

Зубофрезерные станки технические характеристики
Технические характеристики зубофрезерного станка 5Д32
В операции 090 — 100 используется зубошевинговальный станок ВС Е02В-02

Рис. 28. Станок ВС Е02В-02
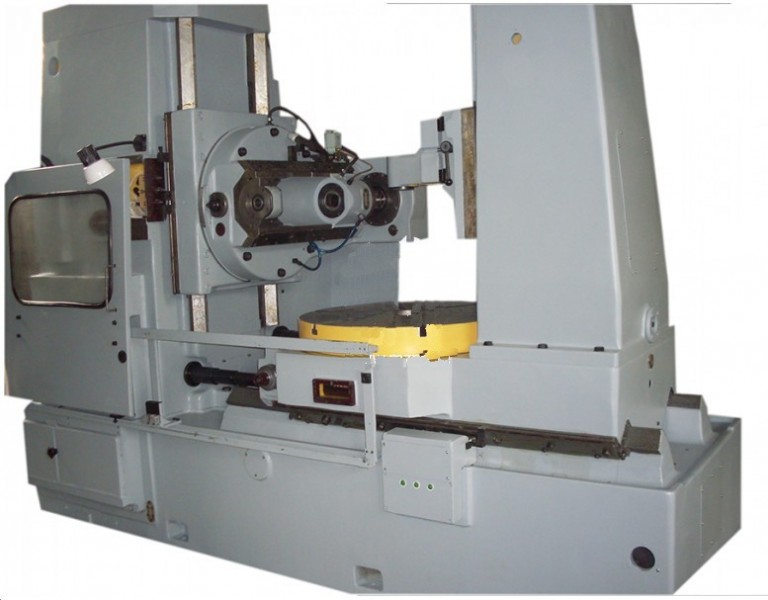
В операции 110 используется круглошлифовальный станок 3М32В

Рис. 29. Станок 3М32В
Круглошлифовальный станок 3м132в — универсальный полуавтомат, предназначенный для обработки наружных и внутренних цилиндрических и конических поверхностей методом продольного или врезного шлифования, а также для шлифования плоских поверхностей деталей типа шайб, фланцев и подшлифовки невысоких торцов на валах.
Круглошлифовальный станок 3м132в — опции
По заказу круглошлифовальный станок 3м132в может оснащаться электроприводами и электроаппаратурой, как отечественного производства, так и Siemens, Mitsubishi, Fagor и Heidenhain. На круглошлифовальных станках предусмотрена возможность установки приборов активного контроля с навесной и настольной скобами.
Круглошлифовальный станок 3м132в — описание
На круглошлифовальном станке 3м132в в обычном исполнении механизм поперечных подач шлифовальной бабки обеспечивает ручные и автоматические поперечные подачи, позволяет производить настройку на общую величину снимаемого припуска и величину припуска, снимаемого при чистовом шлифовании. Механизм обеспечивает автоматическое переключение с черновой подачи на чистовую с помощью конечного микропереключателя, размещенного в корпусе механизма.
7. Анализ применяемого режущего, вспомогательного и измерительного инструмента
Станочные приспособления соответствуют данному типу производства. В базовом техпроцессе в основном применяются неразборные специальные и специализированные наладочные приспособления.
Возможные пути улучшения базового техпроцесса:
1. Замена универсальной оснастки с ручным зажимом.
2. Использование мерительных режущих инструментов на современном оборудовании
8.Выводы из анализа и предложения по разработке проектного вариантатехпроцесса
Анализ действующего технологического процесса показал следующее:
1. В маршрутных картах неверно указан коэффициент использования материала;
2. Операционные карты заполнены не в полном объеме;
3. Длительность перемещения от станка к станку, это обуславливается габаритами и массой детали;
4. Морально и физически устаревшее оборудование.
5. Обнаружена ошибка в действующем технологическом процессе 055 операции. Указана сверлильная операции с ЧПУ, в качестве оборудования указан широкоуниверсальный фрезерный станок 6Р82Ш. Действующий технологический процесс изготовления детали можно усовершенствовать, заменить старое оборудование на обрабатывающий центр.
Для механической обработки детали «Нож верхний» целесообразно использование:
— режущего инструмента с СМП (быстросменность пластин)
— станок с ЧПУ токарно-фрезерный (выполнение большого количества операций на одном станке)
-один станочник (оператор)
Это дает возможность получить следующее:
1. Сократить требуемое количество оборудование за счет выполнения нескольких операций на одном станке, а следовательно, освободить занимаемые этим оборудованием производственные площади;
2. Снизить трудоемкость на изготовление за счет уменьшения установов, переналадок оборудования и перемещения детали;
Внедрение передового импортного режущего инструмента даст возможность снизить затраты на инструмент за счет его стойкости и снизить трудоемкость изготовления самой детали за счет более высоких режимов резания. Применение покупного инструмента позволит частично разгрузить цех подготовки производства. Однако в соответствие с указаниями Президента РФ об импортозамещении имеет смысл приобретать для выполнения фрезерных операций отечественные твердосплавные инструменты, в частности фирмы СКИФ-М [13], продукция которой в настоящее время представлена в пяти странах мира (рис. 27)

