

Маркировка метчиков первый и второй
Метчики
Метчик – инструмент для формирования профиля резьбы в отверстии. Метчики имеют рабочую часть, шейку и хвостовик. Рабочая часть метчика предназначена для механической обработки резанием и состоит из заборной части, режущих зубьев и калибрующих зубьев. Хвостовик инструмента предназначен для закрепления инструмента на станках в специальные резьбонарезные патроны, либо при слесарных работах квадратный хвостовик метчика устанавливается в метчикодержатель или вороток.

рис. 1 – метчики с винтовой канавкой для глухих отверстий

рис. 2 — метчикодержатель
Виды метчиков
Метчики подразделяются по типу выполняемых работ


Ручные метчики используются комплектом из 2-3 штук. На каждом метчике имеется маркировка №1,2,3. Метчики №1 имеет большую длину заборной части и заниженный размер по среднему диаметру резьбы, его еще называют черновым метчиком. Метчик №2 или №3 имеет меньшую длину заборного конуса (примерно = 2-3 шага резьбы), это позволяет обрабатывать глухие отверстия максимально близко ко дну отверстия, а также он имеет окончательный профиль резьбы, такие метчики называют чистовыми.
Метчики изготавливают по разным стандартам
Российские стандарты
Машинно-ручные метчики для метрической, дюймовой, трубной резьбы — ГОСТ 3266-81.

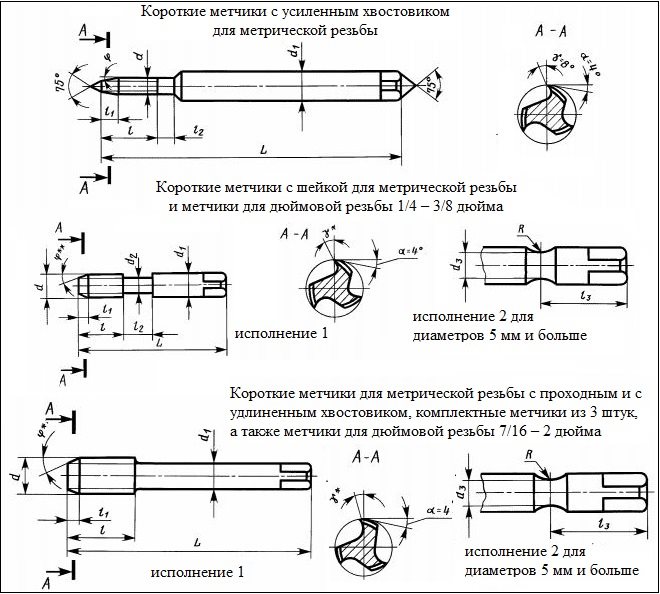
рис. 3 – метчик с усиленным хвостовиком
Усиленный хвостовик повышает жесткость инструмента и как следствие стойкость. Применяется на резьбах до М10 (включительно) основной шаг.

рис. 4 – метчик с шейкой
Применяются при нарезании неглубоких резьбовых отверстий. Являются более дешевой альтернативой метчиков с проходным хвостовиком изготовленных по DIN.

рис. 5 – метчик с проходным хвостовиком
Проходной хвостовик позволяет нарезать резьбу длиннее, чем режущая часть метчика.
Машинные метчики для метрической резьбы – ГОСТ 8859-74.

рис. 6 – метчик машинный
Гаечные метчики для метрической резьбы – ГОСТ 1604-71

рис. 7 – метчик гаечный
Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.

рис. 8 – метчик гаечный с изогнутым хвостовиком
Зарубежные стандарты
Метчики ручные комплектные для метрической резьбы – DIN 352
Метчики машинные с усиленным хвостовиком для метрической резьбы – DIN 371
Метчики машинные с проходным хвостовиком для метрической резьбы – DIN 376, DIN 374
Метчики ручные комплектные для мелкой метрической резьбы – DIN 2181
Метчики гаечные для метрической резьбы – DIN 357
Метчики машинно-ручные для метрической резьбы – ISO 529
Метчики ручные для трубной резьбы – DIN 5157
Метчики машинные для трубной резьбы – DIN 5156
Метчики ручные для трапецеидальной резьбы – DIN 130
Примечание: Принципиальной разницы между метчиками изготовленными по ГОСТ и по DIN нет. Метчики изготавливаемые по DIN немного короче метчиков по ГОСТ (аналогичных серий), примерно на 10 мм. Поэтому, исходя из потребительского спроса, наша компания представляет следующие серии метчиков для метрической резьбы: короткая серия по DIN, короткая серия по ГОСТ, метчики с удлиненным хвостовиком по DIN. Чем больше длина метчика, тем он дороже.
Метчики подразделяются по виду обрабатываемой резьбы
М Резьба метрическая основной шаг 60°
Мf Резьба метрическая мелкий шаг 60°
BSW Резьба Витворта 55° основной шаг BS 84
BSF Резьба Витворта 55° мелкий шаг BS 84
UNC Резьба унифицированная 60° основной шаг ANSI B1.1
UNF Резьба унифицированная 60° мелкий шаг ANSI B1.1
G (BSP) Резьба трубная цилиндрическая 55°
NPT Американская трубная коническая резьба 60° 1:16 ANSI/ASME B1.20.1,
К Коническая дюймовая резьба
NPTF Американская трубная плотная коническая резьба 60° 1:16 ANSI B1.20.3
NPS Американская трубная цилиндрическая резьба 60° 1:16 ANSI/ASME B1.20.1
Rp (PS) Резьба трубная цилиндрическая
R (BSPT) Резьба трубная коническая 1:16
Pg Резьба для обсадных труб
Метчики для специальной резьбы
Метчики подразделяются по типу обрабатываемого отверстия



