

Номер напильника от чего зависит
Виды и размеры напильников по металлу
Каждому способу опиливания соответствует определенная геометрия зубьев напильника. Геометрия зуба насечных напильников характеризуется следующими углами (рис. 38 б): угол резания δα = 106°, задний угол α = 36°, угол заострения β = 70°, передний угол ƴ отрицательный до 12—15°. Величина переднего угла по ГОСТ 1465—59 установлена до —12° для напильников с насечкой № 0, 1 и 2 и до — 15° для напильников с насечкой № 3, 4 и 5.
Геометрия зубьев напильников, изготовляемых фрезерованием и шлифованием, характеризуется следующими углами: резания δ =80—88°, задним α =20—25°, заострения β=60—63°, передним γ от + 2 до —10°. По назначению напильники разделяются на две группы: слесарные общего назначения, предназначенные для выполнения различных слесарных работ по металлу; и специальные, предназначенные для выполнения различных работ по металлу и неметаллическим материалам. Специальные напильники подразделяются на ручные и машинные.
Напильники изготовляют с насечкой следующих типов: с простой, или одинарной (рис. 38,в); с перекрестной, или двойной (рис. 38,г); с точечной, или рашпильной (рис. 38, д); с дуговой (рис. 38, е). Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.

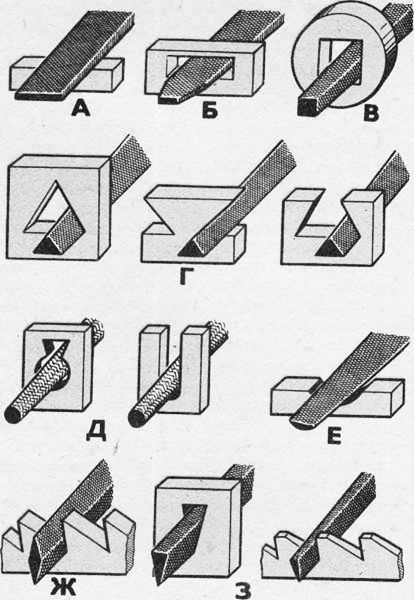
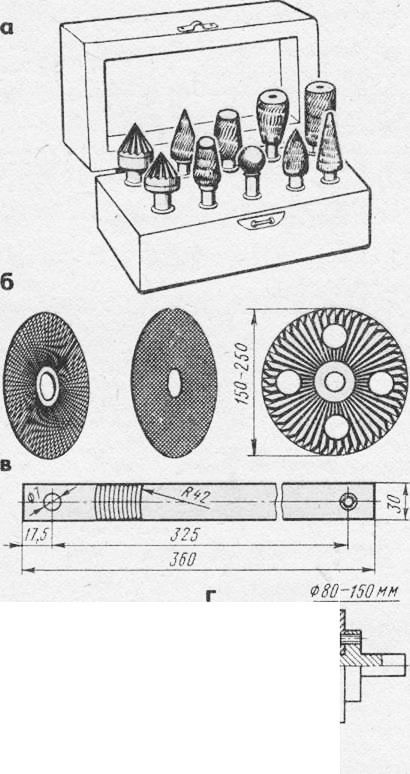
Рис. 38. Напильники:
а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
Простая, или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву). Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении слесарных напильников общего назначения. В этих напильниках основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45° (рис. 38,ж).
Такие углы наклона насечки обеспечивают высокую производительность.
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
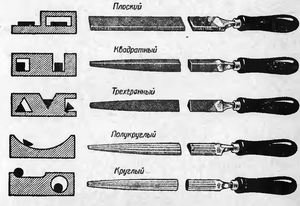
Слесарные напильники (ГОСТ 1465—59) изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
Виды насечек напильников
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2—0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02—0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54—58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876—54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35—40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513—67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54—60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3—3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
Pereosnastka.ru
Обработка дерева и металла
Напильники по назначению подразделяют на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5.
Напильники с насечкой № о и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — 0,05 — 0,10 мм. Точность обработки этим напильником не превышает 0,1 —0,2 мм.
Напильники с насечкой № 2 и 3 (личные) применяют для чистового опиливания изделий с точностью 0,02 — 0,05 мм. Снимаемый слой металла не превышает 0,02 — 0,06 мм.
Напильники с насечкой № 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,01 —0,03 мм при точности обработки от 0,01 до 0,005 мм.
Напильники делятся на следующие типы:
А — плоские, Б — плоские остроносые (рис. 137, А, Б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок;
В — квадратные напильники (рис. 1, В) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
Г — трехгранные напильники (рис. 1, Г) служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву;
Д — круглые напильники (рис. 1, Д) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
Е — полукруглые напильники (рис. 1, Е) (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
Ж — ромбические напильники (рис. 1, Н) применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов;
3 — ножовочные напильники (рис. 1, 3) служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезанным зубом.
Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 длиной: ромбические 100 — 250 мм и ножовочные — 100 — 315 мм.
Н апильники специального назначения изготовляют по ведомственным нормалям: для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для обработки бронзы, латуни и дюралюминия.
Напильники для обработки бронзы имеют двойную насечку: верхняя под углом 45°, а нижняя под углом 60°, для латуни соответственно 30 и 85°; для дюралюминия 50 и 60° Маркируют буквами ЦМ на хвостовике.
Напильники для обработки изделий из легких сплавов и неметаллических материалов. Напильники общего назначения, применяемые слесарями при обработке изделий из легких и мягких сплавов (алюминий, дюралюминий, медь, баббит, свинец) и неметаллических материалов (пластмасса, гетинакс, текстолит, оргстекло, дерево, резина и т. д.), имеют мелкую насечку, поэтому при работе быстро забиваются стружкой и выходят из строя. Применяют напильники со специальной державкой, позволяющие устранить указанные недостатки. Этот напильник имеет размеры 4 х 40 х 360 мм и насечку в виде дуговых канавок для выхода стружки при значительно увеличенном шаге по сравнению с драчевыми напильниками общего назначения. Производительность работы такими напильниками повышается в два-три раза.
Тарированные напильники применяют во всех случаях, когда требуется проверять твердость в малодоступных для алмазного наконечника прибора частях изделия (боковой профиль зуба зубчатого колеса, режущее лезвие фрезы и др.) и при контроле твердости непосредственно в цехе у рабочего места закальщика. Напильники тарируются на определенную твердость в зависимости от твердости изделий. Они отличаются от соответственно нормализованных напильников повышенным и стабильным качеством.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструмента и штампов. Алмазный напильник представляет собой металлический стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен очень тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
Надсрили. Небольшие напильники называют надфилями, их поименяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Надфили имеют такую же форму, как и слесарные напильники. Изготовляют надфили из стали У13 или У13А, допускается У12 или У12А. Длина надфилей установлена равной 80, 120 и 160 мм. На рабочей части надфиля на длине 50, 60, 80 мм наносят насечки зубьев. Надфили имеют перекрестную (двойную) насечку: основную — под углом А. = 25° и вспомогательную со = 45°. Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на каждые 10 мм длины, надфили разделяют на пять типов: № 1, 2, 3, 4 и 5. В зависимости от типа надфили имеют от 20 до 112 насечек. На рукоятке каждого надфиля наносится номер насечки: № 1 —20 — 40 насечек; № 2 – 28-56; № 3,4 и 5 – 40-112 насечек на 10 мм длины.
А лмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента. Надфили изготовляют из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения. При обработке надфилями получают поверхности 9 —10-го классов шероховатости.

Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, дерево, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
В зависимости от профиля рашпили общего назначения подразделяют на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой №1—2 и длиной от 250 до 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патрйнах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков. Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения.
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники — это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных точил. Диск изготовляют диаметром 150 — 200 мм и толщиной 10 — 20 мм. Зубья фрезерованные или насеченные.
Диски закрепляют с помощью приспособления.
Пластинчатые напильники представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
Напильники по металлу: классификация и виды
 Шлифовка металла не всегда выполняется с помощью электроинструмента. Иногда для таких работ используют напильники, главное, правильно подобрать их. Этот инструмент бывает двух типов – для работ по металлу и дереву. Напильники, предназначенные для металла, являются более твердыми, чем собратья, используемые для древесины. Это объясняется тем, что поверхность металла обрабатывается гораздо труднее дерева.
Шлифовка металла не всегда выполняется с помощью электроинструмента. Иногда для таких работ используют напильники, главное, правильно подобрать их. Этот инструмент бывает двух типов – для работ по металлу и дереву. Напильники, предназначенные для металла, являются более твердыми, чем собратья, используемые для древесины. Это объясняется тем, что поверхность металла обрабатывается гораздо труднее дерева.
Производятся такие инструменты из очень твердой стали, а отличаются друг от друга разными формами и размерами надсечек. Такое разнообразие привело к тому, что простому обывателю довольно сложно разобраться в том, для каких целей предназначен тот или иной инструмент. Для улучшения ситуации была разработана их классификация, которая действует и в настоящее время.
Особенности напильника
 Несмотря на то, современные технологии достигли больших высот, для работ по металлу по-прежнему используется напильник. Его предназначение – при помощи послойного стачивания поверхности какой-либо детали придать ей необходимую форму и размер.
Несмотря на то, современные технологии достигли больших высот, для работ по металлу по-прежнему используется напильник. Его предназначение – при помощи послойного стачивания поверхности какой-либо детали придать ей необходимую форму и размер.
Напильник является режущим инструментом. Внешний вид его представляет собой брусок, для изготовления которого применяется сталь особой марки. Поверхность его иссечена по особому шаблону.
На суженном хвостовике конусообразной формы имеется пластмассовая или деревянная ручка. Она предусмотрена только для того, чтобы работающему с инструментом было удобно. Если вдруг она слетит, то ее можно легко заменить на другую.
Виды насечек
Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
 Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу.
Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу.
Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы.
Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров. Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, — это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше.
Типы напильников
Инструмент по своему предназначению бывает:
- общего назначения;
- надфили;
- специального назначения;
- рашпили.
 Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие.
Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. д. Характеризуются они небольшой длиной бруска и насечками 5 класса. Чаще всего оснащаются они двойной насечкой. Используют такой напильник для обработки мелких деталей или таких мест, куда не добраться обыкновенными слесарными инструментами.
Рашпили бывают 3-х видов: общего назначения, копытные и сапожные. Их отличительной чертой является большая длина и большие зубья. В основном рашпили бывают полукруглые, круглые, плоские с острыми и тупыми носами.
Форма напильников
По тому, какую форму имеет инструмент, можно определить сферу его применения:
-
 плоские остроносые или просто плоские используются для обработки плоских поверхностей;
плоские остроносые или просто плоские используются для обработки плоских поверхностей; - квадратные, с помощью которых происходит распиливание отверстий многоугольной, квадратной и прямоугольной формы;
- трехгранные, которые используются для обработки в канавках, отверстиях и пазах;
- с помощью полукруглых инструментов осуществляется обработка больших отверстий и вогнутых поверхностей, имеющих значительный радиус кривизны;
- круглые используются для обработки вогнутых поверхностей с небольшим диаметром или овальных и круглых отверстий;
- ромбические предназначены для работ с зубчатыми деталями;
- ножовочные инструменты используются для выборки канавок и узких пазов.
Большое количество работ выполняют всего тремя видами напильников: круглым, треугольным и плоским. Эти виды должны быть трех основных групп: рашпили, надфили и общего назначения.
Заключение
 Напильник является довольно простым инструментом, использование которого не вызывает никаких трудностей. Шлифовальные работы, которые осуществляются этим инструментом, считаются гораздо безопасными, чем если бы использовался электроинструмент. Единственная трудность – это правильно выбрать напильник по металлу, однако, изучив тщательно все тонкости, это не составит никакого труда.
Напильник является довольно простым инструментом, использование которого не вызывает никаких трудностей. Шлифовальные работы, которые осуществляются этим инструментом, считаются гораздо безопасными, чем если бы использовался электроинструмент. Единственная трудность – это правильно выбрать напильник по металлу, однако, изучив тщательно все тонкости, это не составит никакого труда.
Напильник. Виды и работа. Применение и заточка. Чистка, особенности
Напильник – это ручной инструмент, предназначенный для обработки металла. Он может применяться и для других твердых материалов, таких как пластик, текстолит и пр. Использование напильника позволяет провести шлифовку неровностей или подогнать изделие под требуемые параметры, расширив его диаметр или укоротив. Он изготовляется из твердой инструментальной стали, что делает его более жестким, чем большинство металлов, которые им обрабатываются.
Особенности конструкции и виды
Инструмент представляет собой стальную полоску с насечкой, которая крепится в деревянной или пластиковой рукояти. Насечка напильника бывает различных размеров, которым соответствует определенный номер от 0 до 5. Самая крупная насечка №0, а самая мелкая – №5.
По номерной классификации напильники бывают:
- Драчевые (№0-1 до 12 насечек на 1 см поверхности) – имеют крупные зубцы, которые позволяют сцарапывать слой толстой ржавчины, откалывая ее от чистого металла.
- Личные и полуличные (№2-3 от 13 до 44 насечек на 1 см поверхности) – используются для обработки любого металла, убирают лишнюю толщину.
- Бархатные (№4-5 от 45 до 80 насечек на 1 см поверхности) – применяются при чистовой обработки, для достижения максимальной гладкости заготовки.
Чем крупнее зубья, тем больше металла можно снять. При обработке высокой и редкой насечкой поверхность заготовки покрывается глубокими бороздами, поэтому для комфортной обработки нужно начинать с меньшего номера напильника и постепенно переходить на совсем мелкую насечку, что нужно для достижения максимальной гладкости поверхности, если это необходимо.
Стоит учитывать, что напильник с очень мелкой насечкой быстро забивается снятой стружкой, поэтому нуждается в периодической очистке, поскольку в противном случае съем слоя металла прекратится. Кроме этого, нужно отметить, что скорость работы инструментом бархатного типа в десятки раз ниже, чем у драчевого.
Типы насечек
Напильник имеет не только отличие по размеру зубьев насечки, но и по особенности ее нанесения:
- Одинарная.
- Крестовая.
- Дуговая.
- Рашпильная.
- Штампованная.
Простая или одинарная насечка может применяться для обработки цветных металлов. Она быстро снимает слой заготовки и хорошо очищается от стружки. При работе такой инструмент сильно дребезжит, что приводит к быстрому уставанию рук. Нужно отметить, что особенность угла наклона зубьев не позволяет обрабатывать твердые металлы. Сами насечки нанесены под углом 25-30 градусов.

