

Углерод хвг что это
Сталь ХВГ характеристики и применение
Распространенная благодаря характеристикам и хорошей обрабатываемости ковкой и резанием (после отжига), невысокой стоимости, сталь ХВГ применяется во многих агрегатах, конструкциях и промышленности. По структуре относиться она к заэвтектоидным сталям перлитного класса, по назначению к инструментальным легированным.
Применение ХВГ
Само название «инструментальная» определяет использование этой марки. Но какие свойства обеспечивают ей такое назначение? В первую очередь ее стойкость к короблению при закалке, которой она обязательно подвергается, и коррозионная стойкость.
- Так как сталь ХВГ не деформируется, из нее изготавливают мерительный инструмент высокой точности и любой длины.
- Устойчивость к образованию окалины позволяет подвергать изделия из этой стали термическим операциям в уже шлифованном виде, что также позволяет изготовить инструмент без припусков на окончательную механическую обработку (т. е. шлифование).
- Износостойкость поверхности и вязкая середина определяют, как сталь для изготовления деталей, подвергающихся динамическим нагрузкам, например, кольцам пружинных амортизаторов.
- Коррозионная стойкость ХВГ обеспечена содержанием хрома, актуальна при изготовлении практически любого инструмента и запчасти.
- Высокая прочность используется для изготовления деталей для прокатных станов, холодного волочения. Это пуансоны, валки, резьбовых калибров и т. д.
- Износостойкость и прочность — основные используемые характеристики для всех деталей, в том числе и замочных шайб.
Чем не обладает марка стали ХВГ, так это теплостойкостью, способностью сохранять свои свойства, в частности твердость, при высоких температурах. Это условие необходимо для режущего и быстрорежущего инструмента, где температура кромок может достигать 650 ºC. Разупрочнение ХВГ происходит при температуре 200 ºC, поэтому ее используют только для деталей, работающих в диапазоне низких температур.

Поставляется сталь ХВГ в:
- прутках калиброванных и шлифованных;
- серебрянке;
- листах толстых;
- полосах;
- поковках;
- болванках;
- слябах.
Расшифровка стали ХВГ
Марка ХВГ является базовой для аналоговых сталей перлитного класса. Ее химический состав обеспечивается минимальным количеством легирующих элементов (всего 4):
- углерод — ± 1,0 %;
- хром — 0,9-1,2 %;
- кремний — 01-0,4 %;
- вольфрам — 0,2-1,6 %.
Остальные элементы — второстепенные по значимости и выдерживаются в такой концентрации:
- марганец — 0,8-1,1 %;
- молибден до 0,3 %;
- никель — до 0,35 %;
- медь — до 0,3 %.
Так как сталь марки ХВГ относится к высококачественному классу, то содержание вредных примесей фосфора и серы регламентируется до 0,03 % (это минимально возможный предел). Остаточный кислород раскисляется при введении легирующих элементов Si и Mn.
Влияние элементов на свойства
На свойства стали влияет две составляющие:
- концентрация химических элементов, т. е. химический состав стали;
- их взаимодействие друг с другом, а также по отношению основного элемента (в данном случае Fe), что определяется термической обработкой.
Вводятся модифицирующие материалы в расплав, чтобы определенным образом заполнить кристаллическую решетку и тем самым определить ее свойства. К таким понятиям относятся:
- Прочность — любое искажение кристаллической решетки повышает эту характеристику;
- Увеличение слоя закалки — равномерное распределение температуры;
- Уменьшение деформаций — укомплектованная кристаллическая решетка;
- Склонность к трещинообразованию — здесь имеется в виду прочные межкристаллические связи т. е. образование карбидов по границам зерен, также это может быть образование сегрегаций.
Основной элемент повышающий прочность и определяющий сплав как сталь — углерод. Являясь ненамного меньшим, чем молекула Fe по размеру, он размещается в металлической решетке, образуя карбиды. Их форма, расположение и размеры имеют основное значение для характеристик металла при последующей отработке.
Главный легирующий элемент ХВГ — хром. Его атомы небольшие по размеру, уплотняют собой решетку, придавая ей еще большую плотность и стабильность. Особенность атомов хрома образовывать оксиды практически такого же размера, как и сам атом, используются при выплавке сплава со свойствами нержавейки, но это при его содержании выше 10,5 %, а до этого предела он хорошо повышает прокаливаемость.
