
Нагрузка для сварочного инвертора при ремонте
Расчет универсальной нагрузки для диагностики сварочных аппаратов
Появление малогабаритных сварочных аппаратов(СА)инверторного типа значительно расширило парк СА. Увеличилось и количество обращений в ремонтные мастерские, связанные с ремонтом сварочных аппаратов. После ремонта любой сварочный аппарат требует испытания на соответствие своим техническим параметрам, заявленным в паспорте. К таким параметрам, прежде всего, относятся:
— напряжение холостого хода;
— минимальный сварочный ток;
— максимальный сварочный ток;
— продолжительность нагрузки ПН%;
Для определения последних трех параметров требуется мощная универсальная нагрузка, позволяющая имитировать работу СА на электрическую дугу. В качестве такой нагрузки зачастую используется балластный реостат типа РБ-315 (1) или генератор статической нагрузки фирмы TEL-WIN (2). Как известно из теории и практики электродуговой сварки (3), напряжение дуги при ручной сварке покрытыми электродами определяется формулой:
где Ud — напряжение на дуге в Вольтах, Id — ток дуги в Амперах;
В соответствии с этой формулой составляется таблица зависимости напряжений Ud от тока ld. Ручкой регулировки тока на СА выставляют требуемую минимальную или максимальную величину тока. Диагностируемый СА нагружают на балластный реостат, который с помощью имеющихся у него переключателей позволяет задавать различные сопротивления нагрузки. С помощью переключателей балластного реостата подбирают такое сопротивление нагрузки, при котором измеряемое напряжение на выходе СА и измеряемый ток нагрузки соответствовали бы имеющимся табличным значениям сварочной дуги. Таким способом можно определить реальный ток на выходе испытуемого СА. Этот процесс измерения сварочного тока требует определенных трудозатрат, так как подобрать сразу необходимое сопротивление балластного реостата, как правило, не удается.
Для упрощения процесса измерения параметров СА автор предлагает следующий универсальный имитатор нагрузки для сварочных аппаратов (далее — ИНСА).
ИНСА представляет активную нагрузку, состоящую из проволочной спирали R сопротивлением 0,04 Ом, включенной последовательно со стабилизатором напряжения (J1 20 В.

Рис. 1 Эквивалентная схема ИНСА
Как видно из эквивалентной схемы (рис.1), напряжение Ud, приложенное к зажимам этой схемы, будет соответствовать вышеприведенной формуле при произвольных значениях тока ld. Таким образом имитатор нагрузки СА будет являться эквивалентом сварочной дуги и с его помощью можно имитировать сварочный процесс без получения электродугового разряда с температурой 5000. 7000 °С и без необходимости использовать все сварочные аксессуары (защитная маска, электрод, электрододержатель).
Максимально допустимый ток стабилизатора напряжения U1 должен быть не менее максимального тока диагностируемых СА .

Рис.2. Функциональная схема ИНСА
На рис. 2 показана функциональная схема предлагаемогоимитатора нагрузки, рассчитанного на максимальный ток 300 А.
Выходные кабели испытуемого СА подключаются к зажимам IN1, IN2 имитатора нагрузки. Напряжение с выхода СА подается на диодный мост VD1 и на схему выделения напряжения А1. Диодный мост VD1, рассчитанный на максимальный ток диагностируемых сварочных аппаратов, необходим для того, чтобы имитатор нагрузки можно было использовать для испытаний СА постоянного и переменного токов. На выходе схемы выделения напряжения А1 вырабатывается напряжение 2Uvd, равное напряжению падения на двух диодах выпрямительного моста VD1. Это напряжение поступает на вход сумматора АЗ и вычитается из опорного напряжения 20 В, поступающего на второй вход сумматора. С выхода сумматора АЗ напряжение, равное (20-2Uvd), поступает на инверсный вход стабилизатора напряжения U1 (обведен пунктиром). Стабилизатор работает с последовательно включенным резистором R2. Принцип работы стабилизатора напряжения U1 аналогичен работе микросхемы TL431 — трехвыводного регулируемого параллельного стабилизатора [4]. На прямой вход стабилизатора поступает напряжение с преобразователя А2, который преобразует действующее (среднеквадратичное)значение напряжения, снимаемого с точки соединения проволочных резисторов R1 (0,04 Ом) и R2, в постоянное напряжение [5]. Посредством операционного усилителя DA1, силового транзистора VT1 и проволочного резистора R2 в точке соединения резисторов R1 и R2 поддерживается стабилизированное напряжение, равное величине (20-2Uvd) В. Номинал резистора R2 определяется максимальным значением тока ld_max из выражения: ld_max=(20-2Uvd)/(R2+Rsd), где Rsd — сопротивление открытого состояния силового MOSFET-транзистора VT1. Для ld_max=300 А значение R2=0,05 Ом.
