

Что такое цанга у фрезера
Что такое фрезер и как его выбрать
Учимся «читать этикетку»: на какие опции и характеристики стоит обратить внимание при выборе фрезера? А какие особо не влияют на потребительские характеристики прибора.

- 1 из 1
На фото:
Мощность и классы
Легкие, «средние» и тяжелые фрезеры. Мощность двигателя не является критерием добротности фрезера. Есть модели, которые находятся на хорошем счету у профессионалов, несмотря на скромные ватты. Можно выделить три класса вертикальных фрезеров:
- до 1100 Вт. Такой фрезер сравнительно компактен, весит немного. Однако и высокой стойкостью к нагрузке не отличается. Большое усилие подачи к такому фрезеру лучше не прикладывать.
- 1200 — 1700 Вт — средний класс.
- 1800 — 2300 Вт. Что такое фрезер со столь мощным мотором? Это тяжелая габаритная и очень производительная машина, которая легко переносит нагрузку и уверенно справляется со съемом толстого слоя материала.
Диаметр цанги
6, 8 или 12 мм. Цанга — это втулка, в которую вставляется хвостовик фрезы. Иными словами, диаметр цанги определяет диаметр подходящего хвостовика. Наиболее распространены 8-миллиметровые цанги. Ими комплектуются фрезеры различных классов. Стандарт «6 мм» можно увидеть у машин невысокой мощности, а 12-миллиметровая цанга, наоборот, встречаются у мощных тяжелых фрезеров. Нередко в комплекте есть две или три цанги разного диаметра.

На фото: фрезер DW615 компании Black and DeWALT.
Ход фрезы
От 40 до 80 мм в зависимости от модели. Эта характеристика показывает, насколько опускается фреза при максимальном ходе «головы» вниз.
Регулировка скорости
Одна из важнейших опций. Максимальные обороты фрезеру нужны в редких случаях. При чрезмерной частоте вращения фреза перегревается и прижигает заготовку (иногда этот процесс сопровождается дымом). Есть правило: чем больше диаметр оснастки, тем меньше должна быть скорость. Электронный регулятор позволяет подобрать адекватную частоту вращения в зависимости от используемой фрезы. Также у фрезеров нередко встречается система стабилизация частоты и плавный пуск.
Подсветка
Для хорошего обзора. При фрезеровании нередко возникают ситуации, когда обзор рабочей области затруднен. Это не страшно, если вы ведете машину по упору от края до края. Но нередко нужно контролировать продвижение фрезы, чтобы не снять лишнего. Здесь-то и выручает подсветка, которая обеспечивает прекрасный обзор линии.
Микролифт
Тонкая настройка глубины. Множество фрезеров оснащены дополнительным винтовым механизмом для регулировки глубины с точностью 0,1 мм. Стандартную настройку с ограничительным штифтом называют грубой, так как погрешности у нее довольно велики. Микролифт же пригодится там, где важно задать глубину очень точно, и к тому же он позволяет добавить необходимые доли миллиметра.
Параллельный упор

На фото: фрезер MF 1400 KE компании AEG.
Литой или штампованный. Считается, что первый вариант предпочтительнее, так как от упора требуется хорошая жесткость (если ее нет, ждите неточностей в работе). Впрочем, иногда жесткостью отличается и штампованный упор. Проверяют так: при значительном боковом усилии на фрезер добротный упор не станет «играть» и не даст машине сместиться в сторону. Стоит добавить, что у дорогих моделей упор оснащают механизмом тонкой настройки отступа от края (наподобие микролифта) и регулируемыми башмачками. Такие усовершенствования не помешают, ведь фрезер это инструмент для точной работы.
Советы при выборе
Добротная конструкция — очень жесткая. В ней нет места люфтам и перекосам, которые негативно сказываются на точности. Осматривая понравившуюся модель, попробуйте покачать и перекосить ее «голову» неравномерными усилиями на рукоятках. Люфт или проседание хотя бы по одной из стоек — плохие признаки. Опускаться «голова» должна плавно, без рывков и чрезмерных усилий с вашей стороны. У револьверного упора не должно быть вертикального люфта. Стоит обратить и на комплектацию. Упоры, копировальные втулки, циркульный центр, различные цанги и фрезы — все это явно не будет лишним, а кейс в качестве упаковки, разумеется, предпочтительнее.
Виды и различия сменных цанг для фрезера по металлу
Набор цанг для фрезерных станков попросту необходим, так как данный инструмент без их наличия попросту не сможет работать, из-за невозможности закрепить саму фрезу. Цанги часто представляют как единую конструкцию, но на самом деле вся закрепляющая конструкция состоит еще из гаек и стопорных шайб.

