

Как нержавейку сделать матовой
Обработка нержавейки – все популярные методики
Травление нержавеющей стали, а также другие виды ее обработки придают изделиям из нержавейки привлекательный вид и улучшают их качество. За счет этого они могут использоваться и в быту, и в строительной сфере, и в разнообразных промышленных отраслях.
1 Сатинирование нержавейки – популярный метод обработки
Нержавеющая сталь часто применяется для изготовления промышленных конструкторских изделий и всевозможных элементов декора. Такие детали в большинстве случаев подвергаются сатинированию (полированию, шлифованию). Этот вид обработки считается достаточно практичным и при этом гарантирующим высокий результат. Поверхность изделий из нержавейки после проведения операции приобретает «атласный» вид.
Шлифование позволяет замаскировать практически любые дефекты, имеющиеся на конструкциях из нержавеющей стали, делая изъяны малозаметными.
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.

Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка.
На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия. Ее необходимо наклеить на полируемую деталь в 2–3 слоя.
- Затем осуществляется обработка части изделия ручным шлифком посредством движений возвратно-поступательного характера. Обратите внимание! Нельзя чересчур сильно давить на шлифок.
- После того как обработка одной части детали завершается, на нее размещается алюминиевая лента. После этого шлифуется соседняя зона.
Шлифовальные листы используются в ситуациях, когда применение шлифка является нецелесообразным, а также при необходимости восстановления поврежденной при сатинировании поверхности. В этом случае следует правильно подобрать зернистость инструмента. Делается это, как правило, на черновой детали.
2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки.
3 Воронение и другие способы обработки нержавеющей стали – короткий обзор
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:

Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.
Технология матирования изделий из металла
Изделия из металла применяются во всех сферах жизни современного человека.
Металл надежен и неприхотлив в эксплуатации.
Но помимо прочности, качественно обработанные изделия из металла радуют глаз и греют душу своим внешним видом.
Но чтобы сделать металл красивым нужно изрядно потрудиться.
И тут существует несколько способов, как это сделать.
Самый распространенный способ, но не самый простой, это полировка. С технологиями полировки можно ознакомиться здесь.
Полированное изделие из нержавеющей стали.
Второй способ — это сатинирование, или направленная шлифовка. Как это сделать вы можете узнать здесь.
Направленная шлифовка нержавеющей стали.
И сегодня я хочу рассмотреть еще один способ получения равномерной поверхности на изделиях из металла — матирование.
В условиях промышленного производства изделия из металла матируют либо с помощью специальных химических составов, либо с помощью пескоструйной (дробеструйной) обработки. Оба эти способа довольно сложные и требуют очень дорогого оборудования.
Мы познакомим Вас с более простым, удобным и каждому доступным способом.
Матировать металл мы будем с помощью орбитальной шлифовальной машины (ОШМ).

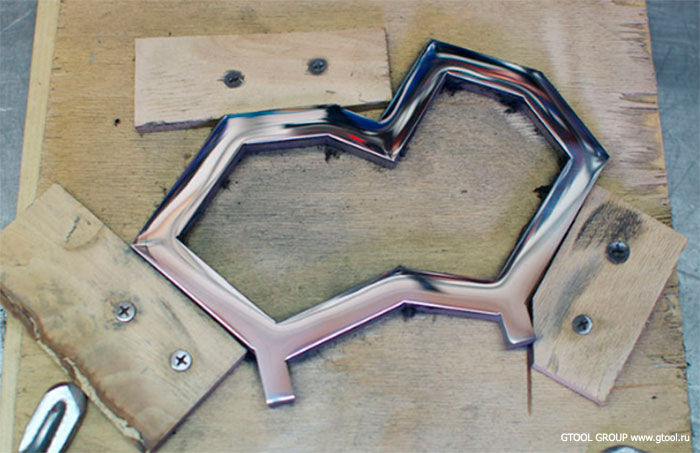
Рассмотрим нашу технологию на изделии из профиля, сваренного под углом.
Шаг 1. Зачистка сварного шва.
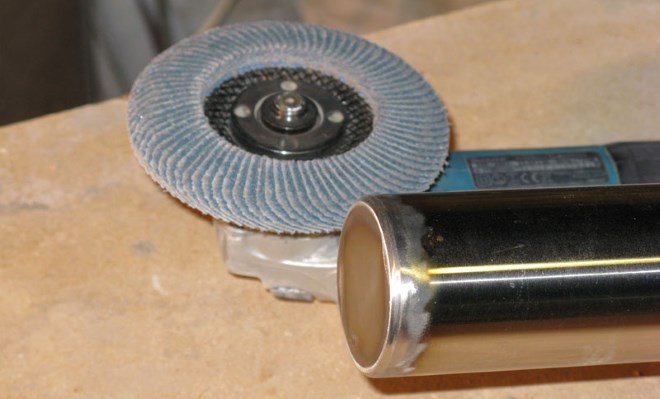
Для зачистки сварного шва на плоских поверхностях идеальным решением являются фибровые круги.
Для зачистки небольшого шва используем шлифовальную машину Metabo Quick Inox с регулировкой оборотов и фибровые круги VSM Р120 (с керамическим зерном). Рекомендуемые обороты — 7000 об/мин.

