

Приспособление для сверления квадратных отверстий
Сверло для квадратных отверстий
Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.

Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.

Описание треугольника Рело
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.

ЧПУ для пробивания квадратных отверстий
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.

Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как просверлить квадратное отверстие – правильно устанавливаем сверло по дереву
Это сверло для квадратных отверстий еще называется долото, долбежная насадка, она предназначена для сверлильных станков. В этой статье я расскажу вам, как это сверло нужно устанавливать и как просверлить квадратное отверстие.
Для начала давайте вспомним, что такое паз. Паз – это квадратное или прямоугольное отверстие, сделанное в каком-либо материале, чаще всего в дереве. Паз и шип – одно из самых известных соединений с момента появления столярного дела. Практически любое изделие имеет в своей конструкции такое соединение.
Шаг 1: Инструменты



Большая часть нужных вам инструментов входит в состав наборов пазовальных насадок. Я лишь добавил втулку, чтобы насадка подходила к моему специфичному сверлильному станку. В наборы обычно входят втулки разных диаметров, для разных сверлильных станков.
Основной набор инструментов:
- Молоток
- Набор пазовальных насадок
- Патрон с хвостовиком под конус
- Держатель втулки
- Втулка
Сначала вставьте втулку в держатель. Для этого скользящим движением вставьте алюминиевую втулку в большее отверстие держателя. Втулка должна сидеть очень плотно, убедитесь, что она вставлена до упора.
Шаг 2: Снимаем родной патрон




Приступайте к монтажу деталей на сверлильный станок.
Сначала снимите родной патрон со станка. Его диаметр больше, чем диаметр отверстия в держателе втулки, поэтому его нужно снять. В набор входит патрон меньшего диаметра, чем родной, поэтому его мы и будем использовать.
Теперь следуйте следующей инструкции:
- Вытяните головку эжектора (у большинства моделей сверлильных станков отсутствует).
- Вытянув головку до упора, возьмитесь рукой за патрон, чтобы он не выпал сам.
- Одной рукой держа патрон, другой возьмитесь за рукоятку подачи шпинделя и немного поверните вниз.
- Теперь с небольшим усилием поднимите ручку вверх. Она ударит по конусу патрона и тот выскочит из шпинделя.
На словах описание выглядит запутанным, но на практике все довольно просто и понятно.
Шаг 3: Закрепляем держатель втулки





После того, как вы сняли старый патрон, начинайте устанавливать оборудование из набора.
Сначала нужно установить другой патрон, из набора.
- Вернув головку эжектора в утопленную позицию, плавным движением надавите патроном вверх, чтобы конус зафиксировало в шпиндельной бабке. Для этого вставьте конус в отверстие и крутите до тех пор, пока не почувствуете, как ход стал туже. Если патрон выпадет, когда вы уберете руку, повторите это действие еще раз.
- Когда патрон с конусом встанет на место, ударьте по нему один раз молотком. Когда этот шаг будет завершен, патрон должен работать без малейшего постороннего движения. Закрепляем держатель втулки.
- После того, как установите новый патрон, просто наденьте на него держатель втулки и затяните верхнюю ручку. Когда вы выполните этот пункт, отметьте на какой высоте бабки шпинделя крепится держатель. Если закрепить его слишком высоко, то вы просто не сможете вставить сверло в патрон.
Шаг 4: Устанавливаем пазовальную насадку





Последний этап достаточно прост.
- У вас должны быть на руках обе части насадки – и квадратное долото, и сверло — каждое сверло идет в паре со своим долотом, смешивание и комбинирование не допускаются.
- Первым устанавливаем квадратное долото. Для этого его нужно просто вставить в нижнюю секцию держателя втулки.
- Вставьте внутренний круглый вал в патрон и закрутите барашек спереди.
- После того, как закрепите долото, закрепляйте сверло.
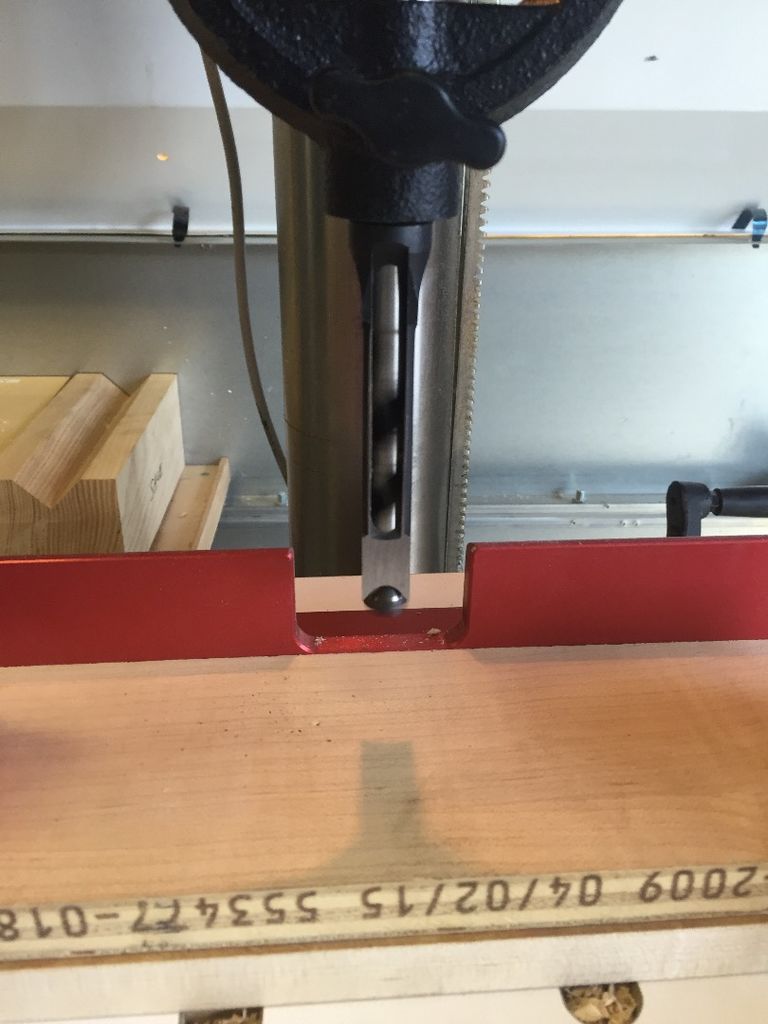
- Сверло крепится точно так же, как и сверло обычной дрели, за исключением того, что здесь вам нужно правильно соблюсти зазор между торцами долота и сверла.
- Правильный зазор между торцами долота и сверла хорошо иллюстрирует фото 4.
- Наверните патрон вокруг сверла.
Шаг 5: Подготавливаем к резанию

