

Кромкогиб для листового металла своими руками
Кромкогиб ручной своими руками: чертежи, разновидности станка
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах. Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки. Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Кромкогиб также активно применяется в строительстве и при выполнении ремонтных работ по дому. Используя такой инструмент, формируют фальцевые соединения тонколистовых металлических элементов и даже изготавливают изделия различной конфигурации.

Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа. Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики. Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.

Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач. Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки. За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.

Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
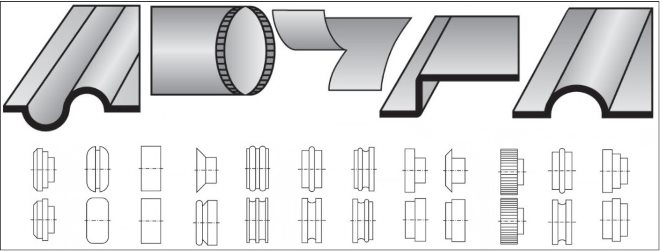
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар. Между тем применять такой кромкогибочный станок можно для обработки заготовок из листового металла, толщина которого не превышает 1,2 мм, при этом ширина обрабатываемой кромки не может быть больше 12 мм. Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Самостоятельное изготовление кромкогибочного станка
Как сделать приспособление для выполнения кромкогибочных операций? Решается такая задача достаточно просто.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
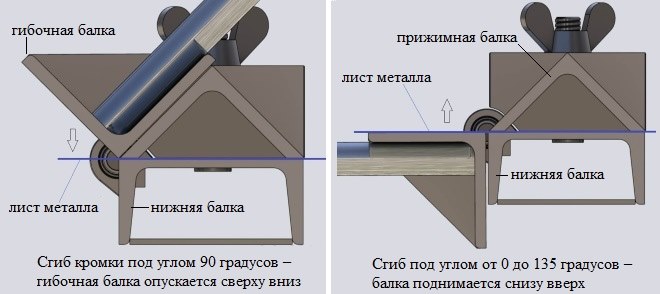
Схема работы самодельного кромкогиба
Схема сборки, позволяющая изготовить станок для выполнения кромкогибочных операций, выглядит следующим образом:
- На ребрах пуансона и основания снимаются фаски, размер которых должен составлять 7х45°, а длина – 30 см.
- К пуансону привариваются металлические прутки диаметром 10 мм, которые будут выступать в качестве осей. Приваривая такие прутки, необходимо следить за тем, чтобы их ось совпадала с ребром уголка.
- На концах рабочей части прижима делаются выборки.
- Самодельный кромкогиб предварительно собирается в тисках, при помощи которых пуансон сжимается с основанием. При этом важно следить за тем, чтобы стенка пуансона и рабочая полка основания, между которыми помещается картонная прокладка, располагались в одной плоскости.
- На ось пуансона надеваются стальные щетки, которые прижимаются к основанию при помощи струбцин.
