

Чем отличается метрическая резьба от дюймовой визуально
Дюймовая резьба
Резьбовые соединения получили весьма широкое распространение. Дюймовая резьба чаще всего используется при изготовлении труб, которые могут соединяться с различными фитингами. Рассматриваемая резьба может наносится на трубы из металла или пластика. Размер в дюймах указывается согласно ГОСТ, в интернете можно встретить различные таблицы, на которые можно ориентироваться при работе.

Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Измеряя размеры резьб, можно провести вычисление высоты профиля. Для определения этого показателя достаточно от большего показателя вычесть меньший.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.

Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.

Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Соответствие двух систем обозначений
Метрическая и дюймовая резьба имеют относительно небольшое количество отличий. Примером назовем следующие признаки:
- Форма профиля резьбового гребня.
- Порядок определения диаметра и шага расположения витков.
Для обозначения основных параметров применяются различные единицы измерения. Рассматривая трубный дюйм в миллиметрах следует учитывать, что показатель не стандартный, составляет 3,324 см. Поэтому дюймовые резьбы в миллиметрах с нестандартным обозначением ¾ в пересчете на метрическое обозначение составляет 25 мм. Перевод проводится довольно часто, так как диаметральный размер важен при выборе фитингов и других элементов. Таблица дюймовых и метрических резьб встречается в специальных справочниках.

