

Виды операций на производстве
Тема 3. Производственный процесс. Типы производства
Производственный процесс — совокупность взаимосвязанных основных, вспомогательных, обслуживающих и естественных процессов, направленных на изготовление определенной продукции.
Основные компоненты производственного процесса, определяющие характер производства, — это:
• профессионально подготовленный персонал;
• средства труда (машины, оборудование, здания, сооружения и т.д.);
• предметы труда (сырье, материалы, полуфабрикаты);
• энергия (электрическая, тепловая, механическая, световая, мышечная);
• информация (научно-техническая, коммерческая, оперативно-производственная, правовая, социально-политическая).
Основные процессы — это такие производственные процессы, в ходе которых сырье и материалы превращаются в готовую продукцию.
Вспомогательные процессы представляют собой обособленные части производственного процесса, которые зачастую могут быть выделены в самостоятельные предприятия. Они заняты изготовлением продукции и оказанием услуг, необходимых основному производству. К ним относятся изготовление инструментов и технологической оснастки, запасных частей, ремонт оборудования и т.д.
Обслуживающие процессы неразрывно связаны с основным производством, их невозможно обособить. Главная их задача — обеспечить бесперебойную работу всех подразделений предприятия. К ним относятся межцеховой и внутрицеховой транспорт, складирование и хранение материально-технических ресурсов и т.д.
Технологический процесс — это часть производственного процесса, целенаправленно воздействующая на предмет труда в целях его изменения.
В зависимости от особенностей используемого сырья технологические процессы подразделяются на:
• использующие сельскохозяйственное сырье (растительного или животного происхождения);
• использующие минеральное сырье (топливно-энергетическое, рудное, строительное и др.).
Использование конкретного вида сырья определяет способ воздействия на него и позволяет выделить три группы технологических процессов:
• с механическим воздействием на предмет труда в целях изменения его конфигурации, размеров (процессы резания, сверления, фрезерования);
• с физическим воздействием на предмет труда в целях изменения его физического состава (термическая обработка);
• аппаратурные, протекающие в специальном оборудовании для изменения химического состава предметов труда (плавка стали, производство пластмасс, продуктов перегонки нефти).
В соответствии с технологическими особенностями и отраслевой принадлежностью производственные процессы могут быть синтетическими, аналитическими и прямыми.
Синтетический производственный процесс — такой, в котором продукция изготавливается из различных видов сырья. Например, при производстве автомобилей используются различные виды металла, пластмасс, резина, стекло и другие материалы. Синтетический производственный процесс объединяет, как правило, множество дискретных технологических процессов с механическим и физическим воздействием на предметы труда.
Аналитический производственный процесс — такой, в котором из одного вида сырья изготовляется множество видов продукции. Примером может служить переработка нефти. Аналитический производственный процесс реализуется посредством использования непрерывных технологических процессов аппаратурного характера.
Прямой производственный процесс характеризуется выходом одного вида продукции из одного вида сырья. Примером может служить производство строительных блоков из однородного материала (туфа, мрамора, гранита).
Операция — часть процесса производства, выполняемая на одном рабочем месте одним или несколькими рабочими и состоящая из ряда действий над одним объектом производства (деталью, узлом, изделием).
По виду и назначению продукции, степени технической оснащенности операции классифицируются на ручные, машинно-ручные, механизированные и автоматизированные.
Ручные операции выполняются вручную с использованием простого инструмента (иногда механизированного), например, ручная окраска, сборка, упаковка изделия и пр.
Машинно-ручные операции осуществляются с помощью машин и механизмов при обязательном участии рабочего, например, перевозка грузов на электрокарах, обработка деталей на станках при ручной подаче.
Механизированные операции осуществляются машинами и механизмами при ограниченном участии работника, которое заключается в установке-съеме деталей и контроле над прохождением операции.
Автоматизированные операции осуществляются с использованием робототехники в часто повторяющихся видах деятельности. Автоматы в первую очередь освобождают людей от монотонного утомительного или опасного труда.
Организация производственного процесса базируется на следующих принципах:
1) Принцип специализации означает разделение труда между отдельными подразделениями предприятия и рабочими местами и их кооперирование в процессе производства. Реализация этого принципа предполагает закрепление за каждым рабочим местом и каждым подразделением строго ограниченной номенклатуры работ, деталей или изделий.
2) Принцип пропорциональности предполагает одинаковую пропускную способность подразделений, цехов, участков, рабочих мест при реализации технологического процесса по выпуску определенной продукции. Частое изменение структуры товарного портфеля нарушает абсолютную пропорциональность. Основной задачей при этом является недопущение постоянной перегрузки одних подразделений при хронической недогрузке других.