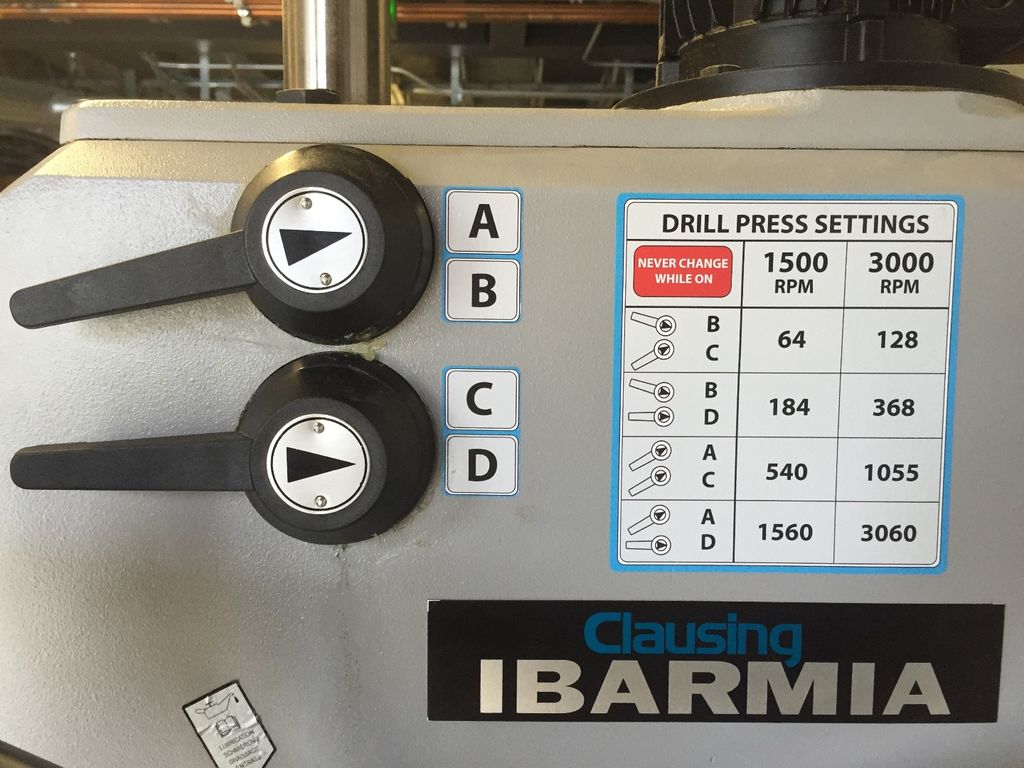
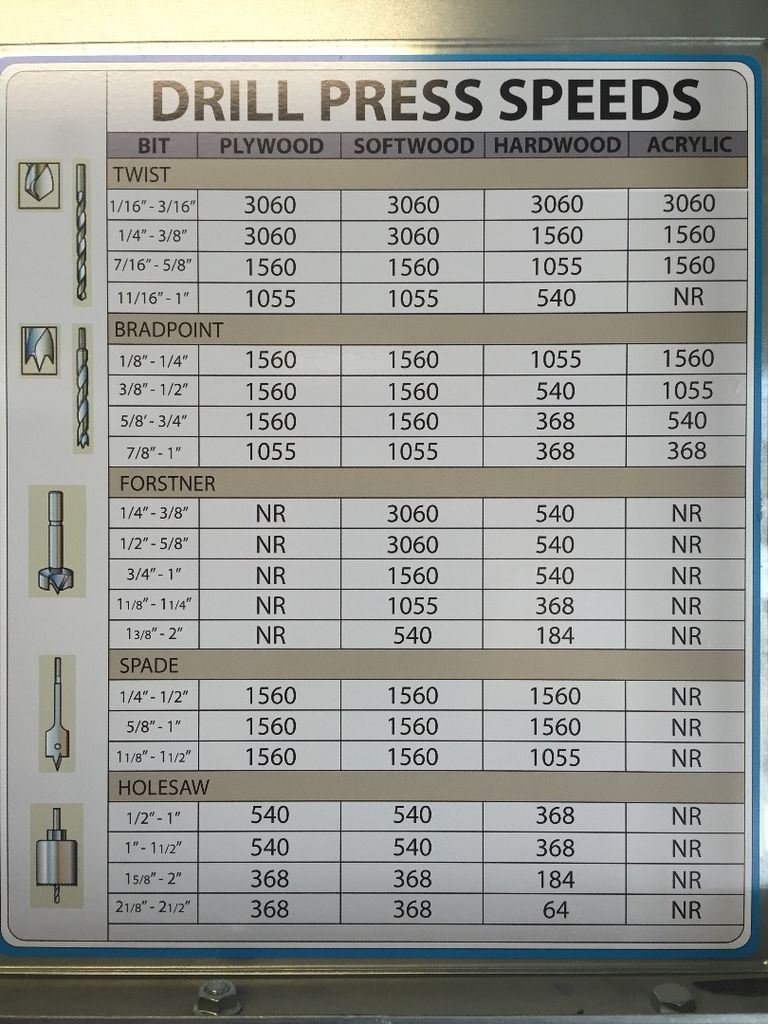