Отличия дюймовой резьбы от метрической
Стоит учитывать тот момент, что не многие варианты исполнения метрических и дюймовых витков сопрягаются. Именно поэтому в большинстве случаев перевод выполняется для определения диаметрального размера изделия, на котором проводится нарезание соединительной поверхности.
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Метрическая резьба и дюймовая — разница
В данной статье будут рассмотрены такие понятия, связанные с резьбовым соединением, как метрическая и дюймовая резьба. Чтобы понять тонкости, связанные с резьбовым соединением, необходимо рассмотреть следующие понятия:
- Коническая и цилиндрическая резьба;
- Шаг резьбы;
- Номинальный диаметр резьбы;
- Метрическая резьба и дюймовая — на примерах.
Коническая и цилиндрическая резьба
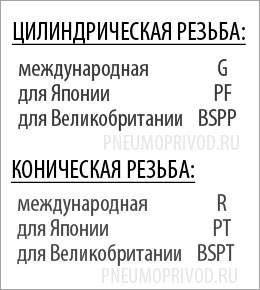
Сам стержень с нанесенной на него конической резьбой представляет собой конус. Причем, согласно международным правилам, конусность должна составлять 1 к 16, то есть для каждых 16 единиц измерения (миллиметров или дюймов) с увеличением расстояния от начальной точки, диаметр увеличивается на 1 соответствующую единицу измерения. Получается, что ось, вокруг которой нанесена резьба и условная прямая, проведенная от начала резьбы до ее окончания по кратчайшему пути — не параллельны, а находятся друг ко другу под определенным углом. Если объяснять еще проще, то если бы у нас длина резьбового соединения составляла 16 сантиметров, а диаметр стержня в его начальной точке составлял бы 4 сантиметра, то в точке, где резьба заканчивается, диаметр ее составил бы уже 5 сантиметров.
Стержень с цилиндрической резьбой представляет из себя цилиндр, соответственно, конусность отсутствует.
Шаг резьбы (метрическая и дюймовая)
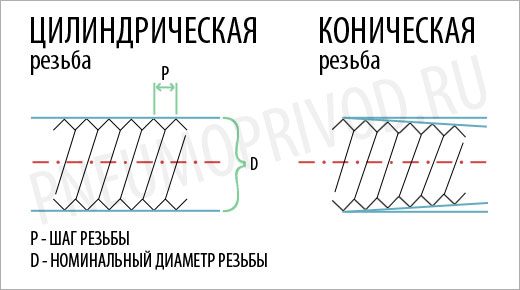
Шаг резьбы может быть крупным (или основным) и мелким. Под шагом резьбы понимается расстояние между витками резьбы от вершины витка до вершины следующего витка. Измерить его можно даже с помощью штангенциркуля (хотя есть и специальные измерители). Делается это следующим образом – измеряется расстояние между несколькими вершинами витков, а затем полученное число делится на их количество. Проверить точность измерения можно по таблице для соответствующего шага.
Номинальный диаметр резьбы
В маркировке обычно присутствует номинальный диаметр, за который в большинстве случаев принимается наружный диаметр резьбы. Если резьба метрическая, то для измерения можно использовать обычный штангенциркуль со шкалами в миллиметрах. Также диаметр, как и шаг резьбы, можно посмотреть по специальным таблицам.
Метрическая и дюймовая резьба на примерах
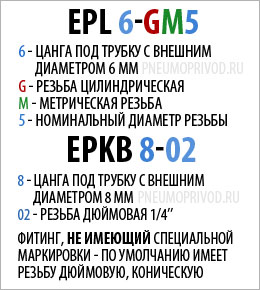 Метрическая резьба – имеет обозначение основных параметров в миллиметрах. Для примера рассмотрим угловой фитинг с внешней цилиндрической резьбой EPL 6-GМ5. В данном случае EPL говорит о том, что фитинг угловой, 6-ка это 6 мм — внешний диаметр подключаемой к фитингу трубки. Литер “G” в его маркировке сообщает о том, что резьба цилиндрическая. «М» указывает на то, что резьба метрическая, а цифра «5» указывает на номинальный диаметр резьбы, равный 5-ти миллиметрам. Фитинги (из тех, что имеются у нас в продаже) с литерой “G” также снабжены резиновым уплотнительным кольцом, а потому не требуют фум-ленты. Шаг резьбы в данном случае равен – 0,8 миллиметров.
Метрическая резьба – имеет обозначение основных параметров в миллиметрах. Для примера рассмотрим угловой фитинг с внешней цилиндрической резьбой EPL 6-GМ5. В данном случае EPL говорит о том, что фитинг угловой, 6-ка это 6 мм — внешний диаметр подключаемой к фитингу трубки. Литер “G” в его маркировке сообщает о том, что резьба цилиндрическая. «М» указывает на то, что резьба метрическая, а цифра «5» указывает на номинальный диаметр резьбы, равный 5-ти миллиметрам. Фитинги (из тех, что имеются у нас в продаже) с литерой “G” также снабжены резиновым уплотнительным кольцом, а потому не требуют фум-ленты. Шаг резьбы в данном случае равен – 0,8 миллиметров.
Основные параметры дюймовой резьбы, соответственно названию – указываются в дюймах. Это может быть резьба на 1/8, 1/4, 3/8 и 1/2 дюйма и т.д. Для примера возьмем фитинг EPKB 8-02. EPKB – это разновидность фитинга (в данном случае разветвитель). Резьба коническая, хотя к этому и нет отсылки с помощью литеры “R”, что было бы грамотнее. 8-ка – говорит о том, что внешний диаметр подключаемой трубки – 8 миллиметров. А 02 — о том, что присоединительная резьба на фитинге 1/4 дюйма. Согласно таблице, шаг резьбы составляет 1,337 мм. Номинальный диаметр резьбы составляет 13,157 мм.
Чем отличается дюймовая резьба от трубной метрической
Дюймовая трубная резьба применяется в металлических трубопроводах и пластмассовых и металлических фитингах разборного типа. Какими параметрами она характеризуется, как измеряется на внутренней и внешней поверхности конструкций и чем отличается от метрического варианта резьбового соединения, расскажет данная статья.
Параметры дюймовой резьбы
Все резьбы характеризуются следующими параметрами:
- Шагом – расстоянием, на котором находятся вершины или основания соседних витков или ниток.
- Глубиной – расстоянием между их вершиной и основанием.
- Углом профиля. Так называется угол, который виден в плоскости разреза и расположен между сторонами соседних витков.
- Наружным диаметром – расстоянием между вершинами противоположно расположенных витков.
- Внутренним диаметром – расстоянием между впадинами противоположно расположенных зубцов (диаметр цилиндра, на который навертывается резьба).

Согласно ГОСТ 6357 профиль трубной дюймовой резьбы представляет равносторонний треугольник с углом при вершине 55° (резьба Витвора) или 60° (американские стандарты UNC и UN). Наружный диаметр здесь измеряется не в миллиметрах, а в дюймах. Основная характеристика – число витков, расположенных на одном дюймовом измерении. В американской системе применяется два типа шага – крупный (UNC) и мелкий (UNF).
Обратите внимание! Витки должны иметь одну и ту же величину шага. Если расстояние между ними будет разным, к резьбовому соединению невозможно подобрать соответствующий болт или гайку.

