

Проходной упорный резец назначение
Виды и назначение токарных резцов по металлу
Всем привет! Сегодня наша тема называется виды резцов и назначение токарных резцов по металлу. Это необходимо знать, для разработки технологического процесса токарной обработки практически любой детали. Если вы хорошо освоите эту тему то выбрать необходимый инструмент для вас будет плевым делом

Виды резцов по металлу.
Все токарные резцы которые используются при токарной обработке бывают различных конструкций и подбираются в зависимости от того какую поверхность вам необходимо обработать и получить. В современном мире виды резцов могут быть различных исполнений. Например сборные, цельные и специальные или фасонные.
Почему я решил уделить особое внимание именно видам токарных резцов? Все очень просто. Тема достаточно обширная и полезная как для начинающего инженера технолога так и для опытного мавра который как и я много лет трудился на заводе.
Они разделяются на следующие группы:
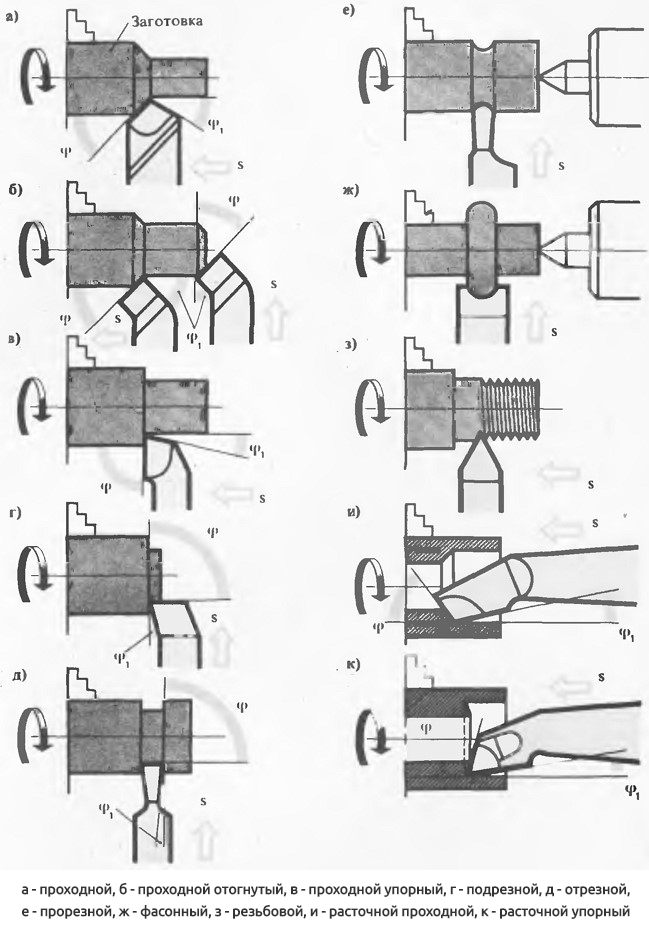
Проходные резцы.
Применяются в основном для обработки (точения) наружных цилиндрических поверхностей тел вращения. Бываю они трех видов:
Проходной отогнутый резец

Проходной прямой резец

Резец проходной упорный

Расточные токарные резцы.
Используют данный вид резцов для растачивания внутренних отверстий до нужного диаметра. Очень удобный метод обработки позволяющий получить достаточно точное качество как глухих так и сквозных отверстий в отличии от метода — сверление. Существует два основных вида токарных расточных резцов:
Расточной проходной резец для глухих отверстий

Расточной резец для сквозных отверстий

Резьбовые токарные резцы.
Данный тип применяется для нарезания резьбы как на наружных поверхностях заготовок так и внутренних. В зависимости от конструкции резца можно получать различные виды резьбы как метрическую так и дюймовую, ка например для труб и американских резьбовых соединений. Токарные резцы для нарезания резьбы бываю двух основных видов:
Токарные резцы для нарезания наружной резьбы

Резец токарный для нарезания внутренней резьбы

Токарный отрезной резец.
Отрезные резцы могут использоваться как для отрезания заготовки так и для образования канавок в теле детали. Они так же бываю различных видов и конструкций. Достаточно простой вид резцов, однако при его использование очень важно сделать правильный угол заточки, иначе он работать не будет. Я вам покажу классическое его исполнение:
Отрезной токарный резец

Конечно многие могут меня обвинить и сказать, что токарных резцов гораздо больше, но я скажу, что это основная часть режущего инструмента (резцов) применяемого на токарных станках. Ведь на самом деле их большое множество и со сменными неперетачиваемыми пластинами и с напаянными пластинами, различными видами крепления и многое другое и если бы я стал в этой статье расписывать про все это, то мне бы не хватило места на странице моего блога :-).
Ну вот пожалуй на сегодня все! Я вам рассказал про виды резцов и назначение токарных резцов по металлу в их классическом исполнении. Думаю, что все понятно, а если нет то пишите комментарии пообщаемся. Жамкайте на кнопочки социальных сетей и дайте возможность почитать сей пост другим своим коллегам и друзьям. СПАСИБО.
Классификация резцов для токарного станка по металлу — виды, назначение
Специалисты, которые часто пользуются резцами для токарного станка при выполнении работ по металлу, а также те, кто занимается продажей этих изделий или снабжением машиностроительных предприятий, прекрасно осведомлены о том, каких видов бывают эти инструменты. Тем же, кто нечасто сталкивается в своей практике с токарными резцами, достаточно сложно разобраться в их видах, представленных на современном рынке в большом разнообразии.
Виды токарных резцов для обработки металла
Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.