- После проверки правильности положения щеток их приваривают к основанию устройства.
- В основании кромкогиба просверливаются отверстия, в которые вкручиваются зажимные болты.
- К основанию станка – металлическому швеллеру – привариваются шпильки, на которые накручиваются гайки.
- Выкрутив болты, их вставляют в рассверленные отверстия прижимного механизма и накручивают на них ограничительные гайки.
- К металлическому уголку самодельного кромкогиба приваривается ручка.
Чертеж гибочной балки (нажмите для увеличения)
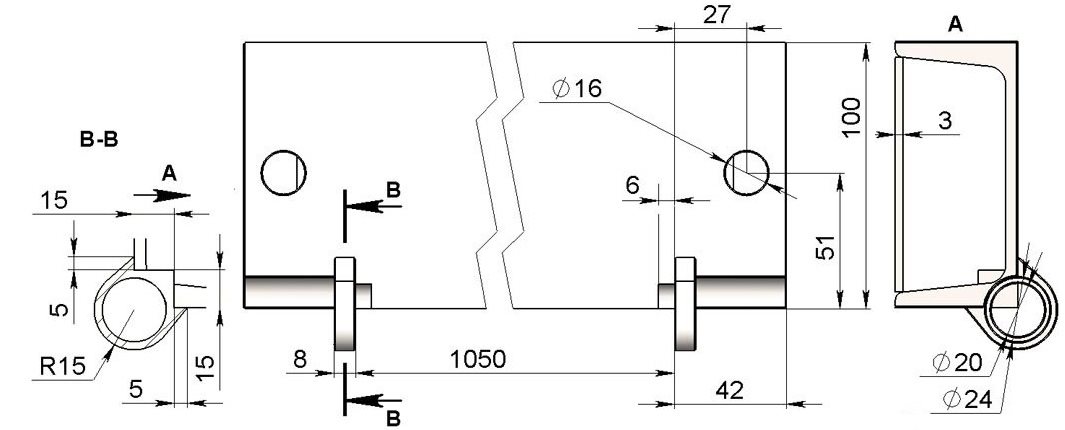
Чертеж нижней балки (нажмите для увеличения)
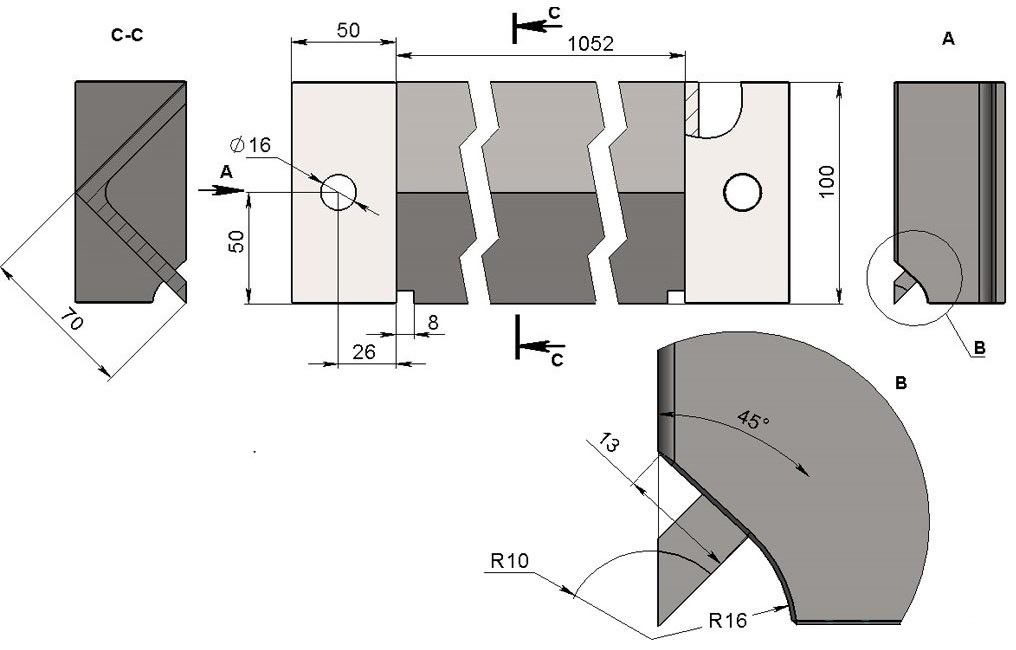
Чертеж прижимной балки (нажмите для увеличения)
После того как ваше кромкогибочное устройство собрано, остается только зафиксировать его в слесарных тисках.
Закрепленный на верстаке кромкогиб
Вариант второй. Ручной кромкогиб для отбортовки
Этим самодельным приспособлением можно отгибать кромки любой длины, а конструкция взята с ручных кромкогибов заводского производства.
На данных примерах мы рассмотрели порядок изготовления типовых кромкогибов, которые можно использовать для выполнения целого перечня технологических операций. Если же вам необходимо кромкогибочное устройство, при помощи которого осуществляют авторемонт, то оно отличается еще более простой конструкцией и, соответственно, невысокой стоимостью, поэтому изготавливать его самостоятельно нецелесообразно: такое приспособление лучше приобрести.
И в заключение еще один вариант изготовления самодельного кромкогиба в видеоформате.
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
-
Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.

Для гибки листового металла

Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
-
Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Вырезаем выемки под петли

Хорошо провариваем петли





К шляпке болта приварить отрезки арматуры

Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
-
Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.


Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Делаем ручной кромкогиб своими руками. Чертежи и видео
Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом. Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала. Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.

При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.

