

Опрессовка шлангов высокого давления своими руками
Особенности ремонта шланга с высоким давлением
Шланги высокого давления, чаще называемые рукавами высокого давления (РВД), предназначены для создания или поглощения рабочего усилия, которое под высоким давлением передается закачанными в них жидкостями или газами.

Шланг высокого давления
Основная область применения РВД – гидравлические и пневматические системы различных устройств и механизмов. Вне промышленного производства с РВД чаще всего имеют дело владельцы автотранспорта, это шланги гидроусилителя руля (ГУР), и те, кто пользуются насосами высокого давления, например, самой распространенной у нас марки Керхер.
Структура РВД
Конструкция РВД обусловлена необходимостью выдерживать внутреннее давление, которое может доходить до нескольких сотен атмосфер.
Кроме того, внутренняя поверхность шланга высокого давления должна быть невосприимчива к воздействию транспортируемой среды. Поэтому нижний его слой делается из маслобензостойкой резины или синтетического каучука.
Для изготовления верхнего, более толстого слоя рукава высокого давления используется износостойкая резина, которая в случае необходимости дополняется термозащитой в виде гофрированного покрытия, металлического или полимерного.
Между верхним и нижним слоями резины в несколько слоев наматывается металлическая проволока, благодаря чему шланг получает нужную жесткость и прочность. Слои проволоки перемежаются тонкими резиновыми плёнками.
В зависимости от способа намотки проволоки различаются два вида шлангов высокого давления:
- Навивочные. При производстве шлангов этого типа витки проволоки наматываются ровными рядами.
- Оплеточные. В этом случае витки навиваются под углом к оси шланга так, чтобы витки предыдущего слоя скрещивались с витками следующего слоя проволоки. Оплеточные РВД обладают большей прочностью и способны выдержать большее давление, чем навивочные шланги.

Рукав высокого давления
В роли внутреннего жесткого каркаса кроме проволоки может выступать текстиль.
Количество слоёв проволоки и толщина слоев резины задаются стандартами, определяющими область применения того или иного типа РВД.
Фитинги для РВД
Для крепления шлангов по месту на их концах монтируются фитинги (наконечники), которые бывают следующих типов:
- Гайка;
- Штуцер;
- Ниппель;
- Быстроразъемные соединения.
Крепление фитингов к концам шланга производится с помощью обжимных муфт, которые опрессовываются на специальных станках.
В зависимости от вида хвостовика фитинги классифицируются по сериям:
- Универсальная. Эта серия может применяться во всех шлангах РВД за исключением шлангов навивочного типа.
- Interlock. Серия используется для навивочных рукавов.
При установке фитингов этого типа требуется обязательно удалять оба слоя резины, внутренний и внешний.

Фитинги для рукавов высокого давления
Операция по удалению слоев резины называется окорка шланга.
- CS. Фитингами этой серии так же обжимаются навивочные рукава, но снимать резину верхнего и нижнего слоя при этом уже не надо.
- Заводской брак. Чаще всего это некачественный обжим стыка фитинга со шлангом, вследствие использования кустарного или неотлаженного оборудования.
- Повреждения, полученные при работе основного механизма. Они проявляются в виде порезов и разрывов шланга. Наиболее распространенной их причиной является провисание РВД из-за неправильно подобранной длины.
- Повреждения, полученные из-за несоответствия параметров РВД условиям эксплуатации. Это может быть разрыв шланга или срыв фитинга, из-за этого давление оказалось выше того, на которое рассчитан рукав.
- В этом же ряду следует назвать повреждения внешнего слоя РВД при использовании его не в том температурном режиме, на который он рассчитан.
Выход из строя фитингов является наиболее частым случаем повреждения шлангов высокого давления. Это объясняется величиной и интенсивностью испытываемых ими нагрузок.
Повреждения шлангов высокого давления
Причины повреждений можно разделить на следующие виды:
Важно! Чтобы максимально обезопаситься от возможных повреждений РВД, при их выборе необходимо тщательно проверять соответствие их характеристик и параметров условиям эксплуатации.

Рукава высокого давления с фитингами
Речь идет, прежде всего, о расчетном значении максимально допустимого значения давления, температуры и минимальном радиусе изгиба рукава.
Среди повреждений шлангов высокого давления наиболее распространенными являются следующие:
- Поражение коррозией фитингов.
- Излом рукава.
- Истирание и изношенность верхнего слоя шланга.
- Закупорка рукава.
- Нарушение герметичности соединения фитинга.
- Срыв фитинга со шланга.
- Протечка соединения фитинга.
- Термическое повреждение внутреннего слоя резины.
Вернуться к содержанию ↑
Замена поврежденных шлангов высокого давления
Из всего вышесказанного можно сделать вывод, что ремонт РВД заключается или в замене поврежденного участка или в замене пришедших в негодность фитингов.
При замене поврежденного участка, так же как и при замене фитингов, понадобится обжимать соединительные муфты, то есть технологически эти два действия очень похожи.

Шланги высокого давления
Последовательность операций при этом выглядит таким образом:
- Поврежденный рукав отсоединяется от основного механизма.
- На отрезном станке режется новый рукав по размеру старого. Причем для замера берется расстояние между торцами ниппелей на его концах. Выбирать лучше РВД, рассчитанный на большее давление, чем то, на которое был рассчитан старый РВД.
- Подобрать нужный диаметр поможет маркировка, которая ставится на рукавах.
Заводская маркировка DN обозначает диаметр внутреннего канала шланга.
В случае затруднений проще всего произвести замеры по старому фитингу штангенциркулем и резьбомером, что позволит точно установить нужные диаметр и шаг резьбы и затем подобрать нужные параметры нового фитинга по таблицам.
Если попалось нестандартное соединение, то ремонт осуществляется с помощью ремонтного фитинга. Для этого берется головка старого фитинга, к которой припаивается часть, подлежащая опрессовке.

Рукава высокого давления
Этим методом часто пользуются автолюбители для экстренного ремонта шлангов ГУР, а так же владельцы насосов и минимоек Кирхер.
Ремонт и замена шлангов ГУР
Причина возникновения повреждений шлангов ГУР чаще всего состоит в том, что при вращении рулевого колеса в силу трения возникает серьезное усилие. Это усилие вызывает деформацию эластичного элемента, который меняет размеры отверстий в распределительном механизме, регулирующем перепад давления в гидроцилиндре.
В результате изнашивается рукав ГУР, подведенный к ограничительному клапану. Этот рукав ГУР рассчитан на давление, в зависимости от марки автомобиля, от 70 до 130 кГс/см2.
При таком высоком давлении ремонт поврежденного шланга ГУР с помощью хомутов или проволоки практически невозможен.
Остается два варианта: или заменить трубку ГУР целиком, или заменить только поврежденную её часть, переставив фитинги на новый шланг.
Причем перестановку фитингов лучше производить в условиях специальной мастерской.
Замена и установка шланга ГУР производится следующим образом:
- Передняя часть автомобиля поднимается на домкратах.
- Руль до упора выворачивается влево.
- Шприцем с насаженной на иголку трубкой из бачка гидроусилителя откачивается жидкость.
- После этого отсоединяется шланг, рабочие отверстия гидравлической системы закрываются заглушками.