Для увеличения слоя закалки и уменьшения зерна ХВГ (что увеличивает качество стали) используются и следующие два элемента: молибден и вольфрам. Помимо того, что они образуют еще более прочные карбиды, чем углерод, эти металлы очень тугоплавки и являются центрами кристаллизации, измельчая зерна, что повышает пластичность металла, не меняя его твердости, а также увеличивает прокаливаемый слой.
Легирование кремнием и марганцем (этот элемент не указывается в маркировке ввиду его второстепенного влияния по значимости). Кремний не карбидообразующий элемент, он выталкивает карбиды к границам зерен, таким образом, упрочняя металл. Марганец в данном случае используют для баланса, т. к. он в этой концентрации увеличивает вязкость и пластичность, снижает нежелательные последствия такого повышения прочности.
- ГОСТы 5950-2000, 2591-2006, 2590-2006 – общие стандарты фасонного проката
- ГОСТы 8560-78, 8559-75, 7417-75, 5950-2000 – калиброванный пруток
- ГОСТы 1133-71, 7831-78, 5950-2000 – поковки
- ГОСТ 4405-75 – полосы
- ГОСТы 14955-77, 5950-2000 – серебрянка и шлифованные прутки

Термическая обработка марки ХВГ
Сталь ХВГ подвергается следующим видам термической обработки:
- Отжиг — применяется для смягчения стали перед механической обработкой. Применяется эта процедура при необходимости, а именно, если заготовки подвергались холодной деформации.
- Закалка — проводиться после окончательной механической обработки, т. е. после изготовления детали (инструмента и т. д.), придания ему окончательных форм, без учета на шлифовку. Заготовку нагревают до температур 830 ºC и охлаждают, погружением в масло. После этого кристаллические связи меняются и преобладает мартенситная структура, очень прочная и хрупкая. Чтобы разбить такую деталь достаточно приложить мускульную силу.
- Снимают внутренние напряжение и устраняют нежелательные последствия с помощью отпуска. Это нагрев и выдержка металла при температуре ниже … превращений, конкретно для этой стали составляет 180 C с охлаждением на воздухе. Происходит коагуляция мартенситных иголок и получение структуры сорбита или троостита, наиболее прочной и пластичной.
Сталь ХВГ обладает удачным сочетанием прочности и коррозионной стойкости. Относительно невысокая стоимость и хорошая обрабатываемость позволяет широко применять ее в производстве. К недостаткам можно отнести узкий диапазон температур закалки и отжига (сталь легко пережечь) и разупрочнение при температуре выше 200 ºC.
Легированная сталь ХВГ
В металлургической промышленности сталь ХВГ является незаменимым материалом. Высокий спрос на сталь появился благодаря хорошей прочности и невысокой стоимости, а из самого сплава делают детали для строительства зданий, инструменты, запасные звенья к приборам и механизмам.

Однако его свойства имеют некоторые особенности:
- нельзя использовать для сварных конструкций;
- имеется чувствительность к внутренним повреждениям (флокенам);
- низкая склонность к хрупкости после отпуска;
- твёрдость предмета составляет HB10 -1 =255 MPa.
Из отливных частей допускается производство режущих составляющих, но их поверхность быстро изнашивается, а сам элемент обладает слабой устойчивостью к тепловым и силовым нагрузкам. Поэтому на изделия такого типа распространяются особые требования.
Физические и механические свойства
В химический состав металла входит 1-1,6% вольфрама, который придаёт элементу дополнительную сопротивляемость к износу. Чтобы добиться необходимой твёрдости, в состав добавляют хром и углерод в соотношении 1%. Наличие кремния (0,4%) повышает сопротивляемость отпуску, а марганец (1-2%) обеспечивает целостность структуры.

Легированная сталь ХВГ
Сам ХВГ имеет следующие характеристики:
- при Т=20 °C плотность изделия будет 7850 кг/м 3 ;
- с температурой в 100 °C коэффициент линейного расширения (a10 6 ) составит 11 ГРАД, а плотность снизится на 20 единиц;
- при Т=200 °C a10 6 будет 12;
- при нагреве до 600°C расширение достигнет 14,5 град, а «p» уменьшиться до 7660.
Важно отметить, что углерод – главный компонент ХВГ, которого должно быть не менее 1%. Данное значение получается завышенным, что и отличает эту марку от остальных.