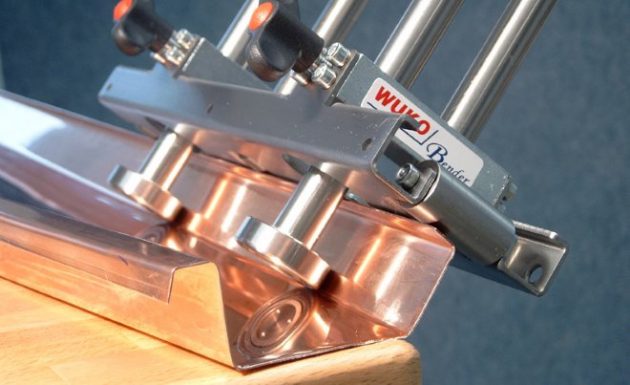
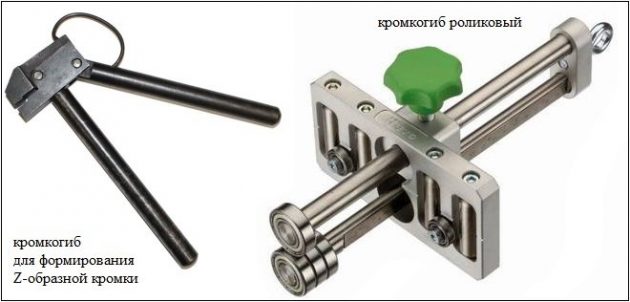
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Ручной кромкогиб своими руками
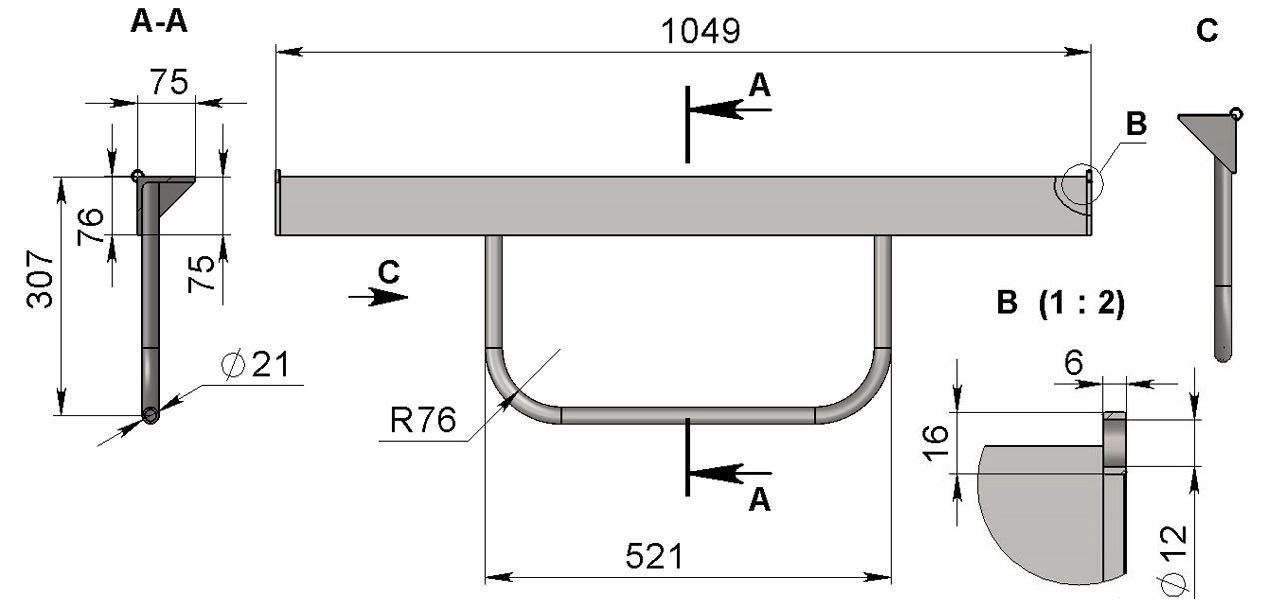