3) Принцип непрерывности предполагает сокращение или ликвидацию перерывов в процессе производства готовой продукции. Принцип непрерывности реализуется в таких формах организации производственного процесса, при которых все его операции осуществляются непрерывно, без перебоев, и все предметы труда непрерывно движутся с операции на операцию. Это сокращает время на изготовление продукции и уменьшает простои оборудования и рабочих.
4) Принцип параллельности предусматривает одновременное выполнение отдельных операций или частей производственного процесса. Этот принцип базируется на положении о том, что части производственного процесса должны быть совмещены во времени и выполняться одновременно. Соблюдение принципа параллельности ведет к сокращению длительности производственного цикла, экономии рабочего времени.
5) Принцип прямоточности предполагает такую организацию производственного процесса, при которой обеспечивается кратчайший путь движения предметов труда от запуска сырья и материалов до получения готовой продукции. Соблюдение принципа прямоточности ведет к упорядочению грузопотоков, сокращению грузооборота, уменьшению затрат на транспортировку материалов, деталей и готовых изделий.
6) Принцип ритмичности означает, что весь производственный процесс и составляющие его части по изготовлению заданного количества продукции повторяются через равные промежутки времени. Различают ритмичность выпуска продукции, ритмичность работы и ритмичность производства.
Ритмичностью выпуска называется выпуск одинакового или равномерно увеличивающегося (уменьшающегося) количества продукции за равные отрезки времени. Ритмичность работы — это выполнение равных объемов работ (по количеству и составу) за равные интервалы времени. Ритмичность производства означает соблюдение ритмичного выпуска продукции и ритмичность работы.
7) Принцип технической оснащенности ориентирует на механизацию и автоматизацию производственного процесса, устранение ручного, монотонного, тяжелого, вредного для здоровья человека труда.
Производственный цикл представляет собой календарный период времени от момента запуска сырья и материалов в производство до полного изготовления готовой продукции. Производственный цикл включает время выполнения основных, вспомогательных операций и перерывов в процессе изготовления изделий.
Время выполнения основных операций составляет технологический цикл и определяет период, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных технологических процессов, которые происходят без участия людей и техники (сушка на воздухе окрашенного или остывание нагретого изделия, брожение некоторых продуктов и др.).
Время выполнения вспомогательных операций включает:
• контроль качества обработки изделия;
• контроль режимов работы оборудования, их настройку, мелкий ремонт;
• уборку рабочего места;
• транспортировку материалов, заготовок;
• приемку и уборку обработанной продукции.
Время выполнения основных и вспомогательных операций составляет рабочий период.
Время перерывов в работе — это время в течение которого не производится никакого воздействия на предмет труда и не происходит изменения его качественной характеристики, но продукция еще не является готовой и процесс производства не закончен.
Различают регламентированные и нерегламентированные перерывы.
В свою очередь, регламентированные перерывыв зависимости от вызвавших их причин разделяются на межоперационные (внутрисменные) и междусменные (связанные с режимом работы).
Межоперационные перерывы делятся на перерывы партионности, ожидания и комплектования.
Перерывы партионности имеют место при обработке деталей партиями: каждая деталь или узел, поступая к рабочему месту в составе партии, пролеживает дважды — до начала и по окончании обработки, пока вся партия не пройдет через данную операцию.
Перерывы ожидания обусловлены несогласованностью (несинхронностью) длительности смежных операций технологического процесса и возникают, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для выполнения следующей операции.
Перерывы комплектования возникают в тех случаях, когда детали и узлы пролеживают в связи с незаконченностыо изготовления других деталей, входящих в один комплект.
Междусменные перерывы определяются режимом работы (количеством и длительностью смен) и включают перерывы между рабочими сменами,выходные и праздничные дни, обеденные перерывы.
Нерегламентированные перерывы связаны с простоями оборудования и рабочих по различным, не предусмотренным режимом работы организационным и техническим причинам (отсутствие сырья, поломка оборудования, невыход на работу рабочих и др.) и не включаются в производственный цикл.
Расчет длительности производственного цикла (Тц) производится по формуле:
где То — время выполнения основных операций;
Тв — время выполнения вспомогательных операций;
Тп — время перерывов.
Производственный цикл — один из важнейших технико-экономических показателей, который является исходным для расчета многих показателей производственно-хозяйственной деятельности предприятия.
Сокращение длительности производственного цикла — один из важнейших источников интенсификации и повышения эффективности производства на предприятиях. Чем быстрее совершается производственный процесс (меньше длительность производственного цикла), тем лучше используется производственный потенциал предприятия, выше производительность труда, меньше объем незавершенного производства, ниже себестоимость продукции.
Длительность производственного цикла зависит от сложности и трудоемкости изготовления продукции, уровня техники и технологии, механизации и автоматизации основных и вспомогательных операций, режима работы предприятия, организации бесперебойного обеспечения рабочих мест материалами и полуфабрикатами, а также всем необходимым для нормальной работы (энергия, инструменты, приспособления и т.п.).