Набор сменных цанг для фрезера
1 Общие сведения
Иногда кулачковый патрон для дрели путают с цангами для фрезерных станков.
Но это ошибка, так как кулачковый патрон применяется для зажатия различного диаметра и размера свёрл, тогда как цанги для фрезерных станков всегда должны быть соответственны диаметру хвостовика определенной фрезы.
То есть, проще говоря, ошибкой будет предполагать, что фреза имеющая хвостик размером ½” (12,7 миллиметров) будет способна «присоединиться» на цанги диаметром в 12 миллиметров, а фрезу имеющую хвостовик 6 миллиметров можно будет с легкостью зажать в цанги размером ¼” (6,35 миллиметров).
Это будет невозможным, так как размер цанг для фрезерных станков должны всегда соответствовать размерам хвостовика фрезы, с которой производятся своего рода стыковочные манипуляции.
И, несмотря на то, что набор цанг для фрезеровочного станка практически идентичны визуально, на самом деле всегда обязательно нужно удостовериться, что конкретные цанги (или цанги с гайкой) точно подходят по размерам к необходимому фрезеру.

Цанговый патрон и набор цанг
Важно понимать, что во всех моделях фрезеров гайки, как правило, идентичны по размерам, тогда как рабочим диаметром различаются лишь сами цанги.
Цанги можно с легкостью извлекать из гайки и, при необходимости, использовать лишь одну гайку с имеющимся набором цанг. Однако иметь полный набор заранее подготовленных к работе цанг с гайкой куда удобнее и практичнее.
1.1 Нюансы выбора
Еще один важный нюанс в приобретении насадок заключается в том, что полученный при приобретении фрезера набор насадок, возможно, будет слишком некачественным или даже отличаться по размеру от диаметра хвостовика.
К сожалению, эта ситуация частая, так как производители фрезеров в большинстве случаев не очень дружелюбно и заботливо относятся к покупателям, или же просто халтурят в производстве.

Сверла и фрезы по металлу
Дело в том, что в такой ситуации решением проблемы может оказаться лишь желание купить другой цанговый набор, подходящий по диаметру и остальным характеристикам.
И этот факт еще раз указывает на то, что покупая цанговый набор, следует подходить к их выбору предельно осторожно и внимательно, не боясь расспрашивать продавца обо всех подробностях.
к меню ↑
2 Цанговый патрон
Специальные цанговые патроны используют, в первую очередь, для фиксации холоднотянутого прутка или же для повторной фиксации (зажима) заготовки с уже заранее обработанной поверхностью. Различие между цанговыми патронами заключается в их конструкционных особенностях. Конструкцией патроны делятся на такие виды, как:
- втягиваемые;
- выдвижные;
- неподвижными цангами.
Кроме того, патроны разделяются еще и по назначению. Так имеются подающие и зажимные патроны.
Подающие патроны выглядят как стальная закаленная втулка. На ней располагаются три неполных разреза, которые выглядят как пружинящие лепестки. Концы этих своеобразных «лепестков» поджаты друг к другу. Данный патрон по размерам и форме должен быть строго соответствен профилю прутка.
Подающий патрон навинчивается на специальную подающую трубу, которая затем получает так называемое осевое перемещение и передвигает находящийся в ней пруток с помощью кулачкового механизма (в некоторых моделях от гидромеханического привода).
При произведении загрузки станка происходит проталкивание прутка через лепестки подающего патрона, при этом процессе лепестки постепенно раздвигаются.

Удлинители цанговых патронов СМТ серий 796.001 и 796.002
Зажимной патрон выглядит как втулка со специальными пружинящими лепестками, тем самым напоминая подающий патрон для станков. Однако, хотя визуально они и похожи, но технически различаются достаточно сильно. Набор такого вида патронов для станков имеет лепестки различного количества.
2.1 Применение
Так набор зажимных патронов для станков с тремя лепестками предназначен для обработки заготовок имеющих диаметр в 3 миллиметра, с четырьмя — диаметров до 80 миллиметров, с шестью — для диаметра свыше 80 миллиметров.
При обработке заготовок имеющих небольшой диаметр используют набор зажимных разъемных патронов для станков, у которых специальные «кулачки» разводятся механическими пружинами.

Процесс фрезеровки на станке с ЧПУ
В редчайших случаях используются разъемные цанги, имеющие сменный вкладыш, габариты и форма которого напрямую зависит от габаритов и размеров обрабатываемого ими прутка.
Кроме того, цанговый патрон применяется и для фиксации концевого режущего прибор с маленьким диаметром хвостовика.
Если быть точнее, то для таких инструментов, как:
Прибор такого вида патрона крепится в специальной сменной цанге, а сменная цанга крепится в патроне специальной гайкой. В процессе закручивания гайки устройство буквально вдавливается внутрь патрон и, уже за счет своей формы и габаритов, упруго деформируется, впоследствии плотно обжимая инструмент.
Единственным недостатком такого патрона можно назвать то, что для приборов с различным диаметром хвостовика необходимы различные цанги. Однако даже несмотря на данную проблему, цанговый патрон получил широкую популярность по причине своей простоты использования и надежности. Примечательный факт, что наиболее распространены и популярны цанговые патроны вида «ER».