Крестовая насечка подходит для обработки стали, чугуна и бронзы. Ее зазубрины пересекаются, образовывая ромбы. Угол наклона основной насечки составляет 25, а вспомогательной 45 градусов. Такой напильник довольно быстро забивается стружкой, поэтому для мягкого металла не подходит. Чтобы обеспечить продуктивную и комфортную работу важно позаботится о наличие щетки по металлу, которой нужно периодически смахивать стружку между зубьями на полотне инструмента.

Дуговой тип насечки подходит для работы с цветными металлами, а также твердой древесины, такой как бук, дуб и пр. После такого напильника на заготовке оставляются довольно аккуратные царапины, которые легко зашлифовываются.

Рашпильная или точечная насечка используется в основном для быстрого снятия окалины или наслоения ржавчины на черном металле. Особенно она эффективна для грубой обработки древесины.

Штампованная насечка используется по такому же предназначению что и рашпильная. Ее особенности заключается в наклоненных под углом зубьях, которые цепляют заготовку как крюки, сдирая ее толщину. При работе образовываются грубые борозды. Зубцы стираются довольно быстро, поэтому такой инструмент лучше не использовать на твердых металлах. Он превосходно работает с древесиной. При обработке алюминия полотно быстро забивается стружкой, которая плохо извлекается.

Разновидности форм
Что касается форм напильников, то они бывают:
- Плоские.
- Квадратные.
- Круглые.
- Полукруглые.
- Трехгранные.
Плоские напильники подходят для обработки крупных заготовок, с большой площади снятия. Они выпускаются разных размеров и как правило имеют насечку с обеих сторон, что позволяет перевернуть инструмент и продолжить работу при забивании одной из них.

Квадратный напильник имеет насечку на всех четырех сторонах. Это позволяет вести обработку прямых углов в двух плоскостях. С их помощью можно убрать лишний слой. Такой инструмент выпускается с различной жесткостью зубьев. Встречаются квадратные напильники длиной до 50 см, которые позволяют проводить ускоренную обдирку металла.

Круглые напильники являются отличным решением для подготовки скругленного или идеально круглого отверстия. С его помощью можно увеличить внутренний диаметр, подогнав его под требуемые параметры.

Полукруглый тип применяется в тех случаях, когда нужно обработать скругленную поверхность. Ширина такого напильника больше чем у идеально круглого, что исключает вероятность избыточного углубления поверхности в одной точке, нарушив требуемую геометрию.

Трехгранный напильник применяется для опиливания внутренних не прямых углов. Все грани инструмента имеют насечку, часто она отличается высотой или углом нанесения, что делает такой инструмент универсальным. Трехгранный тип подходит и для плоских поверхностей. При этом работать с ним менее удобно, чем с прямым напильником, в связи с небольшой рабочей площадью насечек.

Как сохранить напильник в рабочем состоянии
Для того чтобы напильник как можно дольше оставался в рабочем состоянии его нужно очищать после каждого применения. Для этого применяется щетка по металлу. Если оставить стружку в углублениях полотна, то со временем она под влиянием коррозии или окисления плотно прикипит, поэтому избавится от нее будет гораздо труднее.
Не стоит обрабатывать грязные или мокрые поверхности. Напильники делают из твердой инструментальной стали, которая подвержена ржавлению. При появлении следов коррозии полотно начинает гораздо менее эффективно цеплять металл заготовок, что усложняет работу. Также желательно избегать поверхностей со смазкой или машинным маслом. Попавший в насечку жир вызовет налипание пыли, что тоже снизит продуктивность зашлифовки.
Заточка напильника лимонной кислотой
Со временем даже самый качественный инструмент из твердой стали постепенно теряет остроту, в результате чего приходит в негодность. Напильники нельзя заточить как ножи, стамески или долота, поэтому многие просто выбрасывают их на мусор или перетачивают в зубило. На самом деле даже напильники можно заточить, не прикладывая для этого никаких усилий. Все что требуется – это лимонная кислота.
Сначала инструмент нужно очистить от забившейся стружки с помощью щетки по металлу. После этого полотно следует промыть моющим средством для посуды или чистки плиты. Это нужно для удаления остатков грязи и жира. Для максимального эффекта можно воспользоваться зубной щеткой, чтобы обработать каждый миллиметр инструмента. После этого нужно подготовить раствор лимонной кислоты, для этого требуется взять вертикальную емкость с водой. Это может быть пластиковая бутылка или стеклянная банка, подходящая по высоте. В нее следует засыпать и растворить лимонную кислоту. Чем крепче раствор, тем быстрее эффект, но не стоит использовать сразу всю пачку – это будет чрезмерно!