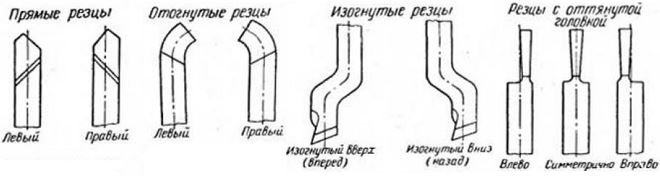
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
Разновидности резцов по конструкции
Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других категорий.
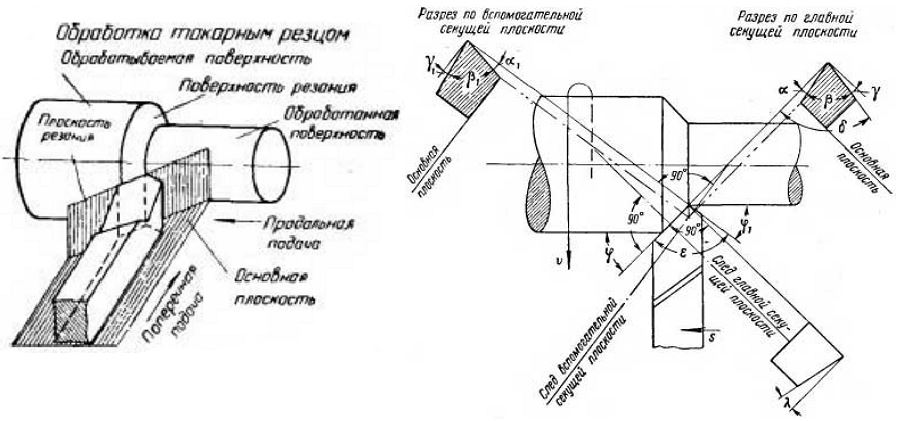
Основные понятия, касающиеся работы токарного резца, и его главные углы
(нажмите, чтобы увеличить)
Различаются резцы и по направлению, в котором совершается подающее движение. Так, бывают:
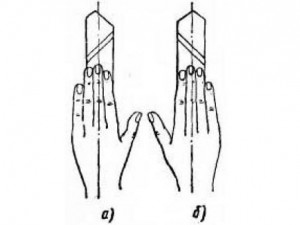
- токарные инструменты левого типа — в процессе обработки они подаются слева направо. Если положить сверху на такой резец левую руку, то его режущая кромка будет располагаться со стороны отогнутого большого пальца;
- правые резцы — тип инструмента, получившего наибольшее распространение, подача которого осуществляется справа налево. Для идентификации такого резца, на него необходимо положить правую руку — его режущая кромка будет располагаться, соответственно, со стороны отогнутого большого пальца.
Отличие левых и правых резцов
В зависимости от того, какие работы выполняются на токарном оборудовании, резцы подразделяются на следующие типы:
- для выполнения чистовых работ по металлу;
- для черновых работ, которые также называются обдирочными;
- для получистовых работ;
- для выполнения тонких технологических операций.
Виды токарных резцов по металлу
В статье мы рассмотрим весь спектр токарных резцов по металлу и определим назначение и особенности каждого из них. Важное уточнение: к какому бы типу ни относились резцы, в качестве материала их режущих пластин используются определенные марки твердых сплавов: ВК8, Т5К10, Т15К6, значительно реже Т30К4 и др.
Проходные прямые резцы
Используют инструмент с прямой рабочей частью для решения тех же задач, что и резцы отогнутого типа, но он менее удобен для снятия фасок. В основном таким инструментом для токарного станка по металлу (к слову, не получившим широкого распространения) обрабатывают внешние поверхности цилиндрических заготовок.

Проходные прямые резцы
Державки таких резцов для токарного станка выполняются в двух основных типоразмерах:
- прямоугольная форма – 25х16 мм;
- квадратная форма – 25х25 мм (изделия с такими державками используются для выполнения специальных работ).
Проходные отогнутые резцы
Такие типы резцов, рабочая часть которых может быть отогнута в правую или левую сторону, используют для обработки на токарном станке торцевой части заготовки. С их помощью также снимают фаски.

Проходные отогнутые резцы
Державки инструментов данного вида могут быть выполнены в различных размерах (в мм):
- 16х10 (для учебных станков);
- 20х12 (этот размер считается нестандартным);
- 25х16 (наиболее распространенный типоразмер);
- 32х20;
- 40х25 (изделия с державкой такого размера изготавливаются преимущественно под заказ, их практически невозможно найти в свободной продаже).
Все требования к резцам по металлу данного назначения оговорены в ГОСТ 18877-73.
Проходные упорные отогнутые резцы
Такие инструменты для токарного станка по металлу могут изготавливаться с прямой или отогнутой рабочей частью, но на этой конструктивной особенности не акцентируют внимание, а просто называют их проходными упорными.

Проходные упорные отогнутые резцы
Проходной упорный резец, с помощью которого на токарном станке выполняется обработка поверхности цилиндрических заготовок из металла, является наиболее востребованным видом режущего инструмента. Конструктивные особенности такого резца, который выполняет обработку заготовки вдоль оси ее вращения, позволяют даже за один проход снимать с ее поверхности значительное количество лишнего металла.
Державки изделий данного вида также могут быть выполнены в различных размерах (в мм):
Данный инструмент для токарного станка по металлу также может быть выполнен с правым или левым отгибом рабочей части.
Подрезные отогнутые резцы
Внешне такой подрезной резец очень напоминает проходной, но у него другая форма режущей пластины – треугольная. При помощи таких инструментов для токарного станка по металлу заготовки обрабатывают по направлению, перпендикулярному оси их вращения. Кроме отогнутых, есть и упорные виды таких токарных резцов, но область их применения очень ограничена.