Длительность производственного цикла в значительной степени определяется видом сочетания операций и порядком передачи предмета труда от одного рабочего места к другому.
Существуют три вида сочетания операций: последовательный, параллельный; параллельно-последовательный.
При последовательном движении обработка партии деталей на каждой последующей операции начинается после окончания обработки всей партии на предыдущей операции. Длительность производственного цикла при последовательном сочетании операций рассчитывается по формуле:
где n — число деталей в партии, m — число операций обработки деталей;
ti — время выполнения каждой операции, мин.
При параллельном движении передача деталей на последующую операцию осуществляется поштучно или транспортной партией сразу после обработки на предыдущей операции. В этом случае длительность производственного цикла рассчитывается по формуле:
Тц (пар) = P∑ ti + (n — P) tmax ,
где P — размер транспортной партии;
tmax — время выполнения наиболее продолжительной операции, мин.
При параллельном порядке выполнения операций обеспечивается наиболее короткий производственный цикл. Однако на отдельных операциях при этом возникают простои рабочих и оборудования, вызываемые неодинаковой продолжительностью отдельных операций. В этом случае более эффективным может быть параллельно-последовательное сочетание операций.
При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций таким образом, что вся партия обрабатывается на каждой операции без перерывов. При таком сочетании операций продолжительность производственного цикла больше, чем при параллельном, но гораздо меньше, чем при последовательном, и может быть определена по формуле:
Тц (пар-посл) = Тц (посл) – ∑ ti ,
где ∑ti – суммарная экономия времени по сравнению с последовательным
i =1 видом движения за счет частичного перекрытия времени выполнения каждой пары смежных операций.
188.64.169.166 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Лекции № 4. Типы производства и организация производственного процесса
1. Типы производства и их характеристика
2. Производственный процесс и его содержание
3. Производственный цикл
4. Принципы организации производственного цикла
5. Методы организации производственного цикла
4.1. Типы производства и их характеристика
Тип производства представляет собой комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Различают три типа производства: единичное, серийное, массовое.
Единичное производство характеризуется широким ассортиментом продукции и малым объемом выпуска одинаковых изделий, зачастую не повторяющихся. Особенности этого типа производства заключаются в том, что рабочие места не имеют глубокой специализации, применяются универсальное оборудование и технологическая оснастка, большая часть рабочих имеет высокую квалификацию, значительный объем ручных сборочных и доводочных операций, здесь высокая трудоемкость изделий и длительный производственный цикл их изготовления, значительный объем незавершенного производства.
Разнообразная номенклатура делает единичное производство более мобильным и приспособленным к условиям колебания спроса на готовую продукцию.
Единичное производство характерно для станкостроения, судостроения, производства крупных гидротурбин, прокатных станов и другого уникального оборудования. Разновидностью единичного производства является индивидуальное производство.
Серийное производство характеризуется изготовлением ограниченной номенклатуры продукции партиями (сериями), повторяющимися через определенные промежутки времени. В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства. Особенности организации серийного производства заключаются в том, что удается специализировать рабочие места для выполнения нескольких подобных технологических операций, наряду с универсальным применять специальное оборудование и технологическую оснастку, широко применять труд рабочих средней квалификации, эффективно использовать оборудование и производственные площади, снизить, по сравнению с единичным производством, расходы на заработную плату.
Серийное производство характерно для выпуска продукции установившегося типа, например, металлорежущих станков, насосов, компрессоров и другого широко применяемого оборудования.
Массовое производство характеризуется изготовлением ограниченной номенклатуры однородной продукции в больших количествах в течение относительно продолжительного периода времени. Массовое производство — высшая форма специализации производства, позволяющая сосредоточивать на предприятии выпуск одного или нескольких типов одноименных изделий. Непременным условием массового производства является высокий уровень стандартизации и унификации при конструировании деталей, узлов и агрегатов.
Особенности организации массового производства заключаются в том, что можно специализировать рабочие места на выполнении одной постоянно закрепленной операции, применять специальное оборудование и технологическую оснастку, иметь высокий уровень механизации и автоматизации производства, применять труд рабочих невысокой квалификации. Массовое производство обеспечивает наиболее полное использование оборудования, высокий уровень производительности труда, самую низкую себестоимость изготовления продукции по сравнению с серийным и тем более единичным производством. Этот тип производства экономически целесообразен при достаточно большом объеме выпуска продукции, поэтому необходимым условием массового производства является наличие устойчивого и значительного спроса на продукцию.
Массовое производство характерно для выпуска автомобилей, тракторов, продукции пищевой, текстильной и химической промышленности.
4.2. Производственный процесс и его содержание
Производственный процесс представляет собой совокупность целенаправленных действий персонала предприятия по превращению сырья и материалов в готовую продукцию.