Резистор R0 используется в качестве шунта для измерения величины тока ld. При токе величиной 300 А падение напряжения на нем равно 75 мВ. Напряжение с этого шунта подается на схему выделения действующего значения тока А4 и, далее, на регистратор тока А. Входное напряжение Ud на входе ИНСА определяется по формуле:
Поскольку величина падения напряжения на резисторе R0 не превышает 75 мВ, то последним слагаемым ldxR0 можно пренебречь. Таким образом, получаем:
То есть, напряжение Ud на входе имитатора нагрузки будет соответствовать необходимому напряжению дуги при ручной сварке.
Кроме этих узлов функциональная схема имеет блок питания А5 (DC/DC-преобразователь), формирующий напряжение питания и опорное напряжение вышеперечисленных узлов, и вентилятор FEN для охлаждения диодного моста VD1 и транзистора VT1. Таким образом, вышеописанный ИНСА будет представлять из себя конструкцию, на передней панели которой размещаются амперметр (регистратор тока) и две клеммы для подключения кабелей от диагностируемого СА. Подключение к внешнему источнику питания ИНСА не требуется — все электронные узлы, включая вентилятор охлаждения, питаются от диагностируемого сварочного аппарата. Измерение выходного тока СА будет предельно просто — нужно подключить сварочные кабели к клеммам имитатора и снять показания регистратора тока.
Основной вопрос при разработке данного имитатора — это правильное определение теплового режима элементов конструкции. Для этого в первую очередь необходимо определить максимальную мощность, выделяемую на диодном мосте VD1 и силовом транзисторе VT1.
Мощность, выделяемая на диодном мосте VD1, вычисляется по формуле:
Максимальная мощность будет выделяться при максимальном токе Id_max.
Для ld_mах=300 А И Uvd= 1,5 В (падение напряжения на одном диоде) получим Pvd_max=900 Вт.
При условии, что ток, потребляемый блоком питания А5, много меньше тока ld, мощность, выделяемая на силовом транзисторе VT1, равна
Максимальная мощность Рvt_max будет выделяться при токе ld=(20-2Uvd)/2R2=17/0,1 = 170 А и составит Рvt_mах=170х(20-2х1,5 -170×0,05)= 1445 Вт. Исходя из этих значений мощностей: Pvd_max=900BT И Pvt_max=1445 Вт Необходимо рассчитывать эффективную площадь радиатора охлаждения, на котором будут устанавливаться диоды моста VD1 и силовой транзистор VT1.
Можно отказаться от диодного моста VD1 и заменить его вторым стабилизатором напряжения U2 противоположной полярности, включенным последовательно со стабилизатором U1, как показано на рис. 3.

Рис. 3. Функциональная схема ИНСА без диодного моста
Когда напряжение, поступающее из сварочного аппарата, имеет полярность «плюс» на клемме IN1 и «минус» на клемме IN2, то работает стабилизатор U1. Второй стабилизатор блокируется диодом VD2, являющимся составной частью силового транзисторного модуля VT2. При противоположной полярности приложенного напряжения («плюс» на клемме IN2, а «минус» на клемме IN 1) работает второй (верхний на рис. 3) стабилизатор напряжения U2, а стабилизатор U1 блокируется диодом VD1. При такой функциональной схеме количество тепла, выделяемое на активных элементах схемы при ld_mах=300 А, уменьшается, поскольку в каждый полу-период тепло выделяется только на одном диоде транзисторного модуля, а не на двух диодах моста, как имело место в первой функциональной схеме с диодным мостом. Однако, максимальная мощность Pvt_max, выделяемая на силовом MOSFET-транзисторе, будет больше, чем в схеме с диодным мостом.
Если же заменить линейный стабилизатор напряжения импульсным, то можно существенно снизить рассеиваемую мощность на силовом MOSFET-транзисторе, поскольку он будет работать в ключевом режиме.
В настоящее время автором отрабатывается схема конструкции вышеописанного универсального имитатора нагрузки сварочного аппарата.
1. В.Я. Володин. Как отремонтировать сварочные аппараты своими руками. Наука и Техника,Санкт-Петербург, 2011, стр. 33, 291-293.
2. http://valvolodin.narod.ru/schems/Tecnica_141-161.pdf. Инструкция по ремонту инверторного сварочного аппарата Tecnica 141-161, стр. 10 Static load generator
3. ГОСТ Р МЭК 60974-1-2004, п. 11.2.1.
4. Микросхемы для линейных источников питания и их применение. ДОДЭКА, изд. второе, 1998 г., стр. 219.