Немаловажный показатель – стойкость к коррозии, что даёт возможность применять металлопрокат для создания сложных агрегатов. Общая химическая структура выглядит следующим образом:
Все соединения добавляют в такой пропорции, чтобы обеспечить слиткам лучшую закаливаемость, снизить деформацию и убрать вероятность появления трещин. В итоге получается углеродистая сталь высшего сорта.
Расшифровка аббревиатуры
Из названия можно определить главные компоненты, которые наделяют железо особыми свойствами. В этом случае по символам ХВГ делается следующая расшифровка: Знак «Х» означает присутствие хрома (Cr), «В – ванадий (V), «Г» – марганец (Mn). Из слитков можно изготовить множество строительных приборов, но они обязаны строго соответствовать всем государственным стандартам. Например, калиброванные прутья разрешено выпускать только по ГОСТ 8560-78, 8559-75, 7417-75, 5950-2000. Для черновых или промежуточных деталей применяются 1133-71, 7831-78, 5950-2000 стандарты.
Скачать ГОСТ 8560-78
Скачать ГОСТ 1133-71
Полосная сталь ХВГ обязана придерживаться ГОСТ 4405-75. К серебрянке и шлифованным прутьям относятся правила 14955-77 и 5950-2000.

Изделия из стали ХВГ
Государственным требованиям должны соответствовать и другие разновидности, но только наличие данной маркировки может дать гарантию на высокое качество заготовки. Подобный регламент создан для регулирования технических предприятий, для защиты жизни и здоровья потребителей, с целью предупреждения обмана во время реализации товара. Поэтому наличие на ХВГ ГОСТ знака – обязательное условие продажи.
Скачать ГОСТ 4405-75
Варианты применения
Практически любые строительные работы проводятся с помощью измерительных и режущих приспособлений, и по разной технологии:
- Для проделывания отверстий в различных поверхностях используют свёрла, которые могут быть как стандартного винтового, так и плоского образца.
- Эксплуатация резьбовых калибров позволяет узнать реальные геометрические параметры заготовок.
- Метчиками можно нанести резьбу в разъёмах.
- Протяжками можно обработать фасонные плоскости.
Есть ещё множество инструментов, для выпуска которых характерно применение углеродной стали ХВГ. Но для таких объектов недопустимо повышенное коробление при закалке.
Также из металлопроката принято делать принадлежности для точного определения геометрических размеров, к которым относятся микрометр, штангенциркуль, глубиномер и другие. В процессе строительных работ они будут подвергаться сильному механическому воздействию, что может нарушить их изначальную форму и сделает невозможным дальнейшее использование. Такие приспособления обязаны быть очень прочными, поэтому их изготавливают из этого металла или других аналогов.
Термическая обработка
Под этим термином понимается процесс температурного воздействия, который позволяет улучшить атрибуты твёрдых сплавов. Термообработку могут проходить металлы различной категории, но для каждого вида требуется определённый подход. Всего существует несколько разновидностей данных манипуляций:
- Закаливание. Особенность этой процедуры заключается в разогреве до критических градусов с быстрым охлаждением детали. Подобные экстремальные перепады наделяют поверхность предмета повышенной прочностью. При закалке ХВГ печь разогревают до 830 °C, а после нагрева следует остывание в масле.
- Отжиг. Этот класс похож на предыдущий, только охлаждение должно быть постепенным, желательно на открытом воздухе. Основная задача метода – уменьшение плотности для простоты дальнейшей механической обработки.
- Криогенная. Тут воздействуют на объект низкими температурами, которые могут быть ниже -150 °C. Благодаря такому подходу можно добиться повышения износостойкости элементов.
Последний способ применим для производства тормозных дисков, лезвий, дисков сцепления и прочих запчастей. Отсюда можно сделать вывод, что данный материал не замораживают. А термообработка стали ХВГ в стандартной печи представляется более популярным вариантом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сталь марки ХВГ


Поставщик Ауремо ООО www.auremo.org
Купить: Санкт-Петербург +7(812)680-16-77, Днепр +380(56)790-91-90, info[æ]auremo.org
ХВГ труба, лента, проволока, лист, круг ХВГ
Расшифровка марки стали ХВГ: буквы Х, В и Г свидетельствуют о содержании соответственно хрома, вольфрама и марганца не более 1,5%. Кроме того написание данной марки имеет свои особенности — сталь отличается от 9ХВГ, повышенным содержанием в ней углерода, примерно 1%, поэтому цифра в начале марки не ставится.