Как только держатель и насадка будут правильно установлены, вам нужно будет выбрать скорость сверления в соответствии с материалом.
Лучше всего определять скорость по аналогии со сверлом Форстнера. Существенная разница в использовании пазовальной насадки в том, что при постоянном давлении во время резания она может перегреться (из-за того, что сверло расположено практически вплотную к долоту). Помните, вы не только высверливаете отверстие, вы выдалбливаете углы, поэтому силу нужно прилагать в разумных пределах.
Для выбора скорости дрели даю очень удобную таблицу. Когда вы определитесь с нужной вам скоростью, соответственно отрегулируйте дрель. Перед тем как начать работу, закрепите материал на месте.
Шаг 6: Убираем рабочее место и демонтируем насадку
Теперь у вас есть возможность сверлить пазы. Не забудьте убраться на своем рабочем месте и вернуть на место родной патрон.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Сверло для квадратных отверстий. Открытия Рело и Уаттса
В некоторых случаях необходимо получить отверстия в форме квадрата. Обычные способы малопроизводительны и тяжелы. Самый примитивный из них сводится к предварительному высверливанию отверстия диаметром, равным вписанной в квадрат окружности, и постепенному его продалбливанию. Потребуется инструмент, который сможет работать без вращения инструментальной головки, а также специальный переходник. Проще воспользоваться так называемым «квадратным» сверлом (сверлом Уаттса), или, точнее, фрезой.
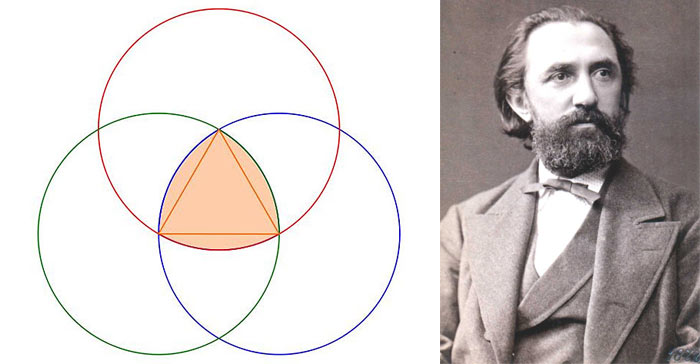
Немного истории с геометрией
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом. Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф. Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату. Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса. В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.
Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.
Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно. Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.
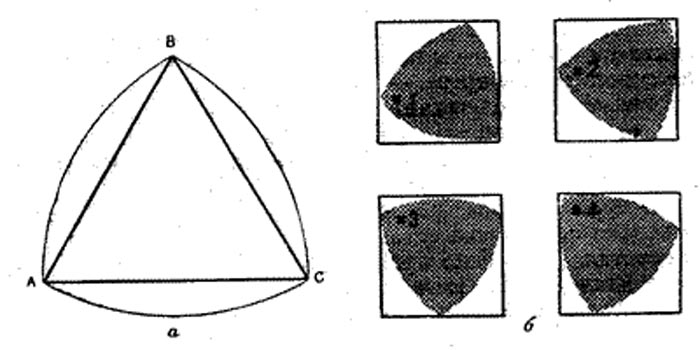
Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто. Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f. В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
Устройство и принцип работы
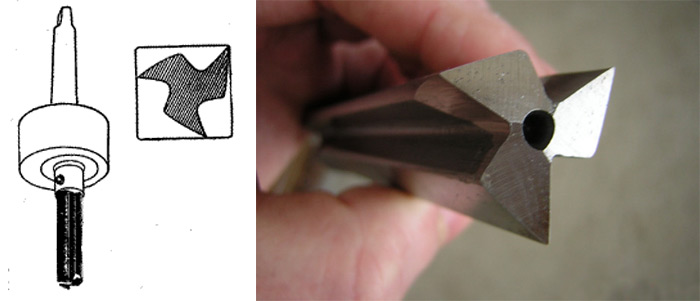
Непосредственно применить фрезу/сверло для квадратных отверстий с профилем треугольника Рело нельзя – необходимы канавки для отвода образующейся стружки.
Поэтому (см. рис. 2) профиль рабочей части инструмента представляет собой вышеописанную фигуру, из которой вырезано три полуэллипса. При этом реализуются три цели: снижаются момент инерции сверла, нагрузки на шпиндель, а также повышается режущая способность фрезы.
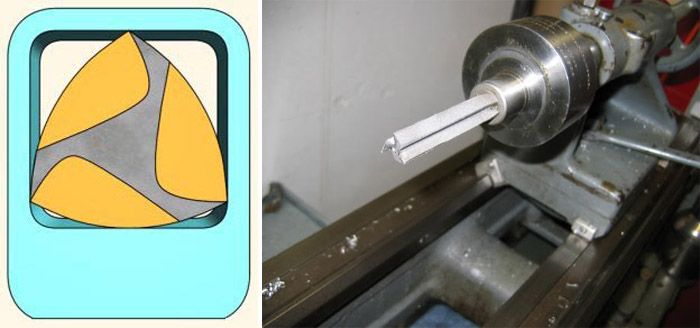
Рисунок 2 – Фактический профиль рабочей части инструмента
Конструкция инструмента такова. Собственно, рабочая часть включает в себя рабочую поверхность, которой производится съём металла и отводящие стружку канавки. Изготавливается фреза-сверло для квадратных отверстий из стали У8 и закаливается до твёрдости HRC 52…56. При особо тяжёлых условиях эксплуатации используются изделия из легированной стали Х12 с твёрдостью HRC 56…60. При нормальной подаче СОЖ и из-за сравнительно небольших температур в зоне обработки стойкость инструмента – высокая.
Более сложную конструкцию имеет шпиндель-переходник. Он включает в себя:
- Корпус.
- Зубчатый венец.
- Посадочное место под основной шпиндель (если инструмент устанавливается в инструментальной головке металлорежущего станка, то переходник имеет вид конуса Морзе).
- Приводной шестерни.
- Основного шпинделя.
- Шестерни зацепления с зубчатым венцом.
- Качающейся втулки.

Для бытовых приспособлений производители фрез/свёрл для квадратных отверстий предлагают накладные рамки, которые соединяются карданной передачей с патроном, и сообщают эксцентрические перемещения режущему инструменту. Толщина такой рамки определяет глубину получаемого отверстия.
Для соединения приспособления с патроном станка необходим ещё специальный переходник. Он состоит из:
- Корпуса.
- Плавающего хвостовика.
- Качающегося кольца.
- Сменной втулки под патроны разных металлообрабатывающих станков.
- Крепёжных винтов.
- Опорных шариков.
Для практического применения рассматриваемого инструмента достаточно придать шпинделю основного оборудования подачу в необходимом направлении. Для изготовления квадратных отверстий с применением такой оснастки пригодны фрезерные протяжные и токарные станки.
Альтернативные способы получения квадратных отверстий
Недостатком свёрл Уаттса считается наличие радиусных дуг в углах квадрата, что не всегда приемлемо. Кроме того, свёрла для квадратных отверстий, изготовленные с использованием треугольника Рело, не могут вести обработку заготовок большой толщины. В таких случаях можно использовать электроэрозионные/лазерные технологии, а также – что проще – применить сварку или штамповку.
Комплекты пробойников для квадратных отверстий выпускаются в ассортименте поперечных размеров до 70×70 мм в металле толщиной до 12…16 мм. В комплект входят:
- Пуансонодержатель под пробойник.
- Направляющая втулка.
- Кольцевой ограничитель хода.
- Матрица.
Для силового воздействия на пробойник можно использовать гидравлический домкрат. Пробитое отверстие выгодно отличается чистотой полученных кромок, а также отсутствием заусенцев. Подобный инструмент производится, в частности, торговой маркой Veritas (Канада).
При наличии в домашнем хозяйстве сварочного инвертора квадратное отверстие в стальной детали можно прожечь. С этой целью в заготовке предварительно сверлится (с запасом) круглое отверстие, затем туда вставляется требуемых размеров квадрат из графита марок ЭЭГ или МПГ, после чего обваривается по контуру. Графит извлекается, а в изделии остаётся квадратное отверстие. Его, при необходимости, можно зачистить и прошлифовать.
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях. Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.

Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории. Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами. Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
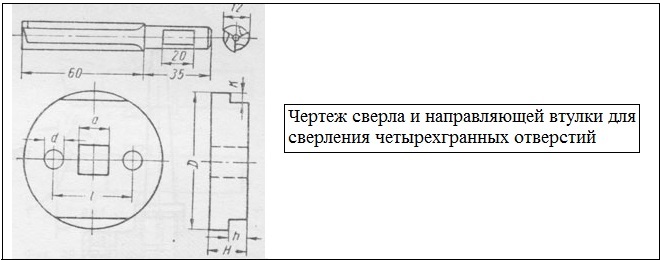
Чертеж деталей приспособления для сверления квадратного отверстия
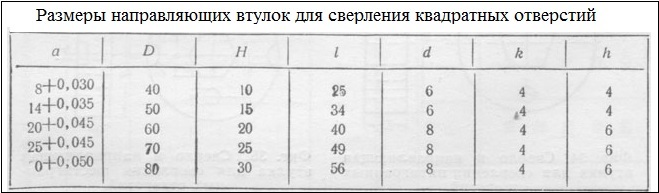
Таблица 1. Размеры направляющих втулок
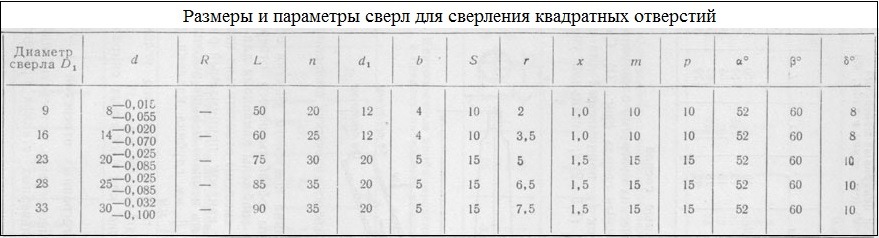
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Сверло для квадратных отверстий

- Цена: $6.52
- Перейти в магазин
Неочевидная и интересная приблуда — Mortising Chisel Woodwork Square Hole Drill Bit.
А конкретнее — сверло-приспособление для квадратных отверстий, по дереву.
Подойдет для сверления отверстий и пазов в материалах из дерева.
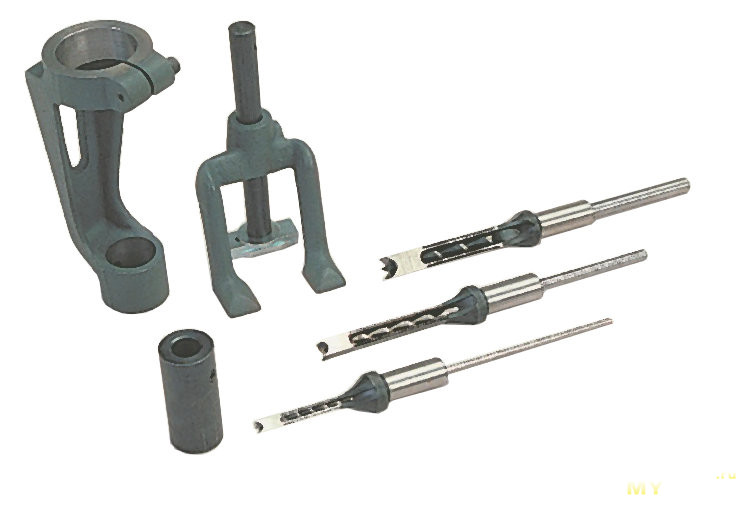
Сегодня речь пойдет о приспособлении для создания отверстий квадратной формы и пазов методом сверления.
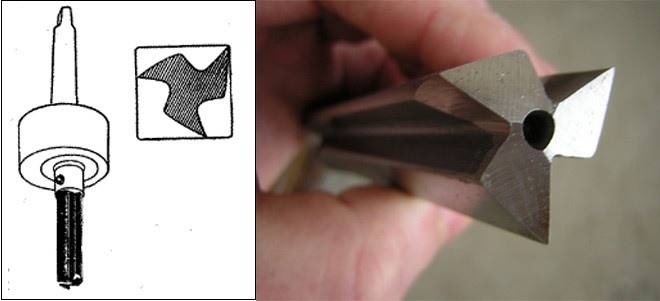
Приспособление состоит из двух частей: сверла по дереву и просекателя квадратной формы — внешней оболочки сверла. В просекателе есть отверстие для стружки.

В лоте на выбор два размера набора для квадратных отверстий: на 10 и на 16 мм
Вообще на просторах Али и Ебей встречал множество подобных наборов, брендовых (дорогих) и не очень.

Смысл у всех одинаковый — сверло убирает лишнее дерево, а рубашка-просекатель как бы выдавливает лишнее по форме квадрата.
Края у рубашки заостренные, срезанная деревянная стружка уходит вовнутрь и убирается сверлом наружу через отверстие.