Шланги гидроусилителя руля
Подбор нового шланга производится с точным соблюдением диаметра, иначе могут измениться рабочие качества гидроусилителя.
Вернуться к содержанию ↑
Заключение
Люди, обладающие профессиональными навыками, способны отремонтировать РВД для гидравлических систем автомобиля или насоса Керхер вручную, используя простейшее оборудование и приспособления. Но качество такого ремонта останется под сомнением, что крайне не желательно.
Надо понимать, что высокое давление создает зону повышенного риска, когда поломка или нештатное функционирование РВД может привести к тяжелым последствиям. Особенно, когда это касается не насоса Керхер, а гидравлических систем тяжелой техники. Далеко не полный список таких последствий выглядит так:
- Отстрел фитингов и опасный выхлест сорванных шлангов;
- Возгорание или взрыв рабочей жидкости;
- Потеря управляемости автомобилем;
- Отравления и ожоги из-за вылившейся из шлангов жидкости.

Избежать этого и обеспечить продолжительную и качественную работу отремонтированного трубопровода поможет точное соблюдение инструкций, внимательность и аккуратность при монтажных работах, а так же обращение в случае необходимости к специалистам.
Штуцер для ремонта шлангов высокого и низкого давления
Опрессовка шланга высокого давления
Обжим шлангов ручным
Станок для опрессовки шлангов [Компания .
Небольшой ручной станок для опрессовки рукавов высокого давления Приобретайте в нашем интернет-магазине.
Изготовление стаканов под обжатие РВД.
Кримпер для шлангов, простейшая конструк.
Этот старый кримпер для шлангов автомобильных кондиционеров, гидравлики и прочих произведен в США еще.
Обжимной станок H19MM
Обжимной станок H19MM предназначен для ремонтных нужд и единичного производства. Используется для обжима.
Кримпер для обжима шлангов кондиционера
Изготовление шланга кондиционера своими руками.
Гаражный лайфХак, обжимка шланг
Гаражный лайфХак, обжимка шланг https://youtu.be/qFkpK4lO8ng.
ОБЖИМКА ДЛЯ ШЛАНГОВ ATCO 3710, переделыв.
Мы переделываем под гидравлику любые механические кримперы. ATCO 3710 — неплохой кримпер, но в варианте с гидрав.
Обжимной инструмент из Китая/Fishing cri.
Обзор обжимного инструмента купленного автором на Алиэкспресс.Хороший и удобный ручной трапперский инстр.
Съёмные наконечники гидравлических шланг.
Uniflex S2M
Ручной гидравлический пресс идеально подходит для изготовления РВД на месте поломки.
Обжимной пресс для шлангов DME SM1
Обжимной, опрессовочный пресс DME SM1.
VID 20150527 163654
Инструмент для опрессовки стаканов фитингов Обжимка стационарная с ручным приводом гидроцилиндра http://www.z.
Мобильный ручной пресс для РВД
Единственные в Москве, кто смог выполнить ремонт гидравлического шланга высокого давления РВД, не снимая.
Как обжать шланг,,Новый плей лист..(Поле.
ДОБАВИЛ НОВЫЙ ПЛЭЙ ЛИСТ.. В НЁМ БУДУТ ПОЛЕЗНЫЕ МЕЛОЧИ И РАЗНЫЕ ХИТРОСТИ ..Очень часто я сталкивался с такой.
Шланги 2SN DN 38
Опрессовка шланга 2SN DN 38.
пресс обжимной SM1 D-M-E
обжимной пресс SM 1 для муфт и шлангов. Используется одноразовый нержавеющий колпак. MH 1 -.. два типоразмера.
Станок для опрессовки шлангов высокого д.
Опрессовочный станок TUBOMATIC H88 EL — это полуавтоматический станок для опрессовки рукавов высокого давления.
Делаем сами Ремонт шлангов высокого д.
Ремонт шлангов высокого давления= Решил сделать серию проектов на тему = ДЕЛАЕМ САМИ =. Хочу показать некот.
Tubomatic V350 ES — оборудование для обж.
Станок для обжима шлангов высокого давления Tubomatic V350 ES обладает силой сжатия в 1000 тонн и способен обжимать.
Опрессовка шлангов
Шланги (рукава) высокого давления — в основном используют в гидравлических и пневматических системах многообразных устройств и механизмов, они способны выдержать внутреннее давление, которое может достигать несколько сотен атмосфер.
Для создания крепежного элемента шланга, на его конце устанавливаются фитинги, простым языком – наконечники. В свою очередь они делятся на несколько видов:
- Гайки.
- Штуцеры.
- Ниппели.
- Быстроразъемные соединения.
Процесс опрессовки
Чтобы создать опрессованный рукав необходимо специальное оборудование – обжимной станок. Его принцип работы основывается на прессовании филингов на торцевой части шланга.
Все нужные комплектующие (фитинги, муфты, переходники, адаптеры) подбираются индивидуально в зависимости от размера РВД.
Обжимной станок включает в себя блок повышения давления (механического, электрического, гидравлического) и устройство регулирования.
Существуют общие правила проведения работы на опрессовочном оборудовании:
- Выбор и установка опрессовочной плашки по диаметру рукава.
- Монтирование соединительного компонента — фитинга.
- Контроль области опрессовочного влияния.
- Установка заготовки в станок и его включение.
- Проверка качества обжима готовых рукавов.
- Продолжительность процесса зависит от технических характеристик оборудования и размеров компонентов.
Благодаря опрессовке можно получить рукав любой длины и диаметра с разными видами крепления. РВД по многим факторам значительно превосходит обыкновенные трубы, и имеет свои уникальные технические характеристики:
- Все элементы обладают отличной сопротивляемостью к коррозии и к разновидным агрессивным химическим веществам. Они отлично подходят к устройствам, где в качестве среды выступает жидкость.
- Слои РВД обладают устойчивостью к воздействию низкой и высокой температуры.
- Хорошая гибкость.
Стоимость опрессовки зависит от многих факторов, рассчитать цену работы можно по таблице: .
Наша компания производит обжим шлангов 1SN. Максимальные размеры фитингов 1 1/2″. Вы можете заказать у нас необходимый размер шлангов которые мы изготовим. Если вам нужны услуги обжима от настоящих профессионалов в Санкт-Петербурге, то обращайтесь по телефону 8 905-289-86-46, или воспользуйтесь формой ниже.
Опрессовка рукавов высокого давления
Любая техника, которая так или иначе предусматривает использование гидравлической системы нуждается в применении рукавов высокого давления.
РВД хоть и имеет довольно сложную технологию производства, но по своей сути это это многослойный трубопровод, которой сделан из резины и полимеров в металлической оплетке.
Внутри же данная конструкция имеет некий канал, который создан для течения различных рабочих жидкостей и газов.
Для полноценного и надежного функционирования РВД устанавливают специальные фитинги. Они присоединяются к концам трубопровода, представляя собой удобную металлическую конструкцию, которая как правило запрессована. В зависимости от количества оплеток и используемого материала, а это в основном сталь или металл, рукава высокого давления компании РВД ПРОМ выдерживали давление до 350 атмосфер.
Любая конструкция рукавов высокого давления, независимо от условий эксплуатации, рано или поздно требует монтажных работ и сервисного контроля. Лишь стоит в том, какой компании доверить обслуживание и ремонт РВД?
Обратите свое внимание на компанию РВД ПРОМ, которая осуществляет сервисное обслуживание и замену РВД, как для технических устройств отечественных производителей, так и для ЕВРО образцов. Благодаря многолетнему опыту, собственному высококачественному производству на станках новых поколений и наличии большого количества артикулов фитингов и рвд различных конструкций, Вы можете быть уверены в качественном результате.
Купить опрессовку РВД в компании РВД ПРОМ — отличный результат с гарантией качества. Она представлена в виде гибкого шланга из резины или полимера, который покрыт некой оболочкой с закрепленным фитингом из металла. Отлично подойдет для соединения различных деталей в гидравлике, подключения к оборудованию жидкостей и газов.
Производство опрессовки РВД:
- Подбор необходимой оплетки и настройка оборудования.
- Выбор обжима (поперечный и продольный.
- Испытания оборудования в условиях эксплуатации.
- Маркировка отобранных изделий и их упаковка.
Компания РВД ПРОМ осуществляет опрессовку РВД в Курске и по всей территории России. Вы можете воспользоваться готовыми вариантами или заказать индивидуальную опрессовку РВД с учетов всех необходимых параметров, таких как:
- диаметр,
- длина,
- максимальное рабочее давление.
Опрессовка шланга высокого давления
The Best New TV Shows You Won’t Want to Miss in 2018
TV’s Best, Worst, and Most WTF Moments of 2017
More From: обжим и опрессовка РВД
Кримпер для шлангов, простейшая конструкция
Этот старый кримпер для шлангов автомобильных кондиционеров, гидравлики и прочих произведен в США еще.
Опрессовка рукавов высокого давления, часть 1
В этом сюжете мы расскажем вам о тестовой опрессовке рукавов Verso фитингами и муфтами Tieffe и Cast.
Обжим рукава высокого давления
✅ Изготовление шланга высокого давления
как самому сделать рукав высокого давления кондиционера.
ОБЖИМКА ДЛЯ ШЛАНГОВ ATCO 3710, переделываем под гидравлику
Мы переделываем под гидравлику любые механические кримперы. ATCO 3710 — неплохой кримпер, но в варианте с гидрав.
Изготовление стаканов под обжатие РВД.
Станок для опрессовки шлангов [Компания «VOLIT»]
Небольшой ручной станок для опрессовки рукавов высокого давления Приобретайте в нашем интернет-магазине.
Как обжать шланг,,Новый плей лист..(Полезные мелочи)
ДОБАВИЛ НОВЫЙ ПЛЭЙ ЛИСТ.. В НЁМ БУДУТ ПОЛЕЗНЫЕ МЕЛОЧИ И РАЗНЫЕ ХИТРОСТИ ..Очень часто я сталкивался с такой.
Гаражный лайфХак, обжимка шланг
Гаражный лайфХак, обжимка шланг https://youtu.be/qFkpK4lO8ng.
Ручной гидравлический пресс идеально подходит для изготовления РВД на месте поломки.
Этапы опрессовки рукава высокого давления
Ремонт шланга гидравлики за 1час
Мастерим самодельный пресс для обжима тросов силовых тренажеров
производство рукавов высокого давления
Кримпер для обжима шлангов кондиционера
Изготовление шланга кондиционера своими руками.
Делаем сами Ремонт шлангов высокого давления
Ремонт шлангов высокого давления= Решил сделать серию проектов на тему = ДЕЛАЕМ САМИ =. Хочу показать некот.
Сравнительные тесты итальянских и китайских фитингов для РВД
Сравнительные тесты фитингов Cast S.p.A, Tieffe S.p.A с китайской продукцией. Даже на новых китайских фитингах для.
Обжимной станок H19MM
Обжимной станок H19MM предназначен для ремонтных нужд и единичного производства. Используется для обжима.
Изготовление РВД по образцу
Выезжали в г. Истру для изготовления РВД на дробильный комплекс. Заказчик производит слом старых цехов.
Станок для ремонта и изготовления РВД.
Принцип изготовления рукава высокого давления на китайском обжимном станке.
Обжимной станок H25 Eco QC
Обжимной станок H25 Eco QC предназначен для мелко- и среднесерийного производства. Используется для обжима.
Обжимной станок для РВД Tubomatic H25 в работе
Станок для опрессовки РВД UNIFLEX S6
Изготовление кондиционерного шланга
Шланг для кондиционера своими руками.
Ремонт шланга высокого давления / простой и надежный способ своими руками/ самоделки
Ремонт шланга высокого давления / мойка высокого давления/ простой и надежный способ / своими руками / самод.
Обжим рукава высокого давления (РВД/20)
Как выбрать рукава высокого давления (РВД)?
Как подобрать РВД — маркировка, тип оплетки/навивки, рабочее давление, ресурс работы, длина рукава и тип.
ремонт и изготовление рукавов высокого давление Semperit 25 DN 4SH
по вопросам ремонта и обслуживание техники обращайтесь по телефону 0503203208.
Обжимной станок COMPAK 1
Обжимной станок COMPAK 1 используется для обжима (опрессовки) рукавов высокого и низкого давления, шлангов.
Пресс обжима РВД MK-90 сброс концевого выключателя
пресс обжимной SM1 D-M-E
обжимной пресс SM 1 для муфт и шлангов. Используется одноразовый нержавеющий колпак. MH 1 -.. два типоразмера.
Гидравлический обжимной станок. Холодная сварка.
Гидравлический обжимной станок. Холодная сварка.Холодная сварка — способ соединения деталей при комнатно.
Мобильный ручной пресс для РВД
Единственные в Москве, кто смог выполнить ремонт гидравлического шланга высокого давления РВД, не снимая.
Рукава высокого давления, производства ООО «Предприятие «Стройкомплект» — это надежные изделия качественно.
Изготовление и Ремонт трубки, шланги авто кондиционера.
Ремонт трубки, шланги авто кондиционера. Repair tubes, hoses car air conditioner. Тим сервис. Сбор средств на покупку техники.
Станок обжима РВД MK-90 Проверка автоматического режима работы
Шланги, рукава высокого давления Hydro Hose
Ремонт и изготовление шлангов, рукавов высокого давления.
Муфта обжимная: надежный монтаж фитингов на рукава высокого давления