Зачистка сварочного шва фибровым кругом.
Так же с помощью фибрового круга мы выравниваем всю поверхность изделия, если это необходимо для дальнейшей обработки.
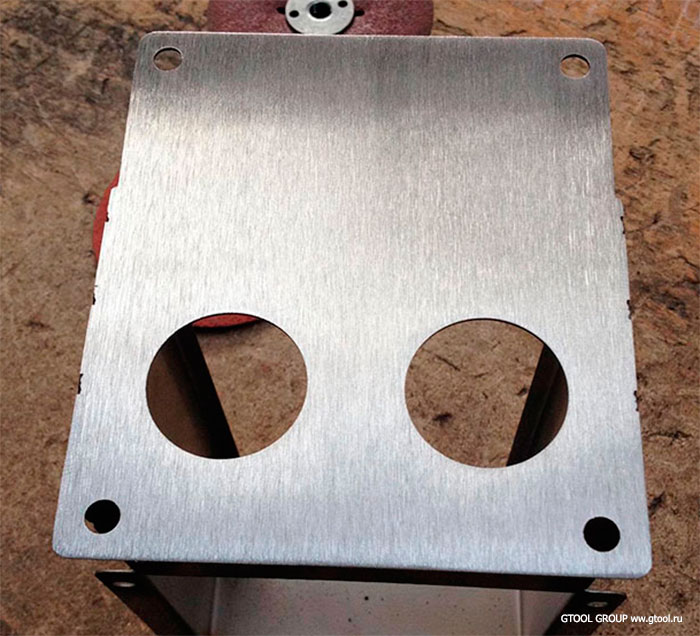
Вот что мы получаем после первого этапа.
Поверхность после зачистки фибровым кругом Р120.
Шаг 2. Удаление круговых рисок, получение равномерной шероховатости.
Орбитальные шлифовальные машины обладают меньшей агрессивностью в сравнении с угловыми машинами, поэтому мы используем зерно более крупное. Это позволит нам удалить круговые риски от первого этапа и придать поверхности равномерный вид.

Равномерная шлифовка поверхности с помощью ОШМ.
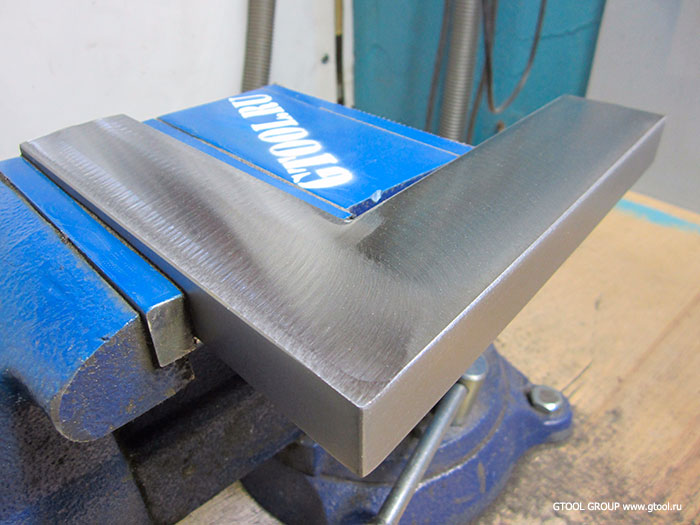
Вот что мы получаем после второго этапа.