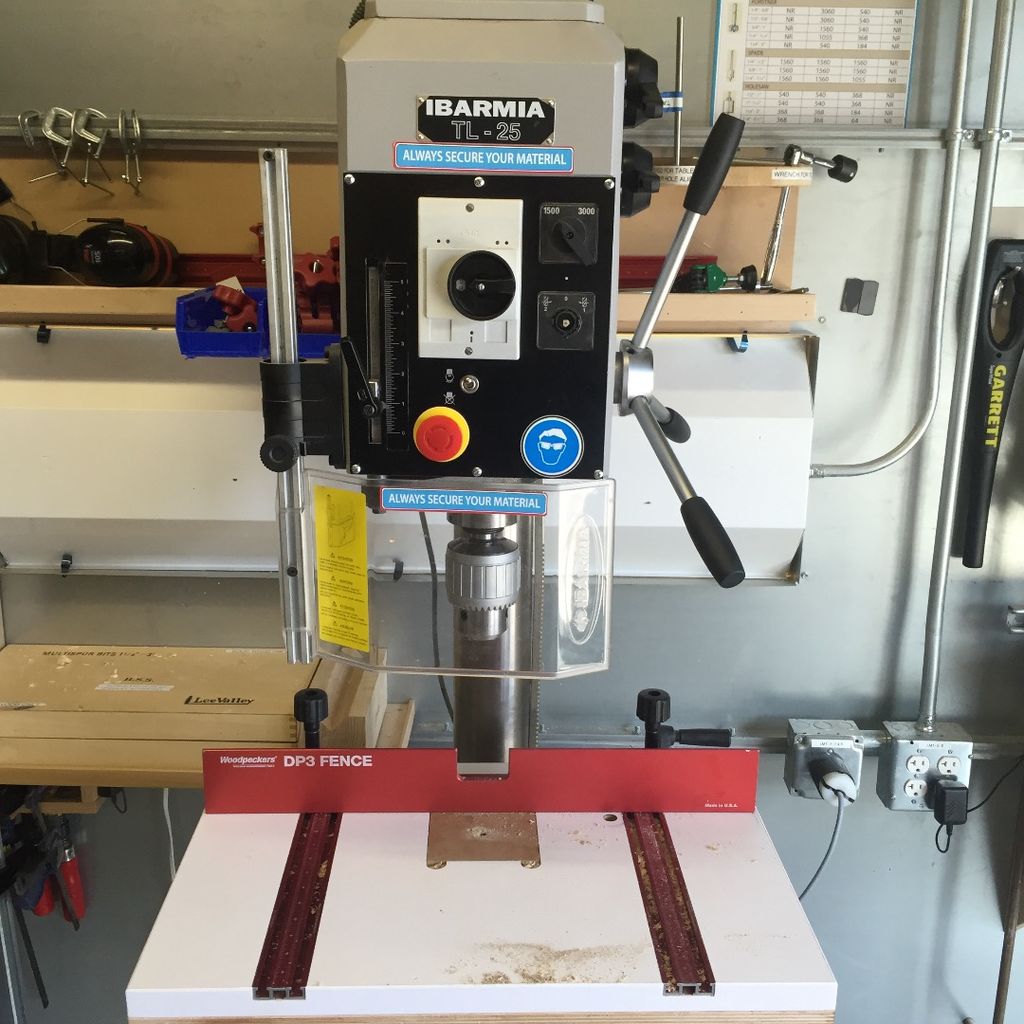
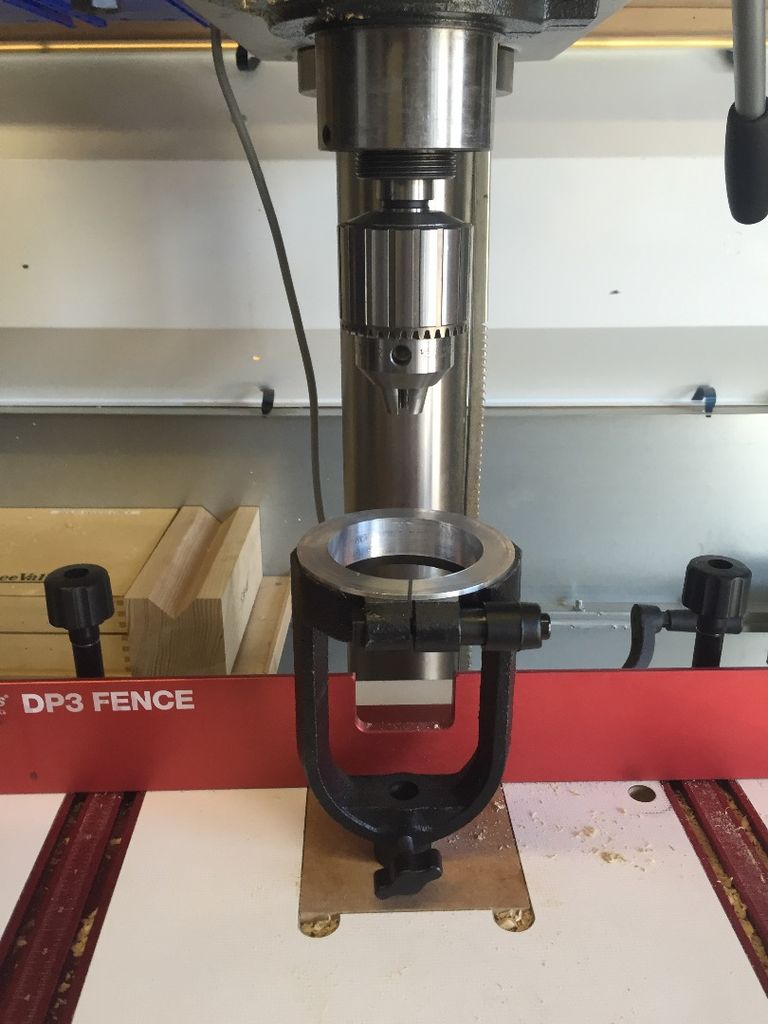
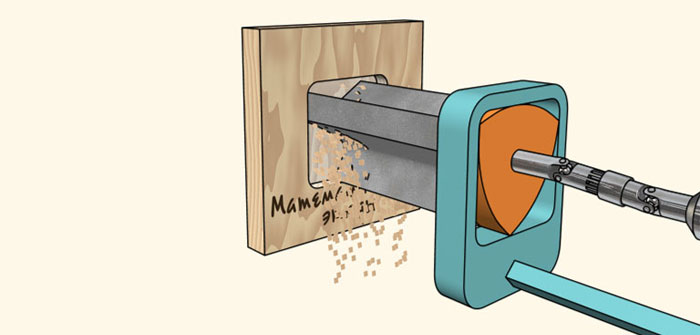
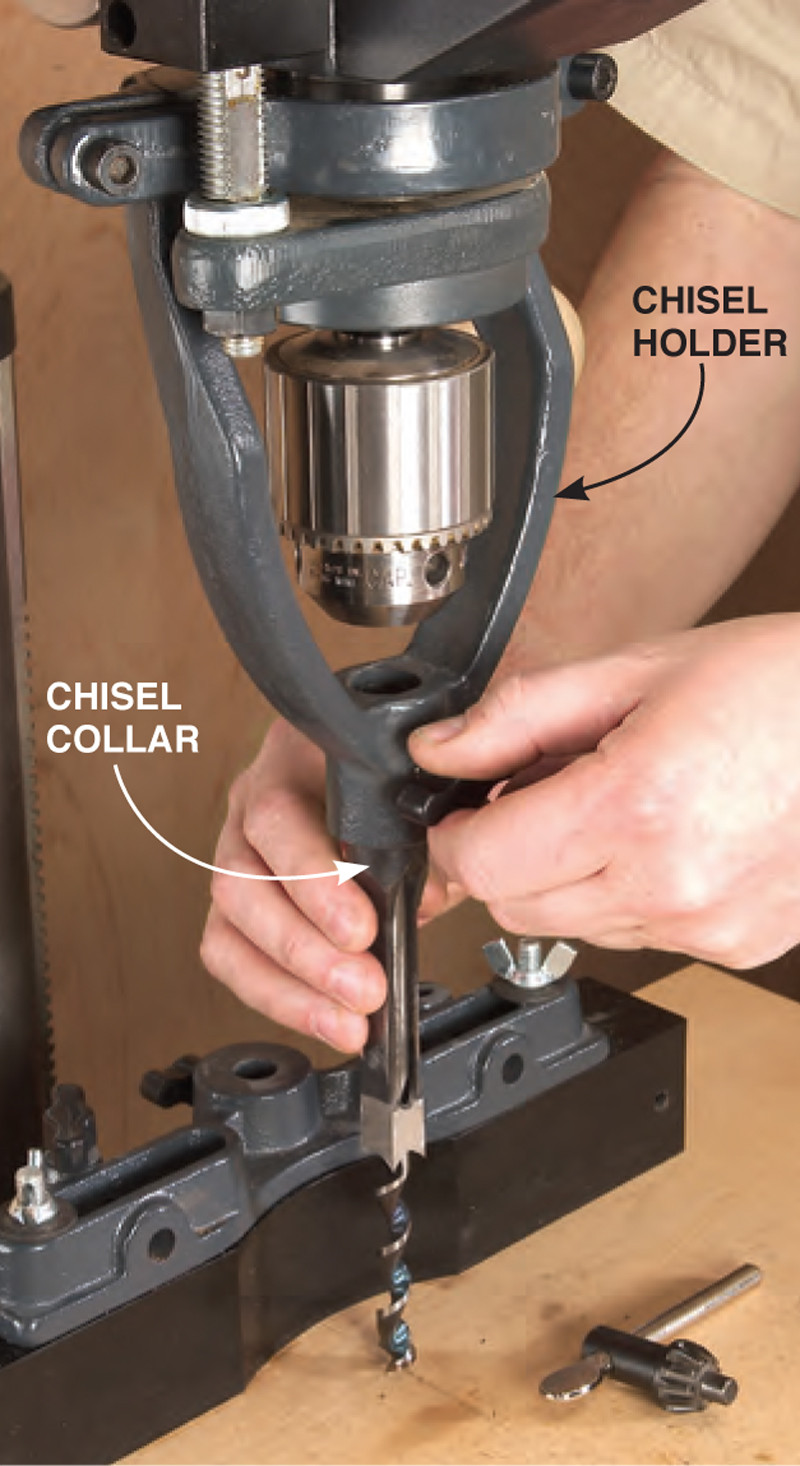
Для работы на вертикально-сверлильном станке потребуется небольшая приспособа-пресс-держатель, которая держит рубашку-просекатель, одновременно обеспечивая вращение патрона и сверла.
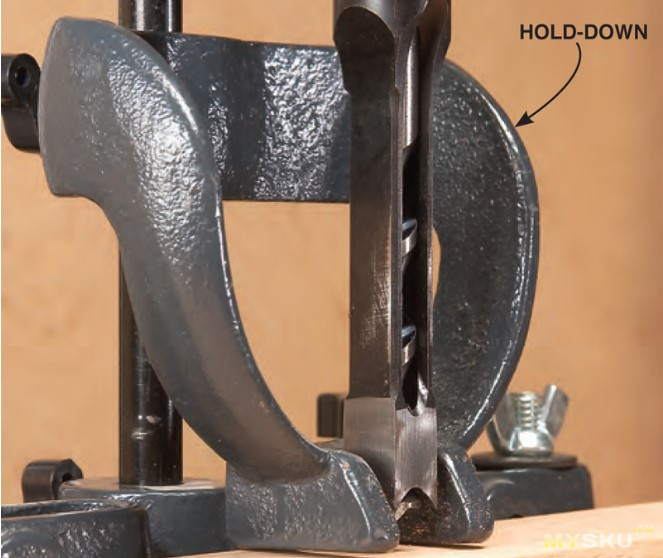
Пример постепенного «продавливания» отверстия, хорошо видно отметки от рубашки и от самого сверла.