Удлинители цанговых патронов СМТ серии 796
То есть, проще говоря, в них фиксируют обрабатываемую деталь.
Причиной такой своеобразной импровизацией можно назвать проблему малого диаметра обрабатываемых элементов и деталей. Важно понимать, что цанги для такого механизма (автомата продольного точения) предельно сильно отличаются в конструкции от обычных фрезерных цанг.
Однако на таком станке, вместе со специальными фиксирующими патронами под него, можно использовать стандартные фрезерные фиксирующие инструменты.
Что, однако, не говорит о том, что инструментарий различных по конструкции и целях приборов (фрезер и автомат продольного точения) может быть использован не по назначению и для совершенно неподходящих под них устройств.
к меню ↑
2.2 Обзор цанговых патронов для фрезеров (видео)
Цанга для ручного фрезера: виды, назначение и особенности применения
Цанга для фрезера – это элемент, без использования которого работа любого оборудования подобного назначения не представляется возможной. Данное устройство, конструкция которого, кроме зажимных элементов, также включает в себя гайки и стопорные шайбы, отвечает за надежную фиксацию инструмента в процессе его работы. Знать, какими конструктивными особенностями отличаются цанги для ручных фрезеров, надо для того, чтобы не только грамотно пользоваться такими устройствами, но и правильно выбирать их, когда в этом возникает необходимость.

Работа ручным фрезером начинается с установки фрезы в цанговый зажим инструмента
Что собой представляют цанги для ручных фрезеров
Часто цанги ошибочно путают с кулачковыми патронами, используемыми для решения аналогичных задач. Их основное различие заключается в том, что кулачковый патрон является более универсальным зажимным устройством и, в отличие от цанг, может быть успешно использован для фиксации инструментов с хвостовиками различного диаметра. В цангах же, предназначенных для хвостовика определенного диаметра, фиксировать инструмент с хвостовиком другого размера нельзя. Именно поэтому из набора цанг следует выбирать именно те, которые точно соответствуют диаметру хвостовика применяемого инструмента.

Цанговый зажимной патрон
Гайки цанг, предназначенных для инструментов с хвостовиками различного диаметра, ничем не отличаются между собой, различия таких устройств заключаются в разных размерах их зажимных элементов. В связи с этим одну гайку, из которой цанга извлекается достаточно легко, можно применять в комплекте с зажимными элементами для хвостовиков различного диаметра, но намного удобнее и практичнее, когда в наборе каждая из цанг для фрезера находится в комплекте со своей гайкой.
Как правильно выбрать набор цанговых зажимов
При приобретении набора цанговых зажимов для ручного фрезера можно столкнуться с тем, что цанги будут не совсем качественными. Кроме того, они могут не совпадать с диаметрами хвостовиков инструментов, для фиксации которых предназначены. Такие ситуации, к сожалению, не являются большой редкостью и особенно характерны для тех случаев, когда приобретается дешевый набор или продукция от малоизвестных производителей. Выходом из таких ситуаций чаще всего становится только приобретение нового набора цанг для фрезера.