Рис. 27. Пластинки фирмы СКИФ-М
1. Ансеров М.А. Приспособления для металлорежущих станков. – М.: Машиностроение, 1966. – 652 с.
2. Анурьев В.И. Справочник конструктора-машиностроителя. Изд. 4-е, перераб. и доп. Т 1. – М.: Машиностроение, 1992. – 416 с.
3. Анурьев В.И. Справочник конструктора-машиностроителя. В 3-х т. Т. 2. – 5-е изд., перераб. и доп. – М.: Машиностроение, 1992. – 559 с.
4. Балабанов А.Н. Краткий справочник технолога-машиностроителя. – М.: Издательство стандартов, 1992. – 464 с.
5. Белоусов А.П. Проектирование станочных приспособлений. – М.: Высшая школа, 1974. – 262с.
6. Гигиенические требования к видеодисплейным терминалам, персональным электронно-вычислительным машинам и организация работы. Санитарные правила и нормы СанПиН 22.2.542-96. – Госкомсанэпиднадзор России, Москва, 1996.
7. Головин Г.Ф., Замятин М.М. Высокочастотная термическая обработка. – М.: Машгиз, 1959. – 186с.
8. Горошкин А.К. Приспособления для металлорежущих станков – М.: Машиностроение, 1971.
9. Гузенков П.Г. Краткий справочник к расчетам деталей машин. – М.: Высшая школа, 1964. – 324 с.
10. Данилевский В.В. Справочник технолога-машиностроителя. – М.: Высшая школа, 1962. – 648 с.
13. СКИФ-М твердосплавный инструментhttp://skif-m.net/ru/index.php, 2016
188.64.169.166 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Зубофрезерные станки. Конструкция, описание и технические характеристики.
Зубофрезерные станки предназначены для нарезания цилиндрических колёс с прямым и винтовым зубом внешнего зацепления с помощью фасонных дисковых, пальцевых и червячных модульных фрез. Если в зубофрезерном станке имеется помимо вертикального ходового винта радиального или тангенциального перемещения инструмента относительно заготовки, то на нём можно также нарезать червячными фрезами червячные колёса. Станок, имеющий все три выше перечисленных винта, относится к универсальным зубофрезерным станкам.
На зубофрезерных станках производят нарезание цилиндрических и червячных колес по методу обката и по методу копирования с осевой, радиально-осевой и тангенциальной подачами за один или два рабочих хода. В зависимости от расположения оси изделия станки разделяются на вертикальные (состоят из станины, инструментальной стойки фрезерного суппорта задней стойки стола для установки изделия. Вертикальные станки выполняют с подвижной в радиальном направлении стойкой или с подвижным в этом направлении столом, а также со столом подвижным в вертикальном направлении. Компоновка станков с подвижной стойкой и неподвижным столом наиболее удобна для автоматизации процесса зубонарезания.
Горизонтальные станки, предназначенные для нарезания зубьев на тяжелых деталях, выполняют с подвижной в горизонтальном направлении инструментальной стойкой а станки для нарезания колес малых размеров- с подвижным столом, несущим изделие.
Технические данные зубофрезерных станков
Профиль зуба образуется копированием или обкатом, форма зуба по длине методом касания. Зубофрезерные станки метода копирования имеют простую структуру, состоящую из групп: ФV(В1), ФS(П2), а также деления Д(В3). Станки касания-обката имеют две или три группы формообразования и не имеют группы деления: профиль зуба: ФV(В1 В2); форма по длине: прямозубые: ФS(П3),косозубые: ФS(П3 В4).
Метод копирования, когда режущие кромки инструмента соответствуют форме впадины зубчатого колеса и после нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного устройства, метод обкатки, (обрабатывающий инструмент воспроизводит движение пары зубчатых колёс), горячее и холодное накатывание.
Формообразование зубьев червячного колеса осуществляется методами радиального и тангенциального врезания. При первом методе используют винт радиального пере-мещения. Формирование боковых поверхностей зубьев по профилю и длине, а также делительный процесс осуществляются одним сложным движением Фu, (В1В2). Процесс радиального врезания зубьев фрезы в заготовку осуществляется движением Вр (П7). При втором методе используют винт тангенциального перемещения и специальную червячную фрезу с заборным конусом. Образование профиля и формы зуба по длине, а также делительный процесс осуществляются, как и при первом методе, движением Фu (В1В2). Вторым движением Фs2 (П5В6) осуществляется тангенциальное –врезание за счет конусной части фрезы и еще раз формирование боковых поверхностей.
Полуавтоматы зубофрезерные вертикальные 53А50, 53А50Н, 53А80, 53А80Н предназначены для нарезания цилиндрических и червячных зубчатых колес в условиях индивидуального и серийного производства.


Зубофрезерные полуавтоматы моделей 53А50, 53А80 и изготавливаются по классу П ГОСТ 8-71, а их модификации по классу Н ГОСТ 8-71. Станки моделей 53А50, 53А80 комплектуются суппортами с непрерывной передвижкой фрезы (с ползушкой), а модели 53А50Н, 53А80Н — суппортами с периодической (шаговой) передвижкой фрезы. По заказу Покупателя возможна комплектация зубофрезерных станокв системой ЧПУ.
Универсальный зубофрезерный станок предназначен для фрезерования цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки.


На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.
Зубофрезерные станки
Среди всего металлообрабатывающего оборудования следует выделить зубофрезерные станки. В принятой системе классификации их вынесли в отдельную группу. Станки зубофрезерные горизонтальные, вертикальные или иной разновидности применяются для получения зубчатого эвольвентного профиля. Получение сложной поверхности проводится методом обкатки.

Где применяются?
Модели зубофрезерных станков могут отличаться по достаточно большому количеству характеристик, не получили столь широкого распространения как оборудование токарной или фрезерной группы. Поэтому они применяются в:
- Машиностроительной отрасли промышленности.
- Авиационной и автомобильной отраслях промышленности.
- Приборостроении.
Универсальный зубофрезерный станок устанавливается с иным металлообрабатывающим оборудованием, так как обработка на зубофрезерных станках не позволяет изменить диаметральный размер цилиндрической формы. В продаже можно встретить модели, пригодные для применения в серийном, мелкосерийном и крупносерийном производстве.
Основные технические параметры
Данный вид станков обладает достаточно большим количеством технических характеристик. При этом настройка зубофрезерного станка позволяет провести изменение некоторых параметров, что позволяет одну панель применять для получения зубчатых колес с различными параметрами.
Зубофрезерные станки имеют следующие основные технические характеристики:
- Настройка зубофрезерного станка с учетом диаметра венца и максимального размера модуля зуба
- Важным показателем можно назвать ширину зубчатого венца.
- Проводя расчет гитары дифференциала зубофрезерного станка можно задавать режим обработки при нарезании зубьев под углом. При этом угол может устанавливаться в определенном диапазоне.
- Рассматривая универсальный зубофрезерный станок отметим, что конструкция имеет суппорт, перемещающийся в вертикальном и поперечном направлении. Важным моментом является максимальный показатель перемещения.
- Классическое устройство зубофрезерного станка имеет узел, в котором проводится крепление режущего инструмента. Ручная установка или устанавливаемые системы ЧПУ для зубофрезерных станков могут устанавливать скорость вращения режущего инструмента в определенном диапазоне.
- Устанавливаемые зубофрезерные станки имеют технические характеристики, которые определяют диапазон подачи. Она может быть ручной или механической, быть вертикальной, тангенциальной и радиальной.
- Принцип работы основан на передаче вращения от основного электродвигателя через привод режущему инструменту и креплению заготовки. Именно поэтому одним из основных показателей является мощность основного электродвигателя. Кроме этого горизонтальный или вертикальный зубофрезерный станок может иметь несколько двигателей, каждый отвечает за выполнение определенных задач.
- Различные зубофрезерные станки имеют разные габаритные размеры. Стоит учитывать тот момент, что размеры оборудования определяют не только особенности его установки, но и некоторые эксплуатационные качества. Так с увеличением габаритных размеров зачастую увеличивается ход суппорта и режущего инструмента, а также увеличиваются размеры стола.
- Вес может варьироваться также в большом диапазоне.