Обычным дюймом (обозначается штрихом «), который равен 25,4 мм измеряют внутренний диаметр нарезки. Примечательно, что в данной ситуации прибегают к уникальной единице измерения – трубному дюйму величиной 33,249 мм. Здесь в размеры дюймовой трубной резьбы помимо внутреннего диаметра включается толщина двух стенок профиля.
Например, у стального трубопровода диаметром 5 дюймов изнутри величина нарезки равняется 127 мм, а снаружи – 166,245 мм.
На заметку! Исключением считается цилиндрическая трубная резьба 1/2 дюйма, у которой внешний диаметр составляет 21,25 мм.
Метрическая нарезка и ее отличия
Кроме дюймового измерения, применяемого в трубопроводах, существует метрическая резьба, которая используется в других сферах жизни. Она также характеризуется диаметром и шагом. Такая нарезка имеет профиль в виде равностороннего треугольника, угол, при вершине которого равен 60°. Нанесение нитей делается с крупным и мелким шагом. Первый маркируется буквой М с цифрой, указывающей на номинальный диаметр (например, М20). При мелкой нарезке добавляется шаг, поэтому обозначение имеет следующий вид — М20х1,5.
Отличие дюймовой резьбы от трубной метрической состоит в следующем.

- В метрическом варианте исчисление всех размеров производится в миллиметрах, а не в дюймах.
Это относится и к шагу резьбы, которая в дюймовом исполнении характеризуется количеством канавок, которые помещаются на одном дюймовом отрезке профиля. Например, в водопроводе используются лишь два варианта резьбового «шага» — на 11 ниток (равняется метрическому шагу 2,31 мм) и 14 витков (равняется метрическому шагу приблизительно 1,8 мм).
- Изделия отличаются профилем резьбового гребня. В дюймовом варианте величина верхнего угла «треугольника» на 5 градусов меньше, чем в метрическом исполнении. Поэтому кончик витка более острый, и вершины зубчиков выглядят закругленными.
- Изделия с метрическим типом нарезки винтов измеряются по вершинам, а дюймовые – только по впадинам (к сожалению, это правило часто игнорируется).
- В ГОСТе указываются не только целые, но и дробные значения величин «трубного дюйма».
Обратите внимание! Для измерения шага резьбы пользуются специальным инструментом – резьбомером. В случае необходимости, его заменяют обыкновенной линейкой или другим доступным измерительным прибором.
Чтобы упростить определение соотношений этих двух измерений, в нормативных документах приводятся таблицы трубных дюймовых и метрических резьб для распространенных размеров.
Разница в этих отличающихся системах исчисления параметров нарезки винтов затрудняет определение некоторых величин, но при внимательном изучении, в них можно разобраться. Надеемся на положительный результат!
Размеры, значения и способы нарезки метрической резьбы

Дюймовая резьба применяется для создания витков только в металлических трубах. Также дюймовая резьба используется в процессе производства разборных фитингов из металла и пластмассы.
Отличия дюймовой и метрической резьбы
Представленное резьбовое соединение имеет свою стандартизацию с ориентировкой на ГОСТ 6357-81, в котором регламентируются такие параметры резьбы как шаг и диаметр.
Размеры, которыми будут обладать резьбовые соединения, зависят от расстояния между противоположно размещенными верхними точками, расположенными на торце трубы.
Трубная резьба и ее размеры будут напрямую зависеть от значения внутреннего или внешнего диаметра изделия. В настоящее время выделяют такие виды резьб как:
- Метрическая;
- Дюймовая;
- Трапецеидальная;
- Цилиндрическая;
- Упорная;
- Коническая.
Кроме того, различные виды резьб имеют свое обозначение. Так, например обозначение резьбы левого типа маркируется буквами LH. Для более детальной информации резьбовое соединение обозначается на чертежах дополнительными буквами, где:
- М — обозначает номинальный диаметр витков;
- Ph – значение хода;
- Р – значение шага.
Резьба метрическая также как и дюймовая имеет стандарт по диаметрам от 1 до 180 мм. Говоря об отличиях этих двух видов, стоит отметить, что они заключаются в форме профиля виткового гребня.
Дюймовый профиль визуально выглядит более острым. Это обусловлено углом верхнего «исходного треугольника», который равен 55°.