Цанговый патрон должен соответствовать шпинделю фрезера, а цанга – этому патрону. Цанги часто имеют различный угол схождения конусов и подходят только к «своей» зажимной гайке
Чтобы не столкнуться с проблемой приобретения для фрезера цанг несоответствующего качества и неподходящего размера, лучше останавливать свой выбор на продукции проверенных производителей. Если такой возможности нет, надо внимательно проверять цанги, входящие в набор, на их соответствие требуемому качеству и стандартным размерам инструмента для фрезера.
Назначение и виды цанговых патронов
Цанги, выступающие в роли зажимных элементов, обеспечивают фиксацию не только инструментов для фрезера, но и заготовок, которые подвергаются обработке. В патронах, оснащенных цангами, в частности, одинаково успешно могут фиксироваться заготовки, подвергаемые как черновой, так и чистовой обработке.
По своему конструктивному исполнению цанговые патроны делятся на несколько основных типов:
- втягиваемые;
- выдвижные;
- оснащенные неподвижными цангами.
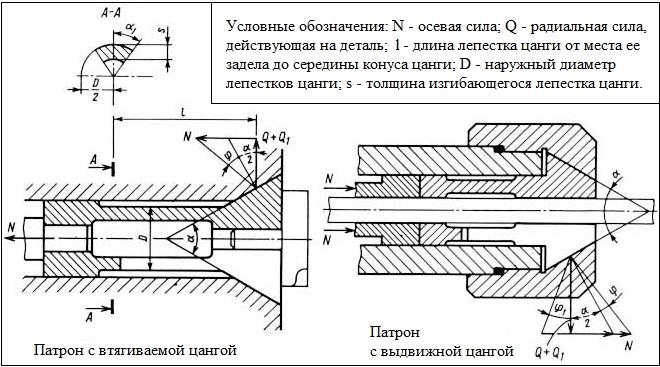
Конструкция патронов с выдвижной и втягиваемой цангами
По назначению цанговые патроны могут относиться к подающим и зажимным. Первые представляют собой втулку из закаленной стали, на боковой поверхности которой выполнено три неполных разреза, формирующих пружинящие зажимные лепестки. Размеры внутреннего отверстия такого устройства, чтобы оно было в состоянии обеспечивать надежную фиксацию, должны строго соответствовать геометрическим параметрам обрабатываемой заготовки. Патрон данного типа используется в комплекте с подающей трубой (навинчивается на ее резьбовой конец). Чтобы заготовка, которая располагается в такой трубе, получила осевое перемещение, используется кулачковый механизм или гидромеханический привод. Работает такое устройство по принципу всем известного цангового карандаша, через разжимающиеся и сжимающиеся лепестки которого перемещается грифельный стержень.
Цанговый патрон зажимного типа, в отличие от подающих устройств, используется только для обеспечения надежной фиксации заготовки в процессе ее обработки. Хотя внешне он очень похож на устройство подающего типа, работает он по совершенно другому принципу.
Сферы применения цанговых патронов
Основным конструктивным элементом патрона с цангой зажимного типа является втулка с пружинящими лепестками, количество которых может быть различным. Так, для зажима заготовок, диаметр которых не превышает 3 мм, используются патроны с тремя лепестками, при выполнении обработки деталей диаметром до 80 мм – с четырьмя лепестками, свыше 80 мм – шестью. Для обработки деталей очень незначительного диаметра используют зажимные патроны, цанги в которых разводятся при помощи специальных пружин. Кроме того, существуют модели цанговых зажимных патронов, которые оснащаются сменными вкладышами различного размера, выбираемыми в зависимости от геометрических параметров обрабатываемой заготовки.
Зажимные цанги используются не только для фиксации обрабатываемых заготовок, но и для крепления в них используемого инструмента, в качестве которого может выступать фреза, сверло или метчик. Хвостовик инструмента фиксируется зажимными элементами сменной цанги, которая удерживается во внутренней части патрона специальной гайкой. Работает такое устройство по следующему принципу: при накручивании гайки на цанговый зажим, который выполнен в форме обратного конуса, данный элемент втягивается в отверстие в патроне, тем самым обеспечивая плотное и надежное обжатие установленного в нем хвостовика инструмента.

Набор цанг с гайкой и стопорным кольцом для фрезера Sparky
Среди достоинств цанговых патронов для фрезера, которые и сделали их очень популярными и востребованными на современном рынке, следует выделить следующие:
- простота конструкции;
- удобство применения;
- высокая надежность фиксации обрабатываемых заготовок и хвостовика инструмента.
Кроме того, цанговые патроны обеспечивают минимальное биение как инструмента, так и заготовок, которые в них фиксируются. Объясняется это тем, что тела вращения, установленные в таком патроне, отлично центрируются. Удобство и простота его использования обеспечиваются еще и тем, что для приведения его в действие не надо применять специальный ключ и другие дополнительные приспособления.
Если говорить о наиболее популярных типах подобных устройств, то таковыми являются цанги для фрезера категории ER. Их можно узнать по нанесенной на них соответствующей маркировке.

Патрон с цангой ER20 для фрез с диаметром хвостовика 8 мм
Конечно, как и у любого технического устройства, есть у цанговых патронов и недостатки. К наиболее значимым следует отнести то, что диаметр заготовки или хвостовика инструмента для фрезера напрямую зависят от рабочего диаметра самой цанги. Таким образом, для инструментов и заготовок разных диаметров необходимо подбирать и цанги различных размеров.
Одной из наиболее примечательных сфер применения зажимных патронов цангового типа является оснащение автоматов продольного точения, где с их помощью осуществляется фиксация обрабатываемой заготовки. На таких автоматах, как правило, выполняют обработку заготовок не слишком значительного диаметра, что и дает возможность использовать для их фиксации зажимные устройства цангового типа. Между тем цанговые зажимы, используемые для оснащения таких автоматов, отличаются по своей конструкции от цанговых патронов, применяемых на токарном оборудовании. Автоматы продольного точения часто оснащаются цангами двух типов, одни из которых, как говорилось выше, используются для фиксации обрабатываемой заготовки, а вторые – для закрепления хвостовика используемого инструмента.
Применение цанговых патронов в оснащении такого оборудования позволяет повысить производительность выполняемой на нем обработки, а также увеличить ее точность.
Как выбрать ручной фрезер: советы мастеров
Из всех разновидностей ручных фрезеров наибольшее распространение получили вертикально-погружные. Это очень универсальный, но в то же время достаточно специфичный инструмент, в вопросах выбора и приобретения которого поможет знание особенностей устройства основных узлов.

Основные элементы конструкции
Ручной фрезер устроен достаточно просто, однако ряд узлов и механизмов не встречаются в иных типах электроинструмента. Основным приводным устройством служит коллекторный двигатель постоянного тока, точно такой же, как и в болгарке или дрели. На этом сходства заканчиваются.
Практически все фрезеры не имеют редуктора, вал якоря двигателя в них непосредственно и соосно крепится к шпиндельному. На конце шпиндельного вала размещена цанга с гайкой для крепления фрезы за хвостовик. Все элементы в сборе помещены внутрь корпуса, как правило, пластикового, при этом основной вал имеет посадку на двух или трёх подшипниках качения.