а) Метчики с подточкой для обработки сквозных отверстий.
Подточка необходима для того, чтобы стружка шла перед метчиком (особенно на вязких материалах) и не забивала стружечные канавки.
б) Метчики с винтовой канавкой – для обработки глухих отверстий
При обработке глухих отверстий, в процессе резания стружка за счет СОЖ и инерции выталкивается по винтовым канавкам наружу, это позволяет избегать повторное резание стружки и поломки метчика.
в) Метчики с прямыми канавками – для универсальных работ
Особенно часто подходит для материалов дающих сегментную стружку или стружку надлома, такие материалы как серый чугун, бронза и т.д.
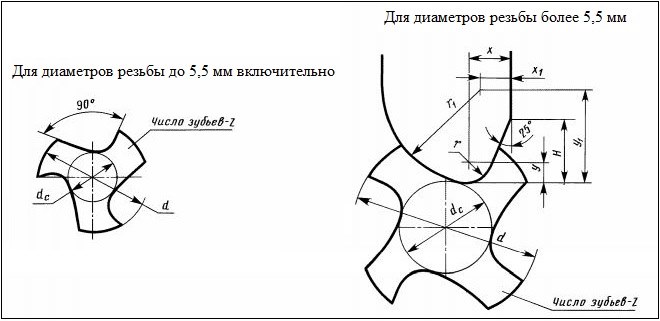
Метчики подразделяются по длине заборной части

рис. 9 – для метчиков по DIN

рис. 10 – для метчиков по ISO
Метчики подразделяются по виду обрабатываемого материала
1. Низколегированные стали, легированные и улучшаемые стали, нержавеющие легкообрабатываемые стали. Предел прочности до 900 Н/мм 2 . Передний угол 8°-10°.
2. Углеродистые и конструкционные стали, легированные и улучшаемые стали, алюминиевые сплавы дающие кроткую стружку (невязкий). Предел прочности до 500 Н/мм 2 . Передний угол 12°-15°.
3. Нержавеющие труднообрабатываемые стали. Предел прочности до 500 Н/мм 2 . Передний угол 6°-8°.
4. Чугун (строго HSS), латунь и бронза, дающая короткую стружку, твердую пластмассу. Передний угол 0°-3°.
5. Алюминиевые сплавы дающие длинную стружку (вязкий), цинковые и магниевые сплавы, медь. Передний угол 15°-20°.
Рекомендации к применению метчиков
В зависимости от обрабатываемых материалов необходимо правильно подобрать скорость резания.
Так же необходимо выбрать материал метчика HSS (Р6М5) или HSSE (Р6М5К5). При обработке материалов первой и третьей группы рекомендуется использовать инструмент HSSE. Кобальт повышает красностойкость метчика.
Материалы четвертой и пятой группы рекомендуется обрабатывать инструментом HSS.
Метчики машинные применяются на токарных, сверлильных, фрезерных станках, обрабатывающих центрах, а также для обработки резьбы вручную.
Метчик устанавливают на станке в специальные вспомогательные инструменты:
- Плавающий резьбонарезной патрон
- Резьбонарезной патрон с осевой и радиальной компенсацией
- Реверсивные резьбонарезные предохранительные патроны
- Цанговый патрон
При обработке глухой резьбы на универсальном станке обязательно станок должен быть оснащен реверсом шпинделя или реверсивный резьбонарезным патроном.
Материалы, из которых изготавливаются метчики
Плашки изготавливают из следующих материалов:
Инструментальная сталь марок У11А, У12А.
Легированная сталь марок ХВСГ, 9ХС, ШХ15 по ГОСТ 5950.
Быстрорежущая сталь марок Р6М5 (HSS), Р18, Р6М5К5 (HSSE), Р6М5Ф3 и др. по ГОСТ 19265.
Современные методы и технологии позволяют изготавливать метчики не только из твердого сплава различных марок, но и из порошковой быстрорежущей стали методом спекания.
Твердосплавные метчики имеют высокую твердость, износостойкость, красностойкость, жаропрочность, способны работать на максимальных скоростях резания и с высокой производительностью, но иногда им не хватает прочности (ведь чем выше твердость, тем ниже прочность), именно в этих случаях применяют метчики из порошковой быстрорежущей стали, имеющих высокую прочность и практически такие же характеристики как у твердого сплава.
Применение СОЖ в процессе обработки метчиками
Применение СОЖ (смазочно-охлаждающая жидкость) во время операции резьбонарезания является эффективным способом воздействия на стойкость инструмента, качество получаемой резьбы и увеличение производительности.
Обычно в качестве СОЖ применяют масло или эмульсию при обработке сталей, нержавеющих сталей. При обработке жаропрочных сплавов в СОЖ состоит из 60% сульфофрезола и 15% олеиновой кислоты. Для обработки легких сплавов в качестве охлаждения применяют керосин. Для обработки нержавеющих сталей – масло.
На современных обрабатывающих центрах и станках с ЧПУ применяют подвод СОЖ через инструмент. А также охлаждение воздухом, масляным туманом или инновационное криогенное охлаждение (двуокисью азота NO2) через специальные патроны. Современная технология охлаждения инструмента предназначена для обработки титана, никелевых сплавов и листов гофрированной стали. Значительно повышается стойкость инструмента и качество обработки композиционных материалов.
Метчики подразделяются по классу точности
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.