Основные компоненты производственного процесса, определяющие характер производства, — это:
§ профессионально подготовленный персонал;
§ средства труда (машины, оборудование, здания, сооружения и т.д.);
§ предметы труда (сырье, материалы, полуфабрикаты);
§ энергия (электрическая, тепловая, механическая, световая, мышечная);
§ информация (научно-техническая, коммерческая, оперативно-производственная, правовая, социально-политическая).
Профессионально управляемое взаимодействие этих компонентов формирует конкретный производственный процесс и составляет его содержание.
Производственный процесс является основой деятельности любого предприятия. Содержание производственного процесса оказывает определяющее воздействие на построение предприятия и его производственных подразделений.
Основной частью производственного процесса является технологический процесс. В ходе реализации технологического процесса происходит изменение геометрических форм, размеров и физико-химических свойств предметов труда.
По своему значению и роли в производстве производственные процессы подразделяются на:
Основными называются производственные процессы, в ходе которых осуществляется изготовление основной продукции, выпускаемой предприятием.
К вспомогательным относятся процессы, обеспечивающие бесперебойное протекание основных процессов. Их результатом является продукция, используемая на самом предприятии. Вспомогательными являются процессы по ремонту оборудования, изготовлению оснастки, выработке пара, сжатого воздуха и т.д.
Обслуживающими процессами называются такие, в ходе реализации которых выполняются услуги, необходимые для нормального функционирования как основных, так и вспомогательных процессов. Это процессы транспортировки, складирования, комплектования деталей, уборки помещений и др.
Производственный процесс состоит из множества различных операций, которые соответственно подразделяются на основные (технологические) и вспомогательные.
Технологическая операция — это часть производственного процесса, выполняемая на одном рабочем месте над одним объектом производства (деталью, узлом, изделием) одним или несколькими рабочими.
По виду и назначению продукции, степени технической оснащенности операции классифицируются на ручные, машинно-ручные, машинные и аппаратурные.
Ручные операции выполняются вручную с использованием простого инструмента (иногда механизированного), например, ручная окраска, сборка, упаковка изделия и пр.
Машинно-ручные операции осуществляются с помощью машин и механизмов при обязательном участии рабочего, например, перевозка грузов на электрокарах, обработка деталей на станках при ручной подаче.
Машинные операции полностью выполняются машиной при минимальном участии рабочих в технологическом процессе, например, установка деталей в зону машинной обработки и снятие их по окончании обработки, наблюдение за работой машин, т.е. рабочие не участвуют в технологических операциях, а лишь контролируют их.
Аппаратурные операции протекают в специальных агрегатах (сосудах, ваннах, печах и др.). Рабочий наблюдает за исправностью оборудования и показаниями приборов и вносит по мере необходимости корректировку в режимы работы агрегатов в соответствии с требованиями технологии. Аппаратурные операции широко распространены на предприятиях пищевой, химической, металлургической и других отраслей промышленности.
Организация производственного процесса состоит в объединении людей, орудий и предметов труда в единый процесс производства материальных благ, а также в обеспечении рационального сочетания в пространстве и во времени основных, вспомогательных и обслуживающих процессов.
Производственный цикл
Производственный цикл представляет собой календарный период времени от момента запуска сырья и материалов в производство до полного изготовления готовой продукции. Производственный цикл включает время выполнения основных, вспомогательных операций и перерывов в процессе изготовления изделий.
Время выполнения основных операций составляет технологический цикл и определяет период, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных технологических процессов, которые происходят без участия людей и техники (сушка на воздухе окрашенного или остывание нагретого изделия, брожение некоторых продуктов и др.).
Время выполнения вспомогательных операций включает:
§ контроль качества обработки изделия;
§ контроль режимов работы оборудования, их настройку, мелкий ремонт;
§ уборку рабочего места;
§ транспортировку материалов, заготовок;
§ приемку и уборку обработанной продукции.
Время выполнения основных и вспомогательных операций составляет рабочий период.
Время перерывов обусловлено режимом труда, межоперационным пролеживанием деталей, а также недостатками в организации труда и производства. Соответственно перерывы могут быть разделены на три группы.
1. Перерывы, связанные с установленным на предприятии режимом работы: нерабочие дни и смены, междусменные и обеденные перерывы, внутрисменные регламентированные перерывы для отдыха рабочих и т.п.
2. Перерывы межоперационные, обусловленные организационно-технологическими причинами: перерывы ожидания, вызванные несинхронностью длительности смежных операций технологического процесса, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для выполнения следующей операции; перерывы комплектования, возникающие в тех случаях, когда детали и узлы пролеживают в связи с незаконченностью изготовления других деталей, входящих в комплект.
3. Перерывы, связанные с простоями оборудования и рабочих по различным организационным и техническим причинам, не предусмотренным режимом работы: отсутствие сырья, энергии, поломка оборудования, невыход рабочих на работу и др.