Формулы настройки гитар зубофрезерных станков
Гитара деления зубофрезерного станка может также существенно отличаться в зависимости от особенностей конкретной модели. Это должны учитывать проводя расчет гитары деления зубофрезерного станка.
Типовые конструктивные компоновки
Рассматривая зубофрезерный станок и принцип работы следует уделить внимание тому, какая у него компоновка. По данному показателю можно выделить следующие группы:
- Вертикальная ориентация оси заготовки. Компоновка зубофрезерных станков определяет особенности обработки, имеют подвижный стол. Компоновка применяется при производстве универсальных моделей, получивших наибольшее распространение.
- Вертикальная ориентация оси заготовки, инструмент подвижен по горизонтали. Устройство данного зубофрезерного станка имеет инструментальный суппорт, через который проводится передача осевой подачи. Данная компоновка наиболее подходит для моделей, оснащенных системой автоматизации погрузки/выгрузки заготовок. Именно подобные зубофрезерные станки с ЧПУ, принцип работы которых предусматривает автоматическую подачу заготовки, получили широкое распространение при выпуске больших партий продукции.
- Зубофрезерные станки при размещении заготовки в вертикальном направлении. Рассматривая основные узлы отметим стол, который зачастую подвижен в вертикальном направлении. Радиальная подача осуществляется инструментальной стойкой. Данные зубофрезерные станки, модели которых могут существенно отличаться в зависимости от предназначения, имеют конструкцию, которые позволяют легко их встраивать в различные автоматические линии обработки. Обработка на современных зубофрезерных станках сводится к уменьшению количеству операций, требующих вмешательства оператора.
- Горизонтальные с размещение оси заготовки в этой плоскости. Стол подвижный также в этом направлении, передает осевое вращение. Инструмент крепится на инструментальной стойке. Зубофрезерный станок данного вида получил широкое применение в сфере нарезания мелкомодульных зубчатых колес. Конструкция имеет горизонтальные направляющие для обеспечения перемещения инструментальной стойки.
- Горизонтальные станки имеют крепление для размещения заготовки в этой плоскости. Ключевая особенность заключается в неподвижности стола. Инструментальная стойка подвижная, предназначена для передачи осевой и радиальной подачи. Эти виды оборудования позволяют обрабатывать зубчатые колеса, которые выполнены в виде единой конструкции с валом.
Отметим, что расчет дифференциала зубофрезерного станка проводится в зависимости от особенностей схемы. Дифференциальный метод встречается крайне часто.

Пример кинематической схемы зубофрезерного станка
Числовое программное управление
Настройка гитары деления зубофрезерного станка проводится для изменения параметров нарезаемых зубьев. Зубофрезерные станки с ЧПУ имеет основные узлы, которые могут настраиваться под условия резания, они имеют высокую точность перемещения. Станки с ЧПУ можно охарактеризовать следующим образом:
- Могут применяться для нарезания конических шестерен, а также для конических колес. Числовое программное управление позволяет устанавливать основные режимы обработки.
- При составлении программы обработки проводится подсчет всех параметров. Однако деление венца проходит несколько иначе, настройка гитары не требуется. Это связано с тем, что вертикальный зубофрезерный станок или горизонтального типа с ЧПУ имеет подвижные узлы, положение которых и основные показатели работы настраиваются созданной программой.

Зубофрезерные станки с ЧПУ
Современное оборудование не требует серьезного вмешательства оператора, так как гитара деления зачастую отсутствует. Подобные зуборезные модели дорогие и сложны в обслуживании. Поэтому в большинстве случаев целесообразно устанавливать и использовать обрабатывающий станок, у котором есть конструкция гитары дифференциала.
Классификация по типу привода
Станки зубофрезерные имеют достаточно сложную конструкцию. Тип привода определяет то, как можно рассчитывать деление диска. Рассмотрим особенности и параметры следующих распространенных схем привода:
- Группа зубофрезерных станков с делительной червячной передачей стола. Оборудование имеет переменную толщину витка. Настраивать зазор можно в диапазоне 0,03-0,05 мм с существенным смещением червяка.
- Рассматривая описание следует уделить внимание и расположению систем. Особенности данной схемы заключаются в монтировании отдельного корпуса для делительной передачи. Делятся венцы в данном случае путем регулировки зазора. Червяк перемещается вместе с червяком в радиальном направлении относительно колеса.
- Проводить обкатку заготовки зубофрезерованием также можно при установке двух червячных передач с различным направлением витков. Этот метод регулировки универсален, представлен осевым смещением одного из червяка. Центр может смещаться на определенное расстояние в зависимости от особенностей модели.
- Есть модели, на которых устанавливается узел с зубчатой передачей. Зубчатое колесо приводится в движение гидравлическим насосом.
- Цилиндрический тип зубчатого колеса может устанавливать на шпинделе фрезы, который представлен двумя половинами. Установка зазора проводится путем смещения половин колес относительно друг друга.
- Рассматривая чертеж различных станков отметим вариант исполнения, когда оба зубчатых колеса шпиндельной фрезы имеют малую конусность зубьев. Управлять зубообрабатывающим оборудование в данном случае можно путем смещения одного колеса в осевом направлении.
- На шпинделе фрезы может устанавливать зубчатое колесо с очень большим количеством зубьев. Проводя расчет отметим, что регулировка проводится за счет замедления вращения относительно основного колеса.
Кроме этого появились и иные варианты передачи вращения. Некоторые подходят для производства, характеризующимся единичным выпуском.