5. Пейтон, Волш. Аналоговая электроника на операционных усилителях. БИНОМ, Москва,
Автор: Александр Бегиев ( г. Волжский, Волгоградская обл.)
Мнения читателей
- Kabayan / 28.06.2015 — 14:10
Super inoramftive writing; keep it up. - Avo / 10.08.2014 — 07:33
Всё уже давно умными людьми написано. Многократно печаталось и «сдиралось»перепечатав. Но как у многих руки росли из мест на чём сидят , так всё и продолжается. К сожалению. Может даже и хуже ! Настоящие специалисты как всегда «на вес золота » ! - боря / 25.07.2014 — 22:00
хорошими руками и головой сварщику не до того, ему работы всегда сильно много. на игрушки в рабочее время его не хватает. причём люди они технически продвинутые , это я без трёпа постоянно общаюсь с ними в обычной жизни и по работе. - Сергей / 09.05.2014 — 06:35
Человек даже с небольшим опытом, сразу определит качество сварочного аппарата . Проблема в том, что все больше человеков у которых руки из места на котором сидят ростут .
Вы можете оставить свой комментарий, мнение или вопрос по приведенному вышематериалу:
Поднимаем неисправный сварочный инвертор
Пришел ко мне на ремонт очередной трупик, Blueweld prestige 164. Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР. И так. Приступим к ремонту.
Пока что посмотрите на него снаружи и то что у него внутри. Фотки взяты с инета. Не фоткал особо сам аппарат.


Для начала надо бы разобраться с симптомами.
Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание.
Подцепили, нажимаем кнопку. И видим что наш сварочник полностью коротит все сетевое напряжение. Ладно, вскрываем, смотрим.
Первым делом надо ликвидировать КЗ. И поэтому мы отпаиваем IGBT. Отпаяли, проверили транзисторы, и их оказывается тоже пробило. Вывода звонятся накоротко. Чтож. Надеемся что КЗ ушло и подцепляем к розетке.
И опять, лампочка горит в полный накал. КЗ не ушло. Снова вызваниваем всю силовую цепь. И находим пробитый диодный МОСТ. Отпаиваем.
И вуаля, КЗ ушла. Проверка сопротивления силовых линии после моста не выявила КЗ.
И так. Банальное КЗ устранили. Теперь же нужно запитать дежурку и глянуть на импульсы затворов с IGBT транзисторов осциллографом.
Тут дежурка сделана по хитрому. Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы.
Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT.
Осцилограмму взял с форума ну суть ясна.
Сигнал искажен, и у сварочника полетели IGBT. А сигнал искажен по причине неисправности ТГР. Мотаем новый Трансформатор Гальванической Развязки. Я мотал на кольце из фильтра синфазных помех. Мотал витков 20. И смотрим что стало с сигналом.
Вот он. Нормальный меандр. Насчет всплесков не волнуйтесь. Емкостная нагрузка на затворах нету. IGBT то неисправные, впаял было резисторы на 220ом вот и всплески не поглощаются.
Запаиваем IGBT транзисторы, меняем сгоревший мост на новый. И подаем сетевое напряжение.
Так, сварка запустилась, лампочка еле еле накаляется, ток потребления холостого хода значит минимальный, отлично, смотрим появилась ли напряжение на выходе, смотрим.
а там 60в, ВООБЩЕ НИШТЯК.
Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку.
Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.


Ждем сутки и начинаем очищать плату от клея и формочки.
Дальше уже сборка в корпус и тест на электроде. IGBT были если честно сомнительного качества. Брал с али. Но как оказалось сварка и на таких IGBT транзисторах работает исправно. Спалили пару электродов при 100А. Все нормально работает.
P.S. У этих сварочных инверторов как я уже говорил идет повальный брак ТГР. У некоторых со временем портится сердечник ТГР у других из-за жестких условий эксплуатации(тупо перегрели).
А все почему? Потому то материал сердечника дерьмо. Чуть что не так так сразу падает индуктивность и сварка испускает белый дым.
Поэтому если у вас имеется такой аппарат то ОБЯЗАТЕЛЬНО ПОМЕНЯЙТЕ В НЕМ ЭТОТ ТГР(розовый квадратик)
Когда этот рыжий пи***юк потеряет индуктивность то вам ремонт встанет в круглую сумму (ну я в этом случае взял 1.5к, не знаю может я мало беру) а так если мастеру скажете что вот так, аппарат такой, надо перемотать, то ремонт обойдется вам намного дешевле.
Сейчас инверторы на 200А продают размером с пачку сигарет. Одноразовые чтоль?
Купил себе пару лет назад Ресанту 160, на хознужды хватает. В активе беседка, забор в частном доме и куча прочих мелких поделок.