Инструмент из стали ХВГ и его термообработка: лучшие результаты закалки свёрл из легированной и углеродистой сталей получаются при нагреве рабочей части в соляной или свинцовой ванне. При необходимости вести нагрев в камерной печи применяют огнеупорные подставки, так же как и для свёрл из быстрорежущей стали.
Охлаждение свёрл из легированной стали производят в селитровой или масляной ванне с температурой 150-180° и последующим остыванием на воздухе. При закалке в холодном масле свёрла вынимают горячими при температуре 150-180°. Свёрла диаметром до 10 мм охлаждают прокатыванием под утюгом. Отпуск свёрл, изготовленных из различных марок сталей, кроме стали 9ХС, производят в масляной ванне при температуре 150-180° в течение 1-2 час. Свёрла из стали 9ХС отпускают в масляной ванне или в электропечи при температуре 180-220° в течение 1,5-2 час.
Материалом для изготовления метчиков служат стали углеродистые У12А, У10А, легированные ШХ15, ШХ12, ХВГ, 9ХС, ХГ и быстрорежущая.
Метчики из углеродистых и легированных сталей нагревают под закалку в свинцовых ваннах для обеспечения быстроты нагрева. Температуру закалки принимают на нижнем пределе. Выдержку в свинце дают наименьшую.
Указанные меры принимаются для того, чтобы полностью закалился только поверхностный слой, а сердцевина не успела прогреться и оставалась вязкой. При таком состоянии уменьшается возможность деформации резьбы и увеличивается стойкость метчика в работе. С этой же целью метчики из легированной стали следует калить в соли или масле с температурой 150-200°.
Цилиндрические и дисковые фрезы изготовляют из быстрорежущей и легированных сталей 9ХС, X, ХВГ и др. Применения углеродистой стали для изготовления цилиндрических фрез следует избегать, ввиду их малой стойкости.
Модульные дисковые фрезы, изготовленные из углеродистой стали толщиной до 3-4 мм, следует охлаждать в масле, а толщиной 4 мм и более — в воде с переносом в масло. Отпуск производить в масляной ванне при температуре 150-180 0 в течение 1-2 час. Требуемая твёрдость Rc = 60-63.
Фрезы концевые из быстрорежущей стали нагревают для закалки с подогревом. После окончательного нагрева фрезы охлаждают в расплавленной селитре при температуре 450 — 500° или в масле при температуре 150-200°, а затем на воздухе. Отпускают двукратно при температуре 540-580°. Твёрдость зуба проверяют тарированным напильником. Твёрдость должна быть в пределах Rc = 62-65.
Фрезы диаметром свыше 10 мм изготовляют сварными. Материал хвостовой части сталь 45. Хвостовики подвергаются термической обработке до твёрдости Rc = 30-45.
Фрезы концевые из легированной стали после нагрева охлаждают в расплавленной селитре или горячем масле при температуре 150-200°, а затем на воздухе. Отпускают в масляной ванне при температуре 150-180° в течение 1-2 час. Твёрдость Rc = 60-64.
Фрезы, изготовленные из легированной стали ХВГ, в случае нагрева в свинцовой или соляной ванне также надо подогревать. Охлаждение следует производить в соли или масле, подогретыми до температуры 150-180°, а затем на воздухе. Отпуск фрез из стали 9ХС производить в масляной ванне при температуре 170-200° в течение 1-2 час. Фрезы, изготов ленные из других марок сталей, следует отпускать в масляной ванне при температуре 150-180° в течение 1-2 час. Твёрдость после отпуска Rc — 60-63. Контроль сплошной.
Углерод хвг что это
Поставщик Ауремо ООО www.auremo.org
Купить: Санкт-Петербург +7(812)680-16-77, Днепр +380(56)790-91-90, info[æ]auremo.org
ХВГ труба, лента, проволока, лист, круг ХВГ
Расшифровка марки стали ХВГ: буквы Х, В и Г свидетельствуют о содержании соответственно хрома, вольфрама и марганца не более 1,5%. Кроме того написание данной марки имеет свои особенности — сталь отличается от 9ХВГ, повышенным содержанием в ней углерода, примерно 1%, поэтому цифра в начале марки не ставится.