Подрезные отогнутые резцы
Резцы данного типа могут быть изготовлены со следующими размерами державок (в мм):
Отрезной резец считается наиболее распространенным типом инструмента для токарного станка по металлу. В полном соответствии со своим названием используется такой резец для отрезки заготовок под прямым углом. С его помощью также прорезают канавки различной глубины на поверхности детали из металла. Определить, что перед вами именно отрезной резец для токарного станка, достаточно просто. Его характерной чертой является тонкая ножка, на которую и напаяна пластина из твердого сплава.

В зависимости от конструктивного исполнения выделяют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их друг от друга очень просто. Для этого необходимо перевернуть резец режущей пластиной вниз и посмотреть, с какой стороны располагается его ножка. Если с правой, то он правосторонний, а если слева, то, соответственно, левосторонний.
Различаются такие инструменты для токарного станка по металлу еще и по размерам державки (в мм):
- 16х10 (для небольших учебных станков);
- 20х12;
- 20х16 (самый распространенный типоразмер);
- 40х25 (такие массивные токарные резцы сложно найти в свободной продаже, в основном их изготавливают под заказ).
Резьбонарезные резцы для наружной резьбы
Назначение таких резцов для токарного станка по металлу – нарезание резьбы на наружной поверхности заготовки. Данными серийными инструментами нарезают метрическую резьбу, но можно изменить их заточку и нарезать с их помощью резьбу другого вида.

Резцы для нарезания наружной резьбы
Режущая пластина, устанавливаемая на таких токарных резцах, имеет копьевидную форму, изготавливается она из сплавов, которые были указаны выше.
Такие резцы делают в следующих типоразмерах (в мм):
- 16х10;
- 25х16;
- 32х20 (используются очень редко).
Такими резцами для токарного станка можно нарезать резьбу только в отверстии большого диаметра, что объясняется их конструктивными особенностями. Внешне они напоминают расточные резцы для обработки глухих отверстий, но не стоит их путать, так как они принципиально отличаются друг от друга.

Резцы для нарезания внутренней резьбы
Выпускаются такие резцы по металлу в следующих типоразмерах (в мм):
Державка этих инструментов для токарного станка по металлу имеет квадратное сечение, размеры сторон которого можно определить по двум первым цифрам в обозначении. Третья цифра – это длина державки. От данного параметра зависит глубина, на которую можно нарезать резьбу во внутреннем отверстии заготовки из металла.
Такие резцы можно использовать только на тех токарных станках, которые оснащены приспособлением, называемым гитарой.
Расточные резцы для обработки глухих отверстий
Расточными резцами, режущая пластина которых имеет треугольную форму (как и у подрезных), выполняют обработку глухих отверстий. Рабочая часть инструментов этого типа выполнена с изгибом.

Расточные резцы для глухих отверстий
Державки таких резцов могут иметь следующие размеры (в мм):
Максимальный диаметр отверстия, которое можно обработать при помощи такого токарного резца, зависит от размера его державки.
Расточные резцы для обработки сквозных отверстий
Такими резцами, рабочая часть которых выполнена с изгибом, обрабатываются сквозные отверстия, предварительно полученные при помощи сверления. Глубина отверстия, которое можно обработать на станке при помощи инструмента данного вида, зависит от длины его державки. Слой металла, который снимается при этом, приблизительно равен величине отгиба его рабочей части.

Расточные резцы для сквозных отверстий
На современном рынке представлены расточные резцы следующих типоразмеров, требования к которым оговариваются в ГОСТ 18882-73 (в мм):
Сборные резцы для токарных станков
Рассматривая основные типы токарных резцов, нельзя не упомянуть инструменты со сборной конструкцией, которые относятся к универсальным, так как могут быть оснащены режущими пластинами различного назначения. Например, закрепляя на одной державке режущие пластины различного типа, можно получить резцы для обработки на токарном станке заготовок из металла под различными углами.