Обработка на зубофрезерном станке червячной фрезой
Классификация по назначению
Еще важным показателем можно назвать назначение оборудования. Конструкция станков создается под выпуск определенной продукции. По данному показателю выделяют следующие группы оборудования:
- Резьбо-нарезные.
- Зубофрезерные станки для конических шестерен.
- Для нарезания зубьев цилиндрических колес.
- Для обработки цилиндрических колес и шлицевых валов.
- Для выпуска червячных колес.
- Резьбофрезерные.
- Для обработки торцевых поверхностей колес.
- Зубоотделочные, обкатные и проверочные.
- Шлифовальные.
Кроме этого есть оборудование, создаваемое под определенные условия обработки. Его отводят в отдельную группу.
В заключение отметим, что оборудование для нарезания зубьев выпускается самыми различными компаниями. На протяжении длительного периода на производственных линиях в машиностроительной промышленности устанавливали модели, производимые на заводах СССР. Сегодня зарубежная техника намного обходит отечественную, позволяет получать изделия с высокоточными размерами и показателем шероховатости.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Общее описание технических характеристик зубофрезерных станков
Как устроены зубофрезерные станки, их технические характеристики. Виды, область применения. Работа моделей 5К32 и 5К32А, их сравнительная характеристика.
Зубофрезерные станки является видом фрезерного оборудования, главная задача которого – нарезка червячных и цилиндрических изделий. Зуб закрепления имеет прямую форму.
Изделия обрабатываются с помощью модульных фрез, которые могут иметь разную форму. Наиболее распространенными считаются дисковые и червячные фрезы, пальцевые используются реже.
Введение
Зубофрезерный станок предназначен для создания цилиндрических изделий. Если оборудование содержит вертикальный и радиальный ходовой винт, аппарат становится пригодным для создания червячных колес. Для этого используются червячные модульные фрезы.
Наилучшими считаются универсальные зубофрезерные станки, которые содержат 3 ходовых винта.
Принцип создания цилиндрических и червячных изделий базируется на обкате и копировании заготовки. Вид обработки зависит оборудования передвижного винта.
Кроме того, станки различаются по расположению оси заготовки – вертикальные и горизонтальные. Станки разделяются на два типа, но схожи по составу конструкции.

Вертикальные станки состоят из станины и инструментальной стойки. Имеют подвижную стойку или передвижной стол, который двигается в радиальном направлении. Есть и дополнительный подвижной стол, который двигается по вертикали.
Горизонтальные станки предназначаются для работы с изготовками повышенной сложности. Подвижная стойка перемещается по горизонтали. Горизонтальные станки для нарезания изделий маленького размера имеют специальный подвижной стол, который используется для поддержки изделия.
Ниже вы найдете подробную информацию о работе станков.
Основные параметры
Давайте подробно ознакомимся с техническими характеристиками оборудования.
Как уже говорилось, оборудование предназначается для создания червячных и цилиндрических изделий, а также разделяется на 2 типа – вертикальный и горизонтальный.
Оборудование имеет прямой и винтовой зуб зацепления. Профиль детали может быть образован по-разному, в зависимости от вида обработки. Зубовая форма различается только по длине, определяется с помощью касания.

Структура оборудования с методом копирования проста и включает три группы:
- ФВ(B1).
- ФС(П2).
- Деление Д(B3).
Оборудование, которое базируется на методе обката, также разделяются на группы:
- ФВ (B1 B2) – зубовой профиль.
- ФС(П3) – прямозубый профиль.
- ФС (П3 B4) – профиль косой формы.
При копировании заготовок режущие части инструментов должны соответствовать форме зубчатого колеса. После нарезания впадин головка поворачивается, 1 впадина – 1 поворот зубьев. Для поворота используется метод деления, который осуществляется особым внутренним механизмом.
При обкатке материала, зубчатые колеса начинают непрерывно двигаться. Движение осуществляется главным инструментом обработки. От типа движения зависит тип накатывания – горячее или холодное.

Методы обработки
Изготовление червячных изделий осуществляется другими методами. Для обработки используются 2 типа врезания – радиальный и тангенциальный.
- Радиальный метод обработки – осуществляется с помощью радиального перемещающего винта. Во время работы совершается одно движение (ФУ – B1B2), которое производит деление и формирование поверхности зубьев.
Для радиальной обработки используется одно врезающее движение (БП – П7).
- Тангенциальный метод обработки – используется гораздо реже чем радиальный метод, но ничуть не хуже.
Главными рабочими механизмами являются винт тангенциального перемещения и червячная модульная фреза, с конусом в виде забора.
Для формирования зубьев и делительных операций используется такое же движение, как и при первом методе (ФУ – B1B2). Но боковые поверхности зубьев формируются 2 раза, первый уже обсудили, а второй проходит одновременно с врезанием фрезы в заготовку.
Для тангенциального врезания фрезы, а именно конусной части, осуществляется движение ФS2 – П5B6.

Примеры станков
Для примера возьмем зубофрезерные станки 53A50, 53A50H, 53A80H и 53A80 с вертикальным расположением.
Они базируются на нескольких методах врезания и используются для обработки сразу нескольких видов материалов, как червячных изделий, так и цилиндрических колес.
Станки подходят для серийного производства и домашней мастерской.
В следующих разделах вы сможете подробно ознакомиться с устройством некоторых станков, а также изучить паспорт оборудования.
Область применения
Виды фрезерного и зубофрезерного оборудования разделяются на специальные группы, которые разделяют их по назначению.
В списке металлорежущего оборудования зубофрезерные станки относятся к 5 группе. В группе оборудование занимает третье место.
Зубофрезерные станки относятся к специальной группе производительного оборудования. Назначение группы состоит в том, чтобы качественно обрабатывать червячные, зубчатые и цилиндрические изделия.
Кроме того, оборудование подходит для изготовки звездочек цепной передачи и храповых изделий.

Виды станков
Существует множество зубофрезерных станков, которые отличаются друг от друга по незначительным признакам. В нашей статье для примера будут использоваться модели 5К32 и 5К32А. Из названия можно понять, что эти модели имеют огромное сходство.
Произведен на Егорьевском станкостроительном заводе Комсомольце.
Область применения
- Фрезеровка колес цилиндрической и зубчатой формы.
- Обработка червячных изделий, с помощью передвижного радиального винта.
- Используются на малых и средних предприятиях. Подходит как для домашней мастерской, так и для небольших и средних цехов.

Метод обработки
В основе обработки лежит метод обката. С его помощью нарезают колеса зубчатой формы. Используются различные методы зубофрезерования – встречный и попутный. Подача также осуществляется по-разному: стандартными методами и по диагонали.

