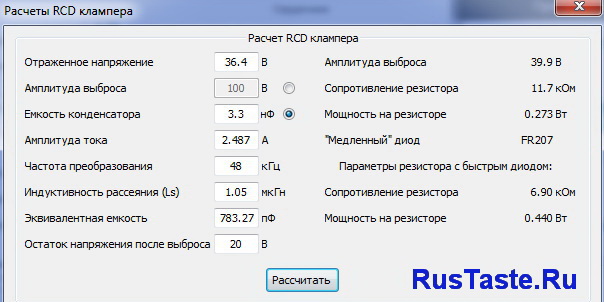
Пока печатка травилась в растворе медного купороса решил заняться трансформатором. Для расчета использовал программку Flyback 8.1, замерил размеры магнитопровода и ввел все в программку.
Задал напряжение питания 30В и частоту генератора 48кГц, напряжение на вторичке выставлял таким образом, что бы количество витков вторички равнялось примерно 700, по паспорту это количество витков внутри залитой эпоксидкой катушке
Нажав на кнопку рассчитать я получил точное количество витков первички и диаметр кабеля, а так же зазор на магнитопроводе
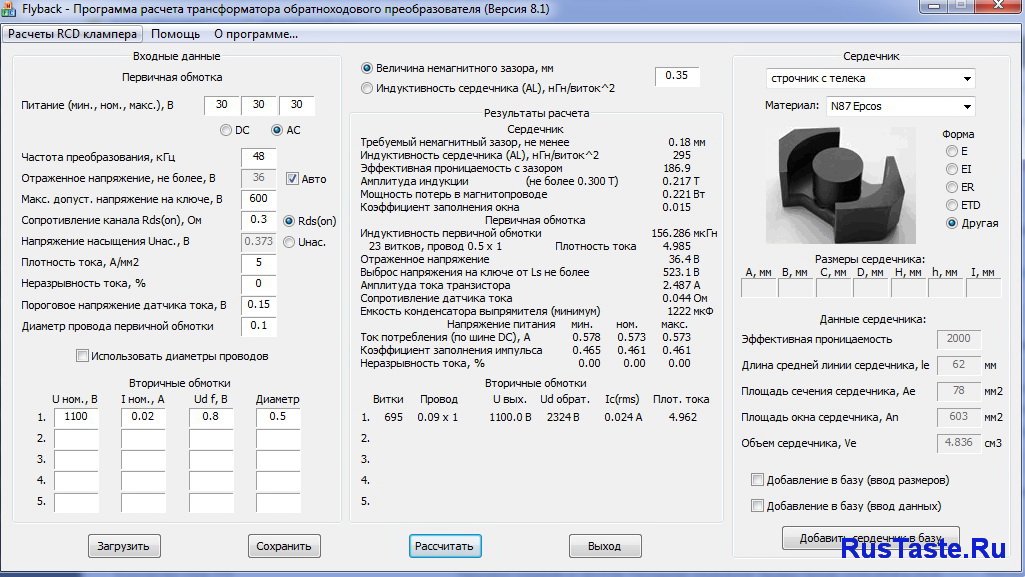
На ферритовый магнитопровод намотал пару витков молярного скотча, поверх него намотал 23 витка проводом диаметром 0,63 и сверху намотал скотчем еще пару слоев для изоляции
После намотки принялся за сборку платы. Собрал ИОН и генератор. Установил трансформатор Т1 и диод с разрядником, установлено все кроме RCD клампера. Клампер рассчитываю в той же программе. Задаю емкость конденсатора и рассчитываю диод и сопротивление резистора
Собрал все в кучу, прикрутил на радиатор через прокладки транзисторы, теперь можно и пробное включение сделать.

Включил через лампу на секунду другую. Лампа светится, но не в весь накал, искра стала пробиваться, значит генератор работает. Удалил лампу с цепи, сделал замеры на ИОН там 15В как и надо.
На генераторе есть импульсы, искра пробивается значит можно продолжать сборку и собирать датчик тока.
Установил второй трансформатор и временно установил последовательно два конденсатора 1600В 2,2нФ, так как не было подходящего. На второй трансформатор временно намотал витков для проверки работы схемы

Схема работает отлично, осциллятор работает. Осталось только доработать датчик тока, но так как товарищ еще не привез сварку, испытывать нечем. О его работе я расскажу в следующей статье, а пока устройство лежит ждет своего времени

Не хотите тратить время на сборку платы и настройку, закажите готовый модуль из Китая
для питания от переменного напряжения 220В модуль стоит 1200 рублей, ссылка вот

Так же вы можете приобрести осциллятор с питанием от 24В стоимостью 1500 рублей, ссылка вот

Если вы серьезно заинтересованный этой темой, рекомендую прочитать последнюю статью по самодельному аргонодуговому аппарату для алюминия, так же можете прочитать про первый горький опыт Самодельная сварка аргоном. Переделка переменного сварочного аппарата
Осциллятор для инвертора
Качество сварки цветных металлов, нержавеющей стали и других, тяжело свариваемых материалов, во многом зависит от стабильности параметров сварочной дуги. Для обеспечения этой стабильности к стандартному сварочному аппарату, в том числе и инвертору, подключают параллельно дополнительные электронные устройства, называемые осцилляторами. Осциллятор для инвертора предназначен для непосредственного возбуждения электрической дуги в сварочном аппарате и поддержания её стабильных параметров во время всего процесса работы. Одним из существенных достоинств подобных устройств является возможность создания сварочной дуги без непосредственного контакта электрода с поверхностью свариваемых деталей. Эта возможность реализуется за счёт сложения двух токов от различных источников. На свой ток, формируемый сварочным аппаратом, накладывается ток, который формируется в осцилляторе.