Расчет длительности производственного цикла (Тц) производится по формуле
Виды сочетания операций
Одним из средств сокращения длительности производственного цикла является одновременное выполнение всех или некоторых операций технологического процесса изготовления продукции. Это определяется видом сочетания операций и порядком передачи предмета труда от одного рабочего к другому. Операция — часть процесса производства, выполняемая на одном рабочем месте, состоящая из ряда действий над одним объектом производства (деталью, узлом, изделием) одним или несколькими рабочими. Различают следующие виды сочетания операций:
- • последовательный;
- • параллельный;
- • параллельно-последовательный (смешанный).
Последовательный вид сочетания операций характеризуется тем,
что на каждой операции детали обрабатываются партией, передача партии на последующую операцию начинается не раньше, чем будет закончена обработка всех деталей на предыдущей операции. Длительность технологической части производственного цикла изготовления деталей при применении этого вида равняется времени обработки одной детали на всех операциях, умноженному на число деталей в партии. Расчет технологической части производственного цикла изготовления деталей представлен на графике (рис. 7.3).
Последовательный вид сочетания операций применяется в тех случаях, когда на участке обрабатывается большая номенклатура продукции, с различной технологией и разной загрузкой станков и агрегатов. Этот вид сочетания операций применяется особенно в единичном и мелкосерийном производстве.
Параллельный вид сочетания операций характеризуется тем, что обработка деталей производится одновременно на всех операциях.

Рис. 7.3. График технологической части производственного цикла изготовления деталей при последовательном виде сочетания операций
Передача предметов труда с операции на операцию производится поштучно. Расчет технологической части производственного цикла изготовления деталей при параллельном виде сочетания операций представлен на графике (рис. 7.4).
Параллельный вид сочетания операций наиболее эффективен при производстве однородных изделий при равенстве и кратности операций. Он обеспечивает «короткий» цикл производства, равномерную загрузку и наилучшее использование оборудования и рабочих. Параллельный вид сочетания операций широко распространен в массовом и крупносерийном производстве.
Последовательно-параллельный (смешанный) вид сочетания операций характеризуется тем, что применяется на прямопоточных линиях в условиях разнократной длительности этих операций и

Рис. 7.4. График технологической части производственного цикла изготовления деталей при параллельном виде сочетания операций
неравномерной передачи продукции с операции на операцию. Передача предметов труда при данном виде сочетания операций производится с «длинной» операции на «короткую» — партиями, а с «короткой» на «длинную» — поштучно. Расчет технологической части производственного цикла изготовления деталей при смешанном виде сочетания операций представлен на графике (рис. 7.5).
Смешанный вид сочетания операций целесообразно применять при выпуске однородной продукции на участках с неравномерной мощностью оборудования и частичной синхронизацией операций. Отметим, что формулы для расчета технологической части производственного цикла изготовления деталей при смешанном виде сочетания операций (а иногда при параллельном) не всегда применимы. В этом случае необходимо пользоваться 98

Рис. 7.5. График технологической части производственного цикла изготовления деталей при последовательно-параллельном (смешанном) виде сочетания операций
графическим или расчетным способом определения длительности производственного цикла.
- 1. Что понимается под организацией производства?
- 2. Назовите основные принципы организации производственного процесса, раскройте их содержание.
- 3. Приведите формулы, характеризующие основные принципы организации производственного процесса.
- 4. Произведите конкретные расчеты по формулам, характеризующим основные принципы организации производства, и раскройте их экономический смысл.
- 5. Что такое производственный процесс? Дайте классификацию производственных процессов.
- 6. Как подразделяются производственные процессы в зависимости от роли и значения в общем производственном процессе?
- 7. Для чего необходима классификация производственных процессов?
- 8. Раскройте последовательность и основные элементы проектирования производственного процесса.
- 9. Дайте характеристику производственного цикла и перечислите его отличия от производственного процесса.
- 10. Расшифруйте структуру производственного цикла.
- 11. Назовите составляющие технологического цикла.
- 12. Раскройте содержание времени перерывов в процессе производства. Чем они обусловлены и какова их объективная необходимость?
- 13. Каковы пути сокращения производственного цикла?
- 14. Назовите виды сочетания операций. Обоснуйте сферу их применения. Каковы недостатки и достоинства каждого вида сочетания операций?
- 15. Представьте виды сочетания операций графически и обоснуйте формулы расчета длительности производственного цикла.
- 16. С какой целью применяются различные виды сочетания операций?
- 17. Какова сфера применения каждого вида сочетания операций?

Производственная операция;
Производственный процесс неоднороден. Он распадается на множество элементарных технологических процедур, которые совершаются при изготовлении готового изделия. Эти отдельные процедуры называются операциями. Операция — это элементарное действие (работа), направленное на преобразование предмета труда и получение заданного результата. Производственная операция — это отдельная часть производственного процесса. Обычно она выполняется на одном рабочем месте без переналадки оборудования и совершается при помощи набора одних и тех же орудий труда.