Метчики для нарезки резьбы
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
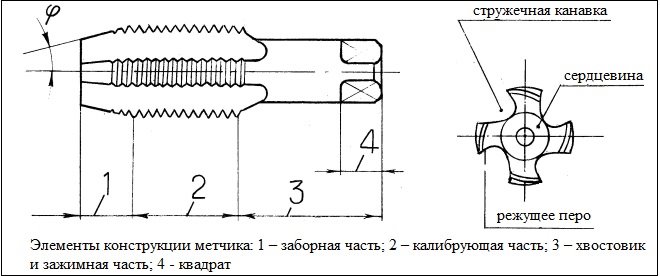
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
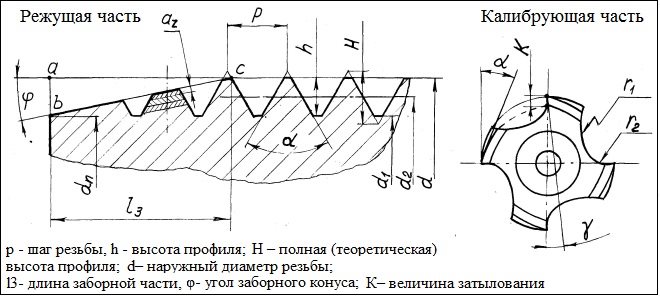
Геометрия режущей и калибрующей части метчика
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Метчики ручные комплектные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Метчики машинно-ручные тройные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
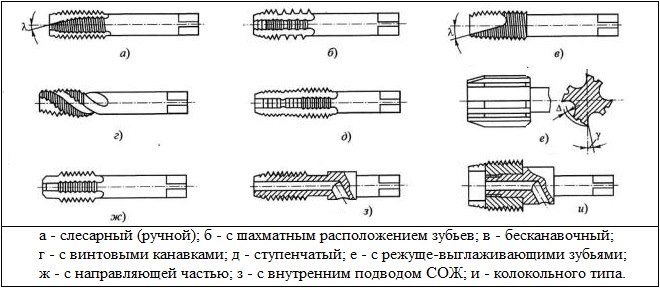
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
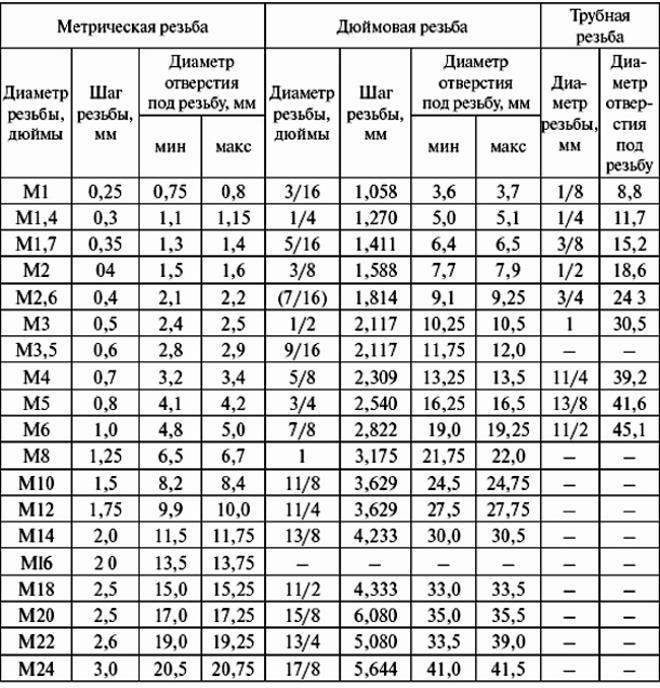
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Материалы для производства метчиков
Для изготовления метчиков различных типов используются следующие материалы:
- высокоуглеродистые инструментальные стали (У10А, У12А и др.) – для ручных инструментов;
- быстрорежущие стали (Р6М5, Р6М5К5 и др.) – для машинных;
- твердые сплавы – для метчиков, работающих в комплекте с высокопроизводительным оборудованием.
Метчики для нарезания резьбы: виды, таблицы размеров, требования ГОСТ