Инструмент из стали ХВГ и его термообработка: лучшие результаты закалки свёрл из легированной и углеродистой сталей получаются при нагреве рабочей части в соляной или свинцовой ванне. При необходимости вести нагрев в камерной печи применяют огнеупорные подставки, так же как и для свёрл из быстрорежущей стали.
Охлаждение свёрл из легированной стали производят в селитровой или масляной ванне с температурой 150-180° и последующим остыванием на воздухе. При закалке в холодном масле свёрла вынимают горячими при температуре 150-180°. Свёрла диаметром до 10 мм охлаждают прокатыванием под утюгом. Отпуск свёрл, изготовленных из различных марок сталей, кроме стали 9ХС, производят в масляной ванне при температуре 150-180° в течение 1-2 час. Свёрла из стали 9ХС отпускают в масляной ванне или в электропечи при температуре 180-220° в течение 1,5-2 час.
Материалом для изготовления метчиков служат стали углеродистые У12А, У10А, легированные ШХ15, ШХ12, ХВГ, 9ХС, ХГ и быстрорежущая.
Метчики из углеродистых и легированных сталей нагревают под закалку в свинцовых ваннах для обеспечения быстроты нагрева. Температуру закалки принимают на нижнем пределе. Выдержку в свинце дают наименьшую.
Указанные меры принимаются для того, чтобы полностью закалился только поверхностный слой, а сердцевина не успела прогреться и оставалась вязкой. При таком состоянии уменьшается возможность деформации резьбы и увеличивается стойкость метчика в работе. С этой же целью метчики из легированной стали следует калить в соли или масле с температурой 150-200°.
Цилиндрические и дисковые фрезы изготовляют из быстрорежущей и легированных сталей 9ХС, X, ХВГ и др. Применения углеродистой стали для изготовления цилиндрических фрез следует избегать, ввиду их малой стойкости.
Модульные дисковые фрезы, изготовленные из углеродистой стали толщиной до 3-4 мм, следует охлаждать в масле, а толщиной 4 мм и более — в воде с переносом в масло. Отпуск производить в масляной ванне при температуре 150-180 0 в течение 1-2 час. Требуемая твёрдость Rc = 60-63.
Фрезы концевые из быстрорежущей стали нагревают для закалки с подогревом. После окончательного нагрева фрезы охлаждают в расплавленной селитре при температуре 450 — 500° или в масле при температуре 150-200°, а затем на воздухе. Отпускают двукратно при температуре 540-580°. Твёрдость зуба проверяют тарированным напильником. Твёрдость должна быть в пределах Rc = 62-65.
Фрезы диаметром свыше 10 мм изготовляют сварными. Материал хвостовой части сталь 45. Хвостовики подвергаются термической обработке до твёрдости Rc = 30-45.
Фрезы концевые из легированной стали после нагрева охлаждают в расплавленной селитре или горячем масле при температуре 150-200°, а затем на воздухе. Отпускают в масляной ванне при температуре 150-180° в течение 1-2 час. Твёрдость Rc = 60-64.
Фрезы, изготовленные из легированной стали ХВГ, в случае нагрева в свинцовой или соляной ванне также надо подогревать. Охлаждение следует производить в соли или масле, подогретыми до температуры 150-180°, а затем на воздухе. Отпуск фрез из стали 9ХС производить в масляной ванне при температуре 170-200° в течение 1-2 час. Фрезы, изготов ленные из других марок сталей, следует отпускать в масляной ванне при температуре 150-180° в течение 1-2 час. Твёрдость после отпуска Rc — 60-63. Контроль сплошной.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
«Если клинок понадобится тебе лишь раз,
ты должен носить его всю жизнь» Конфуций.
Магазин ножей ТОП-10.
15 лет успешной работы.
8 (495) 227-95-00
В вашей корзине:
Ножи по рубрикам
Ножи по марке стали
Инструмент для заточки
Лента для гриндера VSM
Лента для гриндера БАЗ
Лента для гриндера 3M
Производители ножей Россия
Производители ножей зарубежные
Сталь ХВГ
Сталь ХВГ относится к числу наиболее распространенных марок конструкционной стали. Это легированная инструментальная сталь, обладающая высокими механическими характеристиками прочности, твердости и износоустойчивости. Эксплуатационные свойства материала обеспечивают возможность его применения для изготовления наиболее ответственных конструкционных элементов, работающих в сложных условиях. При этом применение стали ХВГ позволяет обеспечивать высокую долговечность и надежность таких элементов.