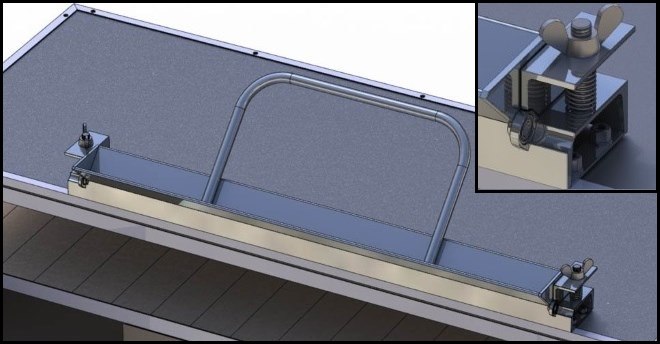
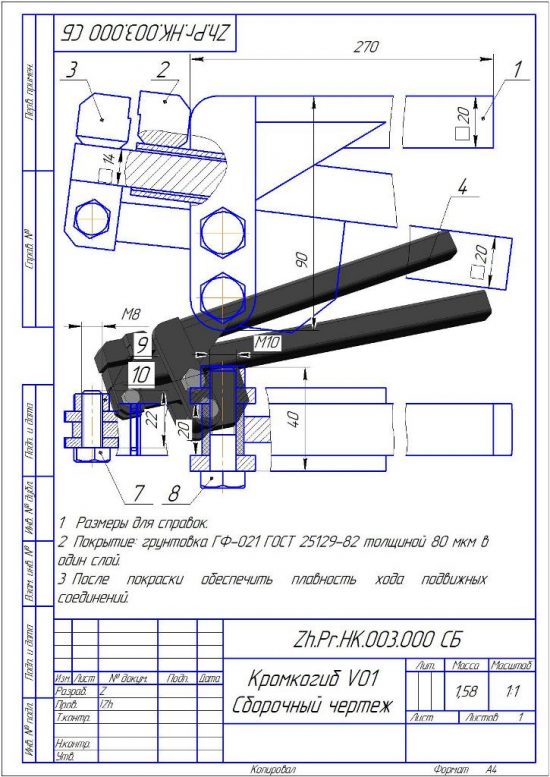
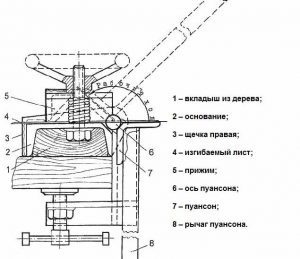
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.

Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).

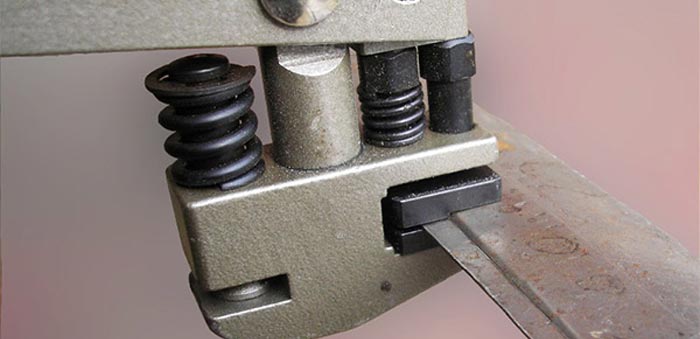
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Кромкогиб своими руками
Инструментарий многих домашних умельцев включает незатейливое устройство, выполняющее работу по сгибу тонких металлических поверхностей – кромкогиб. Данное изделие применяется в различных областях и представляет собой ручное устройство, мастерски обрабатывающее кромки листов из металла. Современный рынок инструментов предлагает множество моделей кромкогиба, но при желании можно сделать кромкогиб своими руками.
Свойства инструмента
Кромкогиб представляет собой инструмент ручного пользования, применяемый для загибания кромок. В основном изделие используется для холодной гибки листового металла небольшой толщины (до 1 мм). Свойства кромкогиба применяются и в автомобильной промышленности – с помощью незамысловатого инструмента удаётся сформировать мелкие детали, требующие ручной работы, а также замаскировать швы, идущие внахлёст.
Особенная конфигурация кромкогиба позволяет обрабатывать сложные строительные профили и изготавливать элементы воздуховодов из тонкого металла. Большим преимуществом кромкогибочного станка является ручное управление нажатием. С помощью кромкогиба можно регулировать силу давления, оказываемую на обрабатываемую деталь. Такой деликатный подход исключён на фабричном производстве, которое изготавливает элементы под заданные единицы давления.
Функционирование ручного инструмента представляет собой последовательность из следующих действий:
- фиксация обрабатываемого объекта;
- регулировка шкалы кромкогиба (ширина обработки);
- установка металлического листа между подвижными роликами изделия;
- формирование итогового сгиба.
Разновидности кромкогибов
Зажимной инструмент представлен в различных модификациях, которые отличаются по размеру, форме и конструктивным особенностям. Самой распространённой моделью считается ручной кромкогиб.
Принцип его действия заключается в перемещении по ширине обрабатываемого листа, в результате чего металлическое изделие постепенно сгибается по назначенному шву. Максимальная ширина обрабатываемой заготовки составляет 0,8 мм.