Как правило, такие резцы применяются на станках с ЧПУ или же на специальных станках и служат для контурного точения, расточки глухих и сквозных отверстий и прочих специализированных работ.
Классификация резцов для токарной обработки включает в себя также прорезные, фасонные и некоторые другие типы. Понять принцип работы таких инструментов можно, ознакомившись с таблицей в начале статьи.
Проходной резец: классификация видов
 Резец проходного типа создан для совершения обточки разной поверхности наружного типа на деталях вращениях, куда стоит отнести конические поверхности с большой общей длиной и диаметром, цилиндрические валки и другие детали. В отличие от прямых, резцы проходного типа, отогнутые в сторону, получили наибольшее распространение, так как они заключают в себе универсальные возможности функционирования.
Резец проходного типа создан для совершения обточки разной поверхности наружного типа на деталях вращениях, куда стоит отнести конические поверхности с большой общей длиной и диаметром, цилиндрические валки и другие детали. В отличие от прямых, резцы проходного типа, отогнутые в сторону, получили наибольшее распространение, так как они заключают в себе универсальные возможности функционирования.
При помощи своей общей формы они способны обрабатывать детали даже в особых сложнодоступных местах. Резцы используются для производства деталей, черновой, а также чистовой обработки отдельных заготовок в процессе машиностроения и станкостроения. Почти в любой профессиональной токарной мастерской проходной резец считается незаменимым компонентом для всего процесса обработки.
Работа таким типом устройства происходит как при продольной, так и при поперечной подаче. Им можно производить обточку поверхности, снимать фаски и подрезать основные торцы, то есть все главные операции, которые помогут пригодиться в такой работе. Их стоит отнести к широкопрофильным инструментам, и обладают они сразу несколькими вариациями по диаметру, габаритам и остальным параметрам. Они способны качественно проявлять себя в работе с жёсткими компонентами. Резец проходного типа отогнутый создаётся по стандартам ГОСТа 18869−73.
Разновидности токарных проходных резцов
Такие инструменты можно разделить сразу как на черновые, так на чистовые разновидности.
Чистовые имеют сравнительно небольшой радиус общего закругления. Это помогает получить более точно обработанную поверхность в приборе. Их принято использовать на конечной стадии изготовления и для создания небольших деталей. Если на производстве хотят получить большую гладкость, а также чистоту, то чаще всего используют лопаточные резцы, которые помогают добиться наилучшего эффекта.
 Черновые разновидности можно использовать для процесса грубой обработки. При всём этом общий радиус закругления у них будет намного ниже, но и крепость намного сильнее. Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Черновые разновидности можно использовать для процесса грубой обработки. При всём этом общий радиус закругления у них будет намного ниже, но и крепость намного сильнее. Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Кроме этого, можно также выделять такие разновидности резцов, как проходной отогнутый левый, а также правый. В этом случае они будут отличаться расположением режущей кромки, как и на остальных деталях таких инструментов.
Резец проходной может быть произведён преимущественно из материалов твёрдых сплавов, но также можно использовать инструменты из стали быстрорежущего типа.
Геометрия резца
Главной рабочей поверхностью в резце станет его головка, которая располагается на самом стержне прибора. Она вставляется в резцедержатель для совершения последующей работы. На передней поверхности головки будет преобладать поверхность, которая обеспечит качественный сход стружки. Также есть две задние кромки — основная и вспомогательная. Ими следует именовать те поверхности, которые будут обращены к детали, подвергающейся процессу обработки.
Главная работа будет проходить при помощи главной режущей кромки. Она создаётся на пересечении главной задней и передней поверхности в инструменте. В самой конструкции устройства есть и вспомогательная режущая кромка, которая образовывается в месте пересечения главной, задней и передней конструкции. Пересечение вспомогательного типа и основной режущей кромки будет создавать особую вершину в резце. В любой модели будет создан собственный угол, который сделает изделие наиболее подходящим для тех или иных целей применения. Например, для процесса обработки детали ступенчатого вида стоит использовать резец с общим углом около 90 градусов.
Советы по выбору
 Проходные токарные отогнутые устройства могут создаваться в нескольких вариациях, в которых будут различны размеры, материал, а также некоторые другие параметры. Во время выбора резца стоит особое внимание уделить тому, с какими заготовками вам придётся иметь дело. Если в процессе производства применяется более широкий круг деталей, то нужно иметь не один изогнутый проходной резец , а настоящий набор для использования в различных случаях.
Проходные токарные отогнутые устройства могут создаваться в нескольких вариациях, в которых будут различны размеры, материал, а также некоторые другие параметры. Во время выбора резца стоит особое внимание уделить тому, с какими заготовками вам придётся иметь дело. Если в процессе производства применяется более широкий круг деталей, то нужно иметь не один изогнутый проходной резец , а настоящий набор для использования в различных случаях.
Общий размер изделия должен быть подобран в соответствии с размером самой заготовки. Самым широко используемым вариантом станет средний, который не будет требовать постоянной замены для большого количества работ с различными типами изделий. Рекомендация от специалистов: регулярная замена резцов может привести к большим потерям времени в процессе создания работы и к развитию простоя оборудования, так что нужно заранее определиться с наиболее оптимальным вариантом.
Режимы резания
Проходной резец токарного типа может быть применим в достаточно простом режиме работы. Им можно производить продольные, а также поперечные движения, в зависимости от профиля детали и её обработки.