Поверхность имеет равномерный вид, следы от фибрового круга удалены. Такая поверхность уже неплохо выглядит, но после обработки зерном Р80 она имеет очень шероховатую поверхность, которая неудобна в эксплуатации: на ней будут задерживаться пыль и другие загрязнения. Поэтому мы переходим к последнему этапу.
Шаг 3. Финишное матирование поверхности неткаными кругами Cibo.
Чтобы создать идеальную матовую поверхность на металле следует использовать круги на липучке из нетканого материала Cibo зерно Medium.
Эти круги являются лучшим решением для окончательного создания матовой поверхности на металле и других материалах. Они имеют мягкую пористую структуру и содержат небольшое количество клея, в отличие от конкурентов. Такие особенности позволяют создавать очень равномерную поверхность с минимальным блеском, что и необходимо в нашем случае.

Финишное матирование металлического профиля.
Благодаря объемной структуре в сочетании с зерном Medium, этот круг сглаживает грубые следы предыдущего этапа, уменьшает шероховатость поверхности и придает ей абсолютно равномерный вид.

Видео:
Рекомендуемые инструменты:
Как сделать поверхность стали ,матовой?
А может кто знает как сделать поверхность ножа матовой?Желательно химический способ, про отпескоструить я и сам знаю.
Ну если и наждачка не катит-то химически-протравить кислотой. Будет красивый серый цвет. Матовый.
От наждачки же будут царапины!А от кислоты наверно будет типа антибликовый эффект. А вот чтоб было матовым, но со стальным блеском. Во блин проблема!Просто меня убивает то,что на полированых ножах видны отпечатки от руки, сразу весь вид портится. На матовой поверхности такого не будет.
Была тут недавно темка про отделку клинков, там многие камрады писали про сатин-финиш, сделать только нелегко. Клинок на финише шлифуется мелким абразивом так, что на нем получаются ровные риски с строго определенном направлении, и красиво и отпечатков как на полированном не будет. 
после полировки попробуйте пройтись вот такой приблудой зажатой в дрель или дремель, но только в одном направлении как писалось выше, и не сильно прижимая чтоб наждачка хлестала по клинку как кнутом
Точно такой же вопрос=( У меня «гюрза» от нокса обломалась. В дерево кидал и кароч кончик обломился. Я его меньше сделал. По пьяне правда делал и всю поверхность матовую пакоцал=( Подскажите люди? Те способы, что выше предложили подойдут?
Торцевая шлифмашина мелким наждаком наносит на металл очень интересный и оч.мелкий рисунок-как маленькие колечки. Прям как специально задуманно.
quote: Торцевая шлифмашина мелким наждаком
какая. о_0
quote: Точно такой же вопрос=( У меня «гюрза» от нокса обломалась. В дерево кидал и кароч кончик обломился. Я его меньше сделал. По пьяне правда делал и всю поверхность матовую пакоцал=( Подскажите люди? Те способы, что выше предложили подойдут?
выкинуть и купить нормальный нож.
quote: Originally posted by Serjant:
какая. о_0
Сорри. Эксцентричная. Или как там правильно.
пластиковая бутылка с кварцевым песком (можно с мелкими камешками) наполовину, сам клинок в нее, бутылку с клинком в стиральную машину в режим стирки.
Если нет стиралки, зато валом времени, киньте эту бутылку в багажник машины, пусть свободно перекатывается там примерно с недельку. эффект будет аналогичный
ЭЭЭ. предупреждение насчет стиралки: внимательно смотреть бутылку на предмет герметичности и целостности. А то как высыпется весь песок в барабан.
quote: Originally posted by ДокВВ:
Сорри. Эксцентричная. Или как там правильно.
ну короче та которая не «угловая_шлиф_машинка» , а типа как дремель ? верно ?
чтото я всё понимаю а сказать не могу (с)
quote: Originally posted by ironwolv:
чтото я всё понимаю а сказать не могу (с)
Аватар обязывает 
quote: ну короче та которая не «угловая_шлиф_машинка» ,
виброшлифмашинка.
quote: а типа как дремель ? верно ?
а причом тут название фирмы.
quote: чтото я всё понимаю а сказать не могу (с)
глаза умные и гавкаешь? сосиски любишь и когда пузико чешут?: quote: Эксцентричная.
Эксцентриковая.
Эксцентричная бывает мамзель.. но на самом деле оно блондинко
quote: Originally posted by zmeya:
пластиковая бутылка с кварцевым песком (можно с мелкими камешками) наполовину, сам клинок в нее, бутылку с клинком в стиральную машину в режим стирки.
Если нет стиралки, зато валом времени, киньте эту бутылку в багажник машины, пусть свободно перекатывается там примерно с недельку. эффект будет аналогичный
интеерснейшая технология. в мемориз.
quote: Originally posted by Serjant:
Эксцентриковая.
Эксцентричная бывает мамзель..
В некоторых описаниях обзывается именно ЭКСЦЕНТРИЧНОЙ. Даже в гугле найти можно. А насчёт торцевой шифмашины-такая тоже есть, так что сарказм зря присутсвует. Другой вопрос назвал не то что имел ввиду.