Наружная дюймовая резьба
Также трубная резьба метрическая отличается от дюймовой исчислением значений шага и диаметра. Это связанно с тем, что метрические витки создаются с ориентировкой на миллиметры.
Трубный дюйм же равняется 3,33 см. В обоих случаях параметр шага трубных витков отсчитывается не в миллиметрах, а в нитках.
Нитки здесь — это точное количество канавок, которые имеется на участке трубы в 1 дюйм. Так, к примеру, стандартные водопроводные магистрали имею обозначение резьбы всего в двух вариантах – 11 ниток (метрический шаг в 2,31 мм) и 14 ниток (метрический шаг в 1,8 мм).
Резьба трапецеидальная применяется при производстве всевозможных винтов. К ним можно отнести ходовые винты для режущих станков, винты гидравлических прессов, устройств для подъема и червячных передач.
Такие витки существенно отличаются от других видов визуально – они выполнены в форме равнобокой трапеции. Значение угла профиля при этом может быть равно 15, 24, 30 и 40°.
Как определить шаг и диаметр?
При определении таких значимых характеристик может быть использован такой инструмент, как:
В некоторых случаях функцию калибра может выполнить муфта или штуцер с нанесенными заранее внутренними или внешними витками, которые соответствуют заранее заданным параметрам.
При выполнении промера шага применяется болт, если при вкручивании в витки возникает значительное сопротивление, то они переделываются.
В том случае, если процесс происходит без трудностей и болт плотно размещается в трубе, шаг считается выполненным правильно.
При повторном создании витков процесс проходит с ориентировкой на создание большего калибра. Резьбомером пользоваться достаточно просто. Он оборудован измерительными пластинами, которые вставляются в еще не состыкованные резьбовые соединения.
Пластины напоминают маленькие пилочки, и если при приложении их к виткам профиль пластинок совпадает нарезанными на внутренней или внешней поверхности витками, то они соответствуют установленному значению.
Это значение обозначено на пластине инструмента. При помощи штангенциркуля может быть измерен только показатель внешнего диаметра витков, ту же функцию выполняет и микрометр. Специалисты рекомендуют проводить замеры наиболее приспособленными для этого инструментами – калибрами.
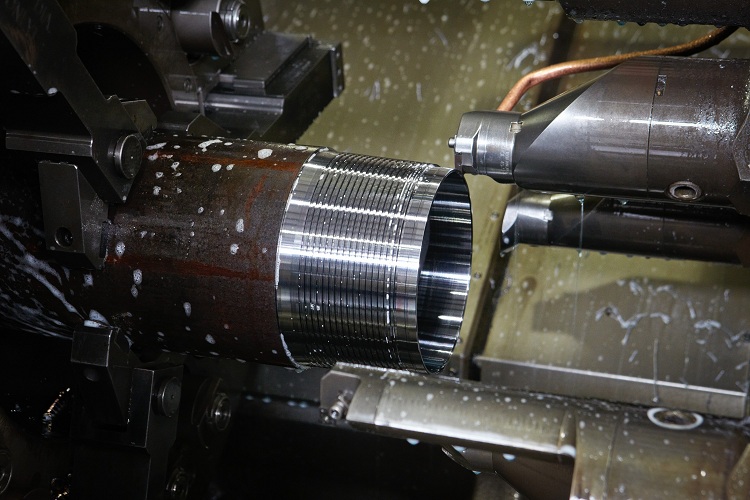
Нарезка наружной трубной резьбы (видео)
Способы нарезки
Как метрические, так и трубные (дюймовые) аналоги витков могут создаваться как на внутренней, так и на внешней поверхности.
Осуществляется это при помощи двух способов: механического и ручного. При реализации ручного способа используют такие приспособления как мечники и плашки.
Метчик может создавать внутренние витки, а плашка – наружные. Процесс начинается с того, что изделие прочно закрепляется в тисках, а мечник вставляется в ворот.
При использовании плашки функцию вортока выполняет плашкодержатель. После этого плашка надевается на изделие, а при использовании метчика он вставляется прямиком в отверстие трубы.
Далее вращается рукоять воротка или плашкодержателя. Если это делать метчиком, то он ввинчивается в изделие с приложением некоторого усилия.
Если нужно, то все действия повторяются еще раз, при этом постепенно будут создаваться витки в теле изделия, на той глубине, которая будет равна высоте профиля.
Внутренние и наружные витки нарезаются не одновременно, а в последовательном порядке. Однако в большинстве случаев создаются поверхности только с наружными или внутренними канавками.
Создание витков механическим способом подразумевает использование специального резца, который крепится к суппорту станка.