Стоит с самого начала сделать черновой процесс обработки лишь одним устройством, которое будет предназначено именно для такой цели, а после создать уже более чистый проход по почти готовому типу поверхности. Если в процессе черновой обработки со временем будет сниматься общая толщина до нескольких миллиметров, то при чистовой такой показатель идёт до десятых долей за несколько проходов.
Маркировка резцов
К примеру, стоит разобрать такой резец, как проходной отогнутый Т15К6, на котором можно более подробно рассмотреть пример маркировки. Рабочая поверхность в этом случае выполнена из твердосплавных материалов, которые следует относить к титановольфрамовой группе. Общее содержание кобальта около 6%, а карбида титана (Т15) будет составлять 15%.
Основные производители резцов:
- Чиз (Чинигов, Украина).
- Укрметиз (Украина).
- Китай — Intertool.
- ООО «Мелитополь инструмент».
- Seco Швеция.
Классификация изделий
Все резцы различаются по общему направлению, в котором и происходит подавляющее движение.
-
 Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.
Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца. - Правые резцы — это тип инструмента, который приобрёл наибольшее распространение и использование, а его подача происходит справа налево. Для того чтобы найти такой резец, на него стоит положить именно правую руку — его режущая кромка будет находиться, соответственно, со стороны отогнутого большого пальца.
В определённой зависимости от того, какие работы стоит выполнять на станке, резцы можно разделить на такие виды, как:
- Для выполнения чистовой работы по поверхности металла.
- Для получистовых работ.
- Для создания более тонких технологических изделий.
- Для осуществления черновой работы, которую можно также назвать обдирочной.
Проходные прямые
Применяется такой инструмент совместно с прямой рабочей поверхностью для таких же работ, как и резцы отогнутой формы, но он будет особо неудобным для снятия фасок.
Державки такой формы резцов для станка должны осуществляться в двух главных типоразмерах:
- Квадратная форма — 25*25 мм (такие типы изделия с державками применяются для выполнения особых работ).
- Прямоугольная форма резца — 25 на 16 мм.
Проходные отогнутые
Такие разновидности резцов, рабочая часть в которых способна быть отогнутой в левую либо правую сторону, применяют для процесса обработки на токарном станке торцевой части в заготовки. С их помощью также стоит осуществлять снятие фасок.
Державки прибора такой формы могут выполняться в совершенно разной форме:
-
 16*10 (для станков учебного типа).
16*10 (для станков учебного типа). - 20*12 (такой размер прибора можно назвать стандартным).
- 25*16 (самые распространённые разновидности размеров).
- 30*20.
- 40*25 (приборы с державкой такого типа создаются главным образом под особые заказы, их почти нельзя найти в свободной продаже на территории рынка).
Все требования к таким резцам будут проверяться по стандарту ГОСТа 18877−73.
Проходные упорные
При помощи п роходного упорного резца на токарном станке становится возможным обрабатывать поверхности заготовок металла цилиндрической формы. Главные конструктивные особенности такого типа резца, которые проходят обработку вдоль оси вращения, помогают даже за один проход устранять большое количество лишнего металла.
Державки для изделий такого типа также могут выполняться с использованием различных замеров (в миллиметрах).
Такой инструмент для работы на станке по металлу также может быть выполнен с правыми либо же левыми отгибами в рабочей части рубца.
Подрезные отогнутые
Внешне такой резец очень схож с проходным, но у него имеется совсем другая форма режущей пластины — она треугольная. Благодаря таким инструментам для токарного станка по металлу все заготовки обрабатываются в соответствующем направлении, перпендикулярно оси совершения вращения.
Резцы такого формата могут быть созданы с такими размерами держателей, как:
Отрезные
 Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Существуют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их можно также легко. Для этого стоит перевернуть резец режущей стороной пластины вверх и рассмотреть, с какой стороны расположена его ножка.
Виды проходных резцов, их маркировки и режимы резания
Проходной резец – инструмент металлообрабатывающей промышленности, предназначенный для обработки наружной поверхности деталей цилиндрической формы. Данные приспособления используются на токарных станках. Их применяют для широкого спектра работ, что позволяет относить инструмент проходного типа к наиболее распространенным режущим инструментам.
Виды и назначение токарных проходных резцов
В общепринятой классификации металлообрабатывающего инструмента резцы делят на группы, которые различаются способами и технологиями обработки. Наименование приспособления отражает суть и назначение инструмента. Например, расточные проходные резцы используют для работы со сквозными отверстиями.
Конструкция режущего инструмента независимо от его типа состоит из двух частей:
- Державка. Эта часть фиксируется в токарном патроне станка или в другом механизме, предусмотренном конструкцией аппарата.
- Головка. Рабочий элемент, который контактирует непосредственно с обрабатываемой заготовкой. Состоит из нескольких плоскостей с режущими кромками. Угол заточки зависит от требований к конструкции.
Материал изготовления головки зависит от вида обрабатываемого сплава. В качестве основы используют твердые, быстрорежущие, а также углеродистые материалы.
По внешнему виду токарные резцы делят на следующие группы:
- Прямые. Классическая форма, при которой державка и режущая часть расположены на одной оси.
- Изогнутые. Державка данных резцов имеет один изгиб, расположение и угол которого зависят от типа инструмента.
- Отогнутые. В этом случае рабочая головка имеет некоторое смещение относительно оси крепежной части.
- Оттянутые. Данный тип конструкции отличается шириной рабочей части, которая меньше, чем державка. Это позволяет выполнять работу в труднодоступных местах с небольшой областью воздействия на поверхность.