Запили пост про «Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание.» Стенд проверочный интересует осенама насяльника

Короче покупал я себе индукционную печку для переделки на литьё алюминия, там родной китайский IGBT и мост полетели сразу. Точно такие же по параметрам фирменные детали служат по сей день.
Делал аналогичный ремонт такого же аппарата. С автором не соглашусь, проблема этого тгр не в плохом сердечнике а в заливке, которая набухает от нагрева (попробуйте паяльником нагреть и увидите что будет), раздвигая половинки Ш-образного сердечника, отчего и теряется индуктивность трансформатора в целом. Если неначем намотать новый трансформатор, то можно очистить старый от заливки, скрепить половинки сердечника любым доступным способом и впаять обтано. Из плюсов: не надо искать новый трансформатор и подставочку с выводами для него. Из минусов — придется долго и нудно отскабливать заливку — срезается не там уж сложно но в щелях вычищать сложно.
Насчет дешевле это бабушка надвое сказала. Кто-то платить деньгами, кто-то своим временем. Но платить за ремонт все равно придется. Это раз. Два: насколько я заметил там не эпоксидная смола (по крайней мере не такая как продают в магазинах, скорее как твердый плакстик и отшкрябывается она вполне сносно — за пол часа можно управиться приноровившись). Три: будет ли сломан сердечник зависит от аккуратности. И даже если его сломать то будучи аккуратно склееным той же магазинской эпоксидкой он иднуктивность если и теряет то не в тех величинах, которые можно заметить. Ну и четыре: опять же будешь ли ты менять силовую потом — зависит от качества проведенного ремонта. после моего сварочник трудится уже третий год. Так что как говорит один ныне забугорный ютубовский перец «робить гхарно» и будет вам щастье.
У меня такой же отработал 10 лет. В этом году только задымился и помер. Брал, кажется, за 9500 в Кувалде.
А изготовить тгр вы можете под заказ? Очень надо
Ну а вот на такие 164 престижи если? Ведь если уже мотали то тх их знаете? Я бы прикупил несколько штук
Мне экономически не выгодно тратить время на мотание, если купить готовое то можно, если нет то отдать без ремонта, пусть новую купят
не было еще такого. Обычно мосты редко сгорают. Даже если сгорают то для этого надо очень хорошо закоротить питание. А питание как мы знаем может либо игбт либо кондеры закоротить. И то с закороченным кондером не факт что мост унесет.
Купил я нерабочий сварочник Fangdawang (схема такая же как у Defort DWI 200N), продавец сказал только транзисторы поменять нужно.
Изначально обнаружил сломанную клему сетевого провода, потом сгоревший резистор на входе, транзисторы поменял, клему восстановил, резистор заменил (было 2 послед. по 47 Ом, поставил на 82 Ома 10W) — сварочник включается, но после сборки — не работает. Так я с ним трахался почти год то одно менял, то другое, в конце концов обнаружил причину проблемы — обмотка силового трансформатора при движениях пробивала на радиатор силовых диодов. Изолировал радиатор, собрал, всё работает, проверил электродом, сделал пару точек — варит.
Ремонтом занимался на работе в свободное время, принес домой, включил, проверяю, электрод не зажигается, добавил тока, электрод залип и выбило автоматы, после того как включил автоматы, сварочник задымился.
Вскрытие показало, что снова сгорел резистор мягкого пуска и 2 транзистора в разных плечах. Подумал, что проблема может быть в реле на входе, но вскытие показало норму (ничего почерневшего, срабатывает вольт от 12, хоть оно и на 18).
Теперь вот боюсь снова транзисторы впаивать, куда смотреть не знаю, в декабре будет 12 месяцев, как я его ремонтирую.
Осцилограф есть, но пользоваться им не умею и не очень представляю куда подавать питание для снятия осцилограмм.
При проверках включал через лампочку ватт в 300-500
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
 Схема работы сварочного инвертора
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
 Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.

Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.

В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.

Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Ремонт сварочных инверторов. Часть вторая.
Sniper@ написал:
Запускать через латр,плавно повышая
В данном случае, может и ЛАТР не помочь. Нужно ограниение по току, т.е. лампа в разрыв +310В между банками сетевого фильтра и силовыми транзисторами. И, действительно, попаживает витковым КЗ транса.
Печка написал:
.е. лампа в разрыв +310В
Кстати «о птичках»,сиречь лампах.