Для изготовления гибких трубопроводов, работающих под высоким давлением, необходимо обеспечить максимально надежный монтаж концевой арматуры на рукаве (шланге). Эта задача решается с помощью обжимных муфт — все об этих деталях, их назначении, типах, конструкции и применимости читайте в данной статье.
Что такое обжимная муфта?
Обжимная муфта (гильза, втулка, кольцо) — обжимной фитинг, предназначенный для монтажа концевой арматуры на рукав высокого давления (РВД). Муфта является составной частью всех типов концевых арматур РВД, решая несколько задач:
- Механическая фиксация концевой арматуры на РВД, обеспечивая ее нормальное функционирование при высоком давлении;
- Защита концевой части рукава от разрывов и деформаций;
- За счет своей жесткости — защита от загибов концевых частей рукава при его монтаже с изгибами.
С помощью обжимных муфт обеспечивается неразъемное соединение РВД с фитингами, они используются при штучном и серийном производстве рукавов высокого давления (шлангов) для гидравлических систем различных типов и назначения.
Типы и конструкции обжимных муфт
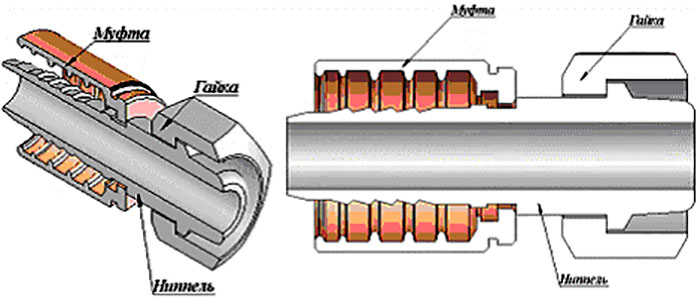
Концевая арматура РВД — муфта и ниппель с гайкой