Рабочая часть напильника должна полностью погрузиться в кислый раствор, таким образом, чтобы все полотно с насечками было закрыто. Рукоять должна остаться снаружи. Длительность настаивания инструмента в растворе зависит от концентрации и стали, из которой изготовлено полотно. Раз в несколько часов нужно извлечь напильник и оценить его остроту. Для этого можно воспользоваться любой нежирной заготовкой. После каждого испытания инструмент нужно очистить щеткой, чтобы смахнуть опилки. При этом важно стараться не касаться полотна руками, поскольку оставив на нем жирные пятна от пальцев можно изолировать участок металла от химической реакции с кислотой.
Продолжительность травления полотна для заточки может занимать от нескольких часов до суток, если раствор совсем слабый, а сталь очень качественная. Также возможно применение и других кислот, вступающих в химическую реакцию с черным металлом. При этом нужно учитывать, что более сильные растворы выделяют опасные пары, которые лучше не вдыхать.
Виды напильников. Назначение напильников.
В зависимости от величины зуба, насечки и числа зубьев, приходящихся на 1 см длины напильника, насечкам присвоены соответствующие номера:
№ 1-драчевые напильники, у которых на 1 см длины приходится 5-13 зубьев (крупная насечка);
№ 2- личные напильники, у которых на 1 см длины приходится 13-25 зубьев (средняя насечка);
№ 3, 4, 5 и 6 — бархатные напильники с числом зубьев на 1 см длины 25-80 (самая мелкая насечка).
Напильники могут иметь одинарную или двойную (перекрестную) насечку.
Применение напильников того или иного класса зависит от характера выполняемой работы, т. е. от толщины снимаемого слоя металла и от требуемой точности обработки.
Драчевые напильники №1 применяют при грубой обработке, когда требуется снять большой слой металла (не менее 0,25 мм). Припуск металла, подлежащего опиливанию драчевым напильником, 0,5-1 мм в зависимости от характера обрабатываемой поверхности.
Напильник с драчевой насечкой за один ход снимает слой металла толщиной 0,08-0,15 мм и дает точность обработки 0,1-0,15 мм.
Личные напильники №2 применяют после того, как основной слой металла, подлежащий опиливанию, уже снят с детали при помощи драчевого напильника. На долю обработки личным напильником обычно оставляется припуск не более 0,15-0,35 мм. Личный напильник снимает слой металла толщиной 0,02-0,08 мм, при этом достигается довольно высокая точность обработки 0,025-0,05 мм. После опиливания личным напильником на обработанной поверхности остаются настолько мелкие штрихи, что эта поверхность кажется шлифованной.
Бархатные напильники № 3, 4, 5 и 6 применяются только для самой точной отделки, подгонки, доводки деталей и шлифования поверхностей. Поверхность, обработанная этим напильником, не имеет никаких видимых глазом или ощутимых пальцами руки штрихов.
Напильники с бархатной насечкой снимают очень небольшой слой металла толщиной 0,025-0,05 мм и дают высокую точность обработки 0,01-0,005 мм.
Назначение напильников. Напильники различаются между собой не только видами насечек, но и формой поперечного сечения, т. е. профилем.
Необходимость применения различных профилей напильников вызвана большим разнообразием форм обрабатываемых деталей. Поэтому в зависимости от формы обрабатываемой детали применяются и разные профили напильников.
Плоские напильники используют для обработки плоских наружных и внутренних, а также наружных выпуклых поверхностей (рис. 106, а).
Квадратными напильниками (рис. 106, б) опиливают плоскости квадратных и прямоугольных отверстий и различных пазов. Квадратные напильники большой длины (350- 500 мм) называют брусовками и применяют при грубом (обдирочном) опиливании изделия, когда требуется снять слой металла не менее 1 мм.
Трехгранные напильники (рис. 106, в) служат главным образом для опиливания внутренних углов.
Круглые напильники (рис. 106, г) применяют для опиливания закругленных углублений и отверстий в изделиях.