Основная особенность ручного фрезера в наличии лифта вертикальной подачи. Он представляет собой две стойки, по которым перемещается корпус двигателя. Стойки подпружинены и имеют механизм блокировки перемещения для фиксации в определённом положении. Для ограничения глубины погружения конструкцией предусмотрен штатный регулируемый упор с градуированной шкалой.

Только у наименее мощных фрезеров корпус гладкий цилиндрический, инструмент же с достаточно высокой мощностью имеет по бокам две рукояти для уверенного удержания во время работы. На одной из них, как правило, правой, расположена пусковая кнопка с блокиратором непреднамеренного включения. На другой рукояти или в области неё имеется флажок стопора лифта вертикальной подачи.
Нижняя часть инструмента представлена металлической платформой с плоской подошвой, на которой закреплена антифрикционная накладка. В теле подошвы может иметься произвольное число технологических отверстий для крепления параллельного упора, циркуля и прочей оснастки. Также штатно конструкцией обязательно должны быть предусмотрены стопорные винты для фиксации направляющих упора.
Цанга и посадка шпинделя
Цанги ручных фрезеров имеют сменные втулки под диаметр хвостовика 6 и 8 мм. Достаточно редко и только у мощных фрезеров в комплекте может иметься втулка под хвостовик 12 мм. Все элементы этого узла: корпус цанги, втулки, зажимная гайка должны быть прецизионными. Отклонение от установленных допусков по диаметру или малейшая несоосность приводят к появлению вибрации во время работы, что не только снижает качество обрабатываемых поверхностей, но также служит причиной выхода из строя подшипников шпинделя. Поверхности металлических деталей должны быть гладкими, без задиров, материалом должна служить закаленная сталь твёрдостью не ниже 32 HRC.

Сам шпиндельный вал может стоять на одном радиальном подшипнике, однако часто встречается посадка на дополнительный упорный подшипник. Последнее требуется в основном для фрезеров, которые рассчитаны на работу с вертикальным врезанием, чтобы снять нагрузку с якоря двигателя.
Двигатель: мощность и система управления
Различают три градации фрезеров: малой, средней и высокой мощности. Высокая производительность привода требуется при повышенной длине фрезы. Так, для художественной фрезеровки и изготовления пазов глубиной до 10 мм вполне достаточно маломощных фрезеров мощностью до 800 Вт. В свою очередь обработка кромок столешниц, изготовление четвертей и столярная обработка массивных деталей требует применения инструмента мощностью свыше 2 кВт.

Выбирать мощность фрезера следует осмотрительно: из-за работы на больших скоростях отчетливо проявляется гироскопический эффект, из-за чего инструмент становится трудно удерживать в руках. С другой стороны, прирост мощности сопряжен с увеличением габаритов и веса инструмента, что сильно затрудняет обработку мелких деталей, требующих деликатного подхода.
Любой фрезер должен оснащаться регулятором оборотов, желательно электронного типа. Диаметр фрез может варьироваться в широких пределах, соответственно для достижения корректной скорости реза требуется устанавливать скорость вращения от 10 тыс. об/мин до 35 тыс. об/мин. Диапазон настройки скорости у разных фрезеров может сильно отличаться, этот параметр определяется типом обрабатываемых материалов и размерами фрез, которые будут использоваться при работе. Нужно помнить, что шкала регулятора оборотов размечена условно, а потому в руководстве пользователя обязательно должна быть таблица соответствия скоростей.

Для работы с ценными породами древесины или искусственным камнем фрезер должен оснащаться так называемой константной электроникой. Это небольшой блок управления скоростью вращения шпинделя, который поддерживает установленные обороты вне зависимости от нагрузки на двигатель и действующего сетевого напряжения. Без такой опции почти гарантированно будет наблюдаться неоднородность фрезерованных поверхностей.
Ограничитель и револьверный упор
Для выполнения большинства столярных операций с использованием фрезера не требуется высокой точности. Глубину вылета фрезы, как правило, выставляют заранее по линейке и затем по факту настраивают ограничитель вертикального хода. Однако существуют и исключения.
В большинстве случаев ограничитель представлен пластиковым прутком, который может свободно перемещаться внутри втулки на боку корпуса и фиксироваться прижимным винтом в требуемом положении. Нижней частью ограничитель упирается в платформу, на которой расположен упор. Практически у всех современных фрезеров эта деталь имеет форму цилиндра со ступенчато изменяющейся высотой. Упор револьверного типа очень удобен, если необходимо, к примеру, выполнить фрезеровку глубокого паза в несколько заходов, он позволяет быстро менять глубину врезания практически на ходу. Если в ходе обработки деталей наблюдается высокая повторяемость технологических операций, лучше выбрать регулируемый упор, у которого в ступеньки вкручены винты с контрящими гайками.