Портативный кромкогиб ручного применения включает следующие компоненты:
- подвижные прорезиненные ручки;
- рычажная система, с помощью которой регулируется сила нажатия;
- рабочие губки, соразмерные ширине кромки;
- ограничитель хода, представленный в виде резного винта.
К отрицательным свойствам ручного приспособления можно отнести невысокую точность выполняемых кромкогибочных операций. При ручном передвижении инструмента деталь может выйти из искомого положения, что ведёт к образованию погрешности. В результате такого производственного огреха обрабатываемый объект может обрести некорректную форму.
Роликовые приспособления более ограничены в своём действии, так как одной пары встроенных роликов недостаточно для того, чтобы производить операции по формированию тонкой отбортовки небольшого радиуса. В данном случае можно осуществить замену роликов, подстраивающихся под форму отгиба, но подобное трудоёмкое вмешательство в изделие сомнительно.
Кромкогибочный инструмент гидравлического типа позволяет совершать более технологичные и насыщенные операции. Большой мощностный потенциал данного устройства допускает обработку кромок значительной толщины. Станки с электромеханическим и пневматическим приводом также отличаются высокими показателями обработки изделий.

Подготовительный этап работы
Самодельный кромкогиб станет отличным помощником в домашнем хозяйстве и позволит выполнить некоторые виды монтажных и строительных работ. Создание кромкогиба в домашних условиях стоит начать с изучения его конструктивных особенностей. Ручной станок состоит из основания, прижима, детали для прессования и ручки. Для изготовления кромкогиба понадобятся следующие комплектующие:
- конструктивные чертежи изделия;
- металлические швеллеры №5 и №6,5 для основания и прижима;
- толстостенный уголок;
- обжимной пуансон №5;
- стальной пятимиллиметровый лист для щёток;
- скоба с диаметром в 1,5 см для ручки.
Существует множество чертежей и технических рекомендаций, по которым можно создать ручной кромкогиб своими руками. Основной способ создания ручного изделия для отбортовки заимствован у кромкогибов фабричного производства. Размер итогового инструмента зависит от размеров детали, для которой будет производиться отбортовка.
Заготовку больших габаритов легче закрепить на деревянном столе, а в других случаях конструкция сваривается из листового металла. Перед началом сборки всех деталей стоит отметить местоположение всех комплектующих на размеченной заготовке.
Сборка инструмента
За подготовительным этапом следует работа по сборке самодельного инструмента. На первом этапе проводится снятие фасок формата 7х45° и длиной 300 мм. Далее нужно приварить к обжимному пуансону стальные оси, диаметр которых составляет 10 мм. Важно проследить за тем, чтобы ось была точно совмещена с ребром толстостенного уголка. После этого на рабочей части прижима делаются выборки.
На следующем этапе производится предварительная сборка кромкогиба. Для этого в тисках устанавливается основание с деталью для прессования. При выполнении этих операций нужно проверить, чтобы отдельные части в тисках находились в пределах одной плоскости и плотно прилегали друг к другу. После установки стальных щёток на главную ось их приваривают к основанию изделия.
В просверлённые отверстия основания вставляются зажимные болты. К металлическому швеллеру прикручивают шпильки, к которым позже крепят ограничительные гайки. На финальном этапе к конструкции толстостенного уголка приваривается ручка. После окончательной сборки ручного инструмента нужно зафиксировать его в тисках.
Сборка ручного инструмента требует использования сварочного оборудования и закупки металлических деталей. Поэтому при возможности легче приобрести заводской вариант ручного кромкогиба, чем изобрести свой в домашних условиях.
Видео по теме: Кромкогиб своими руками
Рекомендации по сборке кромкогиба
Кровельные, вентиляционные, водосточные системы из листового металла, различные короба, днища и прочие изделия без кромкогибочного оборудования сделать очень сложно. Традиционные клещи и киянки могут решить проблему, но работа будет выполняться медленно и с невысоким уровнем точности. Рано или поздно встанет вопрос — как сделать кромкогиб своими руками?
Современные инструментальные заводы предлагают кромкогибочное оборудование любого уровня сложности — от бытового ручного до профессионального пневматического, электромеханического или гидравлического. Это очень производительные станки, но у них есть одна общая для всех отрицательная черта — они очень дорогие. Причем дорогие не только для домашнего мастера, но и для небольшого цеха или строительной бригады кровельщиков.
Как построить станок самому
Кромкогибочный станок своими руками построить вполне реально.  Для этого понадобится несколько не слишком дефицитных отрезков уголка, швеллера, несколько петель, два-три метра трубы и сварочный аппарат. Чертежи ручного станка для гибки металлических листов и обработки кромок можно без труда найти в интернете.
Для этого понадобится несколько не слишком дефицитных отрезков уголка, швеллера, несколько петель, два-три метра трубы и сварочный аппарат. Чертежи ручного станка для гибки металлических листов и обработки кромок можно без труда найти в интернете.
Существует несколько вариантов кромкогибочного оборудования, рассмотрим один из них, который можно считать базовым. Именно по этой схеме построено много промышленных станков различной мощности, например установки серии ЛГС, которые широко применяются в слесарных мастерских и непосредственно на объектах при монтаже вентиляционного оборудования и металлических кровель.
Как устроен станок
Основными деталями станка для гибки металла являются:
- основание;
- рабочий стол;
- прижим;
- обжимной пуансон;
- ручки — рычаги.
В более «продвинутых» моделях кромкогибов, сделанных своими руками, можно увидеть еще и отрезной роликовый нож. Его тоже сделать несложно, но это будем считать дополнительным оборудованием.