Полукруглыми напильниками (рис. 106, д) опиливают вогнутые поверхности.
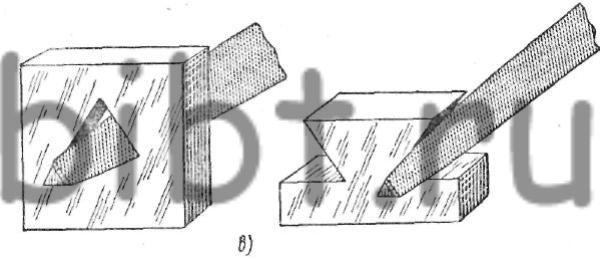
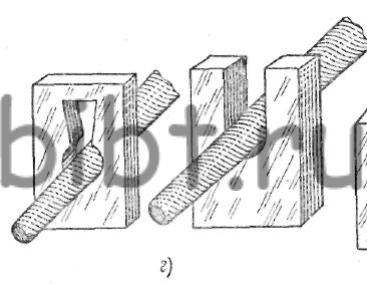
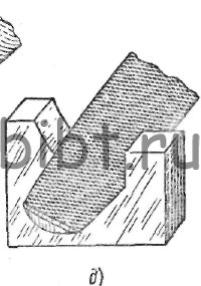
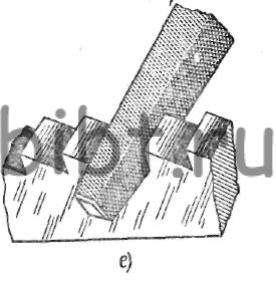
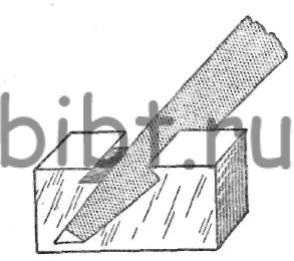
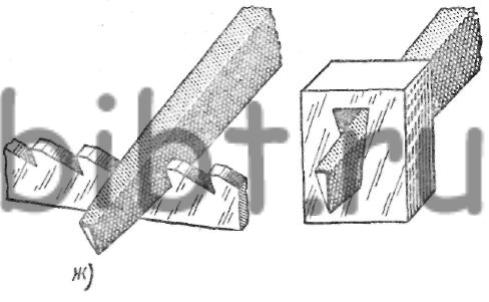
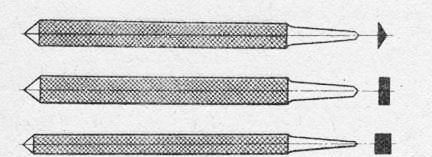
Рис 106 Формы сечения напильников:
а — плоские, б — квадратные, в — трехгранные г — круглые, д — полукруглые, е- ромбовидные, ж — ножевидные.
К специальной группе напильников относятся ножевидные (рис. 106, ж), ромбовидные (рис. 106, е), овальные напильники— диски с насечками, нанесенными по окружности и на боковых сторонах. Ими опиливают углы и наклонные плоскости.
Советы по выбору напильников
Содержание
Описание предприятия. 3
Описание режущего инструмента (напильник) 5
Описание измерительного инструмента (зубомер) 14
Список литературы.. 19
Описание предприятия
Компания ООО “Ремиос” зарегистрирована 29 октября 2008 года. Это центр компетенций в области производства оснастки и готовых изделий, выполняющий полный комплекс работ по проектированию, изготовлению и ремонту пресс-форм, штамповой оснастки и контрольных приспособлений размерами до 630х500х400 мм. Компания работает по разовым заявкам и на основе долгосрочных договоров.
Компания имеет инженерный центр, оснащенный необходимым программным обеспечением и оказывает услуги по разработке конструкторской документации, математическому моделированию (CAD / CAM / CAE) и созданию управляющих программ для различных станков с ЧПУ (Heidenhain преимущественно).
Компания ООО “Ремиос” производит пресс-формы из высококачественной стали для литья изделий из пластмасс, резины, алюминиевых и магниевых сплавов с различной степенью сложности.
По системам впрыска – холодоканальные и горячеканальные, с различными системами выталкивания и режимами работы, с автоматическим свинчиванием, с использованием, пневматики, гидравлики, электродвигателей и др.
Также компания проектирует и изготавливает формы для термопласт-формовки и выдува ПЭТ бутылок, производит вырубные и гибочные штампы.
Её производства оснащены современными обрабатывающими центрами с ЧПУ, что дает возможность использования сквозного проектирования от компьютера конструктора на обрабатывающий центр. Использование электроэрозионного оборудования расширяет технологические возможности при изготовлении пресс-форм со сложной геометрией размеров.
Также существует возможность изготовления алюминиевых пресс-форм, предназначенных для выпуска небольших партий продукции.
Работа над производством пресс-формы начинается с экономических расчетов и технической проработки изделия специалистами конструкторского отдела. Использование специализированных инженерных программ и богатейший опыт сотрудников компании позволяет по чертежам и образцам, предоставленным заказчиком, выполнить 3D-моделирование будущего изделия, оценить эргономичность его конструкции и, при необходимости, информировать заказчика о том, как его упростить, не потеряв в свойствах. Все это приводит в конечном итоге к удешевлению пресс-формы и более выгодному производству продукции.
Описание режущего инструмента (напильник)
Напильник — режущий инструмент для обработки материалов методом послойного срезания (опиливания). Представляет собой полосу (полотно) закаленной высокоуглеродистой (углерода 1,1—1,25%) стали различного поперечного сечения, на рабочих поверхностях которой создана “насечка” — режущие элементы (острые зубья). На конусообразном хвостовике напильника закреплена ручка.
Большое разнообразие форм и размеров насечек напильников привело к тому, что неспециалисту разобраться в том, для каких целей нужно использовать тот или другой инструмент, стало очень сложно. Чтобы улучшить ситуацию, была разработана классификация напильников. Эта классификация, понемногу видоизменяясь и пополняясь новыми типами инструмента, действует и поныне.