Это позволяет получить следующие преимущества:
- создать условия дистанционного поджига (то есть без непосредственного контакта с поверхностью детали);
- обеспечить требуемые параметры сварки. Стабильность сварочной дуги гарантирует устойчивость дуги даже в случае непроизвольного изменения расстояния между концом электрода и поверхностью детали;
- обеспечить надёжность сварки в неблагоприятных атмосферных условиях;
- применение широкого ассортимента электродов;
Такой тандем широко применяется при ручной сварке, полуавтоматической и автоматической сварке. Сварочные осцилляторы применяются в промышленных сварочных аппаратах (сварочных линиях, сварочных постов), и в сварочных аппаратах бытового назначения. Их применение допустимо в различных условиях сварки, в том числе и при сварке с применением инертных газов.
Классификация осцилляторов
Все подобные устройства подразделяются по техническим характеристикам и виду используемого питания.
К основным техническим характеристикам, по которым различаю осцилляторы, относятся:
- используемое первичное, то есть входное напряжение;
- величина вторичного напряжения (измеряется без нагрузки);
- потребляемая мощность;
- массогабаритные характеристики.
По типу используемого питания делятся на две категории:
- непрерывного действия (в них используется постоянный ток);
- с импульсным питанием (применяется переменный ток).
Первый тип устройств включается в цепь последовательно. Созданный им ток имеет частоту, в зависимости от конструкции, 250 кГц. Напряжение достигает 6000 вольт.
Устройство сварочного осциллятора
Принципиальная схема сварочного осциллятора и способ монтажа зависит от предполагаемой частоты его применения. Обычно рассматривают два способа подключения:
- Первый предполагает последовательное подключение. Он применяется при сварке алюминиевых деталей.
- Второй осуществляет параллельное подключение. Этот способ подключения применяются при проведении кратковременных сварочных работ. Его также используют при сварке нержавеющей стали.

Схема работы осциллятора
В стандартный состав сварочного осциллятора входят следующие электротехнические элементы:
- Стандартный искровой разрядник. Он исполняет роль генератора и формирует затухающие колебания. Конструктивно он представляет одноконтурный разрядник. В его состав входит параллельно соединённые, катушки зажигания (индуктивности) и конденсатор. Контакты выполнены в виде вольфрамовых электродов.
- Два дросселя. Для них также используются катушки индуктивности.
- Повышающий трансформатор большой мощности. С его помощью происходит преобразование стандартного напряжения электрической сети. Частота повышается до 250 кГц. Одновременно повышается напряжение до 6000 вольт.
- Трансформатор выходной цепи. Передаёт сформированное напряжение в выходные цепи сварочного аппарата.
- Элементы цепей управления. Они состоят из стабилизатора, элементов регулировки пускового момента, элементов, создающих контур обратной связи. В этот контур включают датчик тока, для оценки параметров.
- Элементы, обеспечивающие безопасность. Они представляют собой цепи предохранения для защиты схемы от перегрузки. Кроме этого он позволяет защитить самого сварщика от поражения электрическим током в процессе работы.
Принцип работы
Общая идея улучшения стабильности работы сварочного аппарата заключается в том, что на электрод кроме основного выходного напряжения подаётся высокое напряжение от сварочного осциллятора. Оно подаётся периодически. Это напоминает импульсы с внутренней амплитудной модуляцией. Величина этих импульсов достигает 6 киловольт. Частота внутренней модуляции колеблется в интервале от 150 кГц до 500 кГц.
Сформированные импульсы имеют небольшую длительность, следовательно, маленькую скважность. Это позволяет получить достаточную мощность. В среднем она может достигать 300 Ватт. Их задача обеспечить надёжный кратковременный электрический пробой между электродом и поверхностью детали.
В момент приближения электрода к поверхности свариваемой детали на расстояние приблизительно в 5мм происходит запуск осциллятора. Электрические импульсы производят ионизацию окружающего воздушного промежутка между электродом и деталью. Это приводит к мгновенному разряду.