quote: Originally posted by Serjant:
но на самом деле оно блондинко
Кто на что учился.
Кстати. Только щас придумал, что если эту самую пластиковую бутылку прикрепить стяжками к подошве эскцентриковой шлифмашинки, то получится все гораздо быстрее и качественнее.
Преимущество метода с песком в том, что песчинки добираются во все труднодоступные на клинке места (вокруг шпеньков) и получается ровное сатинирование. а вот с камешками наверное посложнее будет.. Хотя шпеньки часто можно выкрутить. А вот пятку клинка под шайбы лучше заклеить малярной бумагой
Большая советская энциклопедия
Эксцентричный
(франц. excentrique, от лат. ex — из, вне и centrum — центр), странный, с причудами, необычный, из ряда вон выходящий (например, Э. поведение, Э. поступок). область психологии.
Толковый словарь русского языка Ушакова
ЭКСЦЕНТРИК, а, м. [от латин. ех — из и centrum — центр].
1. Металлический диск, насаженный на вращающийся вал так, что центры диска и вала не совпадают, употр. в машинах для преобразования вращательного движения в поступательное (тех.). Механика чистая.
Разница огромная
Шливмашинка с причудами или шлифмашинка с определённым принципом действия.
собственно разница есть.
2 Serjant
2 ДокВВ
Ну,мужики. вы чего??
2Сержант
«. Значение слова «эксцентричный»
Ударение: эксцентричный
прил.
1.Выходящий за пределы обычного; крайне странный.
прил.
2.ИМЕЮЩИЙ ОСЬ ВРАЩЕНИЯ, НЕ СОВПАДАЮЩУЮ С ГЕОМЕТРИЧЕСКОЙ ОСЬЮ.
Не верите источнику?
Пожалуста:
«Толковый Словарь Живого Великого Русского языка» В.Даль.
Том 4 стр. 664 »
1.Эксцентричный, -ческий, латн. выходящий вон изъ даннаго средочiя,пртвил КОНЦЕНТРИЧНЫЙ, -ческiй.
2.Эксцентричный ЧЕЛОВЕК-чудакъ, чудодъй.
гы
чудодъи
Ну вы парни даёте!Вместо того шоб советовать свои (народные)рецепты вы машинки обсуждаете!Кстати классная идея с бутылкой с песком, но это опять же пескоструйный метод, он хорош для тех у кого нет возможности отпескоструить аппаратом. И возьмёт ли песок 95Х18 с 59 по Роквелу. наверно должон. абразив всёж.
Взять то возьмет. В песке роквелов поболе будет. Вопрос только насколько хорошо и за какой промежуток времени.
quote: Originally posted by sheb:
но это опять же пескоструйный метод
Нет, не согласен. при пескоструйке поверхность металла подвергается бомбардировке песчинками, обладающими большой кинетической энергией, которые буквально вырывают частицы металла. а суть обработки в виброчане с абразивом (песок, керамические конусы, камешки) царапанье поверхности в произвольных направлениях в плоскости клинка .Даже дактильное ощущение разное.
quote: дактильное ощущение
и сказал птеродактль птеродактлю «я тебя, птеродактль,птеродактльну» и ответил ему птеродактль «птеродактль, птеродактль,птеродактль»
Пятница.
Осень настала.
ТРАВА ОБАЛДЕТЬ НАКАТИЛА!
да!пескоструй-вздергивает, шорохуит поверхность, а «галтовка» меленьким песочком в стиралке «на отжиме»(бетономешалке, кухонном комбайне, кофемолке-нужное зачеркнуть нафик)сделает поверхность просто шелковой по сравнению с пескоструем.
«одну ногу я побрила простым станком, а вторую-деревообрабатывающим!гы!»
quote: ДокВВ
не путайте геомерию и механику с психологией.
не правильно сие.
quote: Вместо того шоб советовать свои (народные)рецепты
у мну пецепт прост как валенок.
сходить в любую стеклянную или зеркальную контору. дунут песком неча делать.. как просто, не правда ли??
или устройство «пьяная бочка»
найти устройство не сложно.
quote: Originally posted by boroda-fish:
дактильное ощущение
Похихикали?
А теперь правильный вариант- «тактильное ощущение»
отпустило?
Неее. тема матовой поверхности исчерпана.
To zmeya:
Приношу искреннейшие соболезнования по поводу безвременной, скоропостижной кончины Вашего чувства юмора. И МОИ ИСКРЕННИЕ ИЗВИНЕНИЯ ЗА НЕ ПРОСТАВЛЕННЫЙ В ВОЗМУТИВШЕМ ВАС ПОСТЕ СМАЙЛИК. Старый я,больной на всю голову, не пинайте в живот, не спою.
Я отчищал нержавеющую кастрюлю средством для удаления накипи, для такого типа посуды, так вместе с накипью (там кипятить сколько-то времени надо) это средство сделало поверхность красиво-матовой. Взял на заметку, если надо будет матировать клин.
Как и чем полировать нержавейку
Способы и средства для полировки нержавеющего покрытия
Гладкая поверхность металла получает повреждения при неосторожном обращении, из-за целенаправленных действий человека. Не каждый след может удалить полироль для нержавеющей стали и мягкая ветошь. В домашней мастерской (гараже) доступны многие способы обработки объемных, плоских, изогнутых поверхностей изделий из легированных сплавов. Необходимо наличие соответствующего оборудования и реактивов.