Операции, как и производственные процессы, подразделяются на основные и вспомогательные. При основной операции предмет обработки меняет свои формы, размеры и качественные характеристики, при вспомогательной — этого не происходит. Вспомогательные операции лишь обеспечивают нормальное протекание и выполнение основных операций. В основе организации производственного процесса лежит рациональное сочетание во времени и пространстве всех основных и вспомогательных операций.
В зависимости от вида и назначения продукции, степени технической оснащенности и основного профиля производства различают ручные, машинно-ручные, машинные и аппаратурные операции. Ручные операции выполняются вручную с использованием простого инструмента (иногда механизированного), например ручная окраска изделий, слесарная обработка, наладка и регулировка механизмов. Машинно-ручные операции осуществляются при помощи машин и механизмов, но при непосредственном участии рабочих (например перевозка грузов на автомобилях, обработка деталей на станках с ручным управлением). Машинные операции выполняются без участия или при ограниченном участии рабочих. Выполнение технологических операций может осуществляться при этом в автоматическом режиме, по установленной программе лишь под контролем рабочего. Аппаратурные операции протекают в специальных агрегатах (трубопроводах, колоннах, в термических и плавильных печах и др.).
Производственный цикл — это законченный полный круг производственных операций при изготовлении изделия. Вследствие того, что производственный процесс протекает во времени и пространстве, производственный цикл можно измерить длиной пути движения изделия и его комплектующих изделий (в метрах). Но чаще всего размерная величина производственного цикла рассматривается во времени, в течение которого изделие проходит весь путь обработки.
Интервал календарного времени от начала первой производственной операции до окончания последней называется временной продолжительностью производственного цикла. Продолжительность цикла в таком случае измеряется в днях, часах, минутах, секундах в зависимости от вида изделия и стадии обработки, по которой рассчитывается цикл. Например, на автомобильном заводе измеряется цикл производства автомобиля в целом, определяется цикл производства отдельных агрегатов и деталей, из которых комплектуется автомобиль, а также цикл по труппам однородных операций и цикл отдельно взятых операций.
Время технологической обработки изделия (рабочий период) — это период времени, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных технологических процессов, которые протекают в изделии без участия людей и техники. На длительность рабочего периода оказывают влияние разного рода факторы. К числу основных относятся: 1) качество проектно-конструкторских работ (отсутствие в них ошибок и просчетов); 2) уровень унификации и стандартизации изделий; 3) производительность технологических машин и оборудования; 4) производительность труда рабочих; 5) степень точности изделия (высокая точность требует дополнительной обработки, что удлиняет производственный цикл); 6) организационные факторы (организация рабочего места, размещение санитарных узлов, складских помещений, где хранятся заготовки, инструмент и пр.). Недостатки организационного характера увеличивают подготовительно-заключительное время и время на отдых и личные надобности рабочих.
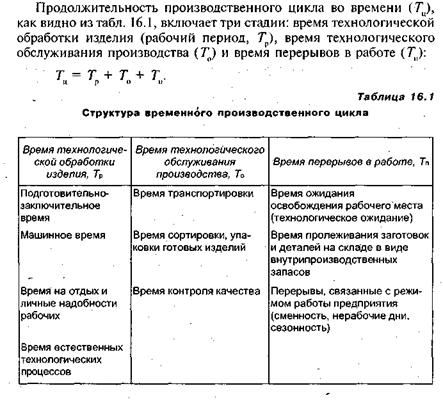
Время естественных технологических процессов — это период рабочего времени, когда предмет труда изменяет свои характеристики без непосредственного воздействия человека или техники (сушка на воздухе окрашенного или остывание нагретого изделия, рост и созревание растений, брожение некоторых продуктов и др.). Для ускорения производства многие естественные технологические процессы осуществляются в искусственно созданных условиях (например сушка в сушильных камерах).
Время технологического обслуживания производства включает: 1) стационарный контроль качества и определение годности обработки изделия; 2) контроль режимов работы машин и оборудования, их настройку, мелкий ремонт; 3) уборку рабочего места; 4) подвоз заготовок и материалов, приемку и уборку обработанной продукции.
Время перерывов в работе — это время, в течение которого не производится никакого воздействия на предмет труда и не происходит изменений его качественных характеристик, но продукция еще не является готовой и процесс производства не закончен. Различают регламентированные и нерегламентированные перерывы. В свою очередь, регламентированные перерывы в зависимости от вызвавших их причин разделяются на межоперационные (внутрисменные) и междусменные (связанные с режимом работы).