Шаг метрической резьбы
Перед началом работ суппорт перемещается к раю заготовки, после чего задается высота профиля при помощи подачи поперечного типа.
Далее активируется продольная подача, и суппорт перемещается к винтовой направляющей. Шаг регулируется в процессе движения суппорта в продольной плоскости.
При механическом способе также может использоваться клупп — инструмент с пластинами, имеющими гребенчатый профиль.
С помощью установленной головки создать можно 2-5 типоразмеров канавок наружного типа. После того как пластины будут установлены в головке клуппа, труба зажимается в тисках или с применением гаечного ключа.
Торец изделия обрезается под прямым углом. После запуска инструмента головка в момент вращения создает канавки на детали.
5sklad.ru Строительные и отделочные материалы
31.26 Метрические и трубные резьбы — разница и применение

Метрические резьбы и их применение
Резьбовые соединения очень распространены в строительстве, технике, машиностроении, аэрокосмической промышленности и в повседневной жизни. Что такое винт и гайка знают даже дети в детском саду, так как занятия с конструктором не могут обойтись без этих деталей. Несмотря на то, что первый винт был придуман еще Архимедом, а наши древние предки широко использовали винтовые передачи в прессах для отжима масла из оливковых косточек и семян подсолнуха, а так же для подъема воды для орошения полей, идея создать настоящее винтовое соединение нашла свою реализацию только в 15 веке, когда один из швейцарских часовщиков впервые сумел при помощи простейших приспособлений выточить первый винт и гайку.
Вместе с тем, к разумной мысли о том, что резьба должна быть одинаковой во всех странах мира человечество пришло не скоро. Так, широко распространенная и привычная всем, кто хоть немного сталкивался с техникой, метрическая резьба появилась и была описана в стандартах лишь после введения единой Системы Измерений, основанной на эталонах метра, килограмма и секунды. Так что появление и широкое распространение метрической резьбы датируется концом 19 века. До того времени в мире господствовали дюймовые резьбы.
Главное отличие метрической резьбы от дюймовой состоит в том, что все её параметры привязаны к миллиметру, а за основу профиля самой резьбы взят равносторонний треугольник, так как все его угловые размеры одинаковы и равны 60 градусам. В стандартизации метрических резьбовых соединений важно, чтобы у гайки и болта совпадали не только угловые размеры резьбы, но и ее диаметр и шаг. Многие, особенно те, у кого имеются автомобили, сталкивались с непонятным явлением, когда винт и гайка имеют одинаковый диаметр, но винт вкрутить в гайку невозможно. Это говорит о том, что в данном месте используется резьба с меньшим шагом и для того чтобы винт вкрутился без проблем, его шаг резьбы должен быть тоже уменьшенным.
В стандартах, описывающих метрические резьбы, указано, что они должны обозначаться буквой M, а далее указывается диаметр резьбы и её шаг. Диапазон диаметров метрической резьбы лежит в пределах от одного до шестисот миллиметров. Разброс шага резьбы составляет от 0,075 до 3,5 мм. Резьбы с малым шагом применяют для измерительного инструмента, резьбы со средним шагом для нагруженных и работающих в условиях вибрации деталей и узлов, а резьбы с большим шагом применяют для крепления тяжелых несущих конструкций.
При создании стандартов метрических резьб были учтены различные допуски, которые задают степень округлости наружной кромки резьбы и отклонения от профиля, чтобы винт и гайка могли быть свободно закручены до момента упора при помощи руки.
Хоть метрические резьбы и не нашли широкого применения в уплотняемых соединениях, однако такая возможность заложена в стандарты. Так, резьба с обозначением MK применяется для самоуплотняемых соединений за счет конусности наружной и внутренней резьбы. Причем, для герметичного соединения необязательно чтобы винт и гайка были с конусной резьбой. Достаточно того, чтобы эта резьба была нарезана на винте.
Цилиндрическая метрическая резьба встречается достаточно редко. Её обозначение MJ. Главное отличие в винте, который имеет увеличенный радиус впадины на резьбе, что придает резьбовому соединению на основе цилиндрической метрической резьбы более высокие жаростойкие и усталостные качества. Такую резьбу применяют в аэрокосмической промышленности. Впрочем, в гайку с такой резьбой можно закрутить обычный метрический винт.