Шлифовка с механическим полированием
После повреждающей обработки металла (резки, сварки, сверления, чистки жесткими роторными щетками, ударов), образуются дефекты различной величины:
- царапины, вмятины;
- швы, наплывы, раковины;
- сколы;
- трещины;
- заусенцы.
Эти разрушения поверхности снижают стойкость к износу, отражающую способность, противодействие сложным нагрузкам. Для устранения шероховатостей, придания блеска такому твердому материалу, каким является нержавейка, придется выполнить 4 – 5 операций. С помощью электрической шлифмашины и сменных абразивных кругов проводится шлифование. Войлочным/фетровым кругом, после грубой чистки, начинают полировать изделие. Удобство обработки сложных деталей из нержавеющей стали дает бесконечная лента.
При грубом шлифовании нержавеющей стали зернистость абразива 30-40, чистовая обработка 16 – 25, полирование микропорошками с зернистостью М7 – М14, доведение до состояния зеркала – промышленные готовые составы (полироли).
Механическое воздействие мягкого круга с нанесенной пастой снимает очень незначительное количество металла. Глянцевое выравнивание происходит за счет перераспределения структуры верхнего слоя нержавейки, а не срезания его. Под воздействием воздуха, активных компонентов пасты, нагрева от трения разрушаются старые окисные пленки и, тут же, при остывании, создаются новые.
После механического полирования не создается идеальной гладкости и, соответственно, блеска в неудобных для доступа местах. В таком случае заканчивают полировать вручную. Наведение на нержавеющей стали зеркального глянца руками – операция трудоемкая, долговременная, но выполнимая. Начинают создание зеркала шлифовкой пастами, заканчивают жидкими полиролями.