Среди рассматриваемого инструмента встречаются несколько видов. Рассмотрим их подробнее.
Проходные прямые
Резцы проходные прямые не получили широкого распространения в металлообрабатывающей промышленности. Для некоторых работ, к которым относится снятие фаски, удобнее использовать инструмент отогнутой формы. Применяется для обработки изделий конической формы. Державка для выполнения стандартных работ имеет прямоугольную форму с размерами граней 25*16 мм. Специальную обработку выполняют резцами с крепежной частью равносторонней формы с размером 25 мм.
Проходные отогнутые
Резцом универсального типа, которым снимают фаску с изделий, обрабатывают торцевые части деталей и выполняют прочие работы. Направление изгиба зависит от специфики работ. Проходные отогнутые резцы применяют как для черновой, так и для чистовой обработки металла.

Предприятия-изготовители обязаны руководствоваться требованиями межгосударственного стандарта 18868-73.
Выпускают множество моделей, которые различаются габаритами изделия. Наиболее употребительными являются следующие размеры (высота*ширина*длина, мм):
Проходные резцы первого типоразмера применяют только в профильных учебных заведениях в процессе подготовки студентов.
Проходные упорные
Приспособление широко используется в токарных мастерских для обработки цилиндрических заготовок небольшого размера, обладающих сложной формой. Данный тип отличается высоким классом точности работы. Это достигается благодаря прямому углу оси смещения головки по отношению к оси державки. Таким образом снижается уровень вибрации в процессе эксплуатации, что минимизирует риск повреждения обрабатываемого изделия.
Производители не рекомендуют обрабатывать данным резцом детали с высокой жесткостью.
Выпускают модели правого и левого направления. Примечательно, что резцы квадратной формы с размерами 20*20 и 50*50 могут быть только упорными левыми, без обратного изгиба.
Особенности геометрии резца
Независимо от модификации основным рабочим инструментом является рабочая головка. Она располагается на стержне резца. Для ее монтажа имеется специальный резцедержатель, который обеспечивает надежную фиксацию элемента.

Для удаления стружки, образовывающейся в процессе эксплуатации, передней поверхности придают особый угол, обеспечивающий наиболее эффективный вывод побочных продуктов. Грани, обращенные к рабочей плоскости, называют задней и основной.
Главная режущая кромка контактирует с обрабатываемой поверхностью металла. Она располагается между задней и главной передней гранями.
Для вспомогательных работ имеется дополнительная режущая кромка, расположенная в месте соединения задней, передней и вспомогательной граней.
Вершиной инструмента является пересечение режущих кромок. Для каждой работы существует свой угол заточки вершины, обеспечивающий наиболее эффективную обработку деталей.
Маркировка по ГОСТ
Требования к производству станков для металлообработки, а также вспомогательного оборудования жестко регламентируются требованиями межгосударственных стандартов.
К стержням режущих приспособлений предъявляют гораздо меньше требований по сравнению с элементами контактной группы. Их изготавливают из стали марки 45 или 50.
Для каждого типа конструкции существует отдельный стандарт. Например, изготовление проходных резцов с верхним прихватом сменной пластины регулируется ГОСТ 26611-85.
При производстве пластин из быстрорежущей стали используют кобальтовые составы:
После проведения температурной обработки их твердость достигает 67 HRC.
К шероховатости поверхности приспособлений предъявляют особые требования. После проведения доводки передней и задней частей степень чистоты должна соответствовать 9 классу.
Условные обозначения в соответствии с требованиями межгосударственного стандарта наносят на боковую поверхность.
В качестве примера расшифруем маркировку Т15К6:
- «Т». Первая буква говорит о том, что в качестве материала изготовления использовался твердый состав титановой группы.
- «15». Цифра указывает на массовую долю карбида титана в продукте.
- «К». В состав продукта входит кобальт.
- «6». Массовая доля вышеуказанного химического элемента.
Как выбрать проходной резец
Резцы относят к расходным инструментам для токарного станка. Однако это не является поводом для того, чтобы беспечно отнестись к процессу выбора, ведь при соблюдении норм эксплуатации режущие приспособления способны прослужить длительный период.
Главными факторами являются форма обрабатываемых деталей и материал изготовления. Если деятельность носит временный характер, стоит обратить внимание на наборы расходных материалов. В этом случае при работе с нестандартным изделием не придется тратить время на поиск резца нужных размеров.
Наиболее употребительными являются резцы средних размеров – их поиск не займет много времени. Если для работы понадобится прибор наибольшего типоразмера в линейке, его придется заказывать: они редко имеются в свободной продаже. Исключение составляют крупные города, в которых есть специализированные центры металлообработки.
Режимы резания
Процесс эксплуатации проходных резцов достаточно прост. В зависимости от формы заготовки и метода обработки выбирают направление движения: продольное или поперечное.

Обратите внимание на назначение инструмента: приспособления для черновой обработки запрещено использовать на чистовых работах и наоборот.
Также запрещено менять установленный порядок работ:
- В первую очередь выполняют черновые работы, которые характеризуются глубокой степенью воздействия: при обработке допускается удаление до 5 миллиметров металла за несколько проходов.
- Чистовые работы выполняются с целью соблюдения точных параметров изделия. Толщина срезанного металла не должна превышать десятых долей миллиметра.
Проходные резцы – незаменимый инструмент для обработки металлической поверхности элементов вращения. Виды работ зависят от формы и структуры приспособлений. А вы наблюдали за процессом наружной обработки деталей? Некоторые токари считают, что отечественные производители резцов не уступают знаменитым зарубежным компаниям, включая немецкого производителя Optimum. А что по этому поводу думаете вы? Выразите свое мнение в блоке комментариев.
Проходной отогнутый токарный резец
Многообразие разработанных резцов позволяет решать широкий круг технических задач. Одним из видов таких инструментов является резец проходной отогнутый. С его производят целый ряд обрабатывающих операций:
- черновая, получистовая и чистовая наружных и внутренних поверхностей;
- торцевание конических и цилиндрических заготовок;
- снятие фасок под заданным углом;
- отрезание лишней части заготовки;
- нарезание внешней и внутренней резьбы.