Существуют, однако, виды обработки, требующие точной регулировки глубины врезания без использования дополнительного измерительно инструмента. В таких случаях требуется, чтобы упор имел механизм трещотки для перемещения строго по одному миллиметру. Дополнительная подстройка выполняется винтом микроподачи с метрической резьбой и шагом в 1 мм. Для установки десятых долей миллиметра в области рукоятки винта размещается градуированная втулка. В случае, если требуется повысить точность и повторяемость результата, следует отдать предпочтение моделям фрезеров, у которых винт и шток ограничителя выполнены из металла, а в районе градуированной втулки имеется дополнительный лимб со шкалой нониуса.
Механизм вертикальной подачи
Вертикальный лифт устроен таким же образом, как и велосипедный вилочный амортизатор. Это две строго параллельные полированные стойки, внутри которых установлены пружины сжатия. Механизм вертикальной подачи должен обеспечивать перемещение корпуса по оси, строго перпендикулярной плоскости подошвы фрезера. Для этого стойки перемещаются внутри двух цилиндрических втулок с очень плотной подгонкой. Одна из втулок выполнена разрезной для возможности замыкания стойки в определённом положении.

Точность перемещения, величина и плавность хода, а также усилие, необходимое чтобы сжать пружины — важнейшие показателя для лифта вертикальной подачи. И если прилагаемое усилие это параметр скорее из области эргономики, то точность и плавность полностью зависят от технического устройства лифта. Например, из-за налипания частиц снятого материала на поверхности стоек возможно их заклинивание, поэтому у качественного фрезера втулки защищены пыльниками, а иногда даже имеются гофрированные оболочки стоек, защищающие их от грязи и механических повреждений. Величина хода лифта определяет максимальную глубину фрезеровки, она обычно возрастает соразмерно увеличению мощности двигателя. Оптимально, если в сложенном положении цанга находится на одном уровне с подошвой или немного выступает над ней.
Отдельно стоит сказать о флажке блокиратора положения. Он должен быть размещён в зоне, до которой можно дотянуться пальцами и при этом работать без оказания значительного усилия. При зажатии флажка в конце полуоборота должно чувствоваться некоторое подобие щелчка, свидетельствующего о том, что механизм надежно заблокирован. При этом разблокировка не должна быть резкой, иначе возможен отстрел головы фрезера по неосторожности.
Устройство платформы и оснастка
Основание фрезера предназначено для плотного прижатия инструмента к поверхности обрабатываемой детали. Без этого точная фрезеровка невозможна: инструмент попросту не поддается контролю. При этом подошва должна легко скользить и не способствовать повреждению поверхности обрабатываемой детали, для чего на ней закрепляется пластиковая или композитная накладка. Она обязательно должна быть съёмной для возможности замены при чрезмерном износе или повреждении.

Форма платформы может быть круглой или с усечёнными сегментами. Последнее предпочтительно из-за возможности использовать ровные торцы при фрезеровке по направляющей шине. Внутренне отверстие должно быть достаточно широким для обеспечения хорошей видимости зоны фрезеровки. Желательно наличие прозрачного защитного экрана со стороны, обращенной к оператору. С обратной стороны возможно крепление кожуха с патрубком для подключения пылесоса.

В комплекте с фрезером используется широкий набор оснастки. Это могут быть как приспособления из комплекта инструмента, например параллельный упор или циркуль. Желательно, чтобы угол бортика упора находился как можно ближе к плоскости подошвы, иначе возможны трудности при работе с тонкими материалами. Также упор может быть оснащён винтами тонкой регулировки — тоже очень полезная функция. Помимо штатной оснастки могут быть использованы и самодельные приспособления: кондукторы, копировальные втулки или специальные упоры. Для их надёжного крепления к платформе в ней должны иметься штатные резьбовые отверстия или допускаться возможность их самостоятельного изготовления.
Видео по теме:
Цанги обзор
Цанга – это сменный инструмент, имеющий форму усеченного конуса с поперечными срезами по бокам корпуса, благодаря которым получившиеся «лепестки» имеют свойство возвращаться в исходное положение.
Для зажима инструмента в шпинделе станка используется следующий алгоритм: цанга с зажимной гайкой монтируется в специальный цанговый патрон, который имеет конический хвостовик. Далее получившаяся конструкция инсталлируется в шпиндель для обеспечения передачи крутящего момента фрезе.