Сталь ХВГ — характеристики, состав, свойства.
Данная марка стали поставляется потребителю, главным образом, в форме сортового проката. В том числе на металлургических предприятиях изготавливается квадрат ХВГ, полоса ХВГ, круг ХВГ и другие виды проката. В качестве основных легирующих элементов сталь ХВГ использует хром, вольфрам и марганец. Эти вещества включаются в состав сплава с содержанием не более 1,5 процентов. Кроме этого, данная марка стали отличается повышенным содержанием углерода, уровень которого в составе сплава достигает порядка 1 процента. Благодаря такому составу металл и получает повышенные механические характеристики. При этом состав сплава определяет его слабую склонность к обработке свариванием и малую склонность к отпускной способности.
Сталь ХВГ — применение.
Свойства стали ХВГ обуславливают особенности области применения данного материала. Инструментальная легированная сталь используется для создания ответственных деталей. В том числе, полоса ХВГ, круг ХВГ и квадрат ХВГ используются для изготовления режущих и измерительных инструментов, для которых коробление зеркала во время закалки является недопустимым. Также сталь ХВГ может применяться для изготовления резьбовых калибров, длинных метчиков и протяжек и других видов специального инструмента. Большой популярностью пользуются цилиндрические, дисковые и модульные фрезы, для изготовления которых может применяться круг ХВГ или квадрат ХВГ. Применение для этих видов инструмента материала, обладающего такими характеристиками, обеспечивает повышенную надежность и долговечность. За счет этого достигается отличная экономическая эффективность, несмотря на сравнительно высокую стоимость легированной инструментальной стали. Сталь ХВГ выпускается ведущими предприятиями отечественной металлургии. В процессе производства должно быть обеспечено строгое соблюдение технологии, что обуславливает высокий уровень требований по отношению к производителю
хвг -высококачественная инструментальная легированная сталь.
второе название хвг — хромовольфрамомарганцовистая сталь.
Второе название говорит о легирующих элементах входящих в состав этой стали: хром, вольфрам и марганец.
Хром нужен для увеличения прокалываемости и твердости хвг после закалки.
Марганец обеспечивает минимальное изменение инструментов из стали хвг при закалке.
Вольфрам повышает износотойкость стали хв г .
В общих чертах сталь хвг характеризуется как малодеформируемая сталь при закалке.
Плотность — 7850 кг/м3.
Теплостойкость стали — от 250 до 350 гр. Цельсия .
Малосконна к отпускной хрупкости.
заменить хвг могут стали: 9хвг, хвсг, шх15сг
хвг. маркировка стали.
Стали маркируются цифрами и буквами.
В начале марки стоят цифры; они указывают на % содержание углерода в сотых долях %. Если цифры отсутствуют значит % содержание угерода примерно равно 1% .
Это значит что маркировка хвг говорит о следующем: сталь хвг содержит примерно 1% углерода, примерно 1% хрома, примерно 1% вольфрама и примерно 1% марганца.
Сталь марки ХВГ
Поставщик Ауремо ООО www.auremo.org
Купить: Санкт-Петербург +7(812)680-16-77, Днепр +380(56)790-91-90, info[æ]auremo.org
ХВГ труба, лента, проволока, лист, круг ХВГ
Расшифровка марки стали ХВГ: буквы Х, В и Г свидетельствуют о содержании соответственно хрома, вольфрама и марганца не более 1,5%. Кроме того написание данной марки имеет свои особенности — сталь отличается от 9ХВГ, повышенным содержанием в ней углерода, примерно 1%, поэтому цифра в начале марки не ставится.
Инструмент из стали ХВГ и его термообработка: лучшие результаты закалки свёрл из легированной и углеродистой сталей получаются при нагреве рабочей части в соляной или свинцовой ванне. При необходимости вести нагрев в камерной печи применяют огнеупорные подставки, так же как и для свёрл из быстрорежущей стали.