Соединение рукава высокого давления с концевой арматурой
Конструктивно все муфты одинаковы — это короткая стальная трубка (втулка), на одном конце которой располагается направленный внутрь бурт для упора в торец шланга. Наружная поверхность муфт — гладкая, с одного края может присутствовать маркировка в виде одного или нескольких кольцевых пазов, сужения диаметра или штриховки. Также на муфту может наноситься цифробуквенная маркировка.
Обжимные муфты делятся на несколько типов по применимости и структуре внутренней поверхности.
Существует два основных типа муфт:
Легкие муфты имеют небольшую толщину стенок, они предназначены для монтажа концевой арматуры на РВД типов 1 ST/SN и 2 ST/SN (с одной и двумя оплетками). Усиленные муфты предназначены для использования с РВД типов 4 SP/SH, R12 и R13 (с четырьмя и шестью оплетками) и другими.
При этом обжимные муфты делятся на две группы по способу монтажа на РВД:
Зачистные муфты для монтажа требуют зачистки (окорки) наружного и/или внутреннего слоя рукава, они контактируют непосредственно с наружной проволочной оплеткой. Незачистные муфты можно монтировать непосредственно на шланг без удаления наружного слоя, к этому типу относятся и муфты для пластиковых и металлопластиковых труб.
По структуре внутренней поверхности обжимные муфты делятся на два типа:
- Гладкие;
- Рифленые (кольцевые, елочные).
Гладкая муфта — это простая втулка, на одном торце которой выполнен упорный борт, изделия данного типа используются для монтажа на рукава с низким рабочим давлением. Рифленая муфта — это втулка, внутренняя поверхность которой несет кольцевые ребра различной формы (прямые, заостренные). Ребра рифленой муфты при обжиме заглубляются в наружный слой рукава, обеспечивая максимально надежную фиксацию, именно поэтому данные изделия используются на РВД с высоким рабочим давлением.
При этом все обжимные муфты, независимо от типа и конструкции, совместимы (за редким исключением) со всеми типами концевой арматуры — ниппелями с гайками, кольцевыми ниппелями (банджо), гладкими и резьбовыми штуцерами, прямыми и изогнутыми фитингами, и т.д.
Муфты обжимные для РВД изготавливаются из различных сортов стали, они могут иметь антикоррозийное покрытие (оцинковку). Все стальные муфты после изготовления подвергаются отжигу — термической обработке, после которой они становятся более пластичным, поэтому в процессе опрессовки не трескаются и сохраняют прочность.
Сегодня на рынке представлены муфты для РВД с различным наружным диаметром. Наиболее востребованы муфты для шлангов диаметром от 6 до 50 мм (от 1/4 до 2 дюймов), значительно реже в продаже можно найти изделия для РВД с условным проходом 5 мм (3/16 дюйма). Размеры и характеристик обжимных муфт стандартизированы, поэтому могут использоваться со всеми РВД, изготовленными по стандартам DIN EN 853, EN856, EN857, ГОСТ 6286 и некоторым другим.
Выбор и правильное использование обжимных муфт
Выбор обжимных муфт необходимо делать, исходя из типа рукавов высокого давления, их характеристик, размеров и назначения. Для РВД типов 1 ST/SN и 2 ST/SN подходят муфты легкого типа, для работы с РВД типов 4 SP/SH, R12 и R13 необходимо использовать усиленные муфты. В большинстве случаев достаточно применять универсальные муфты, хотя при изготовлении некоторых трубопроводов может понадобиться концевая арматура с муфтами специальной конструкции.
Для резиновых РВД наилучшим образом подходят рифленые муфты, которые обеспечивают максимально надежный монтаж при продольной опрессовке. Гладкие муфты применяются для поперечной опрессовки, в процессе которой на муфте формируются кольцевые канавки. Гладкие муфты используются и для работы со многими типами пластиковых трубопроводов.
Особое внимание при выборе муфт нужно обращать на технологию их монтажа, а именно — требует ли она зачистки РВД или нет. Если муфта зачистная, то шланг предварительно нужно подготовить — удалить наружный и/или внутренний резиновый слой; если муфта незачистная, то монтаж можно выполнять без предварительной обработки рукава. Монтаж зачистных муфт на не зачищенный шланг запрещен, так как это снижает надежность рукава и концевой арматуры. Это правило актуально и для незачистных муфт — их не рекомендуется монтировать на зачищенный шланг.
Опрессовка рукавов высокого давления выполняется с применением специальных прессов. Если работа выполняется с применением зачистных муфт, то нужно иметь еще и окорочный станок для удаления верхнего и/или внутреннего слоя рукава. При правильном выполнении опрессовки рукав высокого давления и его концевая арматура будут отвечать требованиям ГОСТ, такие изделия обеспечат надежную работу гидравлической и других систем в любых условиях.
Опрессовка шланга высокого давления
Обжим шлангов ручным
Станок для опрессовки шлангов [Компания .
Небольшой ручной станок для опрессовки рукавов высокого давления Приобретайте в нашем интернет-магазине.
Изготовление стаканов под обжатие РВД.
Кримпер для шлангов, простейшая конструк.
Этот старый кримпер для шлангов автомобильных кондиционеров, гидравлики и прочих произведен в США еще.
Обжимной станок H19MM
Обжимной станок H19MM предназначен для ремонтных нужд и единичного производства. Используется для обжима.
Кримпер для обжима шлангов кондиционера
Изготовление шланга кондиционера своими руками.
Гаражный лайфХак, обжимка шланг
Гаражный лайфХак, обжимка шланг https://youtu.be/qFkpK4lO8ng.
ОБЖИМКА ДЛЯ ШЛАНГОВ ATCO 3710, переделыв.
Мы переделываем под гидравлику любые механические кримперы. ATCO 3710 — неплохой кримпер, но в варианте с гидрав.
Обжимной инструмент из Китая/Fishing cri.
Обзор обжимного инструмента купленного автором на Алиэкспресс.Хороший и удобный ручной трапперский инстр.
Съёмные наконечники гидравлических шланг.
Uniflex S2M
Ручной гидравлический пресс идеально подходит для изготовления РВД на месте поломки.
Обжимной пресс для шлангов DME SM1
Обжимной, опрессовочный пресс DME SM1.
VID 20150527 163654
Инструмент для опрессовки стаканов фитингов Обжимка стационарная с ручным приводом гидроцилиндра http://www.z.
Мобильный ручной пресс для РВД
Единственные в Москве, кто смог выполнить ремонт гидравлического шланга высокого давления РВД, не снимая.
Как обжать шланг,,Новый плей лист..(Поле.
ДОБАВИЛ НОВЫЙ ПЛЭЙ ЛИСТ.. В НЁМ БУДУТ ПОЛЕЗНЫЕ МЕЛОЧИ И РАЗНЫЕ ХИТРОСТИ ..Очень часто я сталкивался с такой.
Шланги 2SN DN 38
Опрессовка шланга 2SN DN 38.
пресс обжимной SM1 D-M-E
обжимной пресс SM 1 для муфт и шлангов. Используется одноразовый нержавеющий колпак. MH 1 -.. два типоразмера.
Станок для опрессовки шлангов высокого д.
Опрессовочный станок TUBOMATIC H88 EL — это полуавтоматический станок для опрессовки рукавов высокого давления.
Делаем сами Ремонт шлангов высокого д.
Ремонт шлангов высокого давления= Решил сделать серию проектов на тему = ДЕЛАЕМ САМИ =. Хочу показать некот.
Tubomatic V350 ES — оборудование для обж.
Станок для обжима шлангов высокого давления Tubomatic V350 ES обладает силой сжатия в 1000 тонн и способен обжимать.
Опрессовка шлангов
Шланги (рукава) высокого давления — в основном используют в гидравлических и пневматических системах многообразных устройств и механизмов, они способны выдержать внутреннее давление, которое может достигать несколько сотен атмосфер.
Для создания крепежного элемента шланга, на его конце устанавливаются фитинги, простым языком – наконечники. В свою очередь они делятся на несколько видов:
- Гайки.
- Штуцеры.
- Ниппели.
- Быстроразъемные соединения.
Процесс опрессовки
Чтобы создать опрессованный рукав необходимо специальное оборудование – обжимной станок. Его принцип работы основывается на прессовании филингов на торцевой части шланга.
Все нужные комплектующие (фитинги, муфты, переходники, адаптеры) подбираются индивидуально в зависимости от размера РВД.
Обжимной станок включает в себя блок повышения давления (механического, электрического, гидравлического) и устройство регулирования.
Существуют общие правила проведения работы на опрессовочном оборудовании:
- Выбор и установка опрессовочной плашки по диаметру рукава.
- Монтирование соединительного компонента — фитинга.
- Контроль области опрессовочного влияния.