Как известно, сейчас по закону, запрещено выпускать лампы накаливания мощностью больше 100Вт. А мне надо было лампочку на стройку на 150Вт.Ранешние запасы закончились, и,думал, что уже и не купить. Пришёл в Электроград, спрашиваю знакомого продована: лампочки на 150Вт есть? Он так загадочно посмотрел и говорит:нет! Но. есть ТЕПЛОВЫЕ ИЗЛУЧАТЕЛИ (пр-ва Лисма), тебе «скока нада»?  Взял я 5 шт. по 35руб.
Взял я 5 шт. по 35руб.
И ведь, что характерно, не подкопаешься! Лампа накаливания на 150Вт имеет световой КПД чуть больше 4%, — остальное — тепло.Т.ч. действительно можно продавать тепловой излучатель мощностью 150Вт с «побочным эффектом в виде фотонного излучения в видимом спектре». 
Evg69 написал:
сигнал был нормальный от -10 до +15 вольт. После впаивания транзисторов отрицательная часть импульса исчезла
а не должна бы пропасть
Печка , 

 , не могу остановиться
, не могу остановиться
Sniper@ написал:
не могу остановиться
Дед всегда в таких случаях повторял пословицу: Закон — что столб,- перешагнуть нельзя,НО. можно обойти! 
Печка ,
«Кстати о птичках», о лампах и т.д.
Давно я себе сделал внешнее питание +300В с лампой. Очень хорошо помогает. Но. Лень двигатель прогресса. Дело в том, что резать где то дорожки на плате, что бы вставить лампу после емкостей, — лень. Выпаивать все емкости для запитки всего сварочника через мой этот прибор «+300В» — лень. (Лампа то ведь находится в этом приборе). И вот тогда пользуюсь очень быстрым и проверенным способом запитки сварочника при первом испытании после ремонта.
Цель — посмотреть, работает ли ОС по току, и, при ее неисправности, не вогнать сварочник в «заоблачные» токи, приводящие к БАХУ.
Суть вот какая:
Всем известно, что при диагностике и ремонте сварочника необходимо использовать развязывающий 220/220В трансформатор, а так же ЛАТР. Я так же использую эти два устройства. Но, почемуто очень большинство ремонтников используют эти два устройства в двух независимых друг от друга потребителях. Как правило это так: ЛАТР от сети 220В подключается к сварочнику, а развязывающий трансформатор (РТ) — к осциллографу. Таким образом осциллограф не попадает под «фазу», которая имеется в сварочнике, а сварочник можно запускать от разных напряжений, получаемых с выхода ЛАТРа. Вроде все логично. Но я делаю немножко не так.
У меня оба эти устройства (ЛАТР и РТ) стоят в одной связке всегда. Цепочка такая: сеть 220В-ЛАТР-РТ. И этой цепочкой я питаю именно ремонтируемый сварочник. Плюсов аж два:
- Я всегда имею возможность запускать сварочник от любого (с выхода ЛАТРа) напряжения.
- Я всегда лажу тестером и осциллографом по сварочнику, в котором нет «фазы», что в некоторой степени уменьшает риск быть шарахнутым окончательно. Об этом я уже неоднократно писал.
А теперь про лампу и испытание ОС по току в сварочнике:
Я знаю, что мощность моего ЛАТРа=500Вт, а мощность РТ=около 260Вт (трансформатор ТА262). С выхода этой связки я не могу принципиально снять более чем 260Вт. Так вот при первом «силовом» испытании сварочника на нагрузочном стенде, я не включаю отремонтированный сварочник прямо в сеть 220В, а включаю его именно в эту цепочку: сеть 220В-ЛАТР-РТ. В случае чего, или какой недоделки в сварочнике, которая могла бы привести к БАХУ, у меня этого не произойдет, по той причине, что мощность от этой связк ограниченная, и вполне «перевариваемая» огромным большинством разных сварочников. Но этой мощности достаточно для того, что бы нагрузить сварочник именно на нагрузочном стенде от минимального сварочного тока самого сварочника, и до около 25-27 Ампер сварочного тока. А дальше смотрю, что происходит. Порядок действий такой: - Включаю все так как описал при минимальном положении крутилки сварочника на морде лица.
- Включаю минимальную нагрузку на нагрузочном стенде.
- Плавно увеличиваю сварочный ток крутилкой на морде лица сварочника.
- Смотрю результат.
А результатов может быть только два: - Сварочный ток на амперметре нагрузочного стенда плавно увеличивается от минимально возможного (по сварочнику), до максимально возможного (по связке: сеть 220В-ЛАТР-РТ), а это, как я говорил, около 25-27 Ампер.
- Сварочный ток составляет сразу же около 40-50 Ампер, и при этом совершенно «проваливается» моя связка (сеть 220В-ЛАТР-РТ) до входного напряжения на сварочник, соответственно и мощность, неприемлемого для работы сварочника в обычном (нормальном) режиме. В таком случае сварочник просто «уходит» в защиту.