Межоперационные перерывы делятся на перерывы партионно-сти, ожидания и комплектования. Перерывы партионности имеют место при обработке деталей партиями: каждая деталь или узел, поступая к рабочему месту в составе партии, пролеживает дважды (первый раз — до начала, второй раз — по окончании обработки, пока вся партия не пройдет через данную операцию). Перерывы ожидания обусловлены несогласованностью (несинхронностью) длительности смежных операций технологического процесса. Они возникают, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для-выполнения следующей операции. Рассогласованность продолжительности сопряженных тех¬нологических операций, как правило, вызывается различной производительностью или нерегламентированными простоями различного оборудования, на котором осуществляется обработка изделия. Наименее производительная часть оборудования тормозит производственный процесс и является узким местом. Например, из пяти установленных станков у первых четырех потенциальная производительность — 10 технологических операций в час, а пятого станка — всего 6 операций в час. Обработанные на первых четырех станках изделия будут в среднем пролеживать 24 мин в ожидании, когда освободится мощность пятого станка, который и будет узким местом. Расшивка узких мест — важный резерв увеличения производственной мощности и общего снижения издержек производства, повышения доходности предприятия. На сборочных участках возникают перерывы комплектования, когда детали и узлы пролеживают в связи с незаконченностью изготовления других деталей, входящих в один сборочный комплект.
Междусменные перерывы определяются режимом работы (числом и длительностью смен). К ним относятся перерывы между рабочими сменами, а также выходные и праздничные дни. К ним могут быть отнесены обеденные перерывы и паузы для отдыха рабочих.
Нерегламентированные перерывы связаны с простоями оборудования и рабочих по организационным и техническим причинам, не предусмотренным режимом работы (отсутствие сырья, поломка оборудования, невыход на работу рабочих и т. д.). Нерегламентированные перерывы включаются в производственный цикл в виде поправочного коэффициента или не учитываются.
Выводы
1. Производство — это процесс создания материальных благ, необходимых для существования и развития общества. Содержание производства определяет трудовая деятельность, включающая сам труд, предметы труда и средства (орудия) труда.
2. Производственные подразделения предприятия, прямо или косвенно участвующие в производственном процессе, взаимосвязи между ними, принятые в совокупности, составляют производственную структуру предприятия.
3. Общая структура предприятия — понятие более широкое. Она включает в себя весь комплекс производственных подразделений, организацию по управлению предприятием и обслуживанию работников, их число, взаимосвязи и соотношения между ними.
4. Важнейшей задачей предприятия (организации) является построение его рациональной производственной и общей структуры.
5. Основной структурной производственной единицей предприятия является цех (или участок) — обособленное в административном отношении звено, выполняющее определенную часть общего производственного процесса.
6. В машиностроении так же, как и в некоторых других отраслях, цехи, как правило, подразделяются на четыре группы: основные, вспомогательные, подсобные и побочные. В основных цехах выполняются операции по изготовлению продукции, предназначенной для реализации.
7. Особую роль в производственной структуре предприятия играют научные и научно-исследовательские подразделения: конст¬рукторские и технологические, научно-исследовательские институты и лаборатории.
8. Под типом производства понимают комплексную характеристику особенностей организации, техники и экономики производства. Различают три типа производства: единичное, серийное и массовое.
9. Наиболее эффективное и высокопроизводительное — массовое производство. Здесь за счет повторяющихся значительных объемов производства появляется возможность применять специальное, высокопроизводительное оборудование, передовые технологические процессы, прогрессивные методы организации производства и труда.
10. Форма организации процесса производства представляет собой определенное сочетание во времени и в пространстве элементов этого процесса. Различают последовательную, параллельную и параллельно-последовательную формы организации производства.
Виды движения предметов труда по операциям.
Под видом движения понимается способ передачи предметов труда в процессе обработки с предыдущих операций на последующую.
Существуют три вида движения партии деталей по операциям технологического процесса:
1) Последовательный вид движения заключается в том, что каждая последующая операция начинается только после окончания изготовления всей партии деталей на предыдущей операции. При этом передача с одной операции на другую осуществляется целыми партиями. Продолжительность технологического цикла обработки партии деталей определяется по формуле на основе графика.
 ,
,
где n — число деталей в обрабатываемой партии, шт.;
t — штучное время на i-й операции, мин;
т — число операций в технологическом процессе;
с — число станков на операции, шт.
График последовательного вида движения








Производственный цикл всегда продолжительнее технологического цикла, так как кроме выполнения технологических операций в него включается время на выполнение контрольных и транспортныхопераций, время, затрачиваемое на естественные процессы, и время различных перерывов.
Однако на практике не все виды затрат времени из-за их незначительной величины учитываются при расчете продолжительности производственного цикла.
Преимуществомпоследовательного движения партии деталей является простота его организации.
Недостатки:продолжительность технологического (производственного) цикла значительно увеличивается из-за отсутствия параллельности в обработке деталей, т.е. каждая деталь партии, за исключением первой и последней, пролеживаетна каждой операции дважды: перед началом обработки и после нее до окончания обработки последней детали в партии.