Основанием станка может служить сварной металлический стол из уголка или профильной трубы. При стационарной установке оборудования можно использовать и прочный деревянный стол на массивных ножках. При гибке жести толщиной до 0,8 мм (а именно на такие толщины и рассчитывается самодельный кромкогиб) особых усилий не требуется, поэтому на основание (станину) воздействуют ограниченные по величине силы. Прочность основания требуется только для точности гибки, чтобы не возникало перекосов.
Размеры стола — не менее 1,5 м по длине и до 1 м по ширине. Даже если вы не собираетесь работать с большими листами металла, запас никогда не повредит. Иногда возникают нестандартные ситуации, к которым должен быть готовым каждый мастер.
На передней кромке основания закрепляется рабочий стол — отрезок швеллера № 6,5 или №8. Он должен быть расположен строго горизонтально и надежно закреплен на основании. Если оно металлическое, то лучше всего приварить. К деревянному можно прикрепить болтами диаметром 10 мм.
Прижим
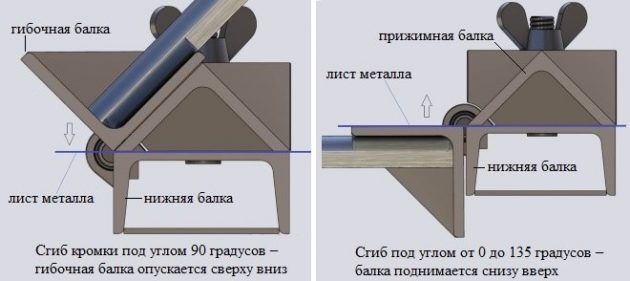
На верхней части рабочего стола устанавливается прижимная штанга, служащая одновременно опорной поверхностью. Сделать ее можно несколькими способами.  Лучше всего использовать уголок 5Х5 см или большего размера, установленный ребром вверх. В этом случае передняя грань, обращенная к обжимному пуансону, будет наклонена под углом 135 0 . Это позволит без труда изгибать металлический лист под углом 90 и более градусов.
Лучше всего использовать уголок 5Х5 см или большего размера, установленный ребром вверх. В этом случае передняя грань, обращенная к обжимному пуансону, будет наклонена под углом 135 0 . Это позволит без труда изгибать металлический лист под углом 90 и более градусов.
По обе стороны прижима просверливаются отверстия для болтовых креплений. Можно приварить к основанию шпильки и прижимать рейку барашками, а можно и установить более сложные прижимы с возвратными пружинами, которые после отпускания барашков или вращения рукояток автоматически приподнимают прижим. Как работает эта система можно посмотреть на видео.
Пуансон
Передний рабочий пуансон изготовляется из трубы квадратного сечения или толстостенного уголка с таким же размером, как и прижимное устройство. Он должен проворачиваться вокруг горизонтальной оси, совпадающей с верхней передней гранью пуансона. Для этого на торцах его привариваются петли. Важно точно горизонтировать прижим, чтобы при гибке не возникало перекосов. Прилегать прижим к кромке рабочего стола должен максимально плотно, с минимальным зазором. Чем меньше зазор, тем точнее будет линия сгиба.
В нерабочем состоянии верхняя грань пуансона находится на одном уровне с поверхностью стола. Даже миллиметровой разницы быть не должно. Если отклонение по уровню есть, то станок, сделанный своими руками работать тоже будет, но радиус изгиба увеличиться и вместо прямой линии получится закругление.
Привод
К передней части пуансона, или сбоку, приваривается рычаг с плечом не менее полуметра. Он может иметь форму скобы, чтобы удобно было работать с обеих сторон. Но практика показывает, что лучше всего использовать один телескопический рычаг, длину которого можно увеличивать. Если использовать два отрезка трубы, которые можно вставить один в другой, то телескопическую ручку можно сделать без особого труда. 
Длина рычага фиксирована в нескольких положениях, для закрепления используются штифты, вставляемые в сквозные отверстия, просверленные в рычаге с шагом 10 см. Меньший шаг не нужен — ощутимый выигрыш в силе проявляется приблизительно при увеличении плеча на 0,1 м. Такая схема рукояти ручного привода позволяет регулировать усилие при работе с металлами различной толщины.
Как правило, для гибки различных изделий используется оцинковка или черный металл толщиной до 0,8 мм. Но иногда приходится работать с листами до 3 мм, например, при кузовных работах. Телескопический рычаг даст возможность увеличить усилие вдвое, а то и втрое, только увеличив длину рукояти. Прочность основания и пуансона здесь особой роли не играет, их прочность столь высока, что при распределении нагрузок на кромки и ребра, повредить их практически невозможно. Толщина и вид изгибаемого металла зависит только от механического усилия на привод.
Если использовать сменные прижимные рейки с передней гранью различного профиля, то можно гнуть детали с высокой сложностью кромки. При необходимости можно выполнить дожим и сделать полноценное ребро жесткости по периметру или одному из срезов листа.
Экономическая выгода
Кромкогибочный станок не является самым сложным из самодельного оборудования. Сделать его по силам практически каждому человеку, знакомому с основами металлообработки. Единственное, что нужно делать непременно — соблюдать точность сборки, чтобы не допускать избыточных люфтов и припусков.
Если самодельный кромкогиб собран правильно, то на нем можно выполнять те же операции, что и на станке промышленного изготовления. Посвятив сооружению кромкогиба всего один рабочий день, можно сэкономить до 20 000 рублей (по сегодняшним ценам).
Как сделать листогиб своими руками
Разнообразные листогибочные операции – важная часть общих работ по строительству или ремонту собственного дома. Без применения специального оборудования качественно их выполнить невозможно. Для одноразовой гибки листовых заготовок допустимо арендовать подходящее приспособление у соседа или знакомого. Но при частом выполнении подобных процедур целесообразнее иметь под руками ручной листогибочный станок собственного изготовления. При наличии определённых навыков, инструмента и помещения сделать самодельный листогиб не так уж ложно.

Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале YouTube даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата. Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик. Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов. В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм. При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).

Чертеж самодельного листогибочного станка
Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно. Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла. Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.

Чертеж-схема самодельного листогиба
Как выбрать кинематическую схему гибочного станка
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.