Охлаждение свёрл из легированной стали производят в селитровой или масляной ванне с температурой 150-180° и последующим остыванием на воздухе. При закалке в холодном масле свёрла вынимают горячими при температуре 150-180°. Свёрла диаметром до 10 мм охлаждают прокатыванием под утюгом. Отпуск свёрл, изготовленных из различных марок сталей, кроме стали 9ХС, производят в масляной ванне при температуре 150-180° в течение 1-2 час. Свёрла из стали 9ХС отпускают в масляной ванне или в электропечи при температуре 180-220° в течение 1,5-2 час.
Материалом для изготовления метчиков служат стали углеродистые У12А, У10А, легированные ШХ15, ШХ12, ХВГ, 9ХС, ХГ и быстрорежущая.
Метчики из углеродистых и легированных сталей нагревают под закалку в свинцовых ваннах для обеспечения быстроты нагрева. Температуру закалки принимают на нижнем пределе. Выдержку в свинце дают наименьшую.
Указанные меры принимаются для того, чтобы полностью закалился только поверхностный слой, а сердцевина не успела прогреться и оставалась вязкой. При таком состоянии уменьшается возможность деформации резьбы и увеличивается стойкость метчика в работе. С этой же целью метчики из легированной стали следует калить в соли или масле с температурой 150-200°.
Цилиндрические и дисковые фрезы изготовляют из быстрорежущей и легированных сталей 9ХС, X, ХВГ и др. Применения углеродистой стали для изготовления цилиндрических фрез следует избегать, ввиду их малой стойкости.
Модульные дисковые фрезы, изготовленные из углеродистой стали толщиной до 3-4 мм, следует охлаждать в масле, а толщиной 4 мм и более — в воде с переносом в масло. Отпуск производить в масляной ванне при температуре 150-180 0 в течение 1-2 час. Требуемая твёрдость Rc = 60-63.
Фрезы концевые из быстрорежущей стали нагревают для закалки с подогревом. После окончательного нагрева фрезы охлаждают в расплавленной селитре при температуре 450 — 500° или в масле при температуре 150-200°, а затем на воздухе. Отпускают двукратно при температуре 540-580°. Твёрдость зуба проверяют тарированным напильником. Твёрдость должна быть в пределах Rc = 62-65.
Фрезы диаметром свыше 10 мм изготовляют сварными. Материал хвостовой части сталь 45. Хвостовики подвергаются термической обработке до твёрдости Rc = 30-45.
Фрезы концевые из легированной стали после нагрева охлаждают в расплавленной селитре или горячем масле при температуре 150-200°, а затем на воздухе. Отпускают в масляной ванне при температуре 150-180° в течение 1-2 час. Твёрдость Rc = 60-64.
Фрезы, изготовленные из легированной стали ХВГ, в случае нагрева в свинцовой или соляной ванне также надо подогревать. Охлаждение следует производить в соли или масле, подогретыми до температуры 150-180°, а затем на воздухе. Отпуск фрез из стали 9ХС производить в масляной ванне при температуре 170-200° в течение 1-2 час. Фрезы, изготов ленные из других марок сталей, следует отпускать в масляной ванне при температуре 150-180° в течение 1-2 час. Твёрдость после отпуска Rc — 60-63. Контроль сплошной.
Обзор стали ХВГ: характеристики и применение
В этой статье мы поговорим о всем известной марке стали ХВГ, обсудим ее назначение, применение, затронем тему аналогичных сталей, выпускаемых за границей, и опишем технологию термической обработки данного сплава.
Использование
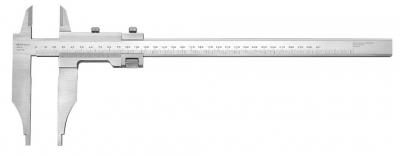
И дабы весь далее изложенный материал стал вам более понятным, стоит начать с того, зачем вообще используется этот сплав. Ввиду особых характеристик применение стали ХВГ наблюдается чаще всего при изготовлении высокоточных измерительных инструментов, какими, например, являются привычные многим штангенциркули, а также длинного режущего инструмента, такого как метчики, протяжки, сверла или развертки.

Подобный перечень позволяет смело сказать, что ХВГ — высокопрочная сталь, пригодная для обработки других, более мягких пород металла. Также не стоит забывать, что с увеличением длины изделия увеличивается шанс его деформации. И раз уж из марки стали ХВГ изготавливают протяженные изделия, можно сделать вывод, что она имеет повышенную стойкость к деформации.