Рис.1Схема устройства напильника
Внешний вид напильника
Даже в век космических технологий большинство работ по металлу или по дереву не может обойтись без напильника. Несмотря на очень почтенный возраст инструмента, его предназначение остается прежним — методом послойного стачивания поверхности детали сформировать ей нужные размер и форму.
Отечественные напильники производят из двух групп высококачественных инструментальных сталей — легированной хромистой стали марок ШХ15 и 13Х или нелегированной улучшенной стали марок У10А — У13А.
Напильник относят к режущим инструментам. По внешнему виду напильник — это брусок из особой марки стали, поверхность которого иссечена по особому шаблону. Большинство напильников имеет прямоугольное, треугольное или круглое сечение бруска, хотя возможны и другие варианты.
На суженном конусообразном хвостовике напильника закреплена деревянная или пластмассовая ручка. Она служит исключительно для удобства работающего с инструментом, и на качество самого инструмента никакого влияния не имеет. Поэтому выбрасывать инструмент со слетевший ручкой глупо, ее легко можно заменить на другую.
Использование напильников во многом определяется видом нанесенной насечки и конфигурацией ее зубьев. Для нанесения зубьев может быть использован метод насекания, фрезерования, нарезания, протягивания и точения. Наиболее распространены сегодня напильники с насеченными на специальных станках зубьями.
В подавляющем большинстве насечка напильников бывает одинарной или двойной. Одинарная насечка позволяет снимать опилки, равные величине зубьев. Работать таким инструментом очень тяжело, поэтому в основном его используют для обработки мягких металлов, пластмассы и дерева.
Двойная (перекрестная) насечка получается путем комбинации основной, более глубокой, и вспомогательной, более мелкой, выполненной под углом к основной. Пересекающиеся насечки перемалывают образующуюся во время работы стружку. Используют такую насечку для обработки твердых металлов и сплавов.
Таблица нумерации насечек