5К32А
Произведен на Егорьевском станкостроительном заводе Комсомольце.
Область применения
- Фрезеровка колес цилиндрической и зубчатой формы.
- Обработка червячных изделий, с помощью передвижного радиального винта.
Основное отличие от своего родственника 5К32 – узкая направленность. Если первая модель отлично подходит для малых мастерских и средних производств, то 5К32А используется на средних и особо крупных промышленных предприятиях.

Метод обработки
Для нарезания колес зубчатой формы, заготовки и фреза обкатываются и выпускают готовое колесо. Используется несколько видов зубофрезерных работ: встречный метод обработки и попутный. Подача осуществляется двумя путями: обычным и по диагонали.
При подаче по диагонали, обработка проходит особым образом. Фреза перемещается не только по собственной оси, но по длине обрабатываемого зуба. Из-за этого повышается стойкость фрезы.

Конструкция зубофрезерного полуавтомата 5К32 и 5К32А
Ниже мы рассмотрим детальное описание каждой модели зубофрезерного оборудования.
Габариты рабочего пространства
Модель 5К32А имеет более высокие габариты нежели 5К32, а значит и рабочего пространства понадобится намного больше. Теперь понятно, почему модель А хуже подходит для домашних мастерских.
Габариты рабочего пространства 5K32 и 5K32A. Схема:

Посадочные и присоединительные базы
Если взглянуть на картинку, которая показана ниже, то можно увидеть, что она схема посадочных и присоединительных баз практически одинакова для каждой модели.
У модели 5К32А есть небольшое отличие, которое также связано с её большими габаритами.
Посадочные и присоединительные базы. Схема:

Расположение органов управления
Модели станков практически идентичны по своему строению, а значит и расположение управляющих механизмов идентично.
Расположение органов управления. Схема:

Характеристика работы основных узлов
- Станина – основание станка. Закрепляет стойку суппорта и отвечает за перемещение станка.
- Стол – перемещается вдоль станины. Подает заготовки и обрабатываемые материалы
- Контрподдержка – соединяется с основным корпусом. Отвечают за перемещение откидного кронштейна.
- Суппорт – устанавливает и поворачивает фрезу.
- Каретка – перемещает суппорт в вертикальном направлении.
- Стойка суппортов – вмещает в себя несколько составляющих основного механизма, включая коробку подач и электрошкаф.
- Гидропривод.

Техника безопасности
Техника безопасности имеет ряд требований, которые должны выполняться обязательно. Пункты разделяются на несколько списков.
- Допускать к работе только обученных людей.
- Выполнять только порученные задачи.
- Рабочий должен находиться в специальной униформе.
- Скользкий пол оснащается специальным покрытием.
Требования перед началом работы:
- После принятия станка от другого рабочего убедитесь в том, что рабочее пространство находится в чистоте.
- Наличие хорошего освещения.
- Требуется проверка исправности станка. Также убедитесь в наличии требуемого количества смазки.
Требования во время работы:
- Деталь закреплять правильно и как можно надежнее.
- Для закрепления и обработки использовать специальные инструменты.
- Для установки и снятия крупных деталей использовать средства для подъема грузов.
- Не вводить руки в опасное место при фрезеровке.
Зубофрезерные станки
Зубофрезерные станки, работающие по методу огибания. Назначение и область применения станка вертикального полуавтомата. Методы работы на зубофрезерном станке, виды нарезаемых колес. Конструкция и характеристика работы основных узлов полуавтомата.