Сделать резьбу в готовом металлическом отверстии или гайке можно буквально за секунды, если у вас есть метчик. С помощью этого металлорежущего инструмента можно нанести внутреннюю резьбу и откалибровать существующую.
Конечно, метчики – не единственный инструмент, применяемый для создания резьбы. В аналогичную категорию попадают, например, плашки и клуппы. Их применяют для нанесения резьбы снаружи детали. Но сейчас не про это.
Видов метчиков существует довольно много – опытные мастера о некоторых из них даже не слышали. Поэтому специфичные типы этого инструмента оставим узкопрофильным специалистам и разберем самые популярные.
Давайте попробуем подобрать инструмент под конкретные нужды. По представленному ниже алгоритму сделать это не составит особого труда.
Шаг 1. Сферы применения: домашняя мастерская или производство
Очевидно, что при работе в домашних условиях и на производстве мастеру понадобится разный инструмент.
Ручные метчики (они же слесарные) найдутся в любой мастерской. За счет значительной прочности и износостойкости инструмент позволяет выполнять работу высокой точности даже в бытовых условиях. Обычно они комплектуются специальным воротком, необходимым для вращения метчика.
Ручные метчики почти всегда продаются наборами из 2-3 штук различных диаметров. Каждый инструмент осуществляет свою задачу: одним производится черновая обработка резьбы, вторым (если есть) – промежуточная, третьим – чистовая, после которой профиль отвечает всем нормам ГОСТ (о них – ниже).
Но ручные метчики не предназначены для работы на высоких скоростях вращения. Для этого применяются машинные аналоги.
Машинные метчики сделаны из более качественной быстрорежущей стали, которая легко переносит серьезный нагрев, возникающий из-за трения и резки металла. Именно по прочности слесарные метчики уступают своим машинным аналогам. Кроме того, у машинных инструментов небольшая заборная часть, т.к. соосность метчика и отверстия заготовки обеспечивается конструкцией станка.
Есть еще третий вид метчиков – гаечные. Нетрудно догадаться, что они используются исключительно для нанесения резьбы в гайках.
Гаечные метчики обладают длинным хвостовиком, который устанавливается в специальный станок-автомат. После нанесения резьбы гайки одна за другой передвигаются на хвостовую часть и ожидают там, когда вся серия будет выполнена. После этого метчик удаляется из патрона, и все гайки сбрасываются в приемный лоток. Таким образом значительно экономится время на операцию, и увеличивается производительность.
Шаг 2. Тип отверстия: глухое или сквозное
Немаловажное значение имеет цель вашей работы: собираетесь ли вы создать профиль в глухом отверстии или дырка сквозная? В зависимости от этого и инструмент понадобится различный. В частности, большую роль будут играть канавки для отвода стружки на метчике. Они могут закручиваться (причем как влево, так и вправо), а могут располагаться прямо.
Прямолинейные канавки применяются в универсальных метчиках.
Инструменты с правым углублением канавки чаще используются для создания профиля в глухих отверстиях. По таким канавкам стружка выдавливается назад, наружу, и не засоряет отверстие.
Направленные влево винтовые канавки применяются для создания профиля в сквозных отверстиях. Стружка выдавливается прямо перед метчиком, сохраняя тем самым только что нанесенную резьбу от повреждений.
Есть еще вариант метчиков со стружечными канавками укороченной длины, известных как бесканавочные, или раскатники. Такая конструкция помогает создавать резьбу в изделиях, изготовленных из вязких материалов, например, из легированных высокопрочных и низкоуглеродистых вязких сталей, а также сплавов из алюминия.
Шаг 3. Тип резьбы
На производстве существует несколько государственных стандартов, различающихся системой измерения. С помощью маркировки на метчике, можно понять, к какой из них относится инструмент – метрической или дюймовой. Исходя из типа устройства метчиков можно нанести три вида резьбы.
Метрические метчики пригодятся для создания профиля, размеры которого измеряются в миллиметрах. Они маркируются символом «M».
Профиль метчиков данного типа представляет собой равнобедренный треугольник с углом при вершине в 60°.
Размерный ряд метрических метчиков довольно обширный – с их помощью можно создать практически любой профиль. Каждый размер метчика имеет свой основной шаг – расстояние между витками резьбы. Чем больше размер, тем больше основной шаг. Для подбора инструмента используется специальная таблица на основе норм госстандартов (согласно ГОСТ 19257-73).