- Установка заготовки в станок и его включение.
- Проверка качества обжима готовых рукавов.
- Продолжительность процесса зависит от технических характеристик оборудования и размеров компонентов.
Благодаря опрессовке можно получить рукав любой длины и диаметра с разными видами крепления. РВД по многим факторам значительно превосходит обыкновенные трубы, и имеет свои уникальные технические характеристики:
- Все элементы обладают отличной сопротивляемостью к коррозии и к разновидным агрессивным химическим веществам. Они отлично подходят к устройствам, где в качестве среды выступает жидкость.
- Слои РВД обладают устойчивостью к воздействию низкой и высокой температуры.
- Хорошая гибкость.
Стоимость опрессовки зависит от многих факторов, рассчитать цену работы можно по таблице: .
Наша компания производит обжим шлангов 1SN. Максимальные размеры фитингов 1 1/2″. Вы можете заказать у нас необходимый размер шлангов которые мы изготовим. Если вам нужны услуги обжима от настоящих профессионалов в Санкт-Петербурге, то обращайтесь по телефону 8 905-289-86-46, или воспользуйтесь формой ниже.
Опрессовка рукавов высокого давления
Любая техника, которая так или иначе предусматривает использование гидравлической системы нуждается в применении рукавов высокого давления.
РВД хоть и имеет довольно сложную технологию производства, но по своей сути это это многослойный трубопровод, которой сделан из резины и полимеров в металлической оплетке.
Внутри же данная конструкция имеет некий канал, который создан для течения различных рабочих жидкостей и газов.
Для полноценного и надежного функционирования РВД устанавливают специальные фитинги. Они присоединяются к концам трубопровода, представляя собой удобную металлическую конструкцию, которая как правило запрессована. В зависимости от количества оплеток и используемого материала, а это в основном сталь или металл, рукава высокого давления компании РВД ПРОМ выдерживали давление до 350 атмосфер.
Любая конструкция рукавов высокого давления, независимо от условий эксплуатации, рано или поздно требует монтажных работ и сервисного контроля. Лишь стоит в том, какой компании доверить обслуживание и ремонт РВД?
Обратите свое внимание на компанию РВД ПРОМ, которая осуществляет сервисное обслуживание и замену РВД, как для технических устройств отечественных производителей, так и для ЕВРО образцов. Благодаря многолетнему опыту, собственному высококачественному производству на станках новых поколений и наличии большого количества артикулов фитингов и рвд различных конструкций, Вы можете быть уверены в качественном результате.
Купить опрессовку РВД в компании РВД ПРОМ — отличный результат с гарантией качества. Она представлена в виде гибкого шланга из резины или полимера, который покрыт некой оболочкой с закрепленным фитингом из металла. Отлично подойдет для соединения различных деталей в гидравлике, подключения к оборудованию жидкостей и газов.
Производство опрессовки РВД:
- Подбор необходимой оплетки и настройка оборудования.
- Выбор обжима (поперечный и продольный.
- Испытания оборудования в условиях эксплуатации.
- Маркировка отобранных изделий и их упаковка.
Компания РВД ПРОМ осуществляет опрессовку РВД в Курске и по всей территории России. Вы можете воспользоваться готовыми вариантами или заказать индивидуальную опрессовку РВД с учетов всех необходимых параметров, таких как:
- диаметр,
- длина,
- максимальное рабочее давление.
Опрессовка шланга высокого давления
The Best New TV Shows You Won’t Want to Miss in 2018
TV’s Best, Worst, and Most WTF Moments of 2017
More From: обжим и опрессовка РВД
Кримпер для шлангов, простейшая конструкция
Этот старый кримпер для шлангов автомобильных кондиционеров, гидравлики и прочих произведен в США еще.
Опрессовка рукавов высокого давления, часть 1
В этом сюжете мы расскажем вам о тестовой опрессовке рукавов Verso фитингами и муфтами Tieffe и Cast.
Обжим рукава высокого давления
✅ Изготовление шланга высокого давления
как самому сделать рукав высокого давления кондиционера.
ОБЖИМКА ДЛЯ ШЛАНГОВ ATCO 3710, переделываем под гидравлику
Мы переделываем под гидравлику любые механические кримперы. ATCO 3710 — неплохой кримпер, но в варианте с гидрав.
Изготовление стаканов под обжатие РВД.
Станок для опрессовки шлангов [Компания «VOLIT»]
Небольшой ручной станок для опрессовки рукавов высокого давления Приобретайте в нашем интернет-магазине.
Как обжать шланг,,Новый плей лист..(Полезные мелочи)
ДОБАВИЛ НОВЫЙ ПЛЭЙ ЛИСТ.. В НЁМ БУДУТ ПОЛЕЗНЫЕ МЕЛОЧИ И РАЗНЫЕ ХИТРОСТИ ..Очень часто я сталкивался с такой.
Гаражный лайфХак, обжимка шланг
Гаражный лайфХак, обжимка шланг https://youtu.be/qFkpK4lO8ng.
Ручной гидравлический пресс идеально подходит для изготовления РВД на месте поломки.
Этапы опрессовки рукава высокого давления
Ремонт шланга гидравлики за 1час
Мастерим самодельный пресс для обжима тросов силовых тренажеров
производство рукавов высокого давления
Кримпер для обжима шлангов кондиционера
Изготовление шланга кондиционера своими руками.
Делаем сами Ремонт шлангов высокого давления
Ремонт шлангов высокого давления= Решил сделать серию проектов на тему = ДЕЛАЕМ САМИ =. Хочу показать некот.
Сравнительные тесты итальянских и китайских фитингов для РВД
Сравнительные тесты фитингов Cast S.p.A, Tieffe S.p.A с китайской продукцией. Даже на новых китайских фитингах для.
Обжимной станок H19MM
Обжимной станок H19MM предназначен для ремонтных нужд и единичного производства. Используется для обжима.
Изготовление РВД по образцу
Выезжали в г. Истру для изготовления РВД на дробильный комплекс. Заказчик производит слом старых цехов.
Станок для ремонта и изготовления РВД.
Принцип изготовления рукава высокого давления на китайском обжимном станке.
Обжимной станок H25 Eco QC
Обжимной станок H25 Eco QC предназначен для мелко- и среднесерийного производства. Используется для обжима.
Обжимной станок для РВД Tubomatic H25 в работе
Станок для опрессовки РВД UNIFLEX S6
Изготовление кондиционерного шланга
Шланг для кондиционера своими руками.
Ремонт шланга высокого давления / простой и надежный способ своими руками/ самоделки
Ремонт шланга высокого давления / мойка высокого давления/ простой и надежный способ / своими руками / самод.
Обжим рукава высокого давления (РВД/20)
Как выбрать рукава высокого давления (РВД)?
Как подобрать РВД — маркировка, тип оплетки/навивки, рабочее давление, ресурс работы, длина рукава и тип.
ремонт и изготовление рукавов высокого давление Semperit 25 DN 4SH
по вопросам ремонта и обслуживание техники обращайтесь по телефону 0503203208.
Обжимной станок COMPAK 1
Обжимной станок COMPAK 1 используется для обжима (опрессовки) рукавов высокого и низкого давления, шлангов.
Пресс обжима РВД MK-90 сброс концевого выключателя
пресс обжимной SM1 D-M-E
обжимной пресс SM 1 для муфт и шлангов. Используется одноразовый нержавеющий колпак. MH 1 -.. два типоразмера.
Гидравлический обжимной станок. Холодная сварка.
Гидравлический обжимной станок. Холодная сварка.Холодная сварка — способ соединения деталей при комнатно.
Мобильный ручной пресс для РВД
Единственные в Москве, кто смог выполнить ремонт гидравлического шланга высокого давления РВД, не снимая.
Рукава высокого давления, производства ООО «Предприятие «Стройкомплект» — это надежные изделия качественно.
Изготовление и Ремонт трубки, шланги авто кондиционера.
Ремонт трубки, шланги авто кондиционера. Repair tubes, hoses car air conditioner. Тим сервис. Сбор средств на покупку техники.
Станок обжима РВД MK-90 Проверка автоматического режима работы
Шланги, рукава высокого давления Hydro Hose
Ремонт и изготовление шлангов, рукавов высокого давления.
Изготовление рукавов высокого давления: разновидности РВД и 4 этапа их производства
Рукав высокого давления РВД — это гибкая часть трубопровода, которая используется в гидравлических коммуникациях для стыковки подвижных элементов и подвода к ним рабочих жидкостей (машинное масло, смазки и т. д.). Из названия понятно, что такие изделия способны выдерживать высокие показатели давления. Они способствуют снижению вибрационных воздействий на конкретные детали гидроконструкций.