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Технические характеристики 5К32А (аналог зубофрезерного станка 5Д32)
Величина параметра, размерность
Макс. диаметр обработки
Наибольшая длина нарезаемых зубчатых колес
Наименьшее число нарезаемых зубьев
Наибольшие размеры режущего инструмента
диаметр 200 мм, длина 200 мм
Зубофрезерные станки, работающие по методу огибания
Рис. 1 Зубофрезерные станки, работающие по методу огибания
Рис. 2 Принципиальная схема настройки зубофрезерного станка
зубофрезерный станок полуавтомат
Рис. 3 Структурная схема зубофрезерного станка
Зубофрезерные станки, работающие по методу огибания, предназначены для обработки цилиндрических колес с прямыми и косыми зубьями, а также червячных колес (см. рис. 3).
При нарезании зубьев вращения фрезы и заготовки должны быть согласованы между собой. Чтобы обеспечить это условие, в станке имеется специальная цепь, принципиальная схема настройки которой показана на рис. 2. Если колесо имеет z зубьев и совершит пкоборотов, а фреза за это время сделает nф оборотов, то передаточное отношение ix между числом оборотов колеса и фрезы.
Рассмотрим формообразующие движения станка для образования профиля зубьев, для чего обратимся к структурной схеме станка (рис. 3). При нарезании прямозубого цилиндрического колеса необходимо осуществить главное вращательное движение фрезы В1. регулируемое органом настройки iv вращение заготовки B2, согласованное с вращением фрезы Вх; перемещение суппорта с фрезой параллельно оси стола П, настраиваемое органом i3. Суппорт может перемещаться или сверху вниз, или снизу вверх. При перемещении суппорта сверху вниз осуществляется встречное фрезерование, В этом случае при вращении фрезы зубья движутся навстречу срезаемому слою металла. При перемещении суппорта снизу вверх происходит попутное фрезерование. В этом случае зубья фрезы движутся попутно со срезаемым слоем металла. При попутном фрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом.
При нарезании косозубых колес к рассмотренным выше формообразующим движениям добавляется движение для образования винтовой линии (дифференциальная цепь). Это движение состоит из вращения заготовки В3 и поступательного перемещения П фрезы. Следовательно, одно исполнительное звено — стол станка — должно иметь два вращения В2 и В3 с независимыми скоростями, что возможно при наличии суммирующего механизма.
Станок зубофрезерный вертикальный полуавтомат. Назначение и область применения
Станок полуавтомат 5К32А и 5К324А зубофрезерный универсальный предназначен для фрезерования цилиндрических зубчатых колес, а также червячных колес радиальным методом в условиях среднесерийного и крупносерийного производства.
Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки методами как «попутного» так и «встречного» зубофрезерования с диагональной и обычной подачами.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Ввиду отсутствия протяжной подачи в конструкции станка червячные колеса нарезаются только методом радиального врезания.
Станок работает по полуавтоматическому циклу.
При обработке прямозубых колес в станке должны осуществляться следующие движения:
· вертикальная подача суппорта
· вращение стола и установочные перемещения суппорта
При автоматических циклах, кроме того, совершаются радиальная подача и установочные перемещения стола. При обработке косозубых колес необходимо еще дополнительное вращение стола для обработки зубьев, расположенных по винтовой линии.
При обработке червячных колес методом радиальной подачи в станке совершаются:
· радиальная подача и установочные перемещения стола
Из зоны обработки стружка отделяется транспортером в специальную тележку.
Полуавтоматы в автоматическую линию не встраиваются.
Класс точности станка Н.
Шероховатость обработанной поверхности V6.
Станок выполнен в соответствии с нормами точности по ГОСТ 659—67.
Конструкция зубофрезерного полуавтомата 5К32А
Рис. 4 Виды нарезаемых колес на зубофрезерном станке 5К32А
На станках 5К32А можно нарезать:
· цилиндрические прямозубые колеса (рис. 32, а)
· цилиндрические косозубые колеса (рис. 32, б)
· червячные колеса методами радиальной (рис. 32, в) и осевой подач
При методе радиальной подачи заготовка может подаваться на фрезу или наоборот. По методу обкатки можно также фрезеровать шлицевые валы, многогранники, нарезать зубья на цепных звездочках, храповых колесах и т. д. Для всех видов указанных специальных зацеплений применяют червячные фрезы соответствующих профилей.
Нарезание цилиндрических прямо- и косозубых колес, а также червячных колес методом радиальной подачи — это основные виды работ, к которым станок наиболее приспособлен.
Рис. 5 Методы работы на зубофрезерном станке 5К32А
Нарезание колес может осуществляться как встречным методом, при котором вертикальная подача фрезы происходит сверху вниз (рис. 33, а), так и попутным методом, при котором вертикальная подача фрезы происходит снизу вверх (рис. 33, б). При попутном зубофрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом при одновременном уменьшении шероховатости поверхности зуба.
На этом станке можно нарезать цилиндрические колеса диаметром до 800 мм (при модуле до 10 мм и вертикальном перемещении фрезы — 360 мм). Наибольший диаметр червячной фрезы, устанавливаемой во фрезерном суппорте, 180 мм при длине 175 мм. Степень точности обработки соответствует 7-му классу по ГОСТ 1643—72.
В конструкции станка предусмотрены механизмы, обеспечивающие прогрессивные методы зубофрезерования: радиальное врезание инструмента в заготовку, диагональную подачу, встречное и попутное фрезерование, возможность применения фрез большого диаметра, длины и т. п. Повышенные частота вращения фрезы и подача, значительное увеличение мощности главного привода в сочетании с высокой жесткостью станка допускают работу на повышенных режимах резания и позволяют применять острозаточенные и твердосплавные червячные фрезы.
Вертикальное расположение оси нарезаемого колеса при неподвижной суппортной стойке и подвижном столе обеспечивает необходимую жесткость и устойчивость в работе. Массивная задняя стойка, жестко соединенная со столом, обеспечивает надежную работу станка без дополнительного крепления к суппортной стойке верхней траверсой. Цикл работы станка автоматизирован. Все рабочие и вспомогательные движения: быстрый подвод заготовки к инструменту, зубонарезание, быстрый отвод колеса и инструмента в исходное положение и остановка станка — осуществляются автоматически. Уборка стружки осуществляется шнековым транспортером, расположенным внутри станины. Для зажима заготовки станок можно снабжать гидромеханическим устройством, монтируемым в столе.
Рис. 6 5К32А Габариты рабочего пространства зубофрезерного станка
Рис. 7 5К32А Посадочные и присоединительные базы станка полуавтомата
Рис. 8 5К32АОбщий вид и общее устройство станка полуавтомата
Рис. 9 5К32А, 5К324А Расположение составных частей полуавтомата
Станок служит для фрезерования зубьев цилиндрических прямозубых и косозубых, а также червячных колес методом обкатки зубьев червячной фрезы и обрабатываемой заготовки. Станок также может быть использован для фрезерования шлицев.
Общий вид и компоновка станка показаны на рис. 66.
Основные узлы станка: станина 2, суппортная стойка 9, каретка 10, суппорт 11, контрподдержка 14, панель управления 4, коробка распределения движений 3, коробка подач 19, гидропривод 1 и электрошкаф.
Конструкция и характеристика работы основных узлов полуавтомата
Станина 2 является основанием станка. На ней неподвижно закреплена суппортная стойка 9 и имеются горизонтальные призматические направляющие, служащие для перемещения стола 18 в радиальном направлении.
Стол 18 состоит из корпуса и вращающейся части. Корпус стола перемещается по направляющим станины 2 и служит для подачи обрабатываемых заготовок в радиальном направлении. Вращающаяся часть 16 предназначена для установки обрабатываемых заготовок и сообщения им вращательного движения. Кулачок 22, воздействуя на переключатель 23, отключает ход стола влево, если не сработал переключатель 24. Аналогично, кулачок 29 воздействует на переключатель 27, отключая ход стола вправо, если не сработал переключатель 26.
Контрподдержка 14 состоит из корпуса, салазок и откидного кронштейна. Корпус жестко соединен с корпусом стола 18. Салазки 13 с помощью гидроцилиндра поднимают и опускают откидной кронштейн 12, который центром (или люнетной втулкой) поддерживает верхний конец оправки и установленные на ней заготовки
Суппорт 11 предназначен для установки фрезы и поворота ее оси под нужным углом ц к обрабатываемой заготовке.
Каретка 10 служит для перемещения суппорта 11 в вертикальном направлении.
Суппортная стойка 9 имеет направляющие для перемещения каретки 10. На стойке расположены панель управления 4, коробка 3 распределения движений, коробка подач 19 и электрошкаф 15.
Гидропривод 1 состоит из лопастного насоса, напорного золотника, реле давления, манометра, двух цилиндров и гидромотора.
Один из цилиндров, управляемый краном 17, служит для подъема и опускания салазок 13 и откидного кронштейна 12. Второй цилиндр, расположенный в стойке 9, предназначен для догрузки фрезерного суппорта с целью устранения зазоров в винтовой паре, осуществляющей вертикальную подачу каретки 10. Это необходимо для повышения точности перемещения каретки, что особенно важно при «попутном» фрезеровании.
Работа станка в автоматическом цикле. На станке может осуществляться либо «попутный», либо «встречный» метод зубофрезерования.
«Попутный» метод зубофрезерования. При включении электродвигателя М2 и муфты Мф1 (рис. 67, а) совершается ускоренный подвод стола и заготовки к фрезе. По окончании подвода стола кулачок 24 (рис. 66) нажимает на переключатель 25, отключается электродвигатель М2 (рис. 67, а) и одновременно включается электродвигатель M1 и муфта Мф4. Совершается радиальная подача стола (врезание фрезы в заготовку). После врезания винт XXVII, дойдя до упора а на станине, останавливает стол, и находящийся в коробке подач переключатель отключает муфты Мф1 и Мф4. Радиальная подача прекращается. Одновременно включаются электромагнитные муфты Мф2, Мф4 и совершается вертикальная подача суппорта вверх для обработки зубьев колеса с «попутной» подачей.
После окончания обработки зубьев кулачок 5 (рис. 66) нажимает на переключатель 6, который отключает электродвигатель М1 (рис. 67, а) и муфты Мф2, Мф4, прекращается вертикальная подача суппорта. Включаются электромагнитная муфта Мф1 и электродвигатель М2; совершается ускоренный отвод стола вправо до положения, при котором кулачок 28 (рис. 66) нажмет на переключатель 26. Переключатель 26 отключает муфту Мф1 (рис. 67, а) и электродвигатель М2. Ускоренный отвод стола прекращается. Одновременно включаются муфта Мф2 и двигатель М2. Совершается ускоренное перемещение суппорта вниз, при котором кулачок 8 (рис. 66) нажмет на переключатель 7. Переключатель отключит электродвигатель М2 (рис. 67, а) и муфту Мф2. В одном случае на этом цикл обработки заканчивается.
В другом случае при нижнем положении суппорта (рис. 66) под действием кулачка 8 переключатель 7 включает реле времени и электродвигатель МЗ (рис. 67, а). Совершается перемещение фрезы со скоростью 12 мм/мин. Величину перемещения устанавливают с помощью реле времени, регулируя его в пределах от 0,4 до 180 с. По окончании перемещения фрезы реле отключает электродвигатель МЗ. Цикл движений заканчивается.
«Встречный» метод зубофрезерования. При этом методе переключение движений в станке аналогично методу «попутного» фрезерования, только вертикальная подача суппорта совершается сверху вниз, а ускоренное перемещение — снизу вверх. Соответственно изменяется назначение кулачков и переключателей.
Радиальное врезание. При этом методе работы ускоренный подвод стола, радиальная подача и ее отключение под действием винта XXVII (рис. 67, а) осуществляются так же, как и при «попутном» фрезеровании, с той лишь разницей, что после отключения радиальной подачи вертикальная подача не выключается, а фреза продолжает фрезеровать зубья по всей окружности червячного колеса.
После окончания фрезерования отключают электродвигатель M1 и все движения в станке.
Вертикальная подача. При цикле фрезерования только с одной вертикальной подачей включают электродвигатель M1 и муфту Мф2. Одновременно при «попутном» фрезеровании включается муфта Мф4 и суппорт подается вверх. При «встречном» фрезеровании вместо муфты Мф4 включается муфта МфЗ и суппорт подается вниз.
По окончании фрезерования кулачок 5 (рис. 66), нажимая на переключатель 6 (или кулачок 8 на переключатель 7), отключает электродвигатель M1 (рис. 67, а) и муфты Мф2, Мф4 (или МфЗ). Подача суппорта отключается.
5К32А Схема кинематическая зубофрезерного станка
Рис.10 5К32А Схема кинематическая зубофрезерного станка
Движения в станке. Главное движение — вращение фрезы 2 (рис. 67, а). Подачи: вертикальная — суппорта 3, радиальная — стола 5. Делительное вращение стола и заготовок. Ускоренные перемещения: суппорта, стола, передвижение фрезы, вращение стола 4.
При обработке прямозубых колес в станке должны осуществляться следующие движения: главное движение, вертикальная подача суппорта, вращение стола и установочные перемещения суппорта. При автоматических циклах, кроме того, совершаются радиальная подача и установочные перемещения стола. При обработке косозубых колес необходимо еще дополнительное вращение стола для обработки зубьев, расположенных по винтовой линии.
При обработке червячных колес методом радиальной подачи в станке совершаются: главное движение, радиальная подача и установочные перемещения стола.
Технические характеристики зубофрезерного станка 5К32А
Устройство и характеристики зубофрезерных станков
Зубофрезерный станок – это металлорежущий механизм для обработки деталей цилиндрической формы с целью получения зубчатого профиля. Существует два основных типа исполнения: горизонтальный и вертикальный. В зависимости от особенностей конструкции с помощью станка можно выполнить обработку различных типов зацепления: начиная от прямо- и косозубых колес, заканчивая образованием профиля эвольвентного типа, который, как и прочие сложные поверхности, получают методом обкатки.
По принципу действия оборудование относится к пятой группе третьего типа металлорежущих станков. Таким образом, по общепринятой классификации зубофрезерным станкам выделена отдельная группа. По сравнению с прочими приборами полуавтоматического типа данный метод обработки отличается высокой производительностью и универсальностью применения.
Устройство и принцип работы оборудования
Рассмотрим устройство станка на примере модели вертикального типа 5М324А. Ниже представлена кинематическая схема и условное изображение с указанием основных элементов конструкции.