При этом первостепенное значение имеет использование фрезерного инструмента с правильным размером хвостовика. Например, если необходимо зафиксировать хвостовик 14,5 мм, то ни в коем случае нельзя использовать цангу 14-13 мм. Верным будет диаметр 14-15 мм. Для получения нужного результата фрезерования принципиально устанавливать инструмент по всей длине.
В случае, когда необходимо использовать фрезу с диаметром хвостовика сравнимо меньшим, чем у имеющейся цанги, можно воспользоваться своеобразной переходной втулкой. Плюс конструкции в эксплуатации различного инструмента в одной и той же цанге, но минус очевиден – это ухудшение точности и качества обработки материала в силу возможного увеличения вибраций при нарушении соосности конструкции. При этом убытки производства могут во много раз превышать затраты на приобретение набора цанг с актуальными типоразмерами.
Цанги массово используются в токарных, сверлильных и фрезерных станках. Главными особенностями при их применении является высокая скорость инсталляции или извлечения инструмента.
Ранее цанги, как правило, производили из стали. Но сегодня актуальны и твердосплавные приспособления, такие как цанги из титана или вольфрама. Данные сплавы обеспечивают наиболее высокий ресурс работы, по сравнению со стандартным материалом. Главное их достоинство – это качественная работа на высоких скоростях. Такие материалы максимально защищены от повреждений и деформаций при термическом нагреве инструмента в процессе фрезерования.
При процессе работы в составе системы СОЖ применяют специально сконструированные влагонепроницаемые цанги, обеспечивающие приток смазочно-охлаждающей жидкости напрямую сквозь режущий инструмент.
Установка цанги:
1. Закрепите цангу в проем гайки.
2. Нажмите по вектору направления стрелки до упора.
3. Присоедините хвостовик и вкрутите гайку в цанговый патрон.
Извлечение цанги:
Отвинтите гайку с цангового патрона и нажмите на цангу с двух сторон (по векторному направлению указателя).
Типы цанг общего применения:
- Подающий вид используется, если при процессе обработки инструмент требует периодического изъятия из зажимного устройства. Состоит из стального элемента, на боковине которого имеется три сечения, формирующих «пружинящие» крепежные лепестки, а также из переходника. Во время установки инструмента в патрон его хвостовик задвигается между «лепестками» цанги, раздвигая их в стороны. За счет давления «лепестки» крепко прижимаются к хвостовику. Сжатие в последующем увеличивается во время обработки с помощью сил трения.
- Цельная зажимная цанга — это механизм с «лепестками», с реверсией в исходное положение при воздействии. Для хвостовиков диаметром менее трех мм, применяются 3-х лепестковые цанги, от 3 до 80 мм — 4-х лепестковые, более 80 мм — 6-ти лепестковые. Сцепление, так же как и в подающей, увеличивается за счет сдавливания «лепестков» во время втягивания цанги внутрь патрона.
- Разъемная зажимная цанга — используется при работе с приспособлениями малого диаметра. В данном случае кулачки раздвигаются с помощью пружин. Разъемные цанги могут укомплектовываться замещающими вкладышами; их тип и размеры зависят от характеристик инструмента.
На сегодняшний день наиболее распространены цанги типа ER. Это цанги с поперечным отверстием и двумя участками зажима. Отличаются большим размерным рядом, прочностью, надежностью крепления и предельным диапазоном зажима. Актуальны как для шпинделей с ручной сменой инструмента, так и для шпинделей с авто заменой. Подразделяются на стандартные и высокоточные. Отличие составляют предельные допуски на точность размера и на величину биения. Унифицированы стандартами DIN 6499 и ISO 15488.
Рекомендации по выбору нужного типоразмера:
Что такое цанга? Цанговый патрон: виды, конструкция и применение
В процессах металлообработки ключевую роль играет абразивный и режущий инструмент. Он представляет собой оснастку в виде фрез, которые посредством хвостовиков устанавливаются в станочные патроны. На качество обработки влияют характеристики инструмента, а надежность его посадки обеспечивается цангой. Что такое зажим в составе обрабатывающего оборудования в принципе? Данное приспособление является вспомогательной деталью патрона, но в силу различий между разными видами хвостовиков и конструкций станков существует множество вариаций и типоразмеров этого элемента.
Конструкция цанги
Деталь выполняется в форме разрезной пружинящей втулки с усеченным конусом. На поверхности корпуса также имеются пропилы, обеспечивающие подвижность зажимающих лепестков при снятии или установке фрезерной насадки. Непосредственно захват хвостовика выполняется за счет усилия от гайки. Что такое цанга с точки зрения взаимодействия с патроном? Это компонент металлорежущей станочной конструкции, который изначально надевается на патрон для рабочего инструмента и выполняет своего рода функцию переходника.

Устанавливающая оснастка самой цанги, как правило, универсальна. Разные модели можно использовать применительно к одной группе станков. Но часть, которая обеспечивает крепление фрезерных хвостовиков, почти всегда ориентируется на ограниченный диапазон размеров. Что касается материала изготовления, то конструкционную основу формирует металл – обычно инструментальная сталь. Разве что в местах сопряжения с фиксируемой фрезой могут применяться вставки из твердотельных сплавов и специальной керамики. Это необходимо для повышения износостойкости рабочих поверхностей и предотвращения налипания раскаленного хвостовика к цанге.
Размерные параметры изделия