Несмотря на поголовное преобладание правой резьбы во всех устройствах и механизмах, все же бывает необходимо для реализации определенных функций применять левую резьбу. Метрическая левая резьба не отличается ничем от правой резьбы, кроме направления вращения, которое противоположно правым винтам. Если обычный винт закручивается по часовой стрелке, то левый в эту же сторону откручивается.
Также иногда можно встретиться с многозаходной метрической резьбой. Она отличается тем, что на болте и гайке одновременно нарезают не одну спираль, а две или даже три. Многозаходную резьбу часто применяют в высокоточном оборудовании, например, в фототехнике, чтобы однозначно позиционировать положение деталей при взаимном вращении. Такую резьбу можно отличить от обычной по двум или трем началам витков на торце.
Несмотря на очень широкое применение метрической резьбы, во многих развитых странах мира традиционно в большем ходу остаются так называемые дюймовые резьбы. А трубная резьба повсеместно измеряется в дюймах. И, несмотря на сильные отличия таких видов резьбы, сантехникам во всем мире на нужно объяснять отличия полудюймовой трубы от трехчетвертной.
Дюймовые резьбы и их применение
 Отличия дюймовых резьб от метрических в том, что угол при вершине резьбы у них составляет 55 градусов, шаг резьбы вычисляется как соотношение числа витков резьбы на дюйм длины резьбы. Под дюймом понимают расстояние, равное 2,54 см. Что первоначально соответствовало длине первой фаланги большого пальца руки человека, которое практически у всех людей одинаково.
Отличия дюймовых резьб от метрических в том, что угол при вершине резьбы у них составляет 55 градусов, шаг резьбы вычисляется как соотношение числа витков резьбы на дюйм длины резьбы. Под дюймом понимают расстояние, равное 2,54 см. Что первоначально соответствовало длине первой фаланги большого пальца руки человека, которое практически у всех людей одинаково.
Так как угол при вершине иной, чем в метрических резьбах, то совместить метрические и дюймовые резьбы не представляется возможным. В странах с метрической системой применение находят только трубные дюймовые резьбы, которые обозначают буквой G. За буквой следует дробный или целый номинал, который обозначает не величину резьбы, а условный просвет трубы в дюймах или долях дюйма. Особенностью трубной резьбы является как раз тот факт, что она учитывает толщину стенок трубы, которые могут быть толще или тоньше в зависимости от материала изготовления и рабочего давления, на которое рассчитаны трубы. Поэтому дюймовый стандарт трубных резьб понятен и принят во всем мире как исключение из метрических правил.
Кроме простой цилиндрической трубной резьбы существует и коническая трубная резьба. Она имеет такие же характеристики, что и обычная трубная, за исключением конусности, которая позволяет создавать более герметичные соединения. Обозначается буквой R для наружной резьбы и Rc для внутренней. Левая резьба помечается дополнительно буквами LH, за которыми идет числовой номинал в целых и дробных долях дюйма.
Для применения в прочих соединениях, кроме сантехники, в США и Канаде применяют дюймовые резьбы с углом при вершине 60 градусов. Существует довольно широкий соратмент этих резьб, которые различаются диапазоном шага резьбы и прочими характеристиками. Стоит отметить, что некоторые резьбы из дюймового ряда совпадают с метрическими, что в некоторых случаях может быть на руку. Например, в фототехнике диаметр присоединительной резьбы, посредством которой фотокамера крепится к штативу, одинакова во всем мире вне зависимости от страны-производителя, так как характеристики этой резьбы одинаковы и для метрической, и для дюймовой резьбы.
Однако не стоит путать английскую дюймовую индустриальную резьбу, которая была одобрена еще в 1841 году, а разработкой её занимался сам Джозеф Витуорт. Эта резьба практически повторяет трубную, так как имеет величину угла у вершины 55 градусов. Винты и гайки с такой резьбой не сопрягаются с дюймовым крепежом из Америки и Канады.
Основные разновидности трубной резьбы: особенности и отличия
Одним из простых, но достаточно надежных методов соединений водопроводных и газовых труб является резьбовое соединение. Трубная резьба, необходимая в данном случае, получается за счет создания спиралевидного углубления (канала). Нарезка витков возможна как на внешней, так и на внутренней поверхности изделия. Накатка должна соответствовать всем представленным стандартам, в противном случае качество соединения не может быть гарантировано.