- Станина аппарата.
- Коробка переключения скоростей.
- Распределительный механизм.
- Валик ручного перемещения каретки.
- Управление механическим перемещением каретки.
- Делитель.
- Панель управления.
- Стойка, которая крепится на станине.
- Ограничитель движения каретки.
- Ограничитель движения каретки.
- Каретка.
- Кран подачи охлаждающей жидкости.
- Суппорт.
- Кронштейн.
- Контрподдержка.
- Управление перемещением кронштейна.
- Подающий стол.
- Механизм управления ограничителями каретки.
- Механизм управления перемещением стола.
- Упор подвода стола.
- Кран управления смазкой стола.
- Упор подвода стола.
- Обрабатываемая заготовка.
- Фреза для нарезки зуба.
На схеме отсутствует место расположения главного электрического двигателя, приводящего в движение фрезу для нарезки зуба и подающий стол, на который устанавливается обрабатываемая деталь.
Особенностью данного станка является наличие отдельного электродвигателя, роль которого заключается в непрерывной работе транспортера, удаляющего стружку, образующуюся в процессе обработки.
Вращение фрезы – основное движение при обработке заготовки. Нарезка по всей длине выполняется за счет движения цилиндрического элемента вокруг своей оси. Для получения расчетного количества зубов скорость вращения подающего стола синхронизируется с количеством оборотов и передаточным отношением гитары.
Область применения
Рассматриваемые станки способны нарезать различные виды зубов с высокой точностью. Однако они не получили широкого распространения ввиду узкой специализации. Зубофрезерные работы пользуются спросом в следующих отраслях промышленности:
- автомобильной;
- авиационной;
- аграрном машиностроении;
- общем машиностроении;
- приборостроении.
Современные производители станков предлагают широкий выбор моделей, рассчитанных как на одиночные работы, так и на крупносерийное производство.
На крупных предприятиях с собственным механическим цехом, оснащенным станочным парком, зубофрезерные станки используются для выполнения единичных работ для нужд производства. Как правило, это наиболее простые модели.
Главные технические характеристики
Основными техническими характеристиками зубофрезерных станков являются:
- Максимальный размер зуба шестерни, получаемый после фрезерования.
- Ширина зубчатого венца.
- Конструктивные особенности позволяют изготавливать косые шестерни. Важной характеристикой является угол наклона зуба относительно основной оси.