Механический способ полировки нержавейки
Подвергать процессу необходимо всю видимую плоскость – частичная местная обработка будет заметна. Устранить видимые различия применением полироля не получиться.
Химический способ
Небольшие детали из нержавейки обрабатывают методом, который не требует большого приложения физических усилий и нескольких часов работы. Использовать круги может быть просто неудобно. Погрузить очищенную заготовку в ванну со строго дозированными реагентами, разведенными до нужной концентрации дистиллированной водой. За достаточный интервал времени, под воздействием едких реактивов, все контактирующие с жидкой активной средой шероховатости стали устраняются. Глубокие царапины, следы сварки предварительно сначала выравнивают наждачными кругами, после заглаживают мягкими кругами с пастой нужной зернистости (ГОИ). Иначе все крупные изъяны тоже отполируются с сохранением формы.
Для правильного выбора компонентов, их концентрации в водной массе, желательно знать марку нержавейки :
- Марку Х18Н9Т погружают в следующий состав: кислоты: 230 мл серной, 40 мл азотной, 70 мл соляной. На 1 л раствора добавляют краситель кислотный черный — 6 г, столярный клей — 10 г, хлористый натрий — 6 г. Выдерживается температура жидкости 65-70 °С, время 5÷30 мин.
- Кислоты в соотношении к полному объему: азотная 4÷5%, ортофосфорная 20÷30%, соляная 3÷4%, метилоранж — 1÷1.5%, в водном растворе с температурой 18÷25 °С, Ориентировочное время выдержки 5÷ 10 мин.
- На литр состава количество кислот: серная 230 г, соляная 660 г, кислотного красителя оранжевого– 25 г. Выдержать температуру 70÷75 °С, время 2÷3 мин.
Для полноты реакции во всех точках и удаления образующихся продуктов, жидкость в емкости непрерывно перемешивают. Можно шевелить стальную деталь.
Компоненты агрессивны. Обеспечить защиту кожных покровов рук, лица, глаз, органов дыхания.
Химическое выравнивание линии внешней границы нержавейки (полировка) происходит потому, что интенсивнее реакция идет на выступах профиля. Для предотвращения скопления продуктов взаимодействия во впадинах, углублениях, углах, принудительно создают движение жидкости. После смывания химических реактивов натирают салфеткой с небольшим количеством состава — полироля.
Анодный способ
Электрохимическая обработка снижает затрачиваемое время по отношению к механической процедуре в 4-5 раз, повышая класс чистоты зеркала на 1 или 2 позиции. Чтобы отполировать этим способом, становится не важными сложность сопряжений, кривизна плоскостей. Раствор при подключении электричества становится активным электролитом, взаимодействуя интенсивнее. Обрабатываемый образец должен быть подключен к аноду установки. Для каждого химического состава нержавеющего стали выбирают реагенты и параметры режима.