От размера насечек на 1 см длины бруска зависит величина зубьев напильника — чем меньше насечек, тем крупнее зуб. По размеру зубьев напильники бывают от 0 до 5 номеров (всего их 6), а по форме нанесенных насечек различают насечку одинарную, перекрестную (двойную) и рашпильную.
Самые крупные зубья насечки обозначают №0 и №1. Такими напильниками пользуются тогда, когда нужно быстро снять достаточно большой слой материала (0,05 — 0,10 мм). Главным недостатком инструментов с такой насечкой является низкая точность обработки деталей — она не превышает 0,1 — 0,2 мм.
Инструмент с зубьями №2 и №3 использует тогда, когда нужно снять слой материала в пределах 0,02 — 0,06 мм. Точность их работы составляет 0,02 — 0,05 мм.
Для чистовой отделки деталей используют инструмент с точностью обработки 0,01 — 0,005 мм, с зубьями насечки №4 и №5 (их в народе называют бархатными).
Ими можно снимать слой материала не больше 0,01 — 0,03 мм.

Рис.2 Схема работы напильником
По своему предназначению напильники разделяют на несколько больших групп:
Напильники общего назначения используются для общеслесарных работ. Насечку для инструментов этой группы выполняют способом насекания, оснащая их двойной (перекрестной) насечкой. Они могут быть различной длины (от 100 до 450 мм), иметь различную форму бруска и практически все номера насечки.
Слесарные напильники для специальных работ используются в основном в промышленных условиях, так как их предназначение — устранять большие припуски при подгонке пазов и разной кривизны поверхностей, их можно использовать для обработки цветных металлов. В зависимости от выполняемых работ они могут быть плоскими, брусовками, пазовыми, двухконцевыми и других форм.
Наиболее многочисленная группа надфилей — их насчитывается целых 11 типов: плоские, круглые, полукруглые, квадратные, трехгранные, овальные, ножовочные и т.д. Отличить надфили можно по небольшой длине бруска (40, 60 или 80 мм) и насечке высшего, 5 класса.
Оснащаются надфили большей частью двойной насечкой, хотя ребра плоских надфилей могут иметь и одинарную. Применяют преимущественно для обработки мелких деталей или узких мест, куда обычными слесарными инструментами не добраться.
Рашпили подразделяются на три типа: сапожные, копытные и общего назначения. Их отличительная черта — большая длина (от 250 до 350 мм) и большие зубья насечки — она у рашпилей не бывает меньше №1. Обычно рашпили бывают круглые или полукруглые, а также плоские с тупыми или острыми носами.
Применение напильников различной формы
Форма бруска имеет очень важное значение, по ней можно сразу определить сферу применения инструмента. Напильники по способу применения бывают:
· плоские или плоские остроносые, предназначенные для обработки внутренних или наружных плоских поверхностей;
· квадратные, предназначенные для распиливания прямоугольных, квадратных и многоугольных отверстий;
· трехгранные, предназначенные для обработки в пазах, отверстиях и канавках, а также на внешней стороне деталей острых (от 60º) углов;
· полукруглые, предназначены для обработки больших отверстий и вогнутых поверхностей значительного радиуса кривизны;
· круглые, предназначены для обработки небольших круглых или овальных отверстий или небольшого радиуса вогнутых поверхностей;
· ромбические,предназначенные для работы с зубчатыми деталями;
· ножовочные, предназначенные для выборки узких пазов, канавок, для обработки внутренних углов, а также плоскостей в отверстиях квадратной, ромбовидной или прямоугольной формы.