- Диапазон перемещения суппорта станка в горизонтальном и вертикальном направлениях.
- Скорость вращения режущей фрезы.
- Тип (ручной или механический) и метод подачи. Различают вертикальный, горизонтальный и тангенциальный методы. При расчетах учитывают широту диапазона.
- Мощность электрического двигателя. Некоторые модели оснащены несколькими единицами, которые имеют различные функции. Такая схема реализована в рассмотренном выше станке.
- Габариты. Как правило, размеры зубофрезерного станка тесно связаны с его производительностью. Массивная конструкция позволяет увеличить размер подающего стола, суппорта, а также установить более мощный привод.
- Масса.
- Тип гитары деления.
Типовые компоновки зубофрезерных станков
При выборе оборудования важной деталью, требующей внимания, является тип компоновки. Рассмотрим существующие группы зубофрезерных аппаратов, а также возможности их модификации:
- С вертикальным расположением обрабатываемой детали. Подающий стол способен перемещаться в горизонтальной плоскости. За осевую подачу отвечает суппорт. Универсальная конструкция, которая применяется на предприятиях общего машиностроения.
- С вертикальным расположением обрабатываемой детали. Подающий стол зафиксирован, вместо него перемещается инструментальная стойка с фрезой. Данный тип позволяет сохранить расположение обрабатываемой заготовки до и после фрезерования на станке, что позволяет механизировать процесс подачи и уборки деталей. Схема применяется на серийном производстве.
- С вертикальным расположением заготовки. Подающий стол имеет возможность перемещаться в вертикальном направлении. Кроме того, он отвечает за осевую подачу. Инструментальная стойка способна перемещаться по горизонтали. Оптимальная компоновка для автоматических линий производственных предприятий.
- С горизонтальным расположением детали. Стол отвечает за осевую подачу благодаря способности к перемещению по горизонтали. Стойка перемещается радиально относительно расположения заготовки. Такие станки применяются для изготовления мелкомодульных цилиндрических зубчатых элементов.
- С горизонтальным расположением детали и зафиксированным подающим столом. Вся нагрузка ложится на стойку, которая отвечает за осевую и радиальную подачу. Валы-шестерни изготавливают на станках с подобной компоновкой.
Особенности расчета гитары дифференциала зависят от особенностей конструкции.
Виды приводов станков
Конструкция зубофрезерных приспособлений отличается высокой технологической сложностью. Производители предлагают различные схемы приводов, обладающих следующими особенностями:
- Червячный тип привода стола. Особенностью конструкции является установка дополнительного червяка с непостоянной толщиной витка, зазор которого регулируется в широком диапазоне.
- Отдельная червячная передача, устанавливаемая в отдельный блок. Регулировка осуществляется с помощью радиального перемещения.
- Универсальной считается схема, при которой на шпиндели устанавливают две червячные передачи с противоположным направлением витков. Регулировкой одной передачи изменяют текущий зазор.
- Гидравлический тип. В этом случае передача приводится в движение под действием гидравлической жидкости, подающейся с помощью насоса.
- Двойной тип. Регулировочную шестерню изготавливают из двух половин. При изменении их положения относительно друг друга происходит изменение зазора.
- Конусный. При реализации данной схемы применяют шестерни с малой конусностью. При осевом смещении изменяется зацепление и корректируется зазор.
- Многозубый. Использование многозубой шестерни, устанавливаемой на шпиндель, позволяет замедлить скорость базового колеса. Регулировка кинематической цепи выполняется торможением колеса.
При рассмотрении различных приводов стоит упомянуть об использовании зубофрезерных аппаратов с ЧПУ.

Применение числового программного управления сужает круг обязанностей оператора по причине отсутствия гитары деления. Отметим, что стоимость подобных станков достаточно высока, что не позволяет использовать их на предприятиях, имеющих незначительные объемы производства.
Зарекомендовавшие себя модели
Рассматриваемое оборудование довольно давно работает на отечественных предприятиях. Рассмотрим модели, которые зарекомендовали себя в качестве надежного и точного механизма для обработки металла:
- Зубофрезерные станки 5к32. Максимальная длина зуба составляет 350 мм, диаметр заготовки – до 800 мм, модуль нарезаемого колеса – 10 мм.
- Зубофрезерные станки 5е32. Максимальная длина зуба составляет 280 мм, диаметр заготовки – до 800 мм, модуль – 8 мм.
- Зубофрезерные станки 5а326. Величина сечения обрабатываемых деталей – от 100 до 750 мм. Модуль отличается от типа металла: по стали – 10 мм, по чугуну – 12 мм. Ширина обработки – до 280 мм.
- Зубофрезерные станки 5к310. Максимальный диаметр заготовки – до 200 мм. Модуль нарезаемого колеса – 4 мм.
Аппараты для зубофрезерных работ занимают важное место в технологической цепочке металлообрабатывающих предприятий. Современные устройства зарубежного производства, оснащенные ЧПУ, выигрывают в качестве и точности обработки станков, произведенных во времена СССР. Однако приемлемая стоимость последних делает их оптимальным выбором для небольших ремонтных мастерских. А вы заказывали изготовление шестерни для себя? На каком оборудовании производилась обработка? Поделитесь вашими впечатлениями в комментариях.