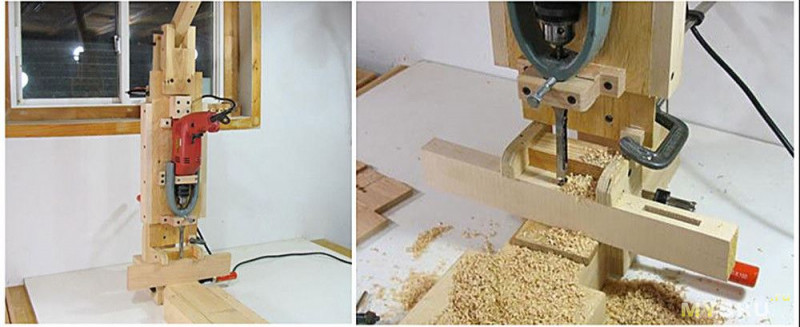
Вариантов подобных держателей масса, покупные достаточно дорогостоящие, но вполне можно изготовить их самостоятельно.
Общие черты — крепление к неподвижной гильзе шпинделя, опускание вместе со сверлильной головкой. Крепление одновременно держит просекатель, внутри вращается патрон со сверлом.
Постепенно, с опусканием головки «продавливается» квадратное отверстие.

Теперь непосредственно про сами сверла.
Я уже сказал, в лоте на выбор два размера: на 10 мм (вверху на фото) и на 16 мм (внизу)

Упакованы в пластиковый простенький кейс, комплекты в масле.
На фото «маленький» комплект — на 10 мм.
Сверло само длинное, из расчета под приспособу + зажимание в патроне.
А вот «рубашка» не очень длинная, около 13 см.
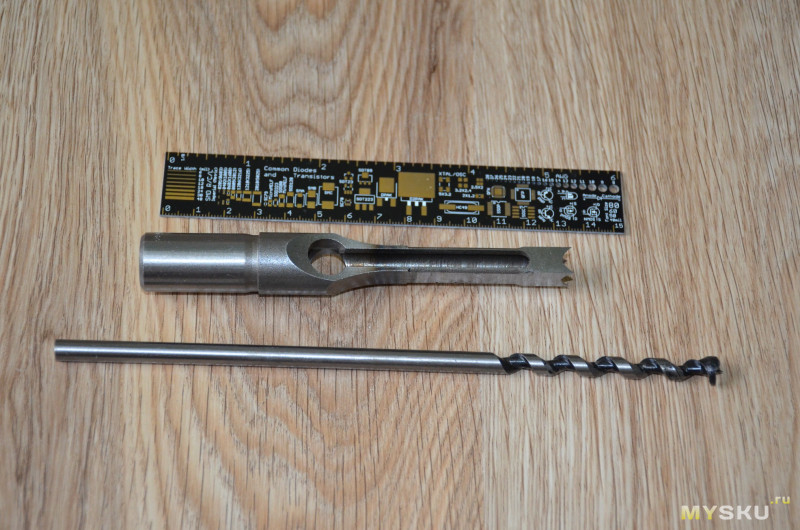
Сверло чуть отличается по форме от привычных сверл, в том числе по дереву.