Способ требует свежеприготовленного электролита, расхода электроэнергии, применения работником средств защиты. Предварительная подготовка наружного слоя (особенно после сварки) обязательна. Зато отражающая способность нержавеющей стали после всех операций такая же, как только что отполированного серебра или никеля.
Способ изготовления элемента из нержавейки влияет на время нахождения в ванне:
- штамповка 4÷6 мин;
- сварка, термообработка 10÷12 мин;
- литье после пескоструйки до получаса.
Полируем плазмой
Технология отличается от электрохимической процедуры такими параметрами:
- раствор не агрессивен, утилизация не требует специальной очистки;
- напряжение выше (220 В);
- температура порядка 100 °C.
Применяемый реактив – соль аммония с концентрацией в растворе 3,1 ÷ 6,0 %.устанавливается плотность электрического тока величиной 0,35 ± 0,15 А/см² в зоне контакта электролита с нержавейкой интенсивно образуются газовые пузырьки. В парах внутри кипящего слоя проходят разряды, ионизирующие среду. Возникают плазменные язычки, которые целенаправленно воздействуют на сталь, полируя ее. Времени для одного погружения затрачивается в пределах 6 мин., из расчета потребляемой мощности 5 ВтЧ/см².
Для устойчивого процесса полирования электроплазменным методом поверхности определенной площади, необходима соответствующая мощность установки. Нельзя снижать ее величину, надеясь увеличить продолжительность обработки в ванне. Условия возникновения плазменно-ионизированного слоя не будут соблюдены.
Недобросовестная механическая подготовка проявится наглядно. Остаточные следы сварочных швов, царапин, вмятин не спрятать при помощи полироля.
Периодичность ухода за внешним видом
Кроме периодического полирования конструктивных лицевых элементов до кондиции блестящего зеркала рачительный хозяин ухаживает за ними постоянно. Восстановление состояния покрытия деталей автомобиля в сервисе проводят раза 2 в год. Чтобы защитить наведенный глянец используют полироли. Выпуск продукции ведется в виде жидких эмульсий и более густых составов, концентратов. Фасовка полиролей для нержавеющей стали самая разная – от туб (75 мл), флаконов, банок до бочек (20-100 л). Это повседневная защита от абразивных воздействий пыли-грязи, корродирующего действия природных факторов. Техника простая: мягкая салфетка, круговые движения, отсутствие пропусков. Наносят полироль равномерно, удаляют излишки. По желанию можно пользоваться электроинструментом с частой вращения до 1500 об/мин. Вращение параллельно обрабатываемой плоскости, чтобы не повредить торцом круга.
Изделие будет блестеть как новое, даже если его восстанавливали сваркой по кусочкам.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.

Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.
Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.

Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.

Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию. Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно.
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.

Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.
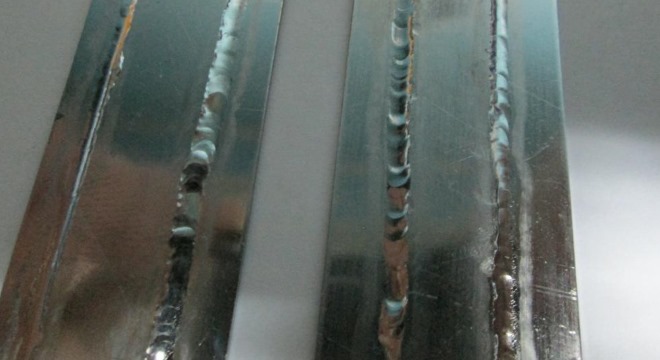
На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Конечно, наиболее простым и доступным методом отделочной обработки стальных изделий является их покраска, которая также может выполняться с использованием различных технологий и расходных материалов.
Как полировать нержавейку: способы и средства для придания выразительного блеска
Нержавеющая сталь бывает разная. Ведь в ее состав входит несколько разных металлов. Основу нержавейки составляют железо, титан, никель, молибден, марганец и это далеко не весь перечень. Противостоять коррозии этой стали помогает хром, который тоже присутствует в ее составе.
Что не дает стали ржаветь
При взаимодействии хрома с кислородом образуется защитная пленка на поверхности нержавеющей стали, именно она и уберегает сплав от воздействия агрессивной среды.

От количества хрома будет зависеть степень устойчивости к коррозии стали.
Например, при изготовлении холодильников используют сплав со средним содержанием хрома (10-17 %). А вот если устройство постоянно контактирует с водой или подвергается температурным нагрузкам, то тут используют сплав с высоким содержанием хрома, до 26 %. К таким приборам относятся стиральные и посудомоечные машины, мойки, вытяжки, варочные плиты и чайники.
Где можно произвести полировку
Для того чтобы поверхность сплава была красивой и ровной, нужно полировать нержавейку. В наше время существует множество компаний, специализацией которых является именно данная процедура, они приводят в порядок различные изделия из этого сплава. Но, оказывается, полировать нержавейку можно и в домашних условиях.
Конечно, если нужна более качественная работа, то лучше обратиться за помощью к специалистам. Например, полированная квадратная труба из нержавейки гораздо эффектнее будет выглядеть после заводской обработки, нежели после домашней.