В отличие от метрических размер дюймовых метчиков обозначается в дюймах. Такая система пришла к нам из-за границы. В частности, из США и Великобритании.
Основной шаг обозначается количеством ниток (или числом витков), приходящихся на 1 дюйм. Чем показатель выше, тем мельче шаг резьбы.
Угол при вершине в дюймовой резьбе может быть различным. Угол в 60° характерен для метчиков, распространенных в Северной Америке. Максимальную популярность получила резьба UNC. Такой крепеж нередко встречается на ввозимой в Россию технике (газонокосилки, генераторы, культиваторы и т.п.).
Дюймовая резьба британского стандарта BSW имеет угол при вершине в 55°.
Ниже приведены дюймовые размеры метчиков наиболее популярных стандартов.

Среди дюймовых метчиков отдельно стоит выделить группу инструментов, используемых для создания профиля в трубных соединениях. Особенно часто трубная резьба встречается в элементах систем водоснабжения.
Размеры трубных метчиков специально подстроены под стандартные виды металлических труб. Они разделяются на цилиндрические и конические. Первые обозначаются литерой «G», после которой ставится цифра, соответствующая проходному диаметру. Трубные конические метчики маркируются символами «R» или «Rc». Резьба наносится на поверхности с конусностью 1:16 и доходит до упора.
Традиционно их размеры указываются в дюймах. Однако со временем система обозначений утратила идентичность реальным размерам, поэтому инструмент для трубной резьбы подбирают по таблицам (на основе ГОСТ 6357-81 и ГОСТ 6111-81).

Государственными стандартами определяются требования к размерам и характеристикам метчиков, а также вводятся максимальные допуски, класс точности и степень шероховатости поверхности. Практически все показатели по выбору и качеству резьбы регулируются ГОСТ 3266-81, который вы можете скачать с нашего сайта.
Метчики для нарезания резьбы. Виды и таблица размеров

Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Виды метчиков
По назначению
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.

Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.

Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Нужна внутренняя резьба? Тогда вам нужен метчик.


Для нарезания внутренней резьбы потребуется метчик. Они бывают 2 видов — метрические и трубные. Первые для обычной метрической резьбы(такая идет на болтах, гайках), трубные — соответственно для резьбы на трубах. Метрические в своем обозначении-маркировке имеют букву М, трубные — G, К или RC.

Маркировка — буква М, далее идет диаметр резьбы и шаг. Для каждого диаметра резьбы существует несколько шагов(мелкий, средний, стандартный), конечно шаги начинают увеличиваться с увеличением диаметра. К примеру, стандартная резьба М5 имеет шаг 0.8, больше шагов на диаметр 5 не бывает. Однако уже на 6 мм резьба бывает стандартная на 1 мм, а также мелкая на 0.75 мм(более редкая и невостребованная). Резьба на 10 мм имеет стандартный шаг 1.5, также бывает 10*1 и 10*1.25.
Чаще всего метчики продаются комплектами по 2 штуки — черновой(для первоначальной нарезки) и чистовой(для прочистки резьбы). Первый номер имеет более острый заход, второй — более тупой. Еще часто для обозначения первого и второго используют черточки, на черновом — 1 полоска, на чистовом — 2.
Для метчиков со стандартной резьбой шаг резьбы не пишут, обозначают просто — М10(стандартный шаг 1.5) или М8(стандарт 1.25). Статья по теме — таблица стандартных шагов для диаметров резьбы. Там же можете узнать, какое сверло подходит для какой резьбы — информация более чем полезная. Узнать шаг резьбы сможете с помощью резьбомера — набор шаблонов шагов. Для метрической резьбы — один резьбомер, для трубной — другой(на 55 градусов).
1. Трубная цилиндрическая — обозначение G
2. Трубная коническая — маркировка К
3. Коническая дюймовая — обозначается RC
Особо заморачиваться не стоит, стандартная резьба для труб — трубная цилиндрическая(имеет обозначение G, G1/2″ — на полдюйма, G1″- резьба на дюйм и так далее по аналогии).