Цанга может использоваться в станках разного типа, что определяет и широту ее размерных диапазонов. В среднем можно говорить о следующих параметрах:
- Длина – от 35 до 70 мм. Причем стандартом считается 35,5 мм.
- Диаметр зажимной головки – от 8 до 13 мм.
- Длина резьбы – от 9 до 16 мм.
- Глубина профиля паза – обычный формат 2х0,8 мм.
- Посадочный диаметр – от 6 до 22 мм.
Градация размерного ряда никак не обуславливает зависимость между разными характеристиками. Например, типовая токарная цанга для фрезера на 8 мм может иметь длину 70 мм, а деталь с посадочным диаметром 10 мм – 45 мм. Многое в размерах определяется и характером обработки. Механическое воздействие может выполняться под наклоном на некоторых станках, что, к примеру, усложняет использование длинных элементов. Это же касается и ограничений по совмещению зажимных механизмов с бабками станка разного калибра.
Особенности цангового патрона

Данное приспособление легко спутать с кулачковым патроном, который используется не только в станках, но и в составе ручных обрабатывающих инструментов. Объединяются они тем, что выступают универсальным средством захвата насадки. Впрочем, в обоих случаях универсальность условна, так как речь может идти об определенных типоразмерах хвостовиков. Главной особенностью цангового патрона является возможность регулировки зажима по диаметру применяемого инструмента. Более того, крепление может обеспечиваться в отношении хвостовиков с разным сечением и формой. Обычно применяются цилиндрические и прямоугольные стержни, но существуют и специальные модели для захвата треугольных элементов.
Классификация типов цанг по назначению

Конфигурация и функционал цанговых приспособлений различается в зависимости от места, которое они занимают в захватывающем механизме. Наиболее распространены элементы двух типов:
- Зажимная цанга. Классическое и наиболее распространенное исполнение в виде втулки с несколькими амортизирующими лепестками для универсального захвата. Как правило, такая цанга для станка применяется в обработке заготовок диаметром от 30 до 80 мм.
- Подающая цанга. Также выполняется в формате втулки с пружинящими лепестками, сформированными благодаря трем неполным разрезам по цилиндру корпуса. В готовом для эксплуатации виде лепестки поджимаются друг к другу.
Отдельно стоит отметить разъемные цанги, которые используются специально в обработке изделий мелкого формата. Такие устройства поддерживают возможность разборки и модульной компоновки – как минимум допускают обновление вставок.
Классификация по техническому устройству
От множества патронов типовая цанга отличается тем, что ее можно легко снимать и, как отмечалось выше, даже разбирать в некоторых модификациях. Но и цанговые приспособления различаются по способу совмещения со станочным оборудованием. В той же металлообработке задействуют статичные неразборные (неподвижные) и встраиваемые съемные модели. Также цанговый патрон может быть выдвижным и втягиваемым. Принадлежность к той или иной группе определяется конфигурацией захвата обрабатывающего инструмента, диапазоном углов механического воздействия и системой управления, так как существуют ручные и в разной степени автоматизированные узлы настройки оснастки.

Области применения цанговых приспособлений
Преимущественно такие устройства находят место в качестве элемента оснастки токарных, сверлильных, карусельных и продольных станков. Это касается одной части установки, но что такое цанга в плане совместимости с обрабатывающим инструментом? Среди целевых средств для захвата можно выделить метчики, плашки, сверла и фрезы. Конкретная совместимость будет определяться типом хвостовика. К слову, не только в станках используются подобные системы крепления обрабатывающих деталей. Ручной электроинструмент также обеспечивается патронами с пружинными лепестками с накручивающейся гайкой, только меньшего формата.
Производители цанги
К премиальным изготовителям можно отнести компании «Метабо», «Джет», «Бош», «Макита» и других изготовителей, которые в том числе занимаются и разработкой оборудования для твердотельных заготовок. Например, распространенная цанга для фрезера 8 мм в линейке «Бош» также подходит и для шлифовальных ручных машин ее же производства. Что касается стоимости, то продукция вышеупомянутых брендов оценивается в 700-1200 руб. за цанговый элемент. Комплекты с деталями разного формата и дополнительным оснащением могут стоить и 15-20 тыс. руб. Отечественная продукция от предприятий «Зубр» и «Энкор» немногим уступает в качестве исполнения, но обходится на 15-20% дешевле.

Заключение
Использование вспомогательных переходных деталей при фиксации обрабатывающих насадок само по себе не добавляет надежности рабочему процессу. Промежуточные узлы также снижают уровень безопасности. Чем же оправдывается использование универсальных патронов с пружинными сегментами? Для ответа нужно обратиться к другому вопросу – о том, что такое цанга в общем технологическом процессе обработки? Это элемент, благодаря которому оптимизируются операции подбора и смены тех же фрез и метчиков. Оператору не нужно долго подбирать насадку для патрона строго под определенный формат. Достаточно выполнить разводку цанги и завести деталь в патрон. Разумеется, и в такой системе имеют место свои ограничения, но спектр вариаций при совмещении рабочего инструмента с оборудованием достаточно широк для полной универсализации оснастки в рамках предприятия определенной направленности.