В первом случае ОС по току в сварочнике исправна и можно продолжать испытания с полноценной сетью 220В.
Во втором случае ОС по току в сварочнике неисправна и нужно продолжать ремонт сварочника.
Про все эти мои приборы и примочки можно почитать в полном издании вот здесь:
или в немножко укороченном издании вот здесь:
Пользуюсь этим методом очень давно, ОЧЕНЬ. Никогда не подвел, и ничего не БАХнуло. Вот как то так.
Может кому то будет полезным это все.
Сейчас заметил, что нумерация пунктов в моем письме установилась автоматически «по умолчанию» форума, и она не правильная. Но суть очень даже не теряется.
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
 При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Поднимаем неисправный сварочный инвертор
Пришел ко мне на ремонт очередной трупик, Blueweld prestige 164. Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР. И так. Приступим к ремонту.
Пока что посмотрите на него снаружи и то что у него внутри. Фотки взяты с инета. Не фоткал особо сам аппарат.
Для начала надо бы разобраться с симптомами.
Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание.
Подцепили, нажимаем кнопку. И видим что наш сварочник полностью коротит все сетевое напряжение. Ладно, вскрываем, смотрим.
Первым делом надо ликвидировать КЗ. И поэтому мы отпаиваем IGBT. Отпаяли, проверили транзисторы, и их оказывается тоже пробило. Вывода звонятся накоротко. Чтож. Надеемся что КЗ ушло и подцепляем к розетке.
И опять, лампочка горит в полный накал. КЗ не ушло. Снова вызваниваем всю силовую цепь. И находим пробитый диодный МОСТ. Отпаиваем.
И вуаля, КЗ ушла. Проверка сопротивления силовых линии после моста не выявила КЗ.
И так. Банальное КЗ устранили. Теперь же нужно запитать дежурку и глянуть на импульсы затворов с IGBT транзисторов осциллографом.
Тут дежурка сделана по хитрому. Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы.
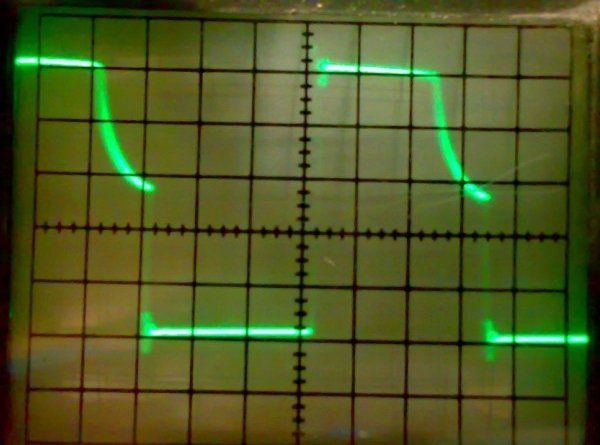
Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT.
Осцилограмму взял с форума ну суть ясна.
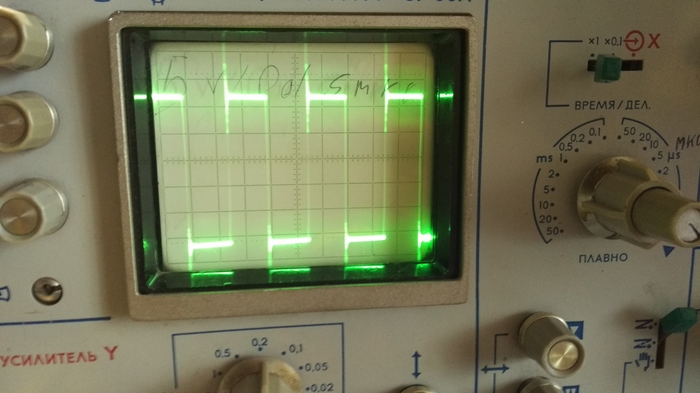
Сигнал искажен, и у сварочника полетели IGBT. А сигнал искажен по причине неисправности ТГР. Мотаем новый Трансформатор Гальванической Развязки. Я мотал на кольце из фильтра синфазных помех. Мотал витков 20. И смотрим что стало с сигналом.
Вот он. Нормальный меандр. Насчет всплесков не волнуйтесь. Емкостная нагрузка на затворах нету. IGBT то неисправные, впаял было резисторы на 220ом вот и всплески не поглощаются.
Запаиваем IGBT транзисторы, меняем сгоревший мост на новый. И подаем сетевое напряжение.
Так, сварка запустилась, лампочка еле еле накаляется, ток потребления холостого хода значит минимальный, отлично, смотрим появилась ли напряжение на выходе, смотрим.