В хозяйстве чаще всего используются — G 1/2″, G 3/4″, G1″, G 1 1/4″(дюйм с четвертью) и 1 1/2″(полтора дюйма).
Цена и качество инструмента.
Речь пойдет о качестве металла. По большому счету, видов стали всего два: углеродистая сталь(У7) и быстрорежущая(р6м5, р18, HSS).

Если вы будете резьба нужна в мягком металле, то вполне сможете обойтись углеродистыми. Они гораздо дешевле быстрореза, раза в 2-3. К примеру, М6 углеродистый стоит 60 рублей, а из быстрореза — 170 рублей. Разница очевидна.
Качественные из быстрореза необходимы прежде всего для твердого металла(частенько у нас покупают для нарезки резьбы в легированной стали). Углеродистый при сильной нагрузке может сломаться, так что если вы выполняете ответственные работы, то не экономьте, покупайте из быстрореза.
Отличный производитель — Львовский завод, также любые метчики, сделанные в СССР, ищите или со знаком качества или из стали Р18 — найти их будет очень сложно, но качество у них просто отменное. Умели все-таки делать инструмент при СССР, не то, что сейчас — сплошной Китай, даже не знаешь, что и как выбрать. Но на этом сайте вы найдете только правдивую информацию, поэтому следуйте советам — не прогадаете. Насчет нормальных сверл по металлу можете почитать здесь.

Неплохие углеродистые У7 — фирма «Рекос», ими без проблем нарежете резьбу в обычном уголке, меди, оцинкованном железе. Те, что на фото выше — для дома вполне можно обойтись и ими, благо и качество у них более менее и цена невысокая.

Продается поштучно, в отличие от машинно-ручного. Он гораздо длиннее, чем машинно-ручной, заход у него очень острый(так что не подойдет для нарезания резьбы в глухом отверстие). Также бывают со стандартной резьбой, и с мелкой и средней. Больше ничем особым не отличается, ржет так же, как любой другой. Поэтому, если вам нужно нарезать пару отверстий по твердом металлу, а раскошелиться на комплект не можете, то покупайте одиночный, сэкономите процентов 40.
Для нарезания резьбы вам ещё понадобится метчикодержатель и масло(бытовое, машинное). Лучше брать отечественный держатель, а то все импортные сделаны из силумина(порошковый металл), некрепкие и часто ломаются.
Технология нарезания проста — сверлите отверстие(для каждого диаметра и шага свое), затем закрепляете метчик(сначала черновой) в держателе, капните пару капель масла на метчик и вертикально вставляете в отверстие. Заготовку желательно зажать в тиски, чтобы резьба не пошла косо. Потихоньку крутите по часовой стрелке (если правая резьба). Так и крутите, немного вперед, потом назад и опять вперед. Занятие сложное только для первого раза.

Для левосторонней резьбы существуют специальные метчики с маркировкой LH. Цена на них немного повыше, да и найти в продаже иногда бывает достаточно сложно. При нарезании не забудьте — крутить нужно против часовой стрелки.
Наборы метчиков и плашек
В нынешнее время на прилавках магазинов можно найти все, что угодно. Многие желают купить для дома сразу комплект метчиков и плашек. И в продаже они имеются и цена невысокая. Возникает вопрос — а стоит ли покупать наборы, как там с качеством? Отвечаю — на мой взгляд, покупать такие наборы стоит только для домашнего использования. Наборы китайские(больше никто не выпускает такие) и качество металла инструмента там не очень. Конечно, если вам такой набор нужен для дома, то можно купить, благо нарезание резьбы — дело нечастое. Из более менее приличных отметим фирму «Matrix». Хотя на мой взгляд, если уж хотите иметь качественный инструмент, то берите по раздельности. Много ли нужно для дома — размеры M4, M5, M6, M8, M10, M12 и такие же плашки. Конечно, это вытянет на 1000 рублей, за плашки еще рублей 400. Зато у вас будет действительно качественный инструмент и вы можете работать им по любому металлу. Решать, конечно же вам. да, кстати, плашки покупайте только из старых запасов, проверено лично — они в разы крепче современных.
Что такое метчик: устройство, использование, маркировка
В различных сферах промышленности, так и в домашнем обиходе, используются резьбовые соединения, которые одновременного являются удобными и надежными. Для их создания специалисты применяют специальный инструмент, известный уже длительное время, метчик. Что это такое, зачем он нужен и как им пользоваться, далее. Он занимает особое место среди приспособлений, формирующих внутреннюю резьбу в металлических изделиях. Метчик представляет собой стержень из твердого сплава, на кончик которого имеются зазубрины. Существуют различные виды приспособления, отличающиеся размером диаметра и шагом резьбы.
Они широко применяются в профессиональной, полупрофессиональной и бытовой сфере. Главное назначение – это создание разных видов резьбы начиная от метрической и заканчивая трапециевидной. Даже в мастерского новичка с помощью этого инструмента получается обрабатывать металл, как того требуется по ГОСТу.