Технология производства РВД зависит от типа изделия и его характеристик
Разновидности РВД
Самые простые, с конструктивной точки зрения, рукава высокого давления представляют собой шланги, оснащённые стальной оплёткой. Такие изделия являются неармированными, однако, за счёт оплётки способны выдерживать большое давление рабочей среды. Помимо этого, существуют и другие РВД, на которые стоит обратить внимание.
Рукав в оплётке. Отличается высоким коэффициентом гибкости, что позволяет использовать такой РВД практически во всех современных гидравлических конструкциях. Рукава, оснащённые оплёткой, применяются в трубопроводных конструкциях для подачи рабочей среды под давлением. Такие изделия состоят из 3 основных слоёв:
Обратите внимание! Шланги в оплётке способны функционировать в тяжёлых эксплуатационных условиях. Температурный диапазон таких изделий составляет от −70 до +70 °C.

Резиновые шланги состоят из нескольких слоев разных материалов, это придает изделию высокую прочность
Резиновый спиральный шланг. Основная функция такого приспособления заключается в подаче рабочих жидкостей (эмульсий или масел). Доставка рабочих жидкостей производится там, где их подача сопровождается импульсами. С конструктивной точки зрения, такие рукава являются более сложными, чем предыдущий тип. Рассмотрим основные конструктивные элементы, которые входят в состав таких шлангов:
- внешняя проволочная спираль;
- проволочная спираль, располагающаяся внутри шланга;
- текстильная прослойка;
- резиновая прослойка;
- непосредственно текстиль.
Сложность конструкции этого РВД позволяет ему осуществлять ещё одну важную функцию — отвод статического электричества, которое возникает в гидравлических конструкциях.
Политетрафторэтиленовый (ПТФЭ). Такие изделия отличаются резистентностью к агрессивным химическим соединениям. Как правило, они используются в конструкциях со средними показателями давления.
Рукав из термопласта. Внешняя прослойка такого изделия изготавливается из устойчивых к температурным колебаниям материалов. РВД такого типа способны выдерживать температуру от −40 до +100 °C. Кроме этого, он обладает высокими прочностными характеристиками.
Помимо этого, РВД классифицируется на два основных вида:
- изделия, оснащённые металлическими навивками;
- изделия с оплёткой из металла.