а там 60в, ВООБЩЕ НИШТЯК.
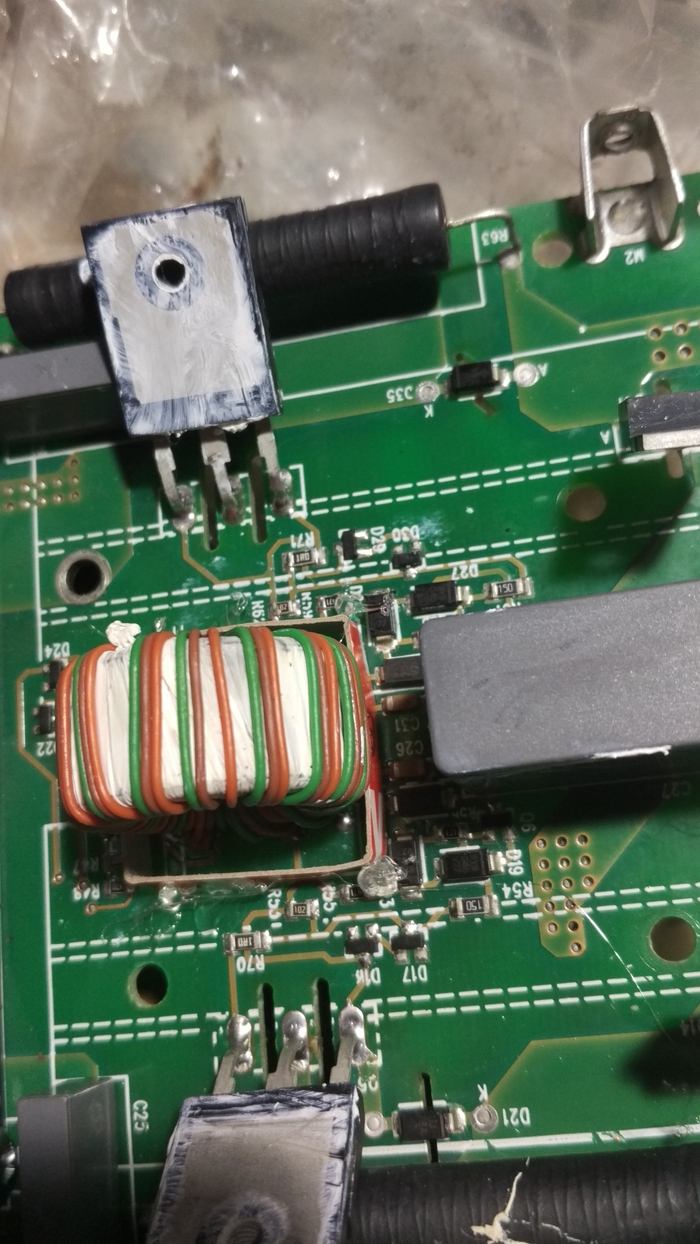
Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку.
Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
Ждем сутки и начинаем очищать плату от клея и формочки.
Дальше уже сборка в корпус и тест на электроде. IGBT были если честно сомнительного качества. Брал с али. Но как оказалось сварка и на таких IGBT транзисторах работает исправно. Спалили пару электродов при 100А. Все нормально работает.
P.S. У этих сварочных инверторов как я уже говорил идет повальный брак ТГР. У некоторых со временем портится сердечник ТГР у других из-за жестких условий эксплуатации(тупо перегрели).
А все почему? Потому то материал сердечника дерьмо. Чуть что не так так сразу падает индуктивность и сварка испускает белый дым.
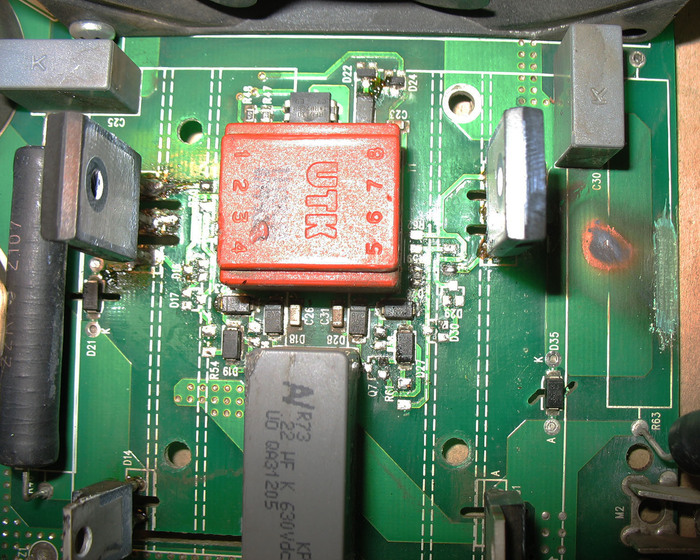
Поэтому если у вас имеется такой аппарат то ОБЯЗАТЕЛЬНО ПОМЕНЯЙТЕ В НЕМ ЭТОТ ТГР(розовый квадратик)
Когда этот рыжий пи***юк потеряет индуктивность то вам ремонт встанет в круглую сумму (ну я в этом случае взял 1.5к, не знаю может я мало беру) а так если мастеру скажете что вот так, аппарат такой, надо перемотать, то ремонт обойдется вам намного дешевле.