Трубная резьба бывает разных видов, каждый из которых имеет свои особенности
Какой может быть резьба трубная?
Нормативные документы разрешают использование следующих разновидностей:
- Цилиндрическая. Для ее получения необходима спиралевидная нарезка с профилем, образованным равнобедренным треугольником, с углом при вершине равным 55 градусам.
- Коническая. Выполняется спиралевидная нарезка, идентичная предыдущей, но с конусностью на скошенном участке трубы, равной 1 к 16.
- Дюймовая. Угол при вершине равнобедренного треугольника в данном случае будет равен 55 градусам. В Соединенных Штатах Америки, а также в Канаде используются дюймовые цилиндрические резьбовые профили, угол при вершине которых составляет 60 градусов. Международное их название – NPSM, они производятся в диапазоне размеров от 1/16 дюйма и до 24 дюймов.
Популярность последнего варианта, дюймовой трубной резьбы, в последнее время сходит на нет. В новых трубопроводах гораздо чаще используется цилиндрическая либо же коническая нарезка.
Цилиндрический тип имеет собственное обозначение – буква «G», о наличии конической нарезки трубы говорит маркировка с буквой «R» или «К» (для конических дюймовых нарезок). Параметры метрической цилиндрической накатки освещаются в ГОСТе под номером 8724-81. Для метрической конической нарезки существует ГОСТ-25229-82, если резьба коническая дюймовая, то используется ГОСТ 6357-81.
Коническая резьба дает более прочное соединение, поэтому трубы с такой нарезкой используют в промышленности и условиях, требующей повышенной надежности
Коническая резьба используется для бытовых целей реже, в основном такой тип резьбы получил распространение при сборке гидравлических аппаратов, постройке маслопроводов и топливопроводов для автомобилей и летательных устройств. Конический тип нарезки отличается более прочным соединением, близким к монолиту. Конические накатки, предназначенные для работы под высоким давлением, производятся по американскому стандарту NPT.
Основными параметрами резьбовых соединений, помимо представленных выше разновидностей, являются такие факторы:
- Направление, расположение.
- Единица измерения профиля – дюймовая или метрическая (в мм).
- Шаг – повторяющееся расстояние между витками.
- Внутренний диаметр нарезки.
Также существует такое понятие, как нестандартные резьбы. Они бывают, например, прямоугольными или квадратными. Изготовление такого типа нарезки возможно только с условием предоставления заказчиком подробных чертежей с указанием всех индивидуальных параметров резьбы.
Чем отличается метрическая резьба от трубной?
Главным отличием между двумя видами нарезки является форма резьбового гребня и впадин. В основе метрического профиля берется равносторонний треугольник, поэтому все угловые размеры у такого типа нарезки равны и составляют 60 градусов, в то время как у дюймовой трубы угловые размеры составляют 55 градусов. Все параметры метрической резьбы привязываются к миллиметру, в то время как размеры трубной резьбы исчисляются в дюймах. Еще один нюанс – размеры трубной резьбы учитывают толщину стенок изделия, которые бывают различными в зависимости от рабочего давления, на которые рассчитаны те или иные трубы.

Параметры метрической резьбы представлены в миллиметрах, а дюймовой — в дюймах
На изделиях с метрическим типом нарезки должна присутствовать маркировка с буквой «М». Размеры метрического профиля находятся в диапазоне от 1 мм до 600 мм. Резьбовый метрический шаг может составлять от 0,075 мм до 3,5 мм. Изделия с наименьшим шагом метрической резьбы применяются для тонких работ (измерительный инструмент), со средним шагом – для создания деталей и узлов, работающих в условиях постоянной вибрации. Самые крупные метрические резьбы участвуют в постройке тяжеловесных несущих конструкций.
Это интересно! У труб с дюймовой накаткой шаг вычисляется в форме соотношения числа витков на один дюйм длины накатанной резьбы.
Дюймовая резьба, однако, встречается в промышленности и быту чаще, чем метрическая. Трубная резьба практически повсеместно измеряется в дюймах – более универсальной для водогазопроводной сферы единицы измерения.
Так как различные виды накатки имеют разные углы при вершинах, совместить два вида резьбы, даже имеющие идентичные размеры, невозможно. Для осуществления перехода с метрической резьбы на трубную необходимы специальные фасонные элементы – переходники.
Особенности круглой резьбы
Такой тип нарезки можно встретить на санитарно-технической арматуре (регулируется государственным стандартом под номером 13536-68) и на осветительных приборах, а также на цоколях и патронах для них. Эта разновидность дает возможность получения соединений, периодически подлежащих разбору. Профиль для круглых резьбовых соединений получается путем сопряжения двух дуг с одним и тем же радиусом. Резьбовый шаг всегда измеряется в миллиметрах, а в качестве обозначения используются буквы “Кр”.