Чтобы более подробно узнать о том, что же собой представляет интересующая нас сталь, обратимся к нормативным документам, в которых помечается марка ХВГ как сталь инструментальная легированная. Даже эта, казалось бы, весьма короткая формулировка дает нам кое-какую информацию. Дело в том, что инструментальной называется та сталь, содержание углерода в которой превышает 0,7 %. Легированной сталью же называется сплав железа, углерода и еще некоторых добавок, призванных улучшить структуру стали.

Как ни странно, но мы можем узнать немного и о легирующих элементах, присутствующих в составе ХВГ. Для этого стоит обратиться к системе ГОСТов, где указано, что каждому такому элементу присвоена определенная, обозначающая его буква. Таким образом, нам становится известно, что в состав стали ХВГ входят:
- Х – хром;
- В – вольфрам;
- Г – марганец.
Состав
Характеристики и применение стали ХВГ – взаимосвязанные явления. Сплав не будет пользовался спросом, если его механические и физические свойства не отвечают заданным стандартам. В свою очередь, свойства стали задаются посредством внедрения в ее состав различных элементов из периодической таблицы. Поэтому очень важно обратить внимание на химический состав описываемого сплава, дабы лучше понять пределы его возможностей.
Выглядит он следующим образом (в перечне приводятся лишь средние значения, обозначающие массовую долю всех элементов):
- углерод – 9.5 %;
- кремний – 0,25 %;
- марганец – 0,95 %;
- никель – до 0,4 %;
- хром – 1 %;
- вольфрам – 1,4 %;
- медь – до 0,3 %.
Помимо вышеперечисленных добавок в сплаве присутствуют и так называемые вредные лигатурные элементы, такие как сера и фосфор, однако их массовая доля не превышает 0,03 %, а это значит, что их пагубное воздействие на свойства стали малозначительно.
Аналоги и заменители
Уверены, для многих перестало быть секретом, что названный сплав является очень востребованным и необходимым в своей области применения. Характеристики стали ХВГ при этом являются не плодом удачного стечения обстоятельств, а результатом работы ученых, создавших нужную формулу. А ввиду высокой востребованности эту или подобную ей формулу успешно применяют не только у нас на родине, но и за ее границами.
Мы можем представить небольшой перечень аналогичных или же просто максимально схожих марок стали, используемых в других странах мира.
- Соединенные Штаты Америки – 01 или Т31507;
- Китай – CrWMn;
- Европа – 107WCr5;
- Япония – SKS2, SKS3, SKSA.
Технология
В том случае если вам в руки попадет образец стали ХВГ, и вы примете решение что-либо из него изготовить, вам очень пригодятся некоторые знания в области металлообработки. Особое внимание стоит уделить температуре. Ведь в зависимости от того, какой температурный режим для обработки вы используете, характеристики и применение стали ХВГ по окончанию процесса могут сильно измениться. Чтобы уберечь вас от подобного, ниже мы опишем основные технологические процессы, связанные с термической обработкой, и рекомендации по их исполнению.
Отжиг. Производится в самом начале, то есть до какой-либо механической обработки изделия. Отжиг призван нивелировать изначальную твердость сплава и облегчить последующую механическую обработку. Для стали ХВГ отжиг происходит при температуре 800 °С с последующим понижением температуры со скоростью 50 °С/час и вплоть до 500 °С. После изделие остужается до комнатной температуры на воздухе.

Ковка. Цель этого процесса состоит в том, чтобы придать заготовке нужную форму. В данном случае очень важно не перегреть или не недогреть сталь. Подобное грозит образованием внутренних и/или внешних дефектов, а также изменением структуры сплава на клеточном уровне в худшую сторону. Поэтому ковать заготовку рекомендуется в температурном промежутке от 1070 до 860 °С.
Закалка. Процедура, состоящая из двух процессов: нагрева до определенной температуры и последующего резкого понижения температуры. Подобная процедура многократно увеличивает твердость стали, но уменьшает ее пластичность, отчего та становится хрупкой. Закалка стали ХВГ осуществляется при нагреве до 850 °С, последующем погружении в масло и остывании в нем до отметки в 200 °С. Далее заготовка остужается на воздухе.
Отпуск. Простой, но достаточно важный процесс, призванный убрать излишнее напряжение в металле, снизить хрупкость и увеличить пластичность. Проводится при температуре в 200 °С на протяжении двух часов. Итоговая твердость стали будет в пределах 63 единиц шкалы Роквелла.