Инструмент выбирается исходя из следующих критериев:
- материала изготовления. Приспособление производится из разных сплавов. Какому виду отдать предпочтение, зависит от обрабатываемого материала;
- способа эксплуатации. Метчик бывает ручным и машинным;
- диаметра. Существует целая таблица, знакомящая с размерами инструмента;
- характеристикой получаемых отверстий. Все определяется условиями обработки.
Приспособление предназначается для создания точных и качественных отверстий в различных изделиях.
Маркировка
Маркировка, которая обычно ставится на хвостовик, помогает специалисту различать разные типы метчика и быстро находить нужный. Например, метрический вид будет маркироваться буквой M, а его размер измеряется в миллиметрах. Производители предлагают широкий ассортимент этого приспособления, поэтому в продаже можно найти метчик, позволяющий добиться практически любой резьбы.
Т рубные метчики распознаются по букве G, но измеряются уже в дюймах. Есть как распространенные размеры, так и редкие. Мастер подбирает их исходя из особенности работы. Конический тип метчика обозначается первой буквой наименования – К.

Классификация и виды
Разновидности приспособления разделяются по назначению и конструкции. Перед тем как применять его, следует больше узнать о них. Метчики также разделяются по способу нарезки на:
У каждого вида есть свои особенности и область применения. Например, ручной тип легко отличить от других по квадратной хвостовой части. Зато машинно-ручные используются в сочетании с патроном станка или воротком. Изделие машинного типа оснащено винтовыми и укороченными канавками.
Классификация по назначению
Благодаря широкому производству метчиков удается подобрать нужный инструмент для любой резьбы по металлу. Если рассматривать приспособления по их предназначению, то метчики по металлу бывают следующих видов:
- слесарные;
- гаечные:
- машинные или машинно-ручные.
Они отличаются как по внешнему виду, так и по способу использования. Например, слесарный вид можно купить только комплектом, состоящим из трех инструментов. Нарезка, выполняемая первой – черновая, вторая – промежуточная, а последняя нужна для финишной обработки.

Классификация по конструкции
Метчики разделяют на группы и по своей конструкции. В промышленности и бытовой сфере чаще всего применяются следующие типы:
- бесканавочные;
- канавки, расположенные по винтовой линии;
- с зубчиками, расположенными в шахматном порядке;
- ступенчатые;
- колокольные;
- комбинированные;
- полые внутри;
- инструменты-протяжки.
Каждый из перечисленных видов используется в определенной ситуации. Они подбираются исходя из типа обрабатываемого изделия, а также функции, которую они выполняют. Например, бесканавочные приспособления идеально подходят для резьбы в алюминиевом сплаве. Зато с внутренней полостью пригодятся только эксплуатации многофункционального оборудования, когда нужно проделать большое количество отверстий.
Типы нарезаемой резьбы
От того, какой инструмент используется, зависит, какой получится внутренняя поверхность соединений. Самые распространенные типы таковы:
Любой из перечисленных видов отличается формой, диаметром и шагом. Узнать, каким должно получиться отверстие, можно из специальной таблицы. Мастерам добиваются резьбы как правой, так и левой. Отличия видны не очень хорошо на фото, но в реальности опытный мастер сразу определит, какой это вид. Основное различие – направление винтовой линии.
Конструкция
Инструмент любого типа состоит из определенных частей, которые в совокупности делают его тем, кем он и является. Составляющими элементами метчика являются:
- хвостовик;
- режущая и калибрующая части;
- канавка для закрепления в патроне;
- место для передачи крутящегося момента;
- канавки для отвода стружки;
- перья.
Каждая часть отвечает за определенный момент резьбы. Некоторые из них одинаковы у разных видов инструмента, но есть и отличающиеся элементы. Например, длина режущейся части, которая меняется в зависимости от назначения приспособления.