Своей формой напоминает скорее бур ( по бетону). Подобная форма усиливает подачу стружки наверх.

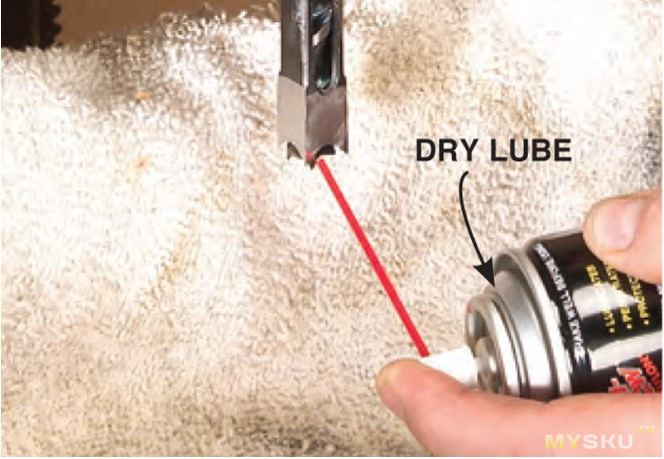
Форма острия сверла подходит к выемке на рубашке (под конус). Вообще эти места трутся, перед использованием можно слегка смазать.
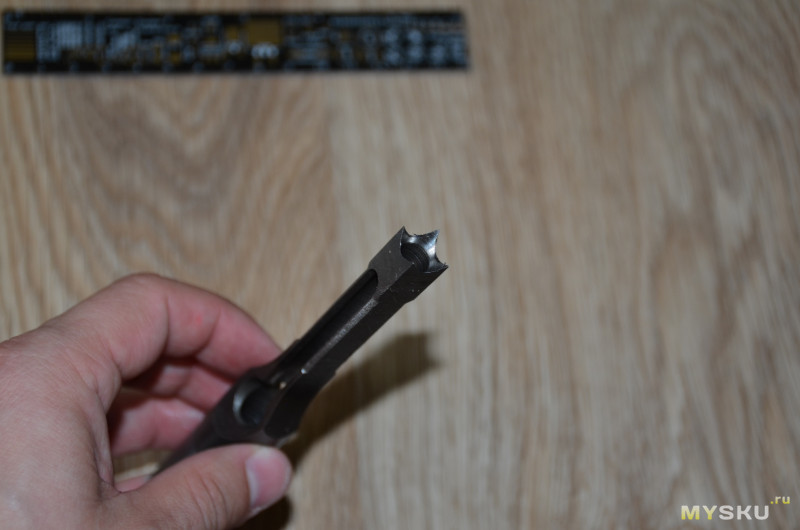
Углы рубашки заострены, сделаны арками — углы продавливаются сначала, потом острые арки срезают плоскость.

На одной из сторон есть узкое отверстие для выхода стружки.

Комплект в сборе.

Аналогично — комплект на 16 мм.
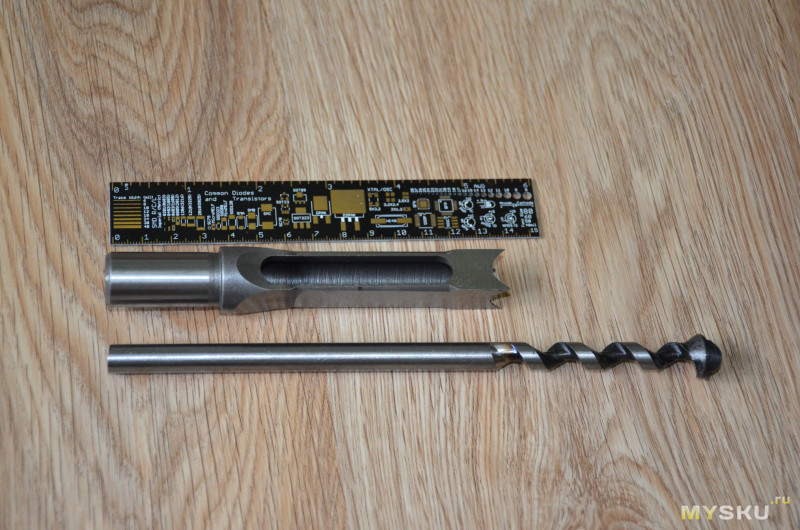

Сверло-бур на 16 мм

Форма наконечника такая же — под конус.

Кромки сверла острые, дерево грызет только в путь, но углы небольшие, снимает по чуть чуть, сверлит чисто.

Рубашка. Хорошо видны острые углы.

Кромки тоже острые.

Диаметр зажимной части (в приспособлении-держателе) 19 мм.

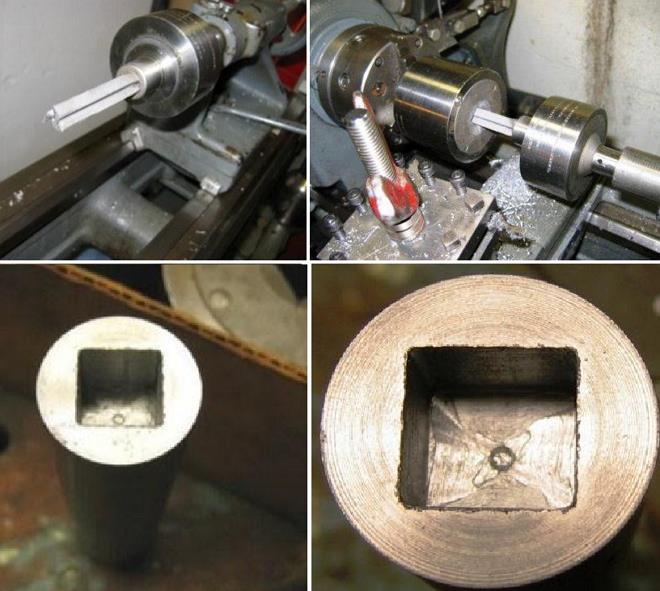
Пример комплекта для сверления, установленного в держатель на станке.
Готовим рабочее место

Выставляем высоту сверления
Обслуживание — небольшая смазка трущихся частей.
Приспособу для зажимания можно изготовить самостоятельно из подручных материалов
Для начала просто проверяю бур — сверлит неплохо, подачу надо делать небольшую



Отверстие ровненькое.