Подключение осциллятора для инвертора
Процесс управления этим эффектом осуществляется с помощью специальной кнопки. Для удобства её располагают на держателе. Если сварочный осциллятор подключён к аппарату аргонодуговой сварки. Кнопку располагают на корпусе горелки.
Высокая ионизация повышает электропроводность воздуха. Через него мгновенно протекает основной ток формирования дуги от сварочного аппарата. Это приводит к поджигу и горению сварочной дуги. Созданные осциллятором импульсы непрерывно поддерживают горение электрической дуги. Даже если неожиданно возникают условия, которые могут привести к прекращению процесса сварки. Например, рука сварщика во время движения отклонилась от свариваемой детали. Это приведёт к увеличению расстояния воздушного промежутка между электродом и деталью. Дуга может потухнуть. Осциллятор своим вырабатываемым напряжением будет препятствовать этому негативному эффекту. Сформированный ток от осциллятора накладывается на ток сварочного аппарата и поддерживает процесс горения.
Самостоятельное изготовление осциллятора
Имея уже готовый сварочный аппарат, используя готовые детали, можно собрать осциллятор своими руками. Сборка подобного устройства возможна только при наличии элементарных знаний по физике, особенно раздела «электричество», умения читать простейшие схемы, начальными навыками паяния радиодеталей. На каждом из этапов: сборке, проверке, работе с собранным осциллятором предстоит иметь дело с очень высоким напряжением. Поэтому необходимо изучить и строго выполнять правила техники безопасности.
Все современные осцилляторы, как заводской сборки, так и самодельные, собраны по одной из двух схем. Первая работает по принципу так называемого непрерывного действия. Вторая является импульсной. Устройства, собранные по первой схеме, на практике считаются менее эффективными, в сравнении с импульсными агрегатами. Аппараты, собранные по второй схеме, считаются более эффективными. Эта схема позволяет обеспечивать более быстрое воспламенение дуги.
При выборе конкретной схемы следует ориентироваться на следующие исходные параметры:
- Назначение устройства. Следует определиться, для сварки какого вида металла предполагается его использовать (алюминий, нержавеющая сталь, и так далее).
- Величина напряжения и вид используемого тока. Какой источник тока будет применяться: постоянного или переменного тока, стандартное напряжение электрической сети или другие источники энергии.
- Допустимая электрическая мощность. Она зависит от мощности входных электрических цепей. Обычно такая мощность не превышает 250 Ватт. Повышение мощности существенно может увеличить цену как отдельных компонентов, так и всего устройства.
- Создаваемое вторичное напряжение (обычно не превышает 3 кВт).

Сварочный осциллятор своими руками
Прежде всего, необходимо выбрать схему осциллятора. Выбор будет зависеть от характеристик сварочного аппарата. Затем следует подобрать необходимые радиодетали. Особое внимание необходимо уделить изготовлению разрядника. Если опыта в электротехнике недостаточно, можно воспользоваться простой схемой.
Основным элементом в любой выбранной схеме является входной повышающий трансформатор. Основным критерием при его выборе служит условие, что он должен быть повышающим. Его основная задача преобразовывать напряжение 220 вольт в 3000 вольт. Такой трансформатор можно подобрать из перечня, который предлагает промышленность. Когда знания и опыт позволяют, его можно изготовить и самостоятельно.
Определённые, но вполне разрешимые, проблемы могут возникнуть при изготовлении разрядника. Именно он способствует образованию мощной электрической искры, является элементом колебательного контура. Кроме разрядника в состав этого контура входит катушка индуктивности и конденсатор. Он осуществляет блокировку низкочастотной составляющей, поэтому его называют блокировочный.
Основной задачей этих элементов является создание условий для генерирования высокочастотных импульсов. Они должны облегчить процесс зажигания сварочной дуги. Кроме этого удаётся поддерживать её стабильность.
Для его изготовления выбирают подходящую по размерам плату. Обязательными условиями при выборе являются размеры (на ней должны свободно разместиться все детали) и наличие у неё нескольких рёбер жёсткости для обеспечения надёжности всей конструкции. В качестве завершающих элементов разрядника выбирают вольфрамовые электроды. Если их найти не удаётся, можно воспользоваться сварочными электродами. Их диаметр должен быть более 2 мм. Концы электродов предварительно обрабатывают. При креплении необходимо обеспечить струю параллельность. Для этого целесообразно предусмотреть возможность регулировки зазора между ними. Обычно это делается с помощью специального регулировочного винта.
Для управления моментом подачи высокочастотных импульсов на ручке сварочного аппарата или газовой горелки монтируют кнопку. В качестве кнопки выбирают микровыключатель.
Большое значение имеет компоновка деталей на плате. От их взаимного расположения зависит работоспособность всего устройства.
Самым целесообразным считается следующий вариант расположения деталей. Высокочастотный трансформатор, предохранители и элементы управления расположены слева на плате. Такие элементы как разрядник, два конденсатора (блокировочный и колебательного контура) закрепляют в центе платы. Дроссель и катушки индуктивности располагают справа.
Катушку индуктивности собирают из двух катушек. Это позволяет повысить её надёжность. Таким образом, получается сдвоенный контур. Обе части такого контура должны иметь одинаковые электрические параметры (особенно величину индуктивности). В состав контура подключают два конденсатора. Первый конденсатор с допустимым напряжением на обкладках не менее 500 вольт (для первой части контура). Второй с напряжением более 4 киловольт. Ёмкости этих конденсаторов должны быть 0,3 мкФ и 1мкФ соответственно. Для защиты от скачков напряжения в схеме предусмотрены два варистора. Их напряжение срабатывания должно равняться 100 и 150 вольтам.
В состав контура включены две катушки индуктивности. Они представляют собой обмотанные проволокой ферритовые стержни. Проволока должна иметь диаметр сечения не более 20 мм. Первая обмотка состоит из 7 витков, а вторая из 6. Вторая обмотка исполняет роль фильтра. Она сглаживает возможные возрастания амплитуды электрического тока. Эти всплески могут привести к нестабильному горению дуги.
После завершения сборки и проверки, первый контакт осциллятора подключается к зажимам сварочного аппарата (инвертора) или сварочной горелке. Второй – к поверхности детали. Собранную плату осциллятора целесообразно поместить в корпус. Он должен быть надёжно защищён от внешних воздействий и обеспечивать хорошую вентиляцию электронных элементов, чтобы не нарушался температурный режим.
Кроме осциллятора можно самому изготовить плазморез. Для этого достаточно иметь заводской сварочный инвертор, плазменный резак, небольшой компрессор для формирования плазмы и набор шлангов и кабелей.
Самодельный осциллятор может применяться с аппаратами для сварки алюминия, нержавеющей стали, со сварочными инверторами аргонно-дуговой сварки.
Если правильно собрать такой осциллятор, он будет служить верой и правдой и решать поставленные задачи не хуже заводского.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Осциллятор своими руками – зачем платить производителям?

Многие начинающие сварщики сталкиваются с проблемой розжига дуги. Опытные мастера так же не прочь облегчить этот процесс. Чтобы сварка всегда начиналась ровно и стабильно, придуман осциллятор. Особенно он полезен при сварке нержавеющей стали или цветных металлов.
Осциллятор — что это такое и для чего нужен?
Назначение осциллятора – зажечь и стабилизировать сварочную дугу вне зависимости от условий сварки. Причем этот прибор одинаково эффективен на сварочных аппаратах как постоянного, так и переменного тока. Принцип действия основан на искровой генерации затухающих колебаний.
Схема осциллятора достаточно сложна с точки зрения техники настройки. Однако работает она по простым законам физики.

Основа прибора – повышающий трансформатор, работающий на стандартно низкой частоте. Со вторичной обмотки снимается напряжение порядка 2000-3000 вольт.
Далее вступает в работу колебательный контур, формирующий ток высокой частоты. Внутренние обмотки переходят в режим высокочастотного трансформатора. Частота преобразования 150-200 кГц, при этом напряжение поднимается до 6000 вольт.
Высоковольтный осциллятор, что это и как работает смотрите в этом видео
Вторичные характеристики говорят о безопасности осциллятора. Мощность составляет не более 250 Вт, а продолжительность эффективных импульсов – не более 10-30 микросекунд. При этом дуга возбуждается, а при контакте с человеком не протекает ток, опасный для жизни.
По способу возбуждения дуги, есть два варианта работы осцилляторов
Непрерывного действия
Интегрированы в блок питания сварочного аппарата. Возбуждение дуги происходит за счет приложения тока высокой частоты непосредственно к силовым кабелям аппарата. После чего не важно, какой ток выдаст основной блок питания. Дуга все равно остается стабильной.
Импульсного действия
Подключаются последовательно к силовым кабелям. Система не такая сложная, нет необходимости в монтаже дросселей, шунтирующих высокое напряжение и защищающих сварочный аппарат. Эффективно работает со сварочниками переменного тока. Дуга стабильно горит при смене направления тока в каждом полупериоде.
Общий элемент – блокировочный конденсатор. Он подобран таким образом, что через него свободно протекает ток высокой частоты (формируемый осциллятором), а стандартный ток с блока питания блокируется. Эта схема гарантирует гальваническую развязку между осциллятором и трансформатором блока питания.
Сварочный осциллятор своими руками
Убедившись в полезности этого прибора, вы обязательно пожелаете его приобрести. Однако стоимость хорошего осциллятора может превысить цену вашего сварочного аппарата.

При постоянной занятости в роли сварщика, покупка целесообразна, поскольку устройство оптимизирует работу и ускоряет процесс сварки. А если вы расчехляете свой трансформатор несколько раз в году – имеет смысл изготовить самодельный осциллятор.
Подробно как сделать самодельный сварочный осциллятор — видео
Он будет не таким эффективным, как заводской, но качество дуги вырастает в разы. Особенно если у вас не очень качественные электроды.
Осциллятор для инвертора своими руками
Есть опробованная схема, для изготовления которой не придется разыскивать дефицитные детали. Несмотря на простоту исполнения – качество дугообразования ненамного хуже заводских аналогов.

Осциллятор подсоединяется к выходам силовых проводов (электрод и масса). Поскольку данная схема непрерывного действия – подключение параллельное. Можно установить плату внутри сварочного аппарата, соблюдая экранирование от импульсного блока питания. Если есть подходящий корпус – монтаж выполняется в виде отдельного блока.
После сборки схемы, ее необходимо настроить. Калибровка производится по состоянию и устойчивости дуги. Качество дугообразования настраивается подбором номинала тиристоров.
Еще один пример самодельного осциллятора для инвертора — видео.
Дроссель Др 1 наматывается вручную. На кольцо R40 х 25 х 80 из феррита с магнитной проницаемостью М2000НМ, накручивается провод сечением 2,5 квадрата. Трансформатор Т 1 лучше использовать готовый. Отлично подходит строчный трансформатор от старых телевизоров с кинескопом. Например, ТС180-2.
Выключатель S1 размыкает высоковольтную дугу. Для безопасной смены электрода он должен быть разомкнут.
При подключении осциллятора невозможно угадать «полярность» (ноль-фаза). Для контроля правильности соединения используется индикатор МТХ-90. Он должен светиться.
Осциллятор для плазмореза делаем своими руками
Для розжига плазмы в резаке достаточно напряжения 20000 вольт постоянного тока. Поэтому подойдет искровой осциллятор. Чтобы не создавать сложный повышающий трансформатор, проще использовать банальный умножитель напряжения. Сила тока не имеет значения. Схема компактная, и выполняется буквально из бросовых деталей времен СССР.

Осциллятор для плазмореза — видео рекомендации.
Чтобы витки обмотки не вибрировали под нагрузкой, трансформатор пропитывается эпоксидной смолой.
Накопительный конденсатор – капризная часть схемы. После перебора нескольких вариантов, лучше всего показал себя «кондер» от стартера для люминесцентных ламп.
Схема управления плазморезом и осциллятором

При замыкании стартовой кнопки S3 включается схема блока питания инвертора плазмореза. Одновременно подается питание на схему осциллятора.
Время его работы определено разрядом конденсатора С5. Затем закрываются транзисторы Т7 и Т8, питание осциллятора прекращается. Цикл длится 2-3 секунды, за это время дуга плазмореза становится устойчивой.
После размыкания кнопки S3 конденсатор С5 перезаряжается, и система готова к повторному циклу запуска плазмотрона.
Осциллятор из катушки зажигания
Наиболее доступная схема выполняется на автомобильной катушке зажигания.

Однако характеристики бобин не совсем подходят для такой цели. Поэтому требуется тщательный подбор остальных элементов схемы. Можно использовать несколько комбинаций из тиристоров, пока вы не убедитесь в уверенном возбуждении дуги. Несмотря на соблазн изготовить простой осциллятор – это не самая лучшая схема.
Схема осциллятора для сварки алюминия
Алюминий требует особых условий для сварки, особенно тяжело разжечь на нем качественную дугу. Снова требуется осциллятор, способный преобразовать переменный ток частотой 50Гц в приемлемые для сварки 1500 Гц.
Как и остальные приборы, осциллятор для сварки алюминия подключается параллельно инвертору

или работает с последовательной схемой

Вывод:
В зависимости от интенсивности использования вашего сварочника, вы можете приобрести осциллятор заводского исполнения, или выбрать одну из предложенных схем.
Осциллятор для инвертора
Качество работ при использовании инверторной аппаратуры во многом определяется сварочной дугой, ее стабильностью и надежностью. Однако, скачки и перепады сетевого напряжения могут привести к сбою, и дуга самопроизвольно выключается. Чтобы избежать подобных ситуаций и обеспечить стабильный рабочий режим, применяется специальный прибор – осциллятор для инвертора. Он подключается параллельно к основному устройству, а его функция заключается в непосредственном возбуждении дуги и поддержании ее во время всего сварочного процесса.
Электрическая схема осциллятора
Схемы и конструкции сварочных осцилляторов могут отличаться, исходя из условий эксплуатации и частоты использования.
Как правило, эти устройства подключаются двумя способами:
- Последовательно. Такое подключение позволяет сваривать заготовки из алюминия.
- Параллельно. Применяется во время работ с нержавеющей сталью и для краткосрочной сварки.
Типовая схема состоит из следующих электротехнических компонентов:
- Стандартная конструкция искрового одноконтурного разрядника. Эта деталь по сути является генератором и обеспечивает формирование затухающих колебаний. Он состоит из конденсатора и катушек индуктивности, соединенных параллельно между собой. Вольфрамовые электроды выполняют функцию контактов.
- Дроссели в количестве двух, также изготовленные на основе катушек индуктивности.
- Мощный повышающий трансформатор. Преобразует стандартное сетевое напряжение до 6000 В, а частоту – до 250 кГц.
- Трансформатор, установленный на выходе. Осуществляет передачу сформированного напряжения в цепь сварочного инвертора.
- Детали управляющей цепи. Сюда входит стабилизатор, регулировочные элементы пуска, контур обратной связи с датчиком тока.
- Элементы системы безопасности. Выполнены в виде предохранительных цепей, защищающих схему от перегрузок, а самого рабочего – от поражения электротоком.
Взаимодействие с инвертором
Принцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц.
Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта. Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Управление осциллятором производится специальной кнопкой, удобно расположенной на держателе. Если используется аргоновая сварка, то управляющая кнопка размещается непосредственно на горелке.
Благодаря высокой степени ионизации, электропроводность воздуха существенно повышается. Через этот промежуток происходит мгновенное течение дугового тока, сформированного в инверторе. В результате, сварочная дуга появляется и затем продолжает гореть в рабочем режиме. За счет импульсов этот процесс поддерживается непрерывно и не прекращается даже при случайном увеличении воздушного зазора. Ток, произведенный осциллятором, объединяется с током инвертора, и их совместных усилий вполне хватает для поддержания дуги в любых условиях.
Разновидности осцилляторов
Использование сварочного осциллятора возможно лишь в качестве дополнительного устройства. Сам по себе он не может обеспечить рабочий процесс, из-за малой мощности и невозможности к самостоятельному соединению и расплавлению металлов. Основное предназначение прибора заключается в зажигании дуги и поддержке ее стабильного состояния без контакта электрода с металлической поверхностью.
Подобного результата удалось добиться за счет генерации высокого напряжения с высокой частотой, способного пробить воздушное пространство между металлом и электродом. Создается зона ионизированного воздуха, по которой в дальнейшем начинается течение уже основного сварочного тока.
В зависимости от рабочих режимов, все осцилляторы можно условно разделить на следующие группы:
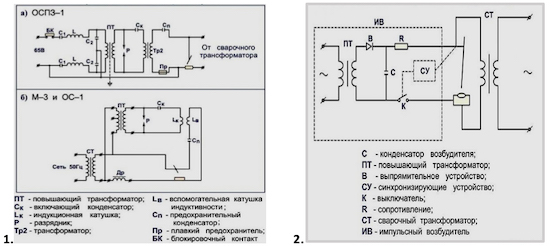
- Устройства непрерывного действия (рис. 1). Способны выдавать ток напряжением до 6000 вольт, частотой порядка 250 кГц. Этот дополнительный потенциал объединяется с основным сварочным током, способствуя мгновенному зажиганию дуги на определенном расстоянии от детали. Высокая частота обеспечивает стабильность, независимо от параметров инверторного тока. За счет малой мощности, дополнительный ток совершенно безопасен для сварщика. Прибор подключается к инвертору по параллельной или последовательной схеме. Последний вариант используется чаще и не требует дополнительной защиты от высокого напряжения.
- Импульсные осцилляторы (рис. 2). Очень удобны при выполнении сварочных работ переменным током. Данные устройства обладают способностью к постоянному поддержанию дуги при изменяющейся полярности электричества. Они легко зажигают дугу при отсутствии каких-либо контактов электрода и заготовки. В целом, импульсные приборы имеют некоторые преимущества перед непрерывно действующими осцилляторами.
- Приборы с использованием накопительных конденсаторов. Данные компоненты устанавливаются в общую схему и в дальнейшем обеспечивают работу устройства в режиме заряда-разряда. Наполнение конденсаторов энергией осуществляется с помощью зарядного модуля. В момент начала работы энергия заряженных конденсаторов отдается дуге. Затем они отключаются от схемы разряда и автоматически подключаются к зарядному модулю. При возникновении угрозы прерывания дуги происходит переключение конденсаторов на рабочую цепь сварочной аппаратуры.
Как самому изготовить прибор
При наличии определенных знаний и практических навыков работы с электроникой, изготовить осциллятор для инвертора самому не составит особого труда. Вариантов устройства может быть несколько, поэтому, выбирая наиболее подходящую схему, нужно обязательно определиться с условиями работы и другими исходными данными.
Как правило, учитываются следующие факторы:
- Целевое назначение аппаратуры. Желательно максимально точно определиться, с каким материалом придется работать. У каждого металла имеются свои особенности, которые учитываются при составлении схемы.
- Основные параметры тока и напряжения: переменный или постоянный, характеристики сетевого напряжения и т.д.
- Величина допустимой электрической мощности. Определяется мощностью входа обычных цепей, не превышающей 250 Вт. Увеличение этого показателя, неизбежно повлечет за собой повышение стоимости деталей и всего прибора в целом.
- Значение создаваемого вторичного напряжения, обычно, не более 3 кВт.
В домашнем хозяйстве чаще всего требуется сварка алюминиевых заготовок. Поэтому нужно выбирать схему, наиболее полно обеспечивающую именно этот вид работ. Вначале нужно выбрать подходящий трансформатор, способный повысить напряжение с обычных 220 до 3000 В.
На следующем этапе устанавливается разрядник, пропускающий искру. Далее производится включение в схему колебательного контура. В нем обязательно должен присутствовать блокировочный конденсатор, обеспечивающий генерацию импульсов высокой частоты. С его помощью прибор обретает все необходимые показатели. Сварочной дуге придается стабильность, а ее зажигание значительно упрощается.
По завершении сборки проверяется работоспособность готового устройства. Вначале выполняется пуск, вызывающий запуск разрядника и создание высокочастотных импульсов с помощью повышающего трансформатора. После возникновения дуги появляется мощное магнитное поле, которое попадает в катушку с обмоткой из толстого провода. Здесь это поле преобразуется в электрический ток, подключаемый плюсом к горелке, а минусом – к заготовке. В эту же горелку поступает газ, проходящий через специальный клапан и начинается сварка.
В варианте с электродами осциллятор для инвертора изготавливается уже по другим схемам, поэтому, чтобы не возникало путаницы, нужно заранее изучить готовый чертеж или составить собственную схему. Соблюдая все установленные правила, даже начинающий мастер соберет осциллятор.
Особенности эксплуатации
Комфортная и безопасная работа со сварочной инверторной аппаратурой во многом зависит от установленных правил, требующих обязательного соблюдения. В этом случае сварка алюминия, нержавейки и других цветных металлов будет качественной и надежной.

В процессе эксплуатации нужно обратить внимание на следующее:
- Осцилляторы совместно с инверторами могут использоваться внутри помещений и при выполнении наружных работ.
- Работая снаружи, нужно выбирать подходящие погодные условия, избегать дождя и снега. Температурный диапазон, при котором сохраняется нормальная работоспособность, находится в диапазоне от минус 10 до плюс 40 0 С.
- Уровень влажности наружного воздуха должен быть не более 98%.
- Не рекомендуется эксплуатация приборов в помещениях и других местах с сильным запылением, где присутствуют едкие газы и пары, оказывающие разрушающее действие на металл и изолирующие материалы.
- Перед началом работ нужно убедиться в наличии заземления.
Осциллятор увк 7 своими руками

Осциллятор УВК 7 представляет собой электронное устройство-возбудитель и стабилизатор сварочной дуги нового типа для сварочных аппаратов переменного и постоянного тока
От известных моделей его отличает то, что:
- УВК 7 не имеют разрядника в качестве основного элемента генерации высоковольтных импульсов.
- Питается осциллятор УВК 7 напряжением холостого хода источника сварки на переменном и постоянном токе, исключая источники сварки с напряжением холостого хода меньше 40В.
- Зажигание дуги на переменном токе происходит от одного импульса в каждый полупериод напряжения и стабилизируется при переходе тока через нуль.
- На постоянном токе возбуждение и стабилизация дуги происходит с определенной частотой и не зависит от полярности питающего напряжения.
- Осциллятор сам распознает постоянным или переменным током он питается, лишь бы напряжение холостого хода было в пределах от 40В до 80В.
- Осциллятор возбуждает и стабилизирует дугу в режиме ММА и в режиме ТИГ.
Постоянным током дугу зажигает первый импульс, а последующие импульсы поддерживают ее стабильность. При переменном токе необходима четкая синхронизация момента появления сварочного тока и возбуждающего импульса, иначе процесс сварки не начнется без касания.
При сварке тонких металлов постоянным или переменным током, когда касание недопустимо, использование осциллятора необходимо, очень удобно да и практично и в ММА и в ТИГ режимах.
Устройство УВК 7 применимо в виде автономной приставки или и качестве комплектующего в современных сварочных аппаратах отечественного или импортного производства.
Устройство может быть использовано в широком спектре сварочной техники с целью расширения возможности, модернизации устаревших, совершенствования разрабатываемых конструкций, облегчения проведения сварочных работка.
Это находит подтверждение в опубликованных паспортных данных осциллятора, а также заметного заинтересованного внимания в интернете на различных форумах.
Как приставка, осциллятор УВК 7 надевается на сварочный кабель и крепится механически — сальниками. Электрическое питание его осуществляется двумя гибкими монтажными проводами малого сечения, которые оснащены наконечниками. Они подключаются трехмиллиметровыми саморезами, которые ввинчиваются до контакта с металлом прямо в силовой кабель поблизости от разъема СКР, а «О»- провод также крепится на второй силовой кабель.
Питание устройства производится выходным напряжением холостого хода сварочного аппарата, либо от маленького — 50Вт трансформатора, в зависимости от вида сварочной техники и ее назначения.
При сварке источником постоянного тока в аргоне силовой кабель, оснащенный осциллятором УВК 7 и горелкой типа АГНИ-03м или аналогичной, подсоединяется к положительному или отрицательному выходному СКР разъему. Этим осуществляется прямое и обратное включение. Оснащенный осциллятором УВК 7 кабель можно переподключать на СКР разъемы в аппаратах, имеющих совмещение постоянного и переменного тока.
Однако надо учитывать, что сварка в аргоне постоянным током в обратной полярности обладает особенностью. Необходимо увеличивать диаметр неплавящегося электрода и уменьшать величину тока по сравнению с процессом сварки переменным током. Что приближает расход неплавящегося электрода к расходу на переменном токе. Это явление связано с физикой процесса сварки постоянным током обратной полярности в инертных газах, так как основная энергия при этом выделяется на электроде.
Осциллятор возбуждает и стабилизирует дугу в режиме и ММА и ТИГ, что является также одной из основных особенностей этого устройства.
При сварке переменным током штучными электродами с установленным осциллятором УВК 7 держатель электрода должен быть оснащен кнопкой для включения его питания.
В режиме ММА осциллятор УВК 7 легко обеспечивает зажигание переменным током электродов не только переменного, но и постоянного тока . без касания, что расширяет возможности сварочного аппарата.
При сварке в аргоне переменным током осциллятор УВК 7 раскрывает удивительные возможности сварочного трансформатора. Он позволяет варить, кроме черных металлов, алюминия, магния — медь, титан, чугун, нержавейку в том числе и силумин . и др.. Например, соединять такие сплавы как алюминий со сталью медью и другое.
Специалисты – сварщики отмечают положительный эффект и общее облегчение труда ввиду надежного зажигания и отсутствия залипания при проведении потолочных сварочных работ.
Есть возможность легко сваривать угольными электродами, например, медные концы кабеля без аргона, когда появляется в этом необходимость.
При проведении сварочных работ в сельской местности и в слабых электрических сетях УВК 7 обеспечивает надежное зажигание и стабильное горение дуги, когда Uсети падает до150В, но при этом Uхх источника сварочного тока должно быть не меньше 40 B .
Конструкторам интересно будет знать, что осциллятор УВК 7 позволяет зажигать дугу при 80В> Uхх >40В и величине тока от 0.1А до 300А и выше, причем независимо от толщины электрода.
На различных сварочных выставках не раз было показано, как от миниатюрного сварочного аппарата легко зажигалась дуга 0,2А «электродом» в виде болта диаметром 6мм, причем «шляпкой» к месту сварки. Демонстрация проходила, как правило, рядом с оргтехникой, так как места не хватало, и питались из одной электрической розетки, а влияния на оргтехнику не наблюдалось.
Осциллятор УВК 7 можно применять в бензогенераторах, вырабатывающих переменный сварочный ток. Используя все перечисленные выше качества осциллятора УВК 7, удается получить универсальную автономную сварочную установку с очень полезными и интересными возможностями.
Использование осциллятора УВК 7 на производстве может быть полезно для при сварке концов при намотке кольцевых магнитопроводов тонкими трансформаторными сталями.
Возможности осциллятора УВК 7 могут быть полезны ювелирам в работе с драгметаллами, скульпторам при работе с малыми формами из металла, ученым и многим другим увлеченным людям.
Опыты показали, что надежное зажигание электродом 4мм при токе сварки 60А (на меньшие токи отечественные сварочные трансформаторы раньше не выпускали) можно сваривать тонкие металлы, а электродом 2мм с тем же током — более толстые. Возбуждение и в том и другом случае одинаково легкое.
То есть появляются широкие возможности конструировать дешевые и надежные сварочные трансформаторы с самыми лучшими техническими характеристиками, что вполне может явиться альтернативой дорогостоящим и малонадежным инверторным сварочным аппаратам иностранного производства, которые продаются по демпинговой цене (только их ремонт близок их стоимости). Это может погубить производство в России сварочных трансформаторов, и только осцилляторы подобные УВК 7 могут дать шанс для их выживания.
Осциллятор УВК 7 возбуждает и стабилизирует дугу в режиме ТИГ и ММА, что без особых затрат позволяет значительно расширить технические возможности простых и дешевых аппаратов, облегчить работу сварщика и просто почувствовать удовольствие от возможности и умения сваривать металл — раскрыть свои способности.
Что касается вопросов техники безопасности, то при разработке и изготовлении осциллятора УВК 7 была поставлена задача — сделать абсолютно безопасным проведение сварочных работ при использовании осциллятора УВК 7.
Условия пожаробезопасности в конструкции сварочного аппарата осциллятора УВК 7 были учтены обязательным применением нормальноразомкнутой кнопки включения питания УВК 7 на держателе.
Работа осциллятора УВК 7 может быть оценена по нескольким параметрам:
- он не имеет разрядника, излучающего помехи;
- частота импульсов возбуждения для переменного тока составляет 50Гц или 100Гц, а постоянного – от 25 до100Гц.;
- длительность импульсов составляет единицы наносекунд (10 в минус 9 степени секунды);
- энергия в импульсе — единицы миллиджоулей;
- использование двуполярных импульсов для переменного и однополярных для постоянного тока;
- амплитуда напряжения в импульсе составляет 5-7 Кв;
- амплитуда тока в импульсе — 100-150А;
- потребляемая мощность не более 10Вт;
- установка осциллятора УВК 7 требует обязательного использования на держателе кнопки включения его питания;
- вес 350 г;
- габариты 120х80х40мм.
За счет того, что возбуждающий импульс очень короткий и вся его энергия сконцентрирована по времени в этих наносекундах он легко преодолевает сопротивление изоляционной пленки любого металла. И происходит инициация сварки, причем от одного импульса каждого полупериода переменного тока. А при сварке постоянным током — важна первая инициация и дальнейшее ее поддержание при движении электрода вдоль металла.
То есть на практике, энергии всего единиц милиджоулей (вместо 5000 – 6000 милиджоулей в известных и опасных для сварщика и оргтехники моделях ) оказалось достаточно чтобы возбуждать (Универсальной Волшебной Коробочкой) осциллятором УВК 7 и стабилизировать сварочную дугу.
Для правильной работы сварочный аппарат должен быть оснащен сварочной горелкой, имеющей кнопку с нормальноразомкнутыми контактами для включения питания осциллятора и шлангом для подачи газа в режиме ТИГ.
Недопустимо одновременное включение осциллятора и сварочного аппарата одним пускателем, и тем более оставлять в таком виде без присмотра работающим осциллятор совместно со сварочным аппаратом на рабочем столе из металла.