Рукава в оплетке — наиболее популярный тип подобных изделий
Кроме вышеуказанных типов РВД, существуют и другие, однако, они имеют узкоспециальную эксплуатационную область и применяются очень редко.
Конструктивные особенности рукавов высокого давления
На сегодняшний день наиболее распространёнными считаются РВД с оплёткой. Рукава высокого давления состоят из отдельных конструктивных элементов. Рассмотрим три основные части, которые включают в себя эти приспособления:
Сильфонная часть — это гибкий отрезок трубопровода, который отличается своим ребристым исполнением. Существует несколько вариантов классификации сильфонных гофротрубок. В зависимости от структуры сильфонные трубки подразделяются на 2 типа:
- состоящие из одного слоя;
- двухслойные.
Кроме этого, сильфонные трубки разделяют ещё по одному важному параметру — форма рёбер. В зависимости от формы рёбер сильфонные трубки могут быть 2 типов, а именно:
Оплётка — конструктивный элемент большинства шлангов высокого давления, который является металлической проволокой, усиливающей прочностные характеристики рукавов.
Полезная информация! В соответствии с нормами толщина проволоки, которая используется для оплётки РВД, должна быть не менее 0,3 мм. Одна полоса оплётки, как правило, включает в себя от 6 до 12 проволочных нитей.
Рукава оснащаются разными типами наконечников для соединения с различным оборудованием
Помимо усиления прочностных характеристик РВД, оплётка также позволяет им выдерживать более высокие показатели давления во время эксплуатации.
Наконечник — это конструктивный элемент рукава высокого давления, который выполняет соединительные функции. Наконечник представляет собой штуцер (в некоторых случаях гайку) и используется для стыковки РВД с остальными частями коммуникации.
Достоинства РВД
Рукава высокого давления отличаются от обычных труб, которые используются в гидравлических коммуникациях, поэтому необходимо знать их отличительные черты. Рассмотрим основные технические характеристики шлангов высокого давления:
- все конструктивные элементы, которые входят в состав шлангов высокого давления отличаются хорошей устойчивостью к коррозийным воздействиям и агрессивным химическим веществам. Благодаря этому их можно использовать в системах, где в качестве среды выступают различные жидкости;
- внутренний и наружный слои РВД обладают хорошей сопротивляемостью к воздействию низких, а также высоких температур. РВД можно использовать в тяжёлых эксплуатационных условиях;
- ещё одним достоинством этих изделий является высокий коэффициент гибкости;
- как правило, фитинги и опрессовка шлангов, которые используются в системах с высокими показателями давления, отличаются хорошим качеством;
- высокое качество уплотнительных элементов, используемых при монтаже РВД, тоже является залогом надёжности;
- хорошая резистентность к механическим воздействиям.
Такие изделия пользуются популярностью в различных эксплуатационных сферах. Рассмотрим некоторые из них:
- металлургия;
- нефтяная отрасль;
- химические производства;
- строительная сфера.

Процесс производства рукавов включает в себя несколько этапов, последовательность которых строго соблюдается
Изготовление рукавов высокого давления — серьёзное мероприятие, которое проходит в 4 этапа:
- Подготовительный этап.
- Обжим.
- Испытания РВД.
- Нанесение специальной маркировки.
Подготовка к изготовлению шлангов высокого давления
Перед тем как приступить к изготовлению рукавов высокого давления РВД, необходимо произвести подготовительные работы. Подготовка к производству РВД включает в себя:
- подбор конструктивных элементов для выполнения таких шлангов;
- настройка производственного оборудования.
Важно! Соединительные элементы (фитинги) для шлангов высокого давления подбираются в зависимости от показателя сечения изделия. От этого геометрического параметра также зависит выбор переходных элементов и разного рода адаптеров.
Далее необходимо ориентируясь на размеры фитинга, подобрать специальные детали — кулачки для обжима. После подготовки обжимных кулачков производится настройка обжимного пресса на нужный диаметр. Следующий этап — подготовка обрезного станка и обрезка рукава высокого давление. Это необходимый процесс, посредством которого получают изделия необходимой длины. Срез, выполненный при помощи такого станка, получается максимально ровным, что является очень важным для дальнейших манипуляций. В случае необходимости торцы РВД дополнительно зачищаются.

При необходимости выполняется зачистка рукава на специальном окорочном станке
Затем необходимо удалить со шланга наружный слой, который состоит из резины. Удаление резиновой прослойки выполняется до оплётки посредством специального станка, который называется окорочным. Не для всех типов шлангов требуется зачистка резины (например, для рукавов 2SN).
Параллельно с удалением резинового слоя собирается муфта ниппельного типа. Далее, эту соединительную деталь надевают на шланг высокого давления, а затем вставляются фитинги необходимых размеров, подобранные ранее для конкретного РВД. В конце производится установка обжимных кулачков в обжимной аппарат. Таким образом, выполняются подготовительные работы к производству рукавов высокого давления.
Обжим
После того как подготовительные работы позади, можно приступать непосредственно к производству рукавов высокого давления РВД. Основным этапом изготовления этих изделий является обжим, который проводится на специальной аппаратуре, а именно — обжимных станках. Перед началом обжима рекомендуется проверять оборудование на исправность. На сегодняшний день существует два варианта обжима РВД:
- продольный метод;
- поперечный метод.
Продольный. Этот вариант обжима РВД применяется, как правило, в более развитых европейских странах, однако, и в России он также встречается. Продольный метод производства позволяет получить обе разновидности этих изделий (оплёточные и навивочные). Технология производства в этом случае подразумевает использование муфты, которая имеет кольцевые зубцы. Кольцевые зубцы располагаются с обратной стороны детали, что позволяет крепко зафиксировать шланг при обжиме.

При помощи процедуры обжима на рукава устанавливаются необходимые фитинги
Высокий показатель герметизации достигается посредством механического воздействия на шланг. РВД, полученные таким методом, как правило, используются в гидравлических конструкциях, которые отличаются высокими показателями давления.
Поперечный. Отечественное производство рукавов высокого давления в большинстве случаев подразумевает использование второго метода — поперечного. Такой способ позволяет изготавливать изделия оплёточного вида. Технология такого способа подразумевает подготовку специальных обжимных муфт, которая предварительно обрабатывается на станке. Эта обработка позволяет удалить прослойку резины с её поверхности. После этого производится непосредственно поперечный обжим. Кулачки обжимного типа, в которых фиксируется шланг, сжимают его и в результате на поверхности шланга образуется узор, напоминающий ступени.
Полезная информация! РВД, которые получают посредством поперечного метода, отличаются демократичной стоимостью и используются в конструкциях, где рабочая среда находится под давлением не более 12 МПа.
Испытания и нанесение маркировки
Испытания являются необходимым этапом изготовления РВД. Это связано с тем, что готовая продукция должна в обязательном порядке проверяться на качество. Такая проверка позволяет своевременно выявить некачественные шланги. Рукава высокого давления должны соответствовать существующим государственным стандартам.
Перед началом испытательных работ, как правило, готовые изделия надувают. Это необходимо для того, чтобы очистить их от пыли, грязи и других инородных элементов. После продувки шланга, его подключают к необходимой испытательной аппаратуре, которая отвечает за подачу рабочей среды под давлением, превышающим нормальное эксплуатационное примерно в 2 раза. Во время проведения испытаний в качестве рабочей среды используется масло или же вода. Если шланг выдержал необходимое давление и на нём не проявилось трещин или других дефектов, то тогда он считается пригодным к использованию. После проведения проверки, шланг опять прочищают с помощью воздуха.
На последнем этапе на рукава наносится специальная маркировка. После нанесения маркировки готовые изделия сортируются и упаковываются для хранения или транспортировки.
Ремонт шлангов ГУР своими руками
Шланги высокого давления используются в пневматических и гидравлических конструкциях. В автомобильной отрасли они нашли широкое применение в рулевом управлении. Благодаря встроенному гидроусилителю водитель имеет возможность не прикладывать значительную нагрузку на руль при повороте.
Однако, в определенных условиях эксплуатации возможны различные деформации трубок или рукавов. Впоследствии это приводит к нестабильной работе узла, исправить которую сможет ремонт шлангов высокого давления ГУР своими руками или при помощи специалистов станции техобслуживания.
Работа гидравлики
Шланги, которые принято чаще именовать рукавами высокого давления, являются гибкими трубопроводами, для которых основной задачей является перекачка рабочих жидкостей. В качестве транспортируемого материала выступают специально подготовленные моторные масла или рабочие жидкости, имеющие в основе минеральные масла, водные растворы эмульсолов, гликоля, а также консистентных смазок.
Без качественных гибких рукавов, выдерживающих требуемое давление, и разветвленной системы трубопроводов сложно представить работу гидроусилителя. Кроме прямой обязанности, касающейся перекачки рабочей жидкости, такие шланги выполняют роль демпферов (компенсаторов), повышающими эксплуатационный период соединительных элементов, арматуры, фитингов и системы в целом.