Пример полученных отверстий. Единственно отмечу — для первого раза нужна сноровка, зажал рубашку чуть выше чем нужно, получил слегка неровное отверстие.

Тоже самое на 16 мм.
Бур отдельно — наглядно видно качество отверстий.

Примеряем рубашку

Вставляем сверло, высоту и пробуем.

Ну у меня опять чуть смещено.


Пазы выполняются последовательной выборкой материала между отверстиями

Главное никуда не торопиться

Должно быть что-то типа такого при должной сноровке.
Привожу видосы с ютуба, на которых хорошо раскрыта работа подобных комплектов для квадратных отверстий.
Вместо вывода: интересный и необычный комплект. Можно делать отверстия квадратной формы и прорезать пазы. Подходит для дерева и материалов на его основе.
Данный комплект требует специального приспособления для удержания рубашки — обратите на это внимание.
Готовые приспособления для крепления комплектов достаточно дорогостоящие.
Чуть более подробно про установку можно посмотреть вот тут.
Спасибо за внимание!

Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Сверлением квадратных отверстий специальным сверлом
Отверстия квадратной формы в заготовках или изделиях, выполненных из металла и других материалов, можно получить с помощью режущего инструмента, называемого сверлом для квадратных отверстий. Оно имеет еще одно название – сверло Уаттса. Квадратные отверстия получаются с небольшими закруглениями в углах, которые почти незаметны. Их сверлят, рассверливают и засверливают в металле черном и цветном толщиной не более 16 мм, дереве, фанере и других материалах, включая вещества композитного происхождения. Операция выполняется с помощью дрели, перфоратора или на станках токарных или протяжных. Применяются в промышленности, сельском хозяйстве и быту при изготовлении продукции, ремонте и выполнении поделок собственными руками.

Характеристики сверла для квадратных отверстий
Профиль сверла для выполнения квадратных отверстий соответствует треугольнику специальной формы, который назвали в честь его изобретателя Рело. Отличительная черта: съем металла выполняется боковой частью, плоскостей резания у него 3. При этом в процессе выполнения операции инструмент описывает основное и качательные движения. Выполняются они в противоположных направлениях (треугольник вращается вокруг подвижной оси). Особенность инструмента: он вычерчивает фигуру, представляющую собой пересечение одинаковых кругов. В результате его вершины вычерчивают квадрат. При этом ось вращения перемещается по определенной траектории, а не стоит на месте.

Как и любое сверло, изделие конструктивно состоит из рабочей части и хвостовика, с помощью которого крепится в патрон, шпиндель или специальное приспособление инструмента или станка. В профиле рабочей части предусмотрены эллипсовидные канавки для отвода стружки в процессе высверливания отверстий. Благодаря их наличию уменьшается нагрузка на зажимное устройство, повышается резательная способность кромок и снижается уровень инерции. Значительно повышает срок эксплуатации режущего инструмента использование охлаждающей жидкости (СОЖ) в процессе выполнения операции. В некоторых моделях сверл квадратного профиля могут предусматриваться канавки для прохождения жидкости.
Сверла для квадратных отверстий классифицируют по таким параметрам:
- материалу, с которым могут работать (по металлу, дереву);
- материалу изготовления (сталь легированная, углеродистая, быстрорежущая, сплав);
- способу изготовления (цельные, составные);
- конструкции (с накладной рамкой, переходником и без них);
- конструкции хвостовой части (цилиндрическая, коническая, шестигранная);
- серии исполнения (укороченная, средняя, длинная);
- классу точности (нормальный, повышенный);
- диаметру;
- длине рабочей части.
По длине и диаметру отечественные изделия должны соответствовать требованиям ГОСТ 886-77, 4010-77 и 10902-77, импортные аналоги – действующим зарубежным стандартам. На хвостовик каждого сверла, выполняющего квадратный профиль в разных по плотности материалах, наносят маркировку. Указывается диаметр сверла, материал, из которого оно изготовлено, и даже логотип или наименование компании. Ходовыми являются сверла диаметром 9, 16, 23, 28 и 33 мм и длиной соответственно 50, 60, 75, 85 и 90 мм.
Геометрические параметры
К основным геометрическим параметрам относят такие показатели:
- диаметр, указываемый в мм;
- длина общая, мм;
- длина рабочей части, мм;
- угол заточки в градусах.
Кроме того, выбирая сверло квадратное, обращают внимание на хвостовик, который должен соответствовать шпинделю инструмента или комплекту приспособлений, для его крепления. Сверление квадратных отверстий необходимо выполнять после предварительной разметки и кернения центра будущего отверстия. Рекомендуется начинать сверление при низких скоростях вращения, а затем перейти на ту скорость, которая указана в паспортных данных станка или инструмента.
Как еще можно выполнить квадратное отверстие
Многих интересует, какими способами можно просверлить квадратное отверстие, если в наличии нет сверла Уаттса. На производстве на тонкостенном металле выполняют их методом штамповки, на более толстых заготовках выполняют методом литья, сваркой или с применением лазерной или электроэрозионной технологии. Кроме того, в торговой сети можно купить специальные комплекты пробойников, которые предназначены для изготовления квадратных отверстий размером до 70х70 мм. Состоит комплект из таких деталей:
- пробойника;
- матрицы;
- ограничителя хода;
- втулки направляющей;
- пуансонодержателя.
Воздействие на пробойник осуществляют с помощью домкрата гидравлического типа.
Совсем простой и малоэффективный способ – выполнить отверстие сверлом диаметром, который будет равен стороне квадрата, а затем доводить с помощью рашпилей и напильников до квадратной формы. На листовом металле небольшой толщины можно выполнить квадрат таким способом: взять сверло небольшого диаметра и вначале просверлить по углам квадрат, а затем по периметру с определенным шагом. Затем остается только вырубить эту часть, зачистить и при необходимости отшлифовать. Но такие отверстия можно выполнять, если к параметрам поверхности не предъявляются требования по шероховатости и точности изготовления.
На видео наглядно показан процесс рассверливания отверстия круглой формы в квадратное с помощью сверла Уаттса:
Просим тех, кто работал с таким режущим сверлом, поделиться опытом работы в комментариях к тексту, рассказать, каким оборудованием или инструментом пользовались и какие нюансы выполнения операции учитывали.