Сейчас инверторы на 200А продают размером с пачку сигарет. Одноразовые чтоль?
Купил себе пару лет назад Ресанту 160, на хознужды хватает. В активе беседка, забор в частном доме и куча прочих мелких поделок.
Запили пост про «Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание.» Стенд проверочный интересует осенама насяльника
Короче покупал я себе индукционную печку для переделки на литьё алюминия, там родной китайский IGBT и мост полетели сразу. Точно такие же по параметрам фирменные детали служат по сей день.
Делал аналогичный ремонт такого же аппарата. С автором не соглашусь, проблема этого тгр не в плохом сердечнике а в заливке, которая набухает от нагрева (попробуйте паяльником нагреть и увидите что будет), раздвигая половинки Ш-образного сердечника, отчего и теряется индуктивность трансформатора в целом. Если неначем намотать новый трансформатор, то можно очистить старый от заливки, скрепить половинки сердечника любым доступным способом и впаять обтано. Из плюсов: не надо искать новый трансформатор и подставочку с выводами для него. Из минусов — придется долго и нудно отскабливать заливку — срезается не там уж сложно но в щелях вычищать сложно.
Насчет дешевле это бабушка надвое сказала. Кто-то платить деньгами, кто-то своим временем. Но платить за ремонт все равно придется. Это раз. Два: насколько я заметил там не эпоксидная смола (по крайней мере не такая как продают в магазинах, скорее как твердый плакстик и отшкрябывается она вполне сносно — за пол часа можно управиться приноровившись). Три: будет ли сломан сердечник зависит от аккуратности. И даже если его сломать то будучи аккуратно склееным той же магазинской эпоксидкой он иднуктивность если и теряет то не в тех величинах, которые можно заметить. Ну и четыре: опять же будешь ли ты менять силовую потом — зависит от качества проведенного ремонта. после моего сварочник трудится уже третий год. Так что как говорит один ныне забугорный ютубовский перец «робить гхарно» и будет вам щастье.
У меня такой же отработал 10 лет. В этом году только задымился и помер. Брал, кажется, за 9500 в Кувалде.
А изготовить тгр вы можете под заказ? Очень надо
Ну а вот на такие 164 престижи если? Ведь если уже мотали то тх их знаете? Я бы прикупил несколько штук
Мне экономически не выгодно тратить время на мотание, если купить готовое то можно, если нет то отдать без ремонта, пусть новую купят
не было еще такого. Обычно мосты редко сгорают. Даже если сгорают то для этого надо очень хорошо закоротить питание. А питание как мы знаем может либо игбт либо кондеры закоротить. И то с закороченным кондером не факт что мост унесет.
Купил я нерабочий сварочник Fangdawang (схема такая же как у Defort DWI 200N), продавец сказал только транзисторы поменять нужно.
Изначально обнаружил сломанную клему сетевого провода, потом сгоревший резистор на входе, транзисторы поменял, клему восстановил, резистор заменил (было 2 послед. по 47 Ом, поставил на 82 Ома 10W) — сварочник включается, но после сборки — не работает. Так я с ним трахался почти год то одно менял, то другое, в конце концов обнаружил причину проблемы — обмотка силового трансформатора при движениях пробивала на радиатор силовых диодов. Изолировал радиатор, собрал, всё работает, проверил электродом, сделал пару точек — варит.
Ремонтом занимался на работе в свободное время, принес домой, включил, проверяю, электрод не зажигается, добавил тока, электрод залип и выбило автоматы, после того как включил автоматы, сварочник задымился.
Вскрытие показало, что снова сгорел резистор мягкого пуска и 2 транзистора в разных плечах. Подумал, что проблема может быть в реле на входе, но вскытие показало норму (ничего почерневшего, срабатывает вольт от 12, хоть оно и на 18).
Теперь вот боюсь снова транзисторы впаивать, куда смотреть не знаю, в декабре будет 12 месяцев, как я его ремонтирую.
Осцилограф есть, но пользоваться им не умею и не очень представляю куда подавать питание для снятия осцилограмм.
При проверках включал через лампочку ватт в 300-500