Они пригодны для проведения токарных операций при обоих видах подачи: продольной и поперечной.
Геометрия проходного отогнутого резца
Потребительские свойства определяются следующими геометрическими параметрами:
- размер и направление передней поверхности (обеспечивает непрерывное отведение образованной стружки в процессе работы);
- параметры задней главной поверхности;
- задняя вспомогательная поверхность.
Режущая кромка образована линией пересечения двух поверхностей. С одной стороны к ней подходит передняя поверхность с противоположной стороны главная задняя поверхность. В конструкции отогнутого резца выделяют ещё одну режущую кромку. Она образована стыком передней поверхности и вспомогательной. Поэтому её называют вспомогательная режущая кромка. Точка, в которой сходятся обе кромки, называется вершиной резца. Эта часть резца принимает на себя самые большие нагрузки в процессе обработки заготовки. Для предотвращения преждевременной поломки ей придают округлую форму. Поэтому для конкретного типа задан индивидуальный радиус скругления. Дополнительным способом увеличения прочности вершины и придания ей большей надёжности формируют переходную режущую кромку. Ей придают прямоугольную форму.
Для токарных отогнутых резцов большое значение имеют их геометрические параметры. Наиболее важными из них являются углы, под которыми расположены поверхности инструмента.
Для более полного понимания имеющихся параметров каждый отогнутый токарный резец имеет чертёж. На нём отображаются основные параметры:
- общий вид изделия;
- значения углов;
- маркировка;
- назначение;
- допустимые условия обработки (тип станка, скорость обработки, характеристики обрабатываемого материала).


На чертеже изображены следующие углы:
- при вершине отогнутого резца (он образован проекциями на главную плоскость основной и режущей кромкой);
- наклона линии главной режущей кромки;
- дополнительные углы, задающие геометрию всех поверхностей.
Значения углов и параметры кромок определяют основные свойства режущего инструмента. Для каждой модели (в зависимости от решаемых задач) создаётся своя геометрическая форма. Например, для обработки деталей, в которых предусмотрена ступенчатая конструкция режущую кромку затачивают под прямым углом.
Выбор проходного отогнутого резца
Выбор необходимого инструмента зависит от следующих требований, которые предъявляются при изготовлении конкретной детали. К этим требованиям относятся:
- тип обработки (чистовая, получерновая, черновая, обработка с высокой точностью);
- направления подачи инструмента (правые или левые);
- характер резания или снятия слоя (проходные, упорные, подрезные, нарезания резьбы);
- длина державки;
- тип наконечника (цельный, наваренный, съёмный);
- форма режущего элемента (треугольный, прямоугольный, специальной конструкции).


В зависимости от сложности решаемой задачи выбирают отогнутый резец, способный качественно провести обработку на конкретном типе станка. Наиболее универсальным считается резец проходной отогнутый со сменными пластинами. Точное назначение конкретного инструмента определено принятым стандартом и указано на маркировке. Резец проходной отогнутый т15к6 применяется для поверхностной обработки деталей, изготовленных из различных марок сталей, в том числе и легированных. Сплав ВК8 используется для проведения черновых работ, сверления, обработки внутренних поверхностей, фрезерования. Многообразие типов конструкций требует их оценки по критерию эффективность – стоимость. Именно он сказывается на конечной цене производимой детали.
Маркировка
Под маркировкой понимают аббревиатуру, которая наносится на поверхности отогнутого резца и определяет его основные физические и механические свойства.
Каждый проходной отогнутый резец по ГОСТ 18877 73 имеет гарантированные характеристики для решения конкретных задач обработки.
Маркировка состоит из набора букв русского алфавита и одно или двузначных чисел.
В качестве примера рассмотрим маркировку Л-Т15К6. Первая буква указывает на то, что этот инструмент является левым резцом. Следующая литера указывает на тип твёрдосплавного материала, применяемого в головке резца. Цифра 15 свидетельствует о наличии в сплаве 15 процентов карбида титана, а К6 указывает на шести процентное содержание кобальта. Кроме этого в маркировку резца входит указание его основных геометрических размеров. Рассматриваемый образец может иметь надпись в соответствие со стандартом -16×25×140. Это свидетельствует о том, что представленный инструмент имеет угол в плане равный 45 градусам, поперечное сечение соответствует размерам 16 мм на 25 мм и длиной 140 мм. Он снабжен пластиной из сплава Т15К6.
Наиболее популярными сплавами, из которых изготавливают рабочую часть резца, являются:
- металлокерамика;
- минералокерамика;
- быстрорежущая сталь;
- углеродистая и легированная инструментальные стали;
- поликристаллический алмаз и кубический нитрид бора.

В первую категорию входят сплавы: вольфрамо-кобальтовые (марки ВК6, ВК8) и так далее, вольфрамотитановые (Т15к6 и её аналоги), титанотанталововольфрамовые (Т17К12 и другие из этой серии). Все используемые материалы соответствуют установленным государственным стандартам. Определить назначение конкретного режущего инструмента можно на основании данных приведенных в марочнике металлов и сплавов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Какие бывают токарные резцы по металлу и где применяются

Очень часто у нас в магазине покупают токарные резцы по металлу и если снабженцы, которые в них разбираются, называют каждый вид резца правильно, то рядовые граждане частенько путают резцы. В этой статье предлагаю вам ознакомиться с основными видами токарных резцов — посмотрите фото, узнаете размерный ряд и область применения каждого вида.
Все модели — Канашского завода, их продукция одна из самых качественных на этом рынке.
Важно! Все модели резцов выполняются с пластинами разной марки — чаще всего это ВК8, Т5К10 и Т15К6. Другие твердые сплавы используются достаточно редко (например Т30К4 и им подобные).
Один из самых востребованных резцов. Применяется для отрезки заготовки. Его ни с чем другим не спутать — тонкая ножка с напаенной твердосплавной пластиной. Область применения — отрезка по прямым углом, также ими вырезают тонкие канавки.
Бывают право и левосторонние. На фото четко можно отличить правый от левого — слева как раз-таки левосторонний. Все другие — стандартные правые, в 90 процентах случаях для работы требуются именно они. Отличить весьма просто — берете резец пластиной вниз(как нож) и если ножка справа — то значит и резец правый. Слева — значит левый (менее распространенный). Гляньте фото, там все видно.
Размерный ряд державок:
— 16*10 мм — для маленьких «школьных» станков
— 20*12 мм
— 25*16 мм — самый популярный
— 40*25 мм — большие резцы, редко можно найти в продаже, только под заказ.
Само название говорит о его области применения — им обрабатывают торцы заготовок, а также снимают фаски. Отогнутая часть как бы огибает заготовку сбоку. Фото:

Размерный ряд также очень приличный:
— 16*10 мм — маленькие для школьных станков
— 20*12 — нестандартный размер
— 25*16 мм — самый востребованный
— 32*20 мм
— 40*25 мм — редко можно найти в продаже, только под заказ как правило
Проходной упорный отогнутый
Приставку «отогнутый» как правило не используется в обиходе, резцы называют просто проходными упорными. Но изгиб можно видеть, бывают и без него.
Область применения — одни из самых нужных резцов. Используются для обработки цилиндрических заготовок. Изгиб как раз-таки позволяет обтачивать круглые детали, снимая максимально много металла за один проход резца. Обработка детали идет вдоль её вращения!

Размерный ряд также широк:
— 16*10 мм
— 20*12
— 25*16
— 32*20
— 40*25
Также бывают левосторонние и право. В подавляющем большинстве случаев используются правые модели.
Область применения такая же, как у проходного отогнутого, однако тем удобнее снимать фаски. А прямым чаще всего обрабатывают поверхности металла. Используется на производстве нечасто.

— 25 на 16 мм — стандартный с прямоугольной державкой
— 25 на 25 мм — нестандартная державка, для каких-то специальных работ
Чаще всего его путают с проходным упорным. У подрезного треугольная пластина, обратите внимание! Фото:

Область применения: обрабатывают заготовки поперек оси вращения (перпендикулярно). Кроме отогнутых моделей могут быть и упорные (но они не востребованы как правило).
— 16*10 мм
— 25 на 16 мм
— 32 на 20 мм
Для нарезания наружной резьбы
Область применения: название говорит само за себя — такими резцами нарезают резьбу. Какую? Если берете резец с завода, то он, как правило, «заточен» под метрическую резьбу. Для других видов резьб его нужно будет перетачивать.
Пластина установлена «копьевидная» (правильное её название — отрезная, продаются отдельно), может быть разного сплава (марки указаны в начале статьи). Получаемая резьба на заготовке внешняя (так называемый «папа») — болт, шпилька и т.п.

Наиболее востребованные размеры:
16*10 мм
25*16 мм
32*20 мм — используется не так часто
Для нарезания внутренней резьбы
Если наружным можно нарезать и мелкую резьбу, то внутренним режут только резьбу большого диаметра. Это можно понять по размерам самих резцов. Фото:

Важно! Не путайте этот резец с расточными для глухих отверстий, они внешне похожи, но принципиально разные! Расточные ниже в статье, сравните.
— 16*16*150
— 20*20*200
— 25*25*300 мм
Первая и вторая цифры — размер державки (она квадратная по сечению), а третья цифра — длина державки. Чем длиннее — тем глубже можно нарезать резьбу внутри заготовки.
Обратите внимание — чтобы использовать такой резец, необходимо, чтобы ваш станок был оснащен приспособой под названием «гитара».
Расточной для глухих отверстий
Область применения — для расточки глухих отверстий. Работают ими как бы с торца, для чего и нужен этакий «изгиб» головки. Тогда как «внутренний»(смотрите ниже) полностью заходит державкой в заготовку.
- Пластина этого резца треугольная, такая же, как у подрезного (смотрите выше).
— 16*16*170 мм
— 20*20*200 мм
— 25*25*300 мм
Чем больше размер резца, тем большего диаметра можно растачивать отверстия!
Расточной для сквозных отверстий
Область применения — ими растачивают детали «внутри» по всей длине. Чем длиннее державка — тем больше внутри можно расточить. Чаще всего деталь растачивают после сверления её большим сверлом, также можно работать и по существующим размерам.

Пластинка прямая, выступа нет, а значит резец легко заходит внутрь получившейся в результате сверления «трубки» и растачивает её изнутри, проходя насквозь. Слой снимаемой стружки примерно равен изгибу головки резца
— 16*16*170 мм
— 20*20*200 мм
— 25*25*300 мм
Одни из самых редко встречающихся резцов. Их еще называют универсальными, ибо они оснащаются разными пластинами, благодаря чему можно обрабатывать заготовки различной формы под разными углами. Различаются между собой как по размеру державки, так и по форме пластины, которую можно зажать.
На фото ниже представлены 3 разные модели:

Самый маленький резец имеет державку 20 на 20 мм и оснащен 4-гранной квадратной пластиной.
Чуть побольше имеет державку уже 25 мм и пластина также квадратная, но размером побольше.
Ну и третий резец по параметрам схож со вторым, в нем по умолчанию установлена 5-гранная пластина, но можно её достать и поставить такую же, как на втором — квадратную большую.
По деньгам такие стоят в районе 300 рублей за штуку, но найти в продаже сложно, даже под заказ привезти порой проблематично.