

Чем крепится заготовка в планшайбе
Планшайба для токарного патрона
Универсальные токарные станки незаменимы при обработке заготовок самого разного назначения, размеров и сложности. Крепление небольших цилиндрических элементов выполняется в штатном патроне станка. Нестандартные и крупногабаритные детали требуют использования специальных приспособлений. Центра и люнеты устанавливаются при точении длинных заготовок. Планшайба для токарного патрона применяется в работах с большими диаметрами, а также при протачивании поверхностей нецилиндрических изделий.

Назначение детали
Установка планшайбы на токарный станок производится в случаях работы с деталями, которые попросту нельзя зажать в патрон. Это могут быть крупногабаритные поковки, плоские заготовки или детали неправильной формы. Незаменимо такое приспособление при обработке продукции со смещением от оси шпинделя, а также изделий, боковая поверхность которых может пострадать при механическом воздействии кулачков патрона.
Для удержания будущей детали, она прижимается к плоскости оснастки, либо крепится с использованием специальных приспособлений. После установки производится обязательная выверка оси обрабатываемого материала и шпинделя, так как данный способ не обеспечивает гарантированного центрирования.
Планшайбы также используются при необходимости применения нестандартных патронов или приспособлений. В некоторых вариантах на нее крепят не обрабатываемые материалы, а режущий инструмент.
Общее описание и конструкция
Типовая конструкция планшайбы одинакова для станков по металлу и по дереву. В общем случае она представляет собой диск, на котором выполнены узлы крепления заготовок. Материалом для изготовления служат чугун либо сталь. Реже используются другие материалы.
Крепление оснастки к шпинделю производится посредством резьбовых отверстий или конусных ступиц. Их параметры подбираются под конкретные габариты выходного конца вала. Если приспособление оснащено цилиндрической ступицей, оно зажимается непосредственно в патроне станка.

Закрепление заготовки выполняется с использованием прижимов, костылей, прихватов или иных зажимных устройств. Часто для этой цели используется установка токарного патрона. На планшайбу он может быть смонтирован по оси вращения, либо со смещением.
При использовании планшайб, повышенное внимание уделяется технике безопасности производства работ. Большие габариты, нестандартные крепления, нецилиндрическая форма обрабатываемых поверхностей представляют повышенную опасность для токаря и окружающих. Перед началом работ следует закрепить все конструктивные элементы оснастки и произвести балансировку, во избежание разрушения конструкции и разлета отдельных узлов.
Виды планшайб
Простота конструкции планшайбы и обширная область использования породили большое число способов закрепления обрабатываемых деталей. При этом приспособление не является полностью универсальными. Для разных ситуаций может потребоваться применение нескольких различных модификаций.
Планшайба с Т-образными пазами
На поверхности такой оснастки выполнены Т-образные пазы, аналогичные используемым на столах фрезерных станков. В эти пазы вставляются специальные упоры или крепежные гайки. Обрабатываемое изделие прижимается к плоскости с помощью винтов. Конструкция устройства позволяет закреплять практически любые изделия. Расположение пазов на поверхности диска обычно имеет ортогональный вид. В зависимости от назначения число и частота пазов могут меняться.

Планшайба со сквозными пазами
Данный вид отличается наличием пазов, профрезерованных сквозь деталь. Крепление заготовки производится установкой винтовых прихватов. В некоторых случаях деталь просто приворачивается винтами с обратной стороны. Пазы наиболее часто располагаются по радиусу. Встречаются модификации и со сквозными пазами кольцевого типа.
В большинстве случаев пазовые планшайбы применяются для токарных станков по металлу. На их поверхность легко устанавливаются другие токарные приспособления.

Планшайба с отверстиями
Рабочая поверхность диска этого приспособления имеет ряд отверстий, расположенных соответственно габаритам закрепляемой заготовки. В центральном отверстии нарезается резьба, необходимая для непосредственного крепления на вал шпинделя. Наличие резьбы в крепежных отверстиях позволяет обеспечить крепление стандартными винтами. В остальных ситуациях прижим выполняется аналогично предыдущему варианту. При использовании подобной планшайбы для токарного станка по дереву, будущая деталь закрепляется через отверстия обычными саморезами.

Поводковые планшайбы
При установке обрабатываемой заготовки между двумя центрами необходимо обеспечить передачу вращающего момента от вала шпинделя на деталь. Для этой цели применяют поводковые инструменты. Конструктивно они представляют собой диск, на краю которого выполнена прорезь или ступица. На деталь надевается хомутик, взаимодействующий со ступицей, и тем самым обеспечивающий вращение изделия.

Планшайбы с угольниками
При обработке изделий с малой жесткостью нашли применение модификации с угольниками. Заготовка в таких приспособлениях устанавливается на отдельное плоское или призматическое основание. Само основание выполняется в виде уголка, вторая грань которого крепится к поверхности шайбы. С целью сохранения целостности заготовки, ее крепление обеспечивается в нескольких точках по большой площади.

Универсальные и специальные планшайбы
Универсальные варианты подходят для выполнения большого числа операций и представляют собой комбинацию из нескольких предыдущих модификаций. В их основе лежит базовая шайба, к которой крепятся сменные приспособления – угольники, кулачки, центра и другие элементы.
Несмотря на универсальность, типовое оборудование, не всегда в состоянии обеспечить надежное крепление уникальных деталей сложной формы. В этом случае выполняется проектирование и изготовление специальных станочных приспособлений. Чертеж планшайбы может отличаться очень высокой сложностью. Другой вариант специальных устройств, наоборот, участвует в массовом производстве. Для крепления однотипной детали нет смысла использовать универсальную станочную оснастку. Вполне достаточно приспособления, спроектированного под конкретную задачу. Для повышения общей производительности, такая планшайба может быть оснащена дополнительными крепежными и центрирующими устройствами.

Изготовление приспособлений
Обычно планшайба входит в состав стандартного набора принадлежностей станка. В случае ее отсутствия, а также для выполнения специфических работ, изготавливается нестандартная оснастка. Конструктивно она отличается низкой сложностью и доступна для выполнения разработчикам с невысоким уровнем подготовки. В простейшем случае, самодельная планшайба для токарного патрона изготавливается с использованием только сверлильного станка. В качестве заготовки подойдет плоская пластина, необходимой толщины. Применение фрезерного и токарного оборудования позволит существенно усложнить итоговую конструкцию и вплотную приблизиться к заводским моделям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Планшайба для токарного станка

Ни для кого не является секретом, что перед каким бы то ни было видом обработки на токарном станке заготовку необходимо надёжно закрепить, дабы производимая над ней операция протекала без каких-то неприятностей. Способов крепления существует несколько: можно, например, простую деталь установить в классический четырёхкулачковый патрон, а можно воспользоваться планшайбой.
Вообще, планшайба представляет собой диск (чаще всего, чугунный, но встречаются варианты, выполненные из стали), который имеет в своём центре отверстие, ступицу (диаметр её может разниться), предназначенную для насадки на шпиндель токарного станка.
Как уже было сказано выше, используется данная деталь в том случае, когда необходимо закрепить деталь не простой конструкции, но неправильной формы, либо же очень большого размера. Для этой операции планшайба может быть снабжена четырьмя или же шестью (опционально) канавками в виде буквы «Т» (канавками Т-образного профиля), плюс, несколькими сквозными отверстиями.
Непосредственно процедура закрепления осуществляется с помощью нескольких планок или болтов, что располагаются обычно диаметрально противоположно. Вместо болтов могут применяться и другие детали, например, упорные стойки (или так называемые «уголки»), прихваты и накладки.
Виды планшайб
На сегодняшний день существует несколько классификаций, делящих существующие планшайбы по разному признаку на группы. Итак, среди распространённых на рынке планшайб выделяют следующие типы:
- Гладкие;
- С обычными отверстиями под резьбу;
- C радиальными или классическими, круговыми, резьбовыми отверстиями (пазами);
- Планшайбы с поводком.
Поскольку каждый вид имеет свои особенности, имеет смысл чуть более подробно остановиться на каждом типе.
Подобный подход к материалу изготовления легко объясняется:
- Чугун мало подвержен термическим изменениям;
- Является данный материал легкообрабатываемым;
- Стоимость чугуна по сравнению с другими материалами подобного качества очень мала.
Гладкие планшайбы
 Самая распространённый вид планшайбы – гладкая, в подавляющем большинстве случаев используется тогда, когда необходимо обработать деталь в виде обычного или же ступенчатого кольца. Так, планшайба, уже установленная в конструкцию токарного станка, в обязательном порядке центрируется с помощью опоясывающего элемента, расположенного на фланце.
Самая распространённый вид планшайбы – гладкая, в подавляющем большинстве случаев используется тогда, когда необходимо обработать деталь в виде обычного или же ступенчатого кольца. Так, планшайба, уже установленная в конструкцию токарного станка, в обязательном порядке центрируется с помощью опоясывающего элемента, расположенного на фланце.
Обрабатываемая же заготовка крепится с помощью специальных прихватов или через центральный зажим, который обеспечивает надёжную установку детали и её неподвижность. Зажимы обычно используются максимально простой конструкции, дабы исключить какие-либо риски, потому они состоят из винта, двух шайб и гайки, которые, соединяясь, дают отличный уровень крепежа.
Если крепёж необходимо осуществить с помощью угольников или специальных стоек, а в наличии есть только гладкая планшайба, то порядок крепления несколько отличается: после центровки планшайбы осуществляется монтаж угольника непосредственно на неё.
Планшайбы с отверстиями под резьбу
 Принципиальное отличие подобных планшайб от предыдущего типа – наличие в отверстии, что находится посередине планшайбы, и резьбы, которая предназначена для монтирования её на вал токарного станка. Соответственно, в данном случае планшайба выступает своеобразным заменителем фланца, поскольку крепёж на верхний конец шпинделя осуществляется напрямик без каких-либо посредников.
Принципиальное отличие подобных планшайб от предыдущего типа – наличие в отверстии, что находится посередине планшайбы, и резьбы, которая предназначена для монтирования её на вал токарного станка. Соответственно, в данном случае планшайба выступает своеобразным заменителем фланца, поскольку крепёж на верхний конец шпинделя осуществляется напрямик без каких-либо посредников.
При этом подобные планшайбы зачастую снабжены несколькими отверстиями (обычно тремя), куда прикручиваются прихваты (которые иногда называются «кулачками»), необходимые для дополнительного крепления заготовок меньших размеров.
Планшайбы с радиальными и круговыми пазами
 Планшайба с радиальными пазами кардинально отличается от перечисленных выше:
Планшайба с радиальными пазами кардинально отличается от перечисленных выше:
- во-первых, резьбовые сквозные пазы соединены в группы, которые разделяются между собой особыми канавками,
- во-вторых, планшайба может быть как с резьбой, так и без.
Количество пазов с резьбой может изменяться, причём встречаются и такие планшайбы, в которых количество их резко разнится (например, три в одной группе и шесть – в другой). Пазы также могут располагаться в самих канавках, при этом вовсе не обязательно, чтобы все они были сквозные, некоторые могут доходить только до половины детали.
Основное предназначение радиальных пазов – осуществление фиксации заготовки нестандартной формы при помощи винтов на время обработки. С тыльной стороны могут дополнительно накручиваться рёбра жёсткости.
Рёбра жёсткости устанавливаются для увеличения потенциального воздействия на деталь: поскольку классические, заводские, планшайбы их лишены, представляя собой цельный кусок металла или сплава, их прочность и «стойкость» достигается путём увеличения веса.
Поводковые планшайбы
 Поводковые планшайбы (которые иногда называются зубчатыми) отличаются от описанных выше конструкцией: так, в корпусе детали располагается прямолинейный Т-образный профильный разрез, где располагается поводок (в нём, кстати, имеется ещё один Т-образный паз, который параллелен первому и где располагаются зажимы).
Поводковые планшайбы (которые иногда называются зубчатыми) отличаются от описанных выше конструкцией: так, в корпусе детали располагается прямолинейный Т-образный профильный разрез, где располагается поводок (в нём, кстати, имеется ещё один Т-образный паз, который параллелен первому и где располагаются зажимы).
В зажимных элементах, что могут быть отрегулированы соответствующими винтами, также имеются Т-образные пазы, где уже располагаются кулачки, обеспечивающие непосредственно крепёж (они способны перемещаться свободно по пазу, потому устанавливаются уже по поверхности обрабатываемой детали).
Принцип работы достаточно прост: обрабатываемая деталь устанавливается в центр, после чего зажимные элементы с нескольких сторон накрепко придвигаются к ней посредством закручивания соответствующих винтов, а кулачки дополнительно ставятся на её поверхность, их задача – дополнительно охватить заготовку.
Крепление детали на планшайбе
Крепление детали на планшайбе производится с помощью различных вспомогательных элементов, которые призваны дополнительно удержать деталь. В случае, если возможно установить деталь симметрично, используют «уголок», который размещается посередине планшайбы, а на него уже крепят заготовку. Следует помнить, что чем симметричнее и сбалансированнее располагается деталь на планшайбе, тем качественнее будет выполнена её обработка. Пример такой установки приведён на рисунке ниже.

Как видно, чуть выше шпинделя с наконечником располагается круглая деталь – противовес, который необходим в случае работы с:
- Увесистыми заготовками;
- Заготовками, центр тяжести которых является сильно смещённым относительно центральной оси;
- Заготовками сильно неправильной формы.
Несимметричные детали крепятся на планшайбу в несколько этапов:
- Во-первых, необходимо установить стойки, которые будут «держать» деталь одновременно с нескольких сторон. Стойки в обязательном порядке должны быть параллельны оси планшайбы, иначе возможно выпадение обрабатываемой детали.
- Во-вторых, зажимные элементы ставятся максимально близко к заготовке. Наконец, осуществляется верность установки при помощи рейсмуса.
Требования, предъявляемые к планшайбам
Как уже было неоднократно сказано выше, планшайбы перед своим попаданием на рынок должны пройти сертификацию, удостоверяющую покупателя об их соответствии нормам, установленным государством. Так, например, планшайбы должны быть:
- Выполнены из чугуна (марка СЭ20, ГОСТ 1412) или из стали (35Л, ГОСТ 977);
- Снабжены классической круговой шкалой, цена деления которой при этом не должна превышать значение в 1 о ;
- Прекрасно откалиброваны, центрированы. Проверка должна производиться регулярно описанными в нормативных документах способами.
Полный перечень требований, предъявляемых к планшайбам, перечислен в нормативном документе ГОСТ 16935-93, группа №27.
Планшайба токарного станка
Планшайбой называется деталь токарного станка, предназначенная для установки заготовок или приспособлений на оси шпинделя. Размеры планшайб различаются в широких пределах, но не превышают максимальный диаметр обработки на станке. На токарно-винторезных станках планшайбы устанавливаются на шпинделе передней бабки. В токарно-карусельных станках планшайбы входят с состав поворотных столов значительного размера — до 25 м.
Использование планшайб на универсальных токарных станках
В обычных кулачковых патронах можно размещать обрабатываемые заготовки различной формы, симметричной относительно оси. Различное количество кулачков и многовариантность конструкции обеспечивают универсальность патронов. Однако существуют детали, размещение которых неудобно в патронах. К ним относятся детали, несимметричные относительно оси: рычаги, корпуса, шатуны и т. д. Для них используются специальные приспособления, в том числе и планшайбы.


вид сзади (крепление к шпинделю cam lock)
Планшайба для универсальных токарных станков имеет вид стального или чугунного диска с фланцем для фиксации на шпиндель. На передней стороне находится базовая поверхность для крепления заготовки или оснастки, канавки служат для предварительной выверки заготовки. Также имеется несколько радиальных пазов, для осуществления фиксации заготовки во время обработки. Сзади могут располагаться ребра жесткости. Планшайба базовой поверхностью садится на коническую или цилиндричекую посадку шпинделя, фиксация производится в зависимости от типа торца шпинделя. При использовании планшайбы производителем обговаривается максимально допустимая скорость вращения планшайбы.
Выделяют такие виды планшайб:
- гладкие,
- с резьбовыми отверстиями,
- с радиальными пазами,
- с круговыми пазами.
- поводковые.
Установка деталей на планшайбе универсальных токарных станков
Крепление деталей на планшайбе производится при помощи планок и болтов. Используемые болты могут быть прижимаемыми или вкрученными в кулачки для перемещения и закрепления в пазах.
Осесимметричные детали закрепляются прихватами или центральным зажимом. Крепление несимметричных деталей относительно оси значительно сложнее. Для этого применяются низкие подкладки или более высокие упорные стойки, которые позволяют поднять планки над планшайбой. Высота стоек должна быть такой же, как и высота стенок детали. Зажимные болты, прижимающие планки, располагаются как можно ближе к детали. Планки должны быть параллельны планшайбе, иначе деталь может выскочить при вращении. Правильность установки заготовки на планшайбе проверяется рейсмусом. Проверка расположения первой заготовки из партии осуществляется так же, как и в четырехкулачковом патроне.
Детали, обрабатываемые на планшайбе, часто имеют центр тяжести, смещенный относительно центральной оси станка. Поэтому на планшайбе размещается противовес необходимой рассчитанной под конкретную деталь массы, который возвращает центр тяжести на центральную ось. Без противовеса будет происходить биение шпинделя, на станке будут происходить вибрации, уменьшающие срок жизни режущего инструмента и подшипников шпиндельной бабки.
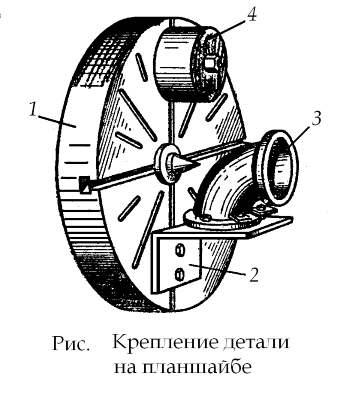
Рис. Крепление детали на планшайбе с использованием противовеса: 1 – планшайба;
2 – угольник; 3 – обрабатываемая деталь; 4 – противовес
Балансировка производится ручным поворотом планшайбы. Если она не меняет своего положения после остановки, то вес и положение противовеса выбрано правильно.
Рассмотреть крепление детали можно на примере шатуна — вытянутой детали, представляющей собой две втулки разного диаметра, соединенные перемычкой. Деталь устанавливается в планшайбу для обработки внутренней поверхности большего отверстия. Для крепления используются две планки с подкладками и угольник. Планки зажимаются болтами, вставленными в отверстия планшайбы. Центрирование осуществляется угольниками, установленными в Т-образных пазах. На планшайбе с противоположной стороны от шатуна размещается противовес.
Таким образом, планшайба позволяет разместить на шпинделе заготовку неправильной формы и исключить эксцентриситет. Однако установка и центровка детали требует большего времени, чем для кулачковых патронов.
Планшайба токарно-карусельных станков
Планшайбы, используемые на токарно-винторезных и токарно-карусельных станках, значительно отличается. Если на токарно-винторезных станках планшайбы используются как вспомогательное крепление для сложных заготовок, то на токарно-карусельных установках планшайба является основным способом крепежа и выступает необходимым элементом станка. На токарно-карусельных станках планшайба выполняет функции горизонтального вращающегося стола.
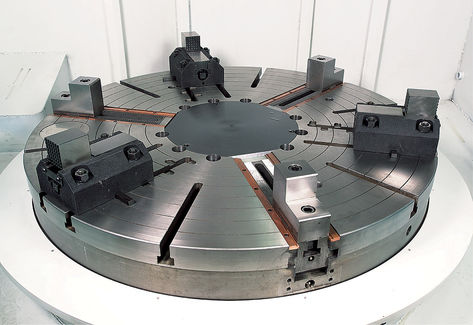
Планшайба токарно-карусельных станков представляет собой крупную деталь в виде диска с центральным базирующим отверстием. В отверстие может быть запрессована втулка, в которую устанавливаются приспособления. Наличие втулки обусловлено повышенным износом этой области. Изношенная втулка заменяется, а планшайба используется дальше. Сверху на планшайбе имеются Т-образные пазы, расходящиеся от центра. В них устанавливаются зажимные кулачки и иные приспособления для закрепления обрабатываемой заготовки.
Снизу планшайба имеет сложное строение. В центре находится выступ в виде втулки, в отверстие которой вставляется шпиндель. Для фиксации соединения используются винты, проходящие через фланец шпинделя. На расстоянии от центра, находятся ребра жесткости. Края планшайбы опираются на круговые направляющие. Тяжелые планшайбы имеют дополнительные направляющие.
Привод планшайб имеет два варианта строения. Вращение планшайбе передается через крупное зубчатое колесо, закрепленное снизу. Косозубое зацепление считается более надежным и подходящим для высоких нагрузок.
Самоцентрируемые планшайбы
На токарно-карусельных станках используются различные приспособления для крепления заготовок. Одним из них выступает самоцентрируемая планшайба. Она предназначена для выверки и повышения надежности крепления заготовки.
Самоцентрируемая планшайба имеет вид диска с центральным отверстием. Диаметр отверстия совпадает с диаметром отверстия во втулке базовой планшайбы, выполняющей функции рабочего стола. Таким образом, самоцентрируемая планшайба размещается над планшайбой станка.
На поверхности самоцентрируемой планшайбы также имеются пазы Т-образной формы. Пазы позволяют закрепить заготовку на одинаковом расстоянии от центра. Также на этой планшайбе возможна установка дополнительных приспособлений.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Чем крепится заготовка в планшайбе

Планша́йба (нем. plan плоский + нем. scheibe диск, круг, пластина) — специальное устройство для крепления деталей или инструмента на оси шпинделя.
Обычно используется в составе передней бабки (шпинделя) токарного станка для зажима обрабатываемой детали. Иногда используется в составе поворотных столов и делительных головок.
Планшайбы используются для установки на шпиндель деталей неправильной формы или большого размера.
Недостатком планшайбы является трудоемкость установки и центровки детали по оси шпинделя.
Обработка дерева и металла
Установка на планшайбе. Заготовку сложной формы закрепляют непосредственно на планшайбе (корпусе) четырехкулачкового патрона или на специальной планшайбе — чугунном диске с Т-образными радиальными пазами. Если торец планшайбы после установки на шпиндель «бьет», то для обеспечения перпендикулярности торца планшайбы к оси шпинделя с торца снимают тонкую стружку. Заготовку крепят к планшайбе следующими способами:
— непосредственно болтами через сквозные пазы планшайбы (если в заготовке имеются отверстия);
— прихватами с Г-образной головкой («костылями»). Костыли изготовляют ковкой (гнутые из пруткового материала или сварные костыли не допускаются). Зажим заготовки осуществляют затягиванием гаек с обратной стороны планшайбы;
— планками-прихватами. Один конец планки-прихвата б опирается на головку специально завинченного болта (или на привинченную опору), а второй конец прижимает заготовку при навинчивании гайки на винт. Планка-прихват работает по закону рычага, сила прижима определяется по формуле (Н):
— т. е. чем ближе прижимной винт расположен к заготовке, тем больше сила прижима;
— планками через заготовку. При соответствующей форме заготовку закрепляют на планшейбе планками, которые прижимаются двумя винтами.
Возможно сочетание различных способов крепления: кулачками и прихватами, кулачками и планками через заготовку, прихватами и планками и др.
Заготовку закрепляют вначале предварительным затягиванием гаек «крест-накрест», а затем окончательным. Чрезмерное затягивание- гаек не допускается. После закрепления и обработки первой заготовки на планшайбе устанавливают упоры, соприкасающиеся в нескольких точках с поверхностью заготовки. По этим упорам фиксируется положение последующих заготовок партии, что сокращает время выверки и закрепления.
Важным условием обработки заготовки на планшайбе является уравновешивание ее противовесом, который собирается из чугунных шайб одинакового диаметра, но различных по массе, и закрепляется болтом в пазу планшайбы против неуравновешенной массы заготовки. Подбор массы противовеса проверяют балансировкой непосредственно на станке. Балансировка производится следующим образом. После закрепления заготовки и противовеса шпиндель отключают от механизма коробки скоростей, при этом шпиндель получает свободное вращение. Затем резко провертывают планшайбу вручную и следят, в каком положении и насколько быстро планшайба остановится. Если планшайба остановилась заготовкой вниз, то добавляют груз противовеса, а если нижнее положение занял противовес, то груз уменьшают. Уравновешивание достигнуто, если после провертывания планшайбы она не останавливается мгновенно, причем остановка происходит в любом положении, независимо от расположения заготовки и противовеса.
Работу на планшайбе ведут с соблюдением предосторожности, чтобы рука не попала в зону крепления заготовки. Кроме того, периодически проверяют, надежно ли закреплены планшайба, заготовка и противовес. Установка на угольнике. Заготовки корпусов подшипников, кронштейнов, патрубков и подобных деталей обрабатывают закрепленными на угольнике (рис. 256). Угольники бывают литые или сварные, рабочие плоскости их взаимно перпендикулярны. Угольник крепят болтами к планшайбе, а заготовку на угольнике (болтами через отверстия в заготовке, костыля-им или прихватами). Угольник и заготовку уравновешивают противовесом, как описано выше. Положение заготовки выверяют рейсмасом.
На рис. 257 показан регулируемый угольник. Положение заготовки относительно оси шпинделя может регулироваться при помощи горизонтального и вертикального винтов. Установка в приспособлениях на базе комплекта УС П. На машиностроительных предприятиях мелкосерийного и индивидуального производств собирают станочные приспособления из деталей стандартного комплекта. Это так называемые универсально-сборные приспособления ( УСП ). Комплект состоит из плит, планшайб, угольников, упоров, планок, прихватов, винтов, гаек и других деталей, изготовленных с высокой точностью. Из этих деталей быстро создают необходимые приспособления. После обработки партии заготовок приспособление разбирают и из освободившихся деталей собирают другое приспособление. УСП собирают на специальных участках.
На базе комплекта УСП собирают различные токарные приспособления для крепления заготовок сложной формы. На рис. 2 показано приспособление, собранное на планшайбе из стандартной круглой плиты, угольника, поворотной плиты, двух прихватов. На этом приспособлении можно обрабатывать заготовку с двух сторон.
Способ установки и закрепления заготовок на станке выбирают в зависимости от размеров, жесткости и требуемой точности обработки. Заготовки при 1/D 10 в центрах станка или в патроне и центре задней бабки с поддержкой люнетом
Заготовку на токарном станке обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки для последующей обработки в центрах на шлифовальном станке.
Заготовки закрепляют в центрах с применением токарных оправок 2 (рис.3.14), которые устанавливают в предварительно обработанное отверстие заготовки. На среднюю часть оправки 2 (рис.3.14,а), выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку 1. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой с тем, чтобы не повредить торцы оправки и центровые отверстия. Лыска 3 оправки служит опорой для болта, которым закрепляют хомутик. При базировании по этому способу положение всех обрабатываемых заготовок 4 вдоль оси оправки 1 не одинаково и зависит от отклонений размеров отверстия.
Заготовку 1 можно закрепить на цилиндрической оправке 2 с помощью гайки 4 и быстросменной шайбы (рис.3.14,6). Наружный диаметр гайки 4 обычно меньше посадочного диаметра оправки, что позволяет значительно сократить время на смену заготовки. При этом способе базирования точность обработки снижается, так как деталь устанавливается на оправку с зазором.

Рис 3.14. Токарные оправки (а, 6, в, г, д)
Когда отверстия заготовок имеют различные и большие отклонения по диаметру, применяют разжимные (цанговые) оправки (рис.3.14,в). Цанга 5
представляет собой втулку, внутренняя поверхность которой коническая, а наружная, предназначенная для базирования закрепляемой заготовки 1- цилиндрическая.
Цангу 5 с заготовкой 1 перемещают и закрепляют на оправке 2 гайкой 4, а освобождают противолежащей гайкой 6,предварительно ослабив гайку 4. Пружинящие свойства цанги 5 обеспечиваются наличием продольных прорезей с обоих торцов.
Шпиндельную оправку 2 (рис.3.14,г) с конусной поверхностью устанавливают в шпиндель станка. Заготовку 1 устанавливают на посадочную с прорезями цилиндрическую поверхность 7.
Натяг между цилиндрической частью 7 оправки 2 и обрабатываемой заготовкой 1 создают болтом 8 с конической головкой.
Для закрепления деталей могут быть применены оправки с упругой оболочкой (рис.3.14,5). Корпус оправки 2 крепится к фланцу шпинделя станка. На корпусе закрепляется втулка 9, канавки которой вместе с канавками корпуса образуют полости А, В, С, заполняемые гидропластом. При вращении винта 10 плунжер 11 перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулки 9 под давлением гидропласта деформируется, увеличивая посадочный диаметр втулки и создавая натяг при закреплении заготовки 1. Упор 12 ограничивает перемещение плунжера 11, а пробка 13 закрывает отверстие, через которое выходит воздух при заполнении полостей оправки гидропластом.
Для заготовок при длине выступающей части из кулачков патрона более 2- 3 диаметров в качестве второй опоры используют задний центр (рис.3.15). Предварительно закрепленную в патроне заготовку поджимают задним центром и окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
При установке заготовок, у которых длина выступающей части из патрона составляет 12-15 диаметров и более, в качестве дополнительной опоры применяют неподвижные и подвижные люнеты.
Неподвижный люнет (рис.3.16) устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки на кулачки или ролики 4 люнета, которые служат опорой для обрабатываемой заготовки и поджимаются к детали винтами 2, после установки заготовки винты 2 фиксируют болтами 3. На заготовке, в местах установки роликов люнета, протачивают канавку. Проточку обычно выполняют посередине заготовки.
Подвижный люнет (рис.3.17) крепится на каретке суппорта и перемещается при обработке вдоль детали. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки. Третьей опорой является резец.

Рис.3.18. Примеры применения планшайб

Рис.3.15. Закрепление заготовок в Рис. 3.16. Неподвижный люнет Рис. 3.17. Подвижный люнет, патроне с подвижным задним центром:
1 — заготовка, 2 и 3 резцы
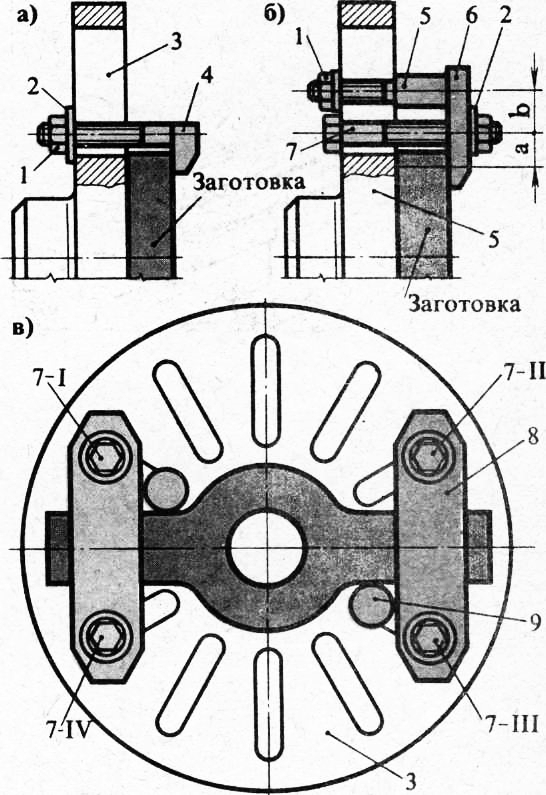
Планшайбы применяют для закрепления заготовок. Планшайба 2 представляет собой плоский диск, который крепится к фланцу 1, устанавливаемому на шпинделе станка (рис.3.18,п). Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбах с помощью сменных наладок и прихватов.
Заготовку 4 типа кольца устанавливают на опорную втулку 3 и закрепляют шайбами 5 и 6 и винтом 8 с гайкой 7 при обработке наружных поверхностей, а при обработке внутренних поверхностей — прихватами 9.
На рис.3.18,б показано закрепление заготовки 4 типа кронштейна. Её устанавливают на угольнике 10 по центрирующим пальцам 11 и закрепляют откидным зажимом 12. Возникающий при этом дисбаланс устраняют противовесом 13. На рис.3.18,е,г показано закрепление заготовок 4 (типа колец, крышек, фланцев и т. п.), которые крепятся к планшайбе 2 прихватами 9.
Закрепление заготовок
Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и требуемой точности обработки. При l/D 10 — в центрах или в патроне и центре задней бабки и с поддержкой люнетом.
Самой распространенной является установка обрабатываемой заготовки в центрах станка.
Заготовку обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки на станке, если последующая обработка выполняется на шлифовальном станке и тоже в центрах и если это предусмотрено технологией обработки.
Заготовки устанавливают в центрах с помощью токарных оправок. На среднюю часть оправки, выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой таким образом, чтобы не повредить торцы оправки и центровые отверстия. Лыскаоправки служит опорой для болта, которым закрепляют хомутик. Положение заготовок вдоль оси при базировании на таких оправках неодинаково и зависит от диаметра отверстия заготовки.
Заготовку можно установить на цилиндрической оправке и закрепить на ней с помощью гайкии быстросменной шайбы. Наружный диаметр гайки меньше внутреннего диаметра оправки, что позволяет значительно сократить время на смену заготовки. При использовании таких оправок точность обработки снижается, так как заготовка устанавливается на оправку с зазором.
Когда внутренние отверстия заготовок имеют значительные отклонения по диаметру, применяют разжимные (цанговые) оправки. Цанга представляет собой втулку, внутренняя поверхность которой выполнена конической, а наружная, предназначенная для базирования заготовки,— цилиндрической. Цангус деталью перемещают и закрепляют на оправке с помощью гайки, а освобождают с помощью гайки, предварительно ослабив гайку. Для обеспечения пружинящего свойства цанги ее изготовляют с продольными прорезями.
Шпиндельную оправку конусной поверхностью устанавливают в шпиндель станка. Заготовку устанавливают на цилиндрическую поверхность, в которой выполнены продольные прорези. Натяг между цилиндрической частью оправки и заготовкой создают с помощью винта.
Оправка с упругой оболочкой. Корпус оправки крепится к фланцу шпинделя станка. На корпусе закреплена втулка, канавки которой вместе с канавками корпуса образуют полости А, В к С, заполняемые гидропластом. При вращении винта плунжер перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулкипод давлением гидропласта деформируется, увеличивая наружный диаметр втулки и создавая натяг при закреплении заготовки. Упорограничивает перемещение плунжера, а пробказакрывает отверстие, через которое выходит воздух при заполнении оправки гидропластом.
При установке длинных заготовок в качестве второй опоры используют задний центр. Предварительно закрепленную в патроне заготовку поджимают задним центром, а затем окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
При установке заготовок, у которых длина выступающей из патрона части составляет 12—15 диаметров и более, в качестве дополнительной опоры используют люнеты (неподвижные и подвижные). Неподвижный люнет устанавливают на направляющих станины станка и крепят планкой с помощью болта и гайки. Верхняя часть люнета откидная, что позволяет снимать и устанавливать заготовку на кулачки или ролики, которые служат опорой для обрабатываемой заготовки и поджимаются к заготовке винтам. После установки винтыфиксируются болтами. В тех местах заготовки (обычно посередине), где устанавливаются ролики люнета, протачивают канавку.
Подвижный люнет крепится на каретке суппорта и перемещается при обработке вдоль заготовки. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки; третьей опорой является резец.
В тех случаях, когда заготовки не могут быть установлены и закреплены в патронах, применяют планшайбы. Планшайбапредставляет собой плоский диск, который крепится к фланцу, устанавливаемому на шпинделе станка. Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбе с помощью сменных наладок и прихватов.
Закрепление заготовкитипа кольца, которую устанавливают на опорную втулкуи при обработке наружной поверхности закрепляют шайбамии винтомс гайкой, а при обработке внутренних поверхностей -прихватами.
Закрепление заготовки типа кронштейна, которую устанавливают на угольнике по центрирующим пальцами закрепляют откидным зажимом. Возникающий при этом дисбаланс устраняют противовесом. Заготовки типа колец, крышек, фланцев и т. п. крепят к планшайбе прихватами.
Установка и закрепление заготовок на токарных станках
Способ установки и закрепления заготовок на токарных станках зависит от формы и размеров заготовки. По этим признакам разделим заготовки на три характерные группы: заготовки типа валов, заготовки типа гильз и пустотелых валов, заготовки типа втулок и дисков. Для каждой обозначенной группы рассмотрим используемые способы закрепления.
Заготовки типа валов на токарных станках могут быть установлены следующими способами:
1. В центрах с поводковым устройством (рис. 9.2). Это наиболее распространённый способ установки валов диаметром до 150 мм в условиях мелкосерийного и единичного производства. Поводковое устройство предназначено для передачи вращения от шпинделя к заготовке, установленной в центрах.

Рис. 9.2. Установка вала в центрах с поводковым устройством: а — схема установки; б — фрагмент точения вала: 1 — планшайба; 2 — передний центр;
3 — токарный поводковый хомутик; 4 — задний центр
В качестве поводкового устройства могут использоваться различные приспособления: от самых простейших (токарный хомутик) до более сложных: самозажимной поводковый патрон или поводковая оправка. Точность установки составляет 0,03 мм.
2. В патроне с поджатием задним центром (рис. 9.3). Данная схема установки обеспечивает большую жёсткость заготовки по сравнению с предыдущей. Вращающий момент передаётся от шпинделя к заготовке токарным патроном. В зависимости от требуемой точности обработки и формы детали используют кулачковые или цанговые патроны.

Рис. 9.3. Установка вала в патроне с поджатием задним центром
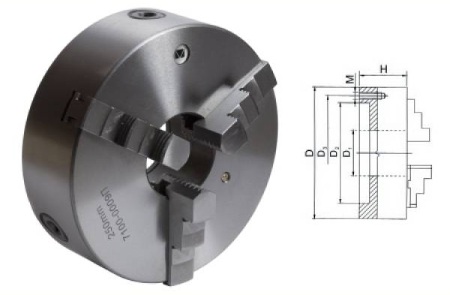
По числу кулачков различают двух-, трёх- и четырёхкулачковые патроны. Наибольшее распространение в производственной практике получили трёхкулачковые патроны (рис. 9.4, а) как наиболее удобные и надёжные для закрепления деталей цилиндрической формы; они обеспечивают погрешность центрирования до 0,2 мм. Двух- и четырёхкулачковые патроны используют для закрепления деталей сложной конфигурации: фасонных, несимметричных или эксцентричных (отливки, поковки, арматура и т.п.), при этом четырёхкулачковые патроны обеспечивают более высокую точность установки (до 0,05 мм). Кулачковые патроны могут быть самоцентрирующими и с независимым перемещением кулачков. Двух- и трёхкулачковые патроны обычно самоцентрирующие, а четырёхкулачковые — с независимым перемещением кулачков. По типу привода патроны могут быть ручные и механизированные, а по конструкции — клиновые, рычажные, рычажно-клиновые, винтовые, спирально-реечные.
Если необходимо обеспечить более точную обработку, то используют цанговые патроны (рис. 9.4, б) с погрешностью установки до 0,05 мм.

Рис. 9.5. Установка вала в патроне и неподвижном люнете

Рис. 9.4. Токарные патроны: а — цанговый; б — трёхкулачковый
3. В патроне и не под вижном люнете (рис. 9.5). с>гот способ применяется при подрезке торца, сверлении, центровании, растачивании или других видах работ, производимых со стороны правого торца заготовки. Погрешность установки составляет 0,03 мм.
Люнеты используют также для повышения жёсткости заготовки, при обработке длинных валов, например в центрах. Люнеты могут быть подвижные и неподвижные. Неподвижный люнет устанавливают на направляющих станка. В момент обработки детали он неподвижен. Подвижный люнет крепят к суппорту, и во время обработки он перемещается вместе с суппортом, повышая жёсткость детали вблизи зоны резания. На рисунке 9.6 изображены подвижный и неподвижный люнеты.

Рис. 9.6. Подвижный и неподвижный люнеты
- 4. В переднем чашечном центре с поджатием задним центром (рис. 9.7, а). Такой способ установки используется для валов диаметром до 60 мм в условиях серийного производства. В зависимости от точности обработки применяются разные чашечные центры. Черновое обтачивание ведётся при закреплении в рифлёном чашечном центре. Точность установки составляет 0,3 мм. Чистовое обтачивание — в гладком чашечном центре. Для этого на торце детали предварительно снимается фаска под углом 45°. Точность установки в этом случае составляет 0,05 мм.
- 5. Без хомутика с помощью переднего поводкового рифле ного центра (рис. 9.7, б). Используется в серийном производстве при получистовой и чистовой обработке валов диаметром до 60-70 мм. Точность установки составляет 0,1 мм. Обработка ведётся на проход без переустановки.
- 6. В обратных центрах (рис. 9.8). Используются для валов малых диаметров — до 15 мм. Для осуществления установки на

Рис. 9.7. Установка вала с использованием поводкового центра: а — чашечного; б — рифлёного

Рис. 9.8. Установка вала в обратных центрах
заготовке необходимо предварительно выполнить торцовые конусы под углом 60°. Задний центр может быть жёстким (при скоростях вращения шпинделя до 150 об/мин) или вращающимся (при скоростях вращения шпинделя свыше 150 об/мин).
Заготовки типа гильз и пустотелых валов на токарных станках могут быть установлены следующими способами:
1. На зубчатом (рифлёном) и грибковом центрах (рис. 9.9). Применяется для черновой обработки заготовок с отверстиями диаметрами до 200 мм. Точность установки — 0,5 мм.

Рис. 9.9. Установка пустотелого вала на зубчатом и грибковом центрах
2. На конусной оправке и грибковом центре (рис. 9.10). Используется при получистовой и чистовой обработке заготовок с отверстиями до 200 мм. Точность установки 0,05-0,1 мм.

Рис. 9.10. Установка пустотелого вала на конусной оправке и грибковом центре
3. В кулачковых патронах с поджатием грибковым цент ром (рис. 9.11). Применяется при получистовой и чистовой обработке пустотелых заготовок с отверстиями диаметром более 200 мм. В кулачках патрона также заготовки закрепляются на «разжим». Точность установки до 0,2 мм.

Рис. 9.11. Установка пустотелого вала в патроне с поджатием грибковым центром
4. На центровых пробках ила распорках с закреплением в пат роне (рис. 9.12, 9.13).
Применяется при черновой, получистовой и чистовой обработке заготовок с различными диаметрами. При диаметрах, превышающих 300 мм, используют регулируемые распорки — крестовины (рис. 9.12); погрешность установки — 0,5 мм. При небольших диаметрах применяются цельные или разжимаемые пробки (рис. 9.13), погрешность установки — 0,03 мм.

Рис. 9.12. Установка пустотелого вала на распорках

Рис. 9.13. Установка вала на центровых пробках
5. В патроне и неподвижном люнете (рис. 9.14). Используется при изготовлении деталей разных параметров при необходимости вести обработку с торца.
Заготовки типа втулок и дисков на токарных станках могут быть установлены следующими способами:
1. В универсальном самоцентрирующем трёхкулачковом патроне (рис. 9.15). Возможно несколько способов закрепления: за наружную цилиндрическую поверхность (рис. 9.15, а, б) в распор за внутреннюю цилиндрическую поверхность (рис. 9.15, в). В общем случае точность не превышает 0,1 мм.

Рис. 9.14. Установка пустотелого вала в патроне и неподвижном люнете

Рис. 9.15. Установка втулок и дисков в патроне
Для деталей, имеющих фасонную наружную поверхность, используют самоцентрирующиеся патроны со специальными кулачками. Возможно применение также специализированных патронов, имеющих более высокую точность и меньшее время установки заготовки.
2. На зубчатых (рифлёных) центрах (рис. 9.16). Установка на двух рифлёных центрах (рис. 9.16, а) или на переднем рифлёном и гладком заднем центрах (рис. 9.16, б) осуществляется при черновом обтачивании заготовок с грубо обработанными или необработанными отверстиями. Обтачивание наружной поверхности можно вести на проход.

Рис. 9.16. Установка втулок и дисков в рифлёных центрах
3. На гладких центрах и в специальных приспособлениях, где закрепление заготовки осуществляется силами трения (рис. 9.17). Данный способ установки применяется при чистовой обработке наружных поверхностей заготовок небольших размеров при малых сечениях стружки. При этом на цилиндрических поверхностях заготовки у торцов должны быть предварительно обработаны фаски, по которым базируются конусные поверхности обратных (рис. 9.17, а) или прямых (рис. 9.17, б) центров. Закрепление осуществляется за счёт осевого усилия, передаваемого задним центром. Данный способ обеспечивает высокую точность установки.

Рис. 9.17. Установка втулок и дисков в гладких центрах
4. На центровых оправках (рис. 9.18). На простейших центровых оправках закрепление заготовок осуществляется заклиниванием их на конической (рабочей) части оправки. Точность установки 0,03 мм. В серийном и массовом производстве применяют усовершенствованные оправки: с роликовым креплением, гидравлического действия и др.

Рис. 9.18. Установка втулок и дисков на центровых оправках
5. На консольных оправках (рис. 9.19). Консольные шпиндельные оправки используют в мелкосерийном производстве. На простейших оправках заготовка закрепляется при помощи гайки и быстросъёмной шайбы (рис. 9.19, а) или же заклиниванием заготовки на конической (посадочной) части оправки (рис. 9.19, б). В серийном и массовом производстве применяют усовершенствованные типы оправок: цанговые, роликовые, гидравлического и пневматического действия. Они обеспечивают лучшее центрирование заготовки, большую точность и высокую производительность обработки.

Рис. 9.19. Установка втулок и дисков на консольных оправках