Из чего изготавливается
Средство для создания отверстий в металлических изделиях различается и по материалу изготовления. Наиболее распространенными материалами являются:
- высокоуглеродистая сталь;
- быстрорежущая сталь;
- твердые сплавы.
Почему нельзя производить промышленное орудие из одного материала? Потому что приходиться иметь дело с разными поверхностями. При этом отверстия создаются разными способами. Поэтому деталь из одного материала применяется при ручной резьбе, а из другого– в остальных случаях.
Но основой любого инструмента служит высокопрочная сталь. Материал изготовления проходит через серьезную обработку ради повышения прочности.
Виды метчиков
В обиходе существует не одна разновидность столь нужного инструмента, поэтому начинающему и даже профессионалу нужно знать основные характеристики каждого из них. Тогда обработка в отверстии будет соответствовать всем требованиям.
1. Ручной отличается несколько другой формой заходной части. Но в целом он обладает всеми основными элементами конструкции и особенно подходит для резьбы в домашних условиях. Обычно он приобретается в наборе. И идеально подходит, когда нужно выполнить обработку диаметром от 8 до 18 мм.

2. Машинно-ручные разновидности совместимы с разным оборудованием, что значительно упрощает выполнение работы. Они более устойчивы к нагрузкам, так что используются при больших объемах обработки.

3. Гаечные уже своим наименованием подсказывают, где именно они должны применяться. Отверстие, выполненное ими, имеет прямолинейную форму, если деталь используется на сверлильных станках. Но могут быть и другие виды форм. Производятся в единичном комплекте и оснащены 12 винтами. Различаются по внешнему типу в зависимости от места применения.

4. Левые метчики также есть в продаже, и их можно приобрести, когда обработка отверстий происходит ручным или машинным способом. Они имеют свое обозначение и создают иную резьбу в отверстии, чем другие инструменты. Классифицируются по форме, поэтому левые детали можно считать одной большой группой, в которую входят множество подгрупп.

5. Дюймовые специально выпускаются для тех случаев, когда нарезка измеряется в дюймах. Производитель изготавливает деталь трех видов точности, которые расфасовываются по двух или трех компонентному набору. Имеют также разделение по стандарту. Поэтому при покупке следует обращать внимание на маркировку.

6. Трубные относятся к той же категории, что и дюймовые. Однако при этом с их помощью создаются нарезки диаметром от 1/8 до 2 дюймов. Отличаются типом захода, который бывает тупым или острым. А также их бывают ручными и машинными. Отлично подходят для соединения элементов системы водоснабжения.

7. Конические нужны, когда и резьба должна быть соответствующей. Обычно такие детали применяют при нарезке метрических и трубных отверстий. Конусные выделяются из всего ассортимента удлиненной заборной частью, у которой есть неполная резьба, переходящая в полную. Минус – при их использовании приходится прилагать больше усилий. Ведь у них нет калибрующей части.
8. Трапецеидальные – это специальные инструменты, диаметры которых регулируются ГОСТом, а область применения довольно обширна. Чаще всего это суппорты станков или подготовка резьбы в глухих сквозных станках. Они производятся из быстрорежущей стали, могут выдерживать те нагрузки, которые недоступны другим деталям.

Правила нарезания внутренней резьбы метчиком
Начинающему мастеру, который не обладает достаточным опытом работы с инструментом, следует выполнять работу в следующей последовательности:
- Первым делом просверлить само отверстие. Работа начинается с важного этапа, поэтому следует быть внимательным и не допускать ошибок. Если это произойдет, последствия будут таковыми – неплотная резьба или сломается сам инструмент потому, что на него будет оказываться неприемлемая нагрузка. Каким должен быть диаметр отверстия, можно посмотреть в специально таблице. Метчикодержатель располагается строго перпендикулярно к поверхности и никак иначе.
- Если работы выполняются вручную, то мастер поступает следующим образом: делает два оборота вперед, а следом один назад.
- Сначала используют черновое орудие и только потом чистовое.
- Если отверстие нужно очень глубокое, то необходимо иногда полностью доставать приспособление и очищать проход.
- В таких случаях также используют смазку, например, керосин или льняное масло.
- Орудие для создания глубоких отверстий выбирается длиннее, чем глубина нарезки.
Только следование правилам и требованиям позволит получить нужный результат, вне зависимости от того, по металлу какого типа проводится резьба.
Действующие стандарты
Есть различные стандарты, которые определяют, из чего должны изготавливать приспособления. ГОСТы распространяются на все типы инструментов и касаются каждой его части. Вникать в детали по большей части приходится профессионалам, так как для бытовой сферы достаточно использовать два комплекта орудия.
О конструкции можно прочесть, если скачать ГОСТ 3266-81, а про техническую часть –3449-84. Они содержат подробную информацию о том, какие типы орудия и где необходимо использовать, какой должна получиться обработка – бесстружечная, инструментальная.
Рекомендуем также к прочтению: