

Арматура а240 гост 5781 82 характеристики
Арматура
Сталь горячекатаная предназначенная для армирования железобетонных конструкций согласно ГОСТ 5781-82. Технические условия.
Данному стандарту должна соответствовать горячекатаная сталь гладкого и периодического профиля, используемая для армирования предварительно напряженных и обычных железобетонных конструкций, то есть арматурная сталь. В отношении требований, предъявляемых к химическому составу низколегированных сталей стандарт распространяется на заготовки, слитки, блюмсы.
Стальную арматуру выпускают:
• класса А-I – гладкой;
• класса А-II, А-III, А-IV, A-V, A-VI – периодического профиля.
Материалом для изготовления арматурной стали служит углеродистая и низколегированная сталь следующих марок:
Класс арматурной стали
Диаметр профиля, мм
Ст3кп, Ст3пс, Ст3сп
Ст5сп, Ст5пс, 18Г2С
35ГС, 25Г2С, 32Г2Рпс
22Х2Г2Ю, 22Х2Г2Р, 20х2Г2СР
Пример условного обозначения
Арматурная сталь диаметром 12 мм, класса А- I (А-240): 12 – А-I ГОСТ 5781-82
Арматурная сталь класса А-I (А240), А-II (А-300) диаметром не более 12, а также класса А-III (А-400) диаметром не более10 мм производится в форме мотков или стержней, а больших диаметров – только в форме стержней.
Длина стержней изменяется 6 до 12 м:
• мерной длины;
• мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
• немерной длины.
В партии немерной длины может присутствовать не более 7 процентов стержней длиной от 3 до 6 м.
Номер профиля(номинальный диаметр стержня d)
Площадь поперечного сечения, см
Масса 1 м профиля
Примечание: вероятность обеспечения массы 1 м должна быть не менее 0,9
Арматурная сталь термомеханически упрочненная для железобетонных конструкций ГОСТ 10884-94 Ультразвуковой толщиномер. . Технические условия.
Данному стандарту должна соответствовать термомеханически упрочненная арматурная сталь гладкая и периодического профиля, диаметром 6-40 мм, применяемая для армирования железобетонных конструкций. В стандарте указаны сертификационные требования к термомеханически упрочненной арматурной стали для железобетонных конструкций.
Классификация арматурной стали по классам производится по следующим основаниям:
• механические свойства класса прочности;
• эксплуатационные характеристики – свариваемая (индекс С);
• стойкость к коррозионному растрескиванию (индекс К).
Поверхность арматурной стали должна соответствовать требованиям ГОСТ 5781.
Таблица: рекомендуемые марки стали.
Класс арматурной стали
Обозначение по ранее действовавшей НТД
20ГС
25Г2С, 35ГС, 28С. 27ГС
10ГС2, 08Г2С, 25С2Р
20ГС, 20ГС2, 08Г2С, 10ГС2, 28С, 25Г2С, 22С
35ГС, 25С2Р, 20Г2С
20ГС, 20ГС2б, 25С2Р, 20ХГС2
Производство арматурной стали диаметром более 10 мм осуществляется в виде стержней оговоренной длины.
Арматурная сталь диаметрами 6 и 8 мм изготавливается в мотках.
Стержни производят мерной длины от 5,3 до 13,5 м.
Длина стержней может быть любой по желанию клиента.
Свариваемая арматурная сталь производится в форме стержней:
• мерной длины с немерными отрезками длиной не менее 2 м в количестве не более 15% массы партии;
• немерной длины от 6 до 12 м. В партии такой арматурной стали допускается наличие стержней длиной от 3 до 6 м в количестве не более 7% массы партии.
Арматурная сталь обозначается при помощи:
• номинального диаметра или номера профиля в мм;
• обозначения класса прочности;
• эксплуатационных характеристик свариваемости (индекс С) и стойкости против коррозионного растрескивания (индекс К).
Пример условного обозначения:
Арматурная сталь диаметром 20мм, класса прочности Ат800:
20 Ат 800 ГОСТ 10884-94
То же, диаметром 10 мм, класса прочности Ат400, свариваемой (С):
10 Ат400С ГОСТ 10884-94
То же, диаметром 16 мм, класса прочности Ат600, стойкой против коррозионного растрескивания (К):
16 Ат600К ГОСТ 10884-94
На арматурную сталь периодического профиля наносится маркировка класса прочности от производителя, которая наносится в процессе прокатки и имеет форму коротких маркировочных поперечных ребер или точек на поперечных выступах.
Если прокатная маркировка отсутствует, концы стержней или связки арматурной стали окрашиваются определенным цветом в соответствии с классом:
ГОСТ 5781-82
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
Hot-rolled steel for reinforcement of ferroconcrete
structures. Specifications
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмы и заготовки.
1. Классификация и сортамент
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы А-I (А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса А-I (А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI (А1000) — периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.3. Номера профилей, площади поперечного сечения, масса 1 м  длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Т а б л и ц а 1
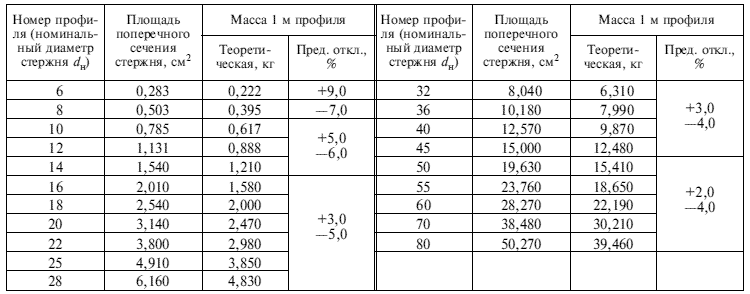
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 · 10 кг/м . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1а или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
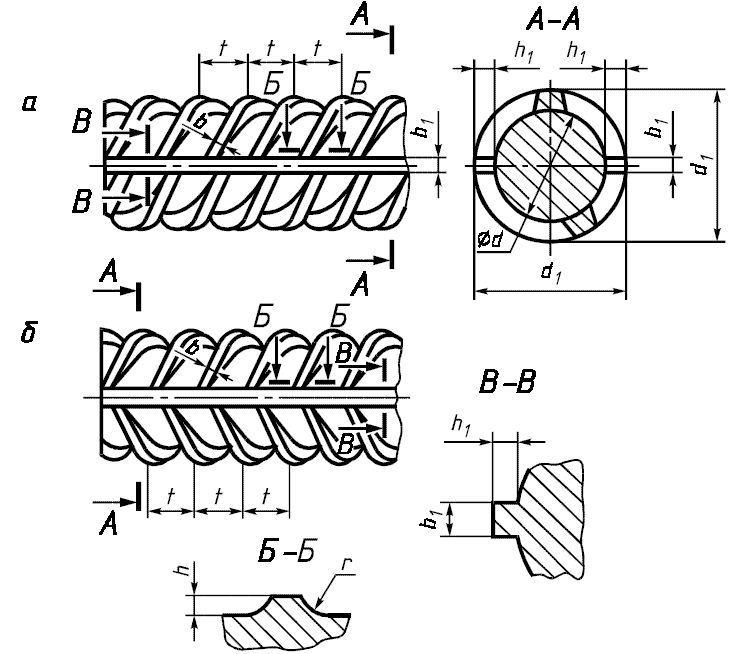
Черт. 1
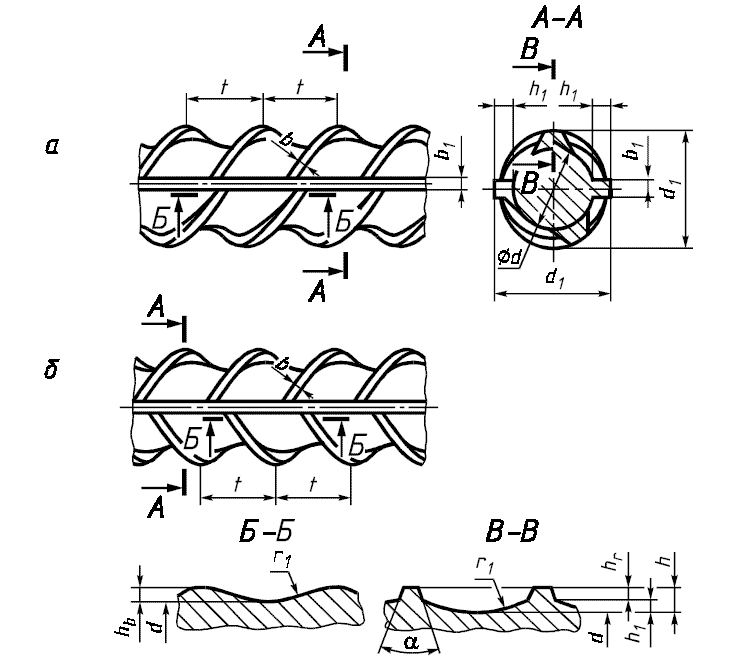
Черт. 2
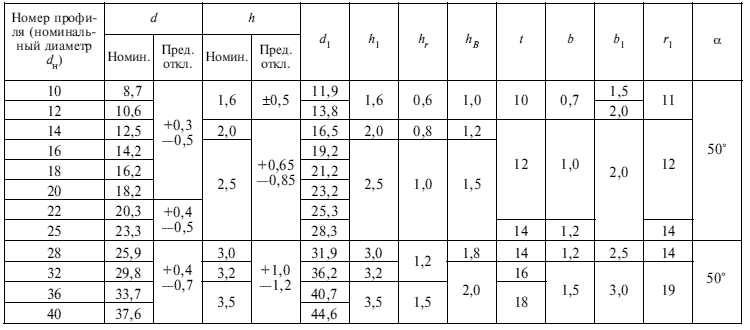
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1а и б, должны соответствовать приведенным в табл. 2, а по черт. 2а и б — приведенным в табл. 3.1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А-400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов A-IV (A600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 и не более 7 % от массы партии.
Т а б л и ц а 2
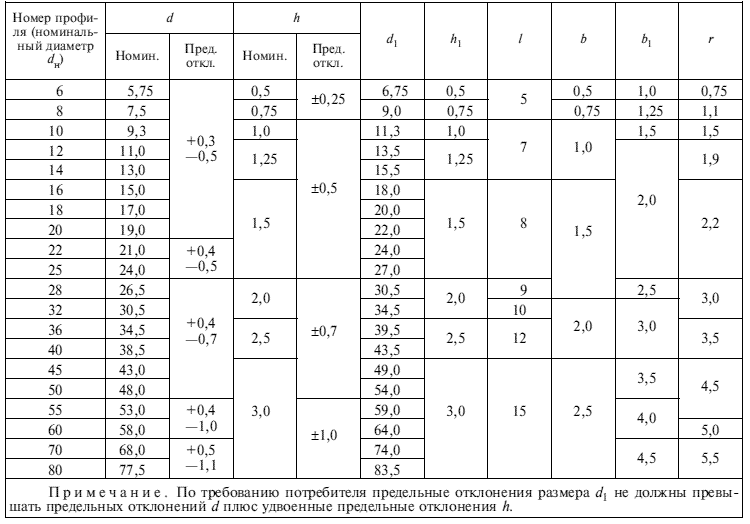
Т а б л и ц а 3
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл. 4.
Т а б л и ц а 4
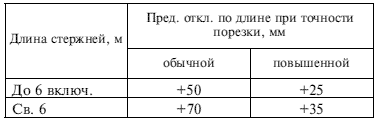
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений.
Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-II ГОСТ 5781-82
Арматурная сталь диаметром 18 мм, класса А-I (А240):
18-А-I ГОСТ 5781-82
В обозначении стержней класса А-II (А300) специального назначения добавляется индекс с: Ас-II (Ас300).
2. Технические требования
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
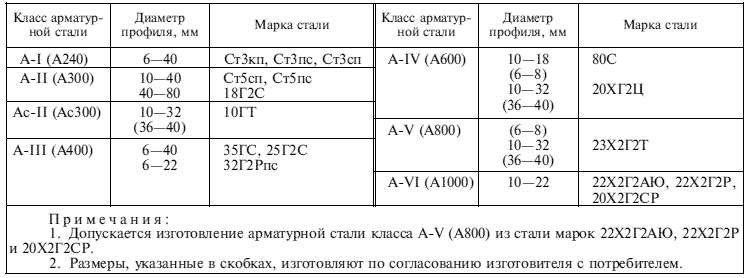
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марка стали указывается потребителем в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса А-IV (А600) марки стали устанавливают по согласованию изготовителя с потребителем.
Т а б л и ц а 5
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380-88, низколегированной стали — нормам, приведенным в табл. 6
Т а б л и ц а 6
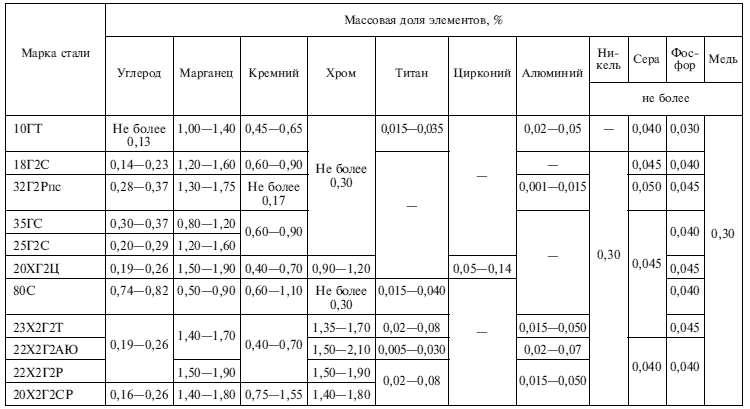
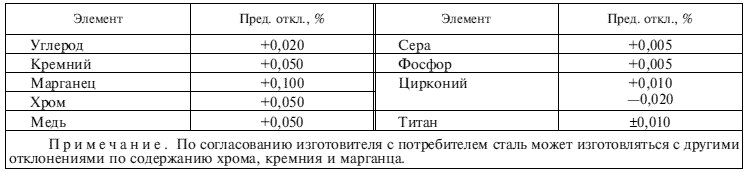
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2АЮ должна составлять 0,015-0,030%, массовая доля остаточного азота в стали марки 10ГТ — не более 0,008%.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001-0,007%. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008%.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01-0,03%, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01-0,06%.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей — по ГОСТ 380-88, из низколегированных сталей при соблюдении норм механических свойств — по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР кремния) не ограничивают.
Т а б л и ц а 7
2.5. Арматурную сталь классов А-I (А240), А-II (А300), А-III (А400), А-IV (А600) изготовляют горячекатаной, класса А-V (А800) — с низкотемпературным отпуском, класса А-VI (А1000) — с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов А-V (А800) и А-VI (А1000) при условии получения относительного удлинения не менее 9% и равномерного удлинения не менее 2% при испытании в течение 12 ч после прокатки.
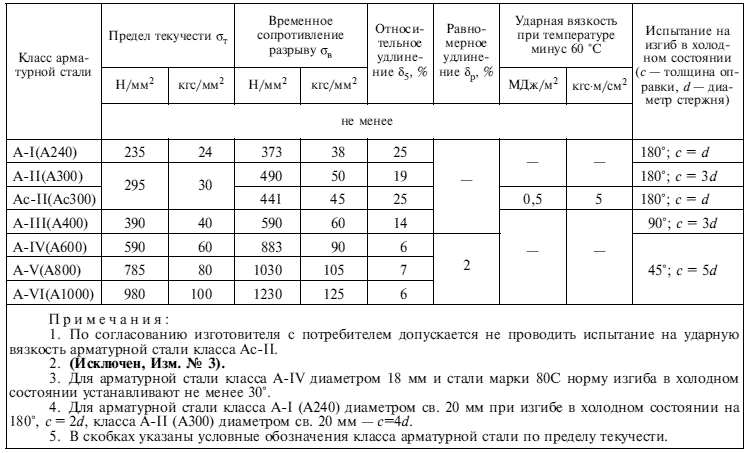
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл. 8.
Для стали класса А-II (А300) диаметром свыше 40 мм допускается снижение относительного удлинения на 0,25% на каждый миллиметр увеличения диаметра, но не более чем на 3%.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм ) при относительном удлинении 30% и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм ) при пределе текучести не менее 405 МПа (41 кгс/мм ), относительном удлинении не менее 20%.
Т а б л и ц а 8
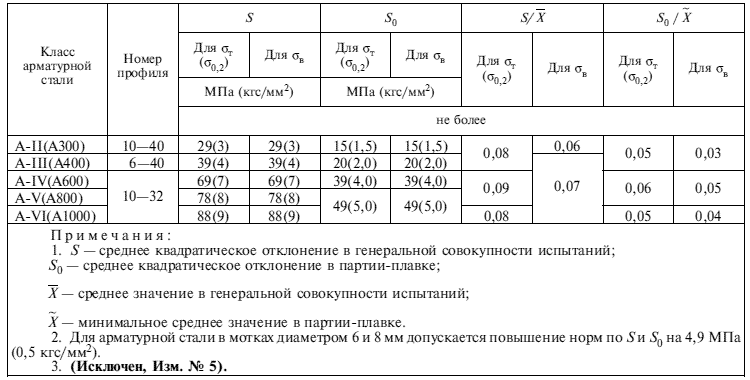
2.7. Статистические показатели механических свойств стержней арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств — приложению 1 и табл. 9.
Вероятность обеспечения механических свойств, указанных в табл. 8, должна быть не менее 0,95.
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
2.9. Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается химическим составом и технологией изготовления.
2.10. Углеродный эквивалент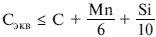 для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
Т а б л и ц а 9
3. Правила приемки
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3. 2. Каждая партия сопровождается документом о качестве по ГОСТ 7566—81 с дополнительными данными:
номер профиля;
класс;
минимальное среднее значение X и среднеквадратические отклонения S в партии величин σT (σ0,2) и σB;
результаты испытаний на изгиб в холодном состоянии;
значения равномерного удлинений для стали класса A — IV (А600), A-V (800), A-VI (A1000).
3.3. Для проверки размеров и качества поверхности отбирают:
при изготовлении арматурной стали в стержнях — не менее 5% от партии;
при изготовлении в мотках — два мотка от каждой партии.
3 4. Для проверки химического состава пробы отбирают по ГОСТ 7565—81.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня
Для предприятия — изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии
3 6 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят по ГОСТ 7566—81.
4. Методы испытаний
4.1. Химический анализ стали проводят по ГОСТ 12344-88, ГОСТ 12348-78, ГОСТ 12350-78, ГОСТ 12352-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 18895-81 или другими методами, обеспечивающими требуемую точность.
4.2. Диаметр и овальность профилей измеряют на расстоянии не менее 150 мм от конца стержня или на расстоянии не менее 1500 мм от конца мотка при массе мотка до 250 кг и не менее 3000 мм при массе мотка более 250 кг.
4.3. Размеры проверяют измерительным инструментом необходимой точности.
4.4. От каждого отобранного стержня для испытания на растяжение, изгиб и ударную вязкость отрезают по одному образцу.
4.5. Отбор проб для испытания на растяжение, изгиб и ударную вязкость проводят по ГОСТ 7564-73.
4.6. Испытание на растяжение проводят по ГОСТ 12004-81.
4.7. Испытание на изгиб проводят по ГОСТ 14019-80 на образцах сечением, равным сечению стержня.
Для стержней диаметром свыше 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке, диаметром, уменьшенным вдвое по сравнению с указанным в табл. 4, с приложением усилия изгиба со стороны разреза.
4.8. Определение ударной вязкости проводят по ГОСТ 9454-78 на образцах с концентратором вида U типа 3 для стержней диаметром 12-14 мм и образцах типа 1 для стержней диаметром 16 мм и более. Образцы изготовляют в соответствии с требованиями ГОСТ 9454-78.
4.9. Допускается применять статистические и неразрушающие методы контроля механических свойств и массы профилей.
4.10. Кривизна стержней измеряется на длине поставляемого профиля, но не короче 1 м.
4.11. Определение статистических показателей механических свойств в соответствии с обязательным приложением 2.
4.12. Качество поверхности проверяют без применения увеличительных приборов.
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
5. Упаковка, маркировка, транспортирование и хранение
5.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 7566-81 с дополнениями:
концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса А-V — красной и зеленой, класса А-VI (А1000) — красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т.
На связки краска наносится полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлыке, прикрепленном к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например, А-III) или условное обозначение класса по пределу текучести (А400).
Характеристики арматуры
Сталь горячекатаная для армирования ЖБК
 Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.

Арматурная сталь периодического профиля
Стержни с равномерно расположенными на их поверхности под углом к продольной оси стержня поперечными выступами (рифлением) для улучшения сцепления с бетоном.
 Арматурная сталь гладкая
Арматурная сталь гладкая
Круглые стержни с гладкой поверхностью, не имеющей рифления для улучшения сцепления с бетоном.
Класс прочности
Установленное стандартом нормируемое значение физического или условного предела текучести стали.
Угол наклона поперечных выступов
Угол между поперечными выступами (рифлением) и продольной осью стержня.
Шаг поперечных выступов
Расстояние между центрами двух последовательных поперечных выступов, измеренное параллельно продольной оси стержня.
Высота поперечных выступов
Расстояние от наивысшей точки поперечного выступа до поверхности сердцевины стержня периодического профиля, измеренное под прямым углом к продольной оси стержня.
 Номинальный диаметр арматурной стали периодического профиля (номер профиля)
Номинальный диаметр арматурной стали периодического профиля (номер профиля)
Диаметр равновеликого по площади поперечного сечения круглого гладкого стержня.
Номинальная площадь поперечного сечения
Площадь поперечного сечения, эквивалентная площади поперечного сечения круглого гладкого стержня того же номинального диаметра.
Термомеханические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций.
По этому стандарту арматура в зависимости от механических свойств подразделяются на классы: Ах-III, Ат-IV, Ат-V, Ат-VI, Ат-VII, Ат-VIII.
Арматуру по этому стандарту изготовляют из стали следующих марок:
В зависимости от механических свойств арматурную сталь подразделяют на классы A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
Арматурную сталь изготавливают в стержнях или мотках. Арматурную сталь класса A-I (A240) изготавливают гладкой, классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000) — периодического профиля. По требованию потребителя сталь классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800) — изготавливают гладкой.
Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
Арматурная сталь класса A-II (А300), изготовленная в обычном исполнении, и специального назначения Ас-II (Ас300), должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
 Сталь класса A-III (A400) и классов A-IV (А600), A-V (A800), А-VI (А1000) должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Сталь класса A-III (A400) и классов A-IV (А600), A-V (A800), А-VI (А1000) должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Арматурную сталь классов A-I (A240) и A-II (А300) диаметром до 12 мм и класса A-III (A400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов А-IV (А600), A-V(A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм — по согласованию изготовителя с потребителем в мотках.
Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в таблице. Для стержней класса A-IV (A600) марки стали устанавливают по согласованию изготовителя с потребителем.
Марки стали, применяемые для изготовления арматуры разных классов (ГОСТ 5781-82)
Арматура горячекатаная для армирования ЖБК
Настоящий стандарт распространяется на горячекатаную круглую арматурную сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций.
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
Арматурная сталь периодического профиля
Стержни арматуры строительной с равномерно расположенными на их поверхности под углом к продольной оси стержня поперечными выступами (рифлением) для улучшения сцепления с бетоном.
Арматурная сталь гладкая
Круглые стержни с гладкой поверхностью, не имеющей рифления для улучшения сцепления с бетоном.
Класс прочности
Установленное стандартом нормируемое значение физического или условного предела текучести стали.
Угол наклона поперечных выступов
Угол между поперечными выступами (рифлением) и продольной осью стержня.
Шаг поперечных выступов
Расстояние между центрами двух последовательных поперечных выступов, измеренное параллельно продольной оси стержня.
Высота поперечных выступов
Расстояние от наивысшей точки поперечного выступа до поверхности сердцевины стержня периодического профиля, измеренное под прямым углом к продольной оси стержня.
Номинальный диаметр арматурной стали периодического профиля (номер профиля)
Диаметр равновеликого по площади поперечного сечения круглого гладкого стержня.
Номинальная площадь поперечного сечения
Площадь поперечного сечения, эквивалентная площади поперечного сечения круглого гладкого стержня того же номинального диаметра.
ГОСТ 10884-81
Термомеханические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм (арматура строительная), предназначены для строительства ответственных железобетонных конструкций.
По этому стандарту строительная арматура в зависимости от механических свойств подразделяются на классы: Ах-III, Ат-IV, Ат-V, Ат-VI, Ат-VII, Ат-VIII.
Арматуру по этому стандарту изготовляют из стали следующих марок:
ГОСТ 5781-82
В зависимости от механических свойств арматуру подразделяют на классы A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
Арматуру строительную изготавливают в стержнях или мотках. Арматура строительная класса A-I (A240) изготавливается гладкой, классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000) — периодического профиля. По требованию потребителя арматура классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800) — изготавливается гладкой.
Строительная арматура периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
Строительная арматура класса A-II (А300), изготовленная в обычном исполнении, и специального назначения Ас-II (Ас300), должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Строительная арматура класса A-III (A400) и классов A-IV (А600), A-V (A800), А-VI (А1000) должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Строительная арматура классов A-I (A240) и A-II (А300) диаметром до 12 мм и класса A-III (A400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматура строительная классов А-IV (А600), A-V(A800) и A-VI (A1000) всех размеров изготовливается в стержнях, диаметром 6 и 8 мм — по согласованию изготовителя с потребителем в мотках.
Арматура строительная изготовливается из углеродистой и низколегированной стали марок, указанных в таблице. Для арматурных стержней класса A-IV (A600) марки стали устанавливают по согласованию изготовителя с потребителем.
Марки стали, применяемые для изготовления арматуры разных классов (ГОСТ 5781-82)
Гладкая арматура класса А1 (А240): характеристика и сфера применения
Бетон является наиболее распространенным строительным материалом. Его применяют при возведении жилых и офисных зданий, складских и производственных помещений, дамб, мостов и дорог. Однако, несмотря на то, что бетон великолепно работает на сжатие, даже при незначительных нагрузках на изгиб и растяжение он быстро разрушается. Чтобы избавить его от этого недостатка, широко применяется разнообразная арматура. Одной из наиболее распространенных считается А1 арматура. Что она из себя представляет? Где используется? На эти вопросы будет полезно дать максимально подробные ответы.

Что она из себя представляет?
Арматура класса А1 попадает под ГОСТ 5781-82, определяющий её внешний вид и характеристики.
Она представляет собой гладкий металлический прут. Диаметр может быть различным – материал выпускается в четырнадцати типоразмерах. Выпускаются пруты толщиной от 6 до 40 миллиметров длиной от 6 до 12 метров, что позволяет специалистам легко выбрать именно тот материал, который лучше всего подойдет для выполнения конкретной работы. В отдельных случаях, по взаимной договоренности покупателя и производителя, длина прутов может достигать 25 метров. Вес арматуры А1 напрямую зависит от диаметра. Для наглядности приведем несколько конкретных чисел, показывающих связь диаметра с весом одного метра прута:
- 10 миллиметров — 617 грамм;
- 16 миллиметров – 1,58 килограмма;
- 20 миллиметров – 2,47 килограмма.
Изготавливается путем горячего катания. Основной материал, используемый при изготовлении – углеродистая, а в некоторых случаях — низколегированная (с добавлением хрома и марганца) сталь.
Согласно ГОСТу, на поверхности не должно быть никаких дефектов, снижающих эксплуатационные характеристики материала – трещин, рванин и закатов. Единственное исключение – незначительное количество ржавчины, следы от раскатанных пузырьков воздуха, наплывы и загрязнения.

Для удобства транспортировки пруты диаметром до 10 миллиметров поставляется уложенной в мотки, а более 10 миллиметров – в виде прутов различной длины. Однако, длина прутов не должна составлять менее 200 сантиметров. Если это оговорено дополнительно, то весь материал может иметь определенную длину, являющуюся наиболее удобной для конкретного строительного объекта.
Главными достоинствами этого материала является возможность использования в агрессивной среде, высокая прочность, гибкость и долговечность. В сумме эти качества делают арматуру А1 одной из наиболее популярных и распространенных при частном и промышленном строительстве.
Чем отличается А1 и А240?
Работая со справочниками или просто посещая сайт производителей и продавцов арматуры, многие люди сталкиваются с вопросом – чем отличается арматура А1 от А240? Эти материалы имеют одинаковые характеристики и сферу назначения, но разное название.
Разница действительно кроется только в названии. По устаревшей классификации материал имеет название А1, но в последнее время большинство производителей использует другое название – арматура А240. Так что, требования к материалу, его диаметр, длина, состав и сфера применения совершенно одинакова. Между этими двумя марками можно с уверенностью ставить знак равенства.
Сфера применения
Область применения арматуры гладкой А1 просто огромна.
Так как материал имеет гладкую поверхность без рёбер, дополнительно повышающих площадь и качество сцепления, обычно он применяется в качестве вспомогательных прутов. Например, при армировании высокопрочного железобетона рифленой арматурой, А240 применяется для её скрепления, формирования каркаса. В данном случае арматура А240 выполняет функцию не столько армирования бетонных изделий, сколько удержания основной арматуры в надлежащих местах, гарантирующих целостность конструкции. В таком виде она используется при строительстве разнообразных объектов: мостов, шахт, плотин, высотных строений, аэродромов, тоннелей и прочих.

Впрочем, если железобетон должен выдерживать сравнительно небольшие нагрузки, гладкая арматура А1 может применяться самостоятельно. Область применения довольно обширна:
- Для армирования панелей и балок используются пруты диаметром от 12 до 32 миллиметров;
- колонны усиливаются прутами в пределах 14-36 миллиметров;
- фундамент, в зависимости от его размеров и нагрузок – материалом от 10 до 40 миллиметров.

При индивидуальном строительстве наиболее широко применяется арматура класса А240 диаметром 10-16 миллиметров.
Самые тонкие пруты диаметром 6 и 8 миллиметров используют как проволоку при обвязке и для армирования штукатурки, бетонной стяжки пола и стен.
В некоторых случаях арматура А1 гладкая может применяться при создании каркасных и декоративных металлоконструкций и их деталей.
Основные достоинства материала
А240 арматура пользуется такой популярностью вовсе не случайно. В первую очередь гладкая поверхность значительно упрощает процесс соединения при помощи сварки. Да, такое соединение является нежелательным, так как в местах сварки появляются участки стали, особенно сильно подверженные коррозии. К тому же, эти участки являются самыми слабыми – при значительных нагрузках на растяжение и изгиб чаще всего выходят из строя именно они. И все-таки, сварное соединение широко используется на строительных объектах. И гладкая поверхность прутов А1 обеспечивает максимальную легкость при работе.
Следующее достоинство – высокая прочность. Как говорилось выше, при изготовлении арматуры А1 (А240) применяется только высокоуглеродистая сталь Ст3. Её главным достоинством является высокая прочность. Класс арматуры А1, изготовленный из неё, прекрасно переносит любые нагрузки – на сжатие, изгиб и растяжение – без вреда для себя. Даже при длительных нагрузках качества материала не снижаются, и он может эффективно справляться с задачей на протяжении многих лет.

При необходимости пруты изготавливаются из легированной стали. К основному составу добавляется 0,3% хрома и до 0,65% марганца. В сумме с содержанием углерода до 0,22% это придает стали великолепные свойства. Она выдерживает огромные нагрузки и лучше противостоит коррозии, увеличивая срок службы, снижая риск раннего разрушения.
Наконец, в сумме все технические характеристики делают арматуру универсальным строительным материалом. Даже при работе в экстремальных условиях она сохраняет свои главные достоинства. Устойчивость к большинству агрессивных сред делает её незаменимой при строительстве как обычных жилых домов, складов, ангаров и заводов, так и нефтеперерабатывающих заводов, нефтехранилищ. Большинство других марок не может похвастать такими свойствами. Даже арматура А3, отличающаяся большей прочностью и стоимость не подходит для эксплуатации в таких условиях – наличие агрессивной химической среды приводит к тому, что высокопрочный материал в кратчайшие сроки деформируется и трескается.
Как видите, арматура А1 или А240 является прекрасным строительным материалом, находящим широкое применение в разных сферах деятельности людей. Она станет удачным выбором для возведения огромной плотины и ленточного фундамента для дачи. В сумме с доступной стоимостью и большим ассортиментом выпускаемого материала это делает её одной из наиболее востребованных.
Сортамент арматуры и маркировка класса по ГОСТ 5781-82
Сортамент арматуры по ГОСТ 5781-82 и маркировка классов. Таблица сортамента по классам и весу арматуры. Испытание стеклопластиковой арматуры смотри на видео.
Сортамент арматуры
Сортамент арматуры по ГОСТ 5781-82
Стальная арматура для армирования железобетонных изделий подразделяется
по технологии изготовления на:
- горячекатаную стержневую;
- холоднотянутую проволочную.
по условиям применения в железобетоне на:
по характеру профиля на:
Концы стержней из низколегированных сталей должны быть окрашены:
- класса А-IV – красной краской;
- класса A-V – красной и зеленой;
- класса A-VI – красной и синей.
Допускается окраска связок на расстоянии 0,5 м от концов.
Термомеханические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций (ГОСТ 10884-81).

По этому стандарту изготовляют из стали следующих марок:
- класса Ат-III из Ст5 (сп, пс);
- класса Ат-IV, Ат-IVС, класса Ат-IVК из 20ГС; 25Г2С; 35ГС; 28С; 10ГС2; 08Г2С; 25С2Р;
- класса Ат-V(К и СК) из 20ГС; 20ГС2; 08Г2С; 10ГС2; 28С; 25Г2С; 35ГС; 25С2Р; 20ХГС2;
- класса Ат-VII из 30ХС2.
В обозначении классов арматуры буквы означают следующее:
- «К» – повышенная стойкость к коррозийному растрескиванию под напряжением;
- «С» – свариваемая;
- «СК» – свариваемая; повышенная стойкость к коррозийному растрескиванию.
Концы стержней каждого класса должны быть окрашены краской:
- Ат-IIIC – белой и синей;
- Ат-IV – белой и желтой;
- Ат-IVК – зеленой;
- Ат-V – синей;
- т-VСК – белой и зеленой;
- Ат-VК – желтой и зеленой;
- Ат-VI – желтой;
- Ат-VIК – зеленой и черной;
- Ат-VII – черной.
Нетермообработанные концы должны быть окрашены красной краской.
Арматура А1, АI также А240

Арматура А2, АII также А300

Арматура А3, АIII также А400

Арматура А4, АIV также А600. Арматура А5, АV также А800 и арматура А6, АVI также А1000

Арматура А500С

Арматура B500C

Арматура А400С

Арматура А600С

В процессе производства прокатной арматуры практически невозможно добиться точного размера выпускаемого изделия независимо от того, кто производитель. Этот факт был учтен в ГОСТе: введены поправки на габариты и вес арматуры (отклонения отображены в табличном виде). Как показывает практика, различные производители поставляют изделия с погрешностью до 9 процентов, притом показатели в пользу и уменьшения, и увеличения веса арматуры.
Качество стали зависит не только от толщины арматуры. Существует ряд физико-химических свойств, влияющих на характеристики выпускаемого изделия в процессе его изготовления. В зависимости от типа стали металлические изделия выпускаются для тех или иных целей и направлений использования.
Технологический процесс самым прямым образом формирует все задаваемые характеристики арматуры. При добавлении в состав горячекатаной строительной арматуры углерода и легирующих добавок (хром, кремний, марганец, титан, никель и др.) возрастает прочность и снижается удлинение при разрыве. Для различных строительных процессов необходима сталь с определенным набором параметров.
Углерод снижает пластичность стали, ухудшает свариваемость. Обычно в строительстве применяют низкоуглеродистые стали с содержанием последнего до 0,22 процента.
Кремний раскисляет сталь и повышает прочность, однако при повышенном его содержании ухудшает свариваемость и коррозионную стойкость. Компенсировать вредное влияние кремния может марганец, который, в свою очередь, повышает прочность, раскисляет сталь.
Смысл упрочнения арматурной стали холодным деформированием заключается в том, что сталь уплотняется на молекулярном уровне при искусственной вытяжке до напряжения, превышающего предел текучести. Повторная вытяжка делает напряжение с искусственно завышенным пределом текучести, поскольку пластичность уже выбрана.
Полученная сталь в процессе вытяжки в холодном состоянии является высокопрочной, можно получить арматурное изделие большого диаметра. Если сталь в холодном состоянии протянуть через многочисленные отверстия, уменьшающиеся в диаметре к выходу, то получается высокопрочная и высококачественная проволока.