Получению таких результатов способствует поглощение вибрации гибкими элементами. Негативная сторона явления заключается в том, что требуется периодическая замена или ремонт шлангов гидроусилителя руля на износившихся участках. Ведь все потертости или перегибы в скором времени приводят к тому, что трубка дает течь.
Конструкционные особенности рукавов ГУР
Кроме работы под высоким давлением, шланг гидроусилителя обязан иметь пониженную восприимчивость к используемым рабочим жидкостям. Благодаря этому его внутренняя поверхность изготавливается на основе маслостойкого и бензостойкого синтетического каучука.
Наружная поверхность защищена слоями износостойкой резины. При определенных обстоятельствах данный слой играет роль термической защиты. У него могут быть такие поверхности:
Наружный и внутренний слой делятся металлической оплеткой. Это придает всей конструкции требуемую эксплуатационную прочность и допустимую жесткость. Проволочные слои чередуются с прорезиненными элементами.

Принято разделять такие типы шлангов:
- Навивочные. Во время изготовления данного изделия витки проволоки оплетаются равномерно по всему периметру.
- Оплеточные. Каждый виток охватывает рукав под определенным углом к общей оси таким образом, чтобы происходило перекрещивание с витками предыдущих слоев. Такая технология повышает прочность конструкции и может работать под более высоким давлением, чем предыдущий тип.
Каркасом для рукава в отдельных моделях выступает текстиль. Геометрические и физико-химические параметры проволоки и резины стандартизированы для различных сфер применения.
Предполагаемые повреждения
Автомобилисты могут в процессе эксплуатации сталкиваться с разными типами повреждений гидравлики, после которых необходим ремонт шлангов ГУР. Можно обозначить такие пункты:
- Брак производителя. Особенность характерна для недостаточно известных компаний-изготовителей гидравлического оборудования. Характеризуется поломка некачественным обжимом стыка рукава либо фитинга. Такое происходит при неотлаженном или неверно настроенном оборудовании.
- Эксплуатационная выработка. Повреждения получаются вследствие износа во время работы механизма. Основными проблемами являются разрывы корда, порезы и перетертые участки. Часто это возникает за счет провисаний шланга из-за неправильно подобранной длины.
- Конструкционные нестыковки. Выход из строя происходит по причине установки несоответствующего по заданным автопроизводителем характеристикам оборудования. В таких ситуациях возможен разрыв провода либо срыв фитингов по причине несоответствия давления в системе с допустимым значением для шланга.
- Разногласие в температурных либо химических характеристиках. Повреждение структуры может наступать во время эксплуатации при температуре окружающей среды, на которую не рассчитывалась такая резина, а также во время использования агрессивных химических веществ в структуре рабочей жидкости.

Повреждения на шлангах ГУР
Все характеристики и допустимые эксплуатационные параметры для каждого шланга производитель указывает в инструкции по применению.
Неисправности гидравлики, с которыми не рекомендуется дальнейшая эксплуатация автомобиля:
- фитинги значительно повреждены коррозионными процессами;
- значительный излом рукава;
- существенное истирание наружной части шланга;
- наличие полной или частичной закупорки внутри рукавов;
- отсутствие герметизации соединений;
- срыв фитинга с посадочного диаметра;
- утечка жидкости на стыках;
- деформация или повреждения внутренней поверхности от высокого давления или превышения температуры.

Во всех случаях требуется замена или ремонт рукава.
Проведение ремонта
Исходя из характера возможных повреждений, можно предположить, что наиболее часто встречающийся ремонт шлангов ГУР заключается в приведении в порядок фитингов либо замене отдельных частей рукава. Для проведения замены будут необходимы обжимы соединительными муфтами.

Приспособления для самостоятельного ремонта
Алгоритм работ может быть следующим:
- Испорченный рукав нужно отсоединить от системы.
- Новый шланг потребуется такой же длины, чтобы не создавать лишнего провисания. Замер проводится от ниппеля к ниппелю. При этом подбираем шланг, удовлетворяющий по всем геометрическим данным и параметрам давления. В этом поможет маркировка, указанная производителем снаружи. Там же будет указан внутренний диаметр.
- При ремонте шланга, рассчитанного на высокое давление, концы зачищаются как снаружи, так и внутри до металлической оплетки. Процедура проводится быстрее с использованием окорочных станков.
- Фитинги подбираются по геометрическим параметрам и данным технологической резьбы. Замеры легко провести с помощью штангенциркуля и резьбомера. Отечественные и зарубежные фитинги могут отличаться между собой по нескольким критериям, поэтому лучше проводить замеры самостоятельно.
- Фитинги опрессовываем на обжимном оборудовании, используя в каждом случае подходящие съемные кулачки.
- Контрольным щупом определяем качество выполненной работы. На специализированных заводах данную операцию проводят с помощью специальных промышленных стендов.
Для нестандартных соединений необходимо использовать ремонтные комплекты с рекомендуемыми фитингами. Можно отсоединить головку старого фитинга, если она не повреждена, и припаять ее к опрессуемой части. Этот вариант используется в крайних случаях, так как эффект от данного ремонта бывает недолговечным.
Устранение неполадок со шлангами ГУР
Повреждение шланга в большинстве случаев происходит по причине частого поворота рулевого колеса с большим усилием. Износ наступает у шланга, соединенного с ограничительным клапаном.
При монтаже и ремонте шлангов ГУР необходимо учитывать, что допустимое давление в системе может варьироваться в зависимости от моделей автомобиля в интервале 80…130 кГс/см 2 .
Такие значительные эксплуатационные показатели не позволяют использовать во время ремонта какие-либо типы хомутов. Необходимо выбрать наиболее приемлемый вариант:
- Замена рукава полностью.
- Частичная замена деформированного или изношенного участка с монтажом фитингов на новом рукаве.

Замена и установка нового шланга выполняется по следующим пунктам:
- при помощи подъемника или домкрата переднюю ось необходимо приподнять;
- рулевое колесо выворачивается максимально влево;
- на конец медицинского шприца надевается трубка для выкачки из бачка остатков рабочей жидкости;
- после откачки шланг необходимо отсоединить и заглушить отверстия гидравлики;
- подбирается новый рукав с рабочими допустимыми характеристиками, чтобы не поменялись эксплуатационные характеристики узла;
- на место старого шлага монтируется новый, после чего в систему заливается рабочая жидкость.
При правильном проведении работ работоспособность гидравлики полностью восстанавливается.