Применяется преимущественно в единичном и мелкосерийном производствах.
2) Параллельный вид движения заключается в том, что не большие передаточные партии или отдельные штуки передаются с предыдущей операции на последующую немедленно по окончании их обработки на предыдущей. Партия разделяется на небольшие передаточные партии транспортные партии Р или штуки, при этом обработка ведется на всех операциях технологического процесса без перерывов, т.е. без пролеживания, но при параллельной обработке партии деталей на операции, длительность которых меньше самой продолжительной, возникают простоирабочих мест.
Общая длительность технологического цикла обработки партии деталей по всем операциям определяется:
 ,
,
где р- передаточная партия, шт.
Правило построения производственного цикла при параллельном виде движения:
1. Сначала строится технологический цикл для первой транспортной партии по всем операциям без пролеживания между ними.
2. На самой продолжительной операции строится цикл проведения работ по всей партии n без перерывов.
3. Для всех остальных транспортных партий (деталей), кроме первой, достраиваются операционные циклы по всем операциям, кроме самой продолжительной.
Производственные операции (стр. 1 из 4)
Макеевский экономико-гуманитарный институт
Кафедра «Менеджмент организаций»
ИНДИВИДУАЛЬНОЕ КОНТРОЛЬНОЕ ЗАДАНИЕ
по дисциплине «Организация производства»
Выполнил студент 3 курса заочного отделения специальности
Проверила доц. Стасюк Н.В.
1. Производственные операции.— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — 3
2. Операции перемещения. — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — 4
3. Операции контроля. — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — 7
Решение практической задачи. — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — 10
1. Производственные операции.
Производственный процесс — совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходное сырье и материалы превращаются в готовую продукцию. В зависимости от назначения продукции все производственные процессы подразделяются на основные, вспомогательные и обслуживающие.
Основные — это технологические процессы, превращающие сырье и материалы в готовую продукцию, на выпуске которой специализируется предприятие. При их выполнении изменяются формы и размеры предмета труда, его внутренняя структура, вид и качественная характеристика исходного материала. К ним относятся и естественные процессы, которые происходят под воздействием сил природы без участия труда человека, но под его контролем (естественная сушка древесины, остывание отливок).
Вспомогательные процессы способствуют бесперебойному протеканию основных производственных процессов. Полученная посредством их продукция используется на предприятии для обслуживания основного производства.
Обслуживающие процессы призваны создавать условия для успешного выполнения основных и вспомогательных операций. К ним относятся меж- и внутрицеховые транспортные операции, обслуживание рабочих мест, складские операции, контроль качества продукции.
Определяющую роль на предприятии занимают основные процессы производства, но их нормальное функционирование возможно только при четкой организации всех вспомогательных и обслуживающих процессов.
Производственные процессы предприятия являются весьма сложными и обычно расчленяются на стадии, фазы. Такими на машиностроительных предприятиях являются заготовительные, обрабатывающие, сборочные фазы. Каждая фаза состоит из частичных процессов, характеризующихся определенной законченностью этапа производства продукции.
Частичные процессы подразделяются на технологические операции, представляющие собой часть технологического процесса, выполняемые рабочим или группой рабочих на одном рабочем месте при неизменных орудиях и предметах труда и без переналадки оборудования.
Операции подразделяются на основные, в результате которых изменяются форма, размеры, свойства, взаимное расположение деталей, и вспомогательные, связанные с перемещением предмета труда с одного рабочего места на другое, складированием и контролем качества.
2. Операции перемещения.
Операция перемещения представляет собой часть процесса, связанную с перемещением объекта производства (груза) в пространстве без изменения его геометрических форм, размеров и физико-механических свойств с помощью механизмов или вручную. Различают следующие типы операций перемещения: транспортирование, накопление, погрузка, разгрузка, складирование и т.д.
Операции перемещения производятся комплексно, благодаря системе организации транспортного обслуживания производства.
Состав транспортного хозяйства предприятия зависит от характера выпускаемой продукции, производственной структуры предприятия, типа и масштаба производства.
Основными функциями заводского транспорта (независимо от вида последнего) являются:
На крупных предприятиях с большим грузооборотом создается транспортный отдел, в состав которого входят ряд хозрасчетных единиц по видам транспорта, а также бюро (группы): планово-экономическое, техническое, диспетчерское, учета и др. Все перевозки грузов осуществляются централизованно транспортным цехом.
Для разработки плана работы транспорта, экономического обоснования выбора транспортных средств и потребность в них определяют количественные (грузооборот и объем погрузочно-разгрузочных работ по грузам основных видов, выполняемых ручным и механизированным способом), качественные (скорость движения, коэффициенты грузоподъемности, пробега и использования рабочего времени транспортных средств, а также трудоемкость и себестоимость транспортных работ) и технико-экономические показатели.
Таблица 1. Классификация транспортных средств