Детали, используемые в бытовых целях, оснащаются обычной круглой резьбой
Конструктивные особенности круглой накатки обеспечивают ей длительный эксплуатационный срок и значительную сопротивляемость нагрузкам. Профиль не стирается даже при частом использовании. Также такая резьба может вполне успешно применяться в системах, работающих в условиях загрязненной среды. Круглый тип резьбовых соединений применяется, например, при сцепке железнодорожных вагонов.
Определение размера и типа резьбы
Параметры существующей нарезки можно определить следующими способами:
1. Использование калибров. Специальные калибры позволяют выяснить шаг и диаметр как наружной, так и внутренней накатки. Для измерения внутренней резьбы необходим цилиндрический калибр с нанесенной наружной резьбой, вкручиваемый в трубу. Правильно подобранный калибр будет вкручиваться в трубу легко, при несовпадении даже одного витка поместить калибр внутрь трубы не удастся.
Размер наружного резьбового шага определяется аналогичным способом: для этого берется калибр с резьбой на внутренней стороне и накручивается на трубу.
Недостаток данного метода очевиден: может потребоваться достаточно много времени для подбора нужного калибра, число которых в полном комплекте достигает 120.
Полезный совет! В качестве калибра может применяться штуцер или муфта, параметры нарезки которой известны.

Тип и размер резьбы можно определить при помощи калибра, вкручиваемого в трубу
2. При помощи плоских шаблонов (резьбомеров). Более простой и быстрый способ определения размера, правда, не всегда обеспечивающий точный результат, поэтому в профессиональных условиях почти не применяемый. Пластина с нанесенным профилем нарезки прикладывается к трубной резьбе (снаружи или внутри изделия). Между резьбовыми гребнями и шаблоном, подобранным правильно, не должно оставаться просветов.
Также при измерении резьбового шага используются штангенциркули и микромеры, но они годятся только для внутренней нарезки. Калибры и резьбомеры являются более универсальными приспособлениями.
Какие инструменты используются для накатки резьбы?
Процесс накатки нарезки на трубах может осуществляться при помощи ряда способов:
- Фабричный метод накатки. Труба с резьбой поступает в продажу в готовом виде.
- Механическая нарезка. Этот метод требует наличия специального оборудования, во многих мастерских для данных целей используются токарные станки. В патроне станка зажимается труба, в суппорт помещается резец для накатки резьбы. Внутри и снаружи трубы снимается фаска. Канавки нарезаются при перемещении суппорта, скорость которого необходимо настроить для более точной накатки. В целом данный метод обеспечивает максимально тонкую нарезку.
- Ручной способ накатки. В некоторых случаях, когда трубу невозможно поместить в станок (например, при необходимости нарезки резьбы на уже установленном трубопроводе), используются ручные инструменты. Для нарезки вручную потребуется метчик или специальная плашка.
Метчик используется при накатке внутренней резьбы. Хвостовик метчика вставляется в держатель, затем инструмент медленно вкручивается в полость трубы. Этот способ требует достаточных физических усилий.
Чтобы осуществить нарезку плашкой, необходимо закрепить инструмент в зажиме с одной, а лучше – двумя рукоятями. Плашка навинчивается на отрезок трубы по направлению часовой стрелки. При работе с трубами с диаметром более ½” применяются сразу два инструмента: чистовая и черновая плашка.
Перечисленные виды нарезки труб не требуют высокого уровня мастерства, обработка труб плашкой или метчиком – достаточно заурядная процедура, осуществляемая всеми сантехниками при работе с металлическими трубами. Эти методы актуальны при обработке как водопроводных, так и газовых и отопительных труб.