Рис.3 Способы применения напильников различной формы
Такое разнообразие инструментов одного вида может запутать даже специалиста. Если вы не занимаетесь профессионально работой по металлу или дереву, а пользуетесь напильником от случая к случаю, то вовсе не обязательно приобретать для домашней мастерской инструменты всех размеров и форм. Большинство операций можно выполнить всего тремя разновидностями напильников — плоским, треугольным и круглым, но зато нужно, чтобы эти виды были всех трех основных групп: слесарные общего назначения, надфили и рашпили. Когда они будут в вашей мастерской, то вам по плечу будет любая задача.
В прямой зависимости от марки материала, его термической обработки и качества выполнения насечки находится срок службы инструмента.
Профессионалы советуют выбирать инструмент, имеющий равномерный стальной цвет поверхности, четко видимую насечку без малейших признаков дефектов. Если на поверхности вы обнаружите разводы, следы ржавчины или масляные пятна, то такой инструмент однозначно лучше не брать, долго вы им пользоваться все равно не будете.
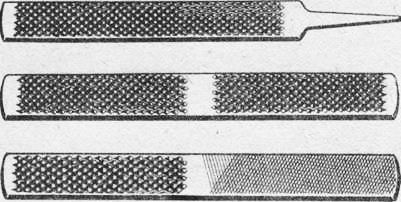
· Одинарная насечка — наносится под углом 70° к продольной оси напильника, иногда — под 45°. Она снимает широкую стружку с обрабатываемого материала и предназначена для получения поверхности с небольшой шероховатостью;
· Двойная (перекрестная) насечка — представляет собой комбинацию одинарной насечки и менее глубокой вспомогательной, сделанной под углом к одинарной. Точки пересечений этих насечек разламывают образующуюся стружку в процессе опиливания. Такая насечка основная для слесарных напильников;
· Двойная («oberg») — с более редкой (в 2—3 раза) вспомогательной насечкой. Занимает промежуточное положение между одинарной и двойной насечками по эффективности и чистоте обработки поверхности;
· Рашпильная (точечная) насечка — применяют для обработки очень мягких металлов и неметаллических материалов – кожи, резины и др. Рашпильная (точечная) насечка получается вдавливанием металла специальными зубилами;
· Дуговая насечка — напильники с дуговой насечкой применяют при обработке мягких металлов. Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей.
В зависимости от обрабатываемого материала пользуются той или другой формой насечки напильника. При обработке мягких металлов, которые имеют сравнительно небольшое сопротивление резанию, применяют напильники с крупной однорядной насечкой. Для обработки алюминия или меди применяют напильники специального назначения для обработки цветных сплавов, которые, в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Для обработки же более или менее твёрдых металлов (сталь и чугун), с большим сопротивлением резанию, применяют напильники с двойной, перекрёстной насечкой. Пилить их широкими зубьями было бы очень трудно.
Классы (размеры) насечек.
Размер насечки — это количество зубьев на 1 см длины полотна напильника.
По числу насечек (зубьев), приходящихся на 1 cм длины, напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4, и 5.
· Драчевые напильники (насечка 0 и 1) — самая грубая насечка, имеет малое число зубьев на 1 см;
· Личные напильники (насечка 2 и 3) — средняя насечка, число зубьев на 1 см больше предыдущей;
· Бархатные напильники (насечка 4 и 5) — мелкая насечка, самое большое число зубьев на 1 см.
В основном, чем грубее насечка, тем выше скорость удаления материала.
Длинные напильники имеют более крупную насечку, чем короткие. Во всех случаях, когда надо снять большой слой материала, пользуются напильниками с крупной насечкой. При этом поверхность получается грубая, покрытая царапинами и неточная. Если же требуется получить гладкую и более точную поверхность, то применяют напильники с более мелкой насечкой. Поэтому, когда надо снять большой слой металла и получить гладкую поверхность, то сначала опиливают напильником с крупной насечкой, а затем отделывают напильником с мелкой насечкой.
Одно и то же количество зубьев на 1 см, но на напильниках разной длины будет относиться к разным размерам насечки. Например: 20 зубьев на 1 см при длине напильника 200 мм — личная насечка, столько же зубьев на 1 см на напильнике 300 мм — бархатная.
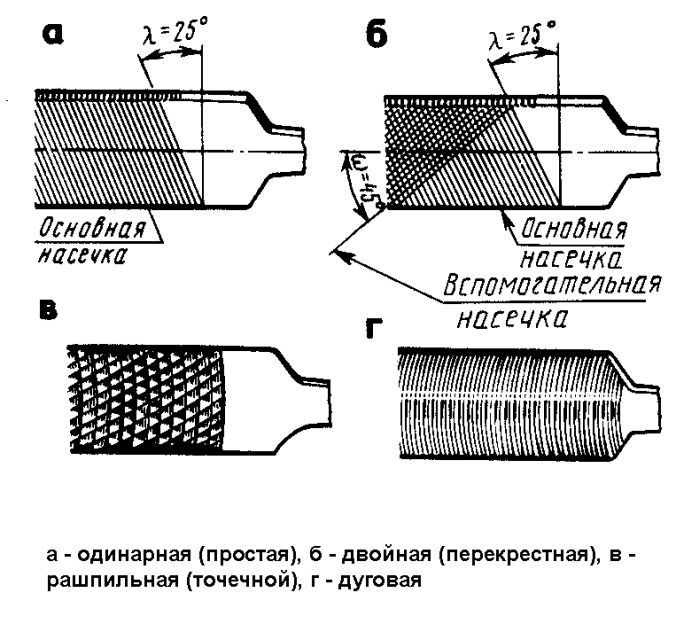
Рис.4 Виды насечек
Советы по выбору напильников
· Специалисты-практики рекомендуют приобретать напильники отечественного изготовления. При высоком качестве стали они характеризуются приемлемой стоимостью, в отличие от импортных изделий.
· В доме желательно иметь несколько типов напильников, разных номеров и профиля. Работать одним и тем же в различных ситуациях и малоэффективно, и долго.