Любая компания, которая специализируется на полировке, без труда выполнит данную процедуру.
Чем обрабатывать сталь
Чем полировать нержавейку до зеркального блеска? Вот список всего того, что понадобится:
- полировальная паста;
- круги из войлока или фетра;
- столярный клей;
- круги для шлифовки с разной зернистостью;
- наждачная бумага или камень;
- болгарка.
Основные этапы процесса
Процесс проходит в несколько этапов. Для начала необходимо выполнить черновую зачистку. Дальше в ход идет круг с фибровой основой и машинка для угловой шлифовки. Но как раз эту процедуру можно пропустить при условии, что поверхность изделия и так достаточно гладкая.
Следом в ход идут шлифовальные круги. Поверхность нужно обработать несколько раз, при этом с каждым разом размер абразива должен уменьшаться.
Если же в наличии нет таких кругов, то их вполне можно сделать самостоятельно. Для этого можно использовать фетровый круг или войлочный. Шпателем на него необходимо нанести столярный клей, а потом растереть его по абразивной крошке.
Эта операция сделает поверхность стали идеально гладкой. Ни в коем случае не должно оставаться шероховатости. Ведь после полировки заделывать их будет гораздо сложнее.
На следующем этапе применяется полировочная паста и фетровый круг. Тут лучше посоветоваться со специалистом, так как под определенную марку сплава нужна конкретная паста. Конечно же, лучше всего использовать алмазную, зернистость которой подходит к металлу, предназначенному для обработки. Финишная полировка проводится до того момента, пока не останется ни одного видимого изъяна. Полированная труба из нержавейки должна выглядеть просто идеально.
Нержавейка в быту
Ни одна кухня не обходится без приборов и деталей интерьера из нержавеющей стали. Это и не удивительно, так как именно этот сплав достаточно прочен и долговечен, тем более за ним не нужно особого ухода. Из нержавейки часто делают посуду, столовые приборы и плиты, так как у этого метала достаточно высокая теплопроводность.

Но есть и некоторые недостатки у нержавейки: при регулярном использовании она заметно тускнеет. Кухня теряет свой блеск. Для того чтобы этого не произошло, необходимо периодически полировать нержавейку. Существует множество различных способов решения этой задачи. Важным моментом в этой процедуре является правильный подбор полирующего средства для нержавейки.
При чистке изделий из стали ни в коем случае нельзя использовать отбеливающие и абразивные средства. Также не стоит применять металлические губки и щетки с жесткой щетиной.
Существует несколько альтернативных способов полировки.
Оливковое масло
Этот способ как раз для тех, кто задумывается о том, как полировать нержавейку в домашних условиях. Потускневшая посуда опять начнет блестеть, как новая. Понадобятся только масло и тряпки, желательно, чтобы они были из мягкой ткани.

- В первую очередь нужно смочить маслом тряпку.
- При помощи этой ткани необходимо нанести масло на изделие так, чтобы оно было полностью покрыто масляной пленкой.
- Далее можно приступать к полировке, плотно прижав промасленную тряпку к металлу.
- Чтобы сталь не стала опять тусклой, излишки масла убирают при помощи сухих полотенец либо салфеток. Ими нужно натирать поверхность до того момента, пока изделие не станет полностью сухим.
Полировка мукой
Для полировки металлических изделий можно еще использовать муку. С ее помощью хорошо обрабатывать ровные поверхности, например раковину или кастрюлю.

- Изделие посыпают мукой, так чтобы вообще не оставалось просветов.
- Мука должна быть распределена равномерно.
- Используя сухую ткань, круговыми движениями полируют поверхность.
- Далее муку очень легко удалить с поверхности.
Механический способ
На некоторых приборах и приспособлениях есть тяжело доступные участки. Вот тут и возникает вопрос, как полировать нержавейку до блеска. Способ есть, но придется потратить немало времени и приложить максимум усилий.
Нужно приобрести кусок войлока и абразивную пасту. На ткань нанести пасту и полировать поверхность, пока металл не станет ярким и блестящим.
Полировка при помощи химикатов
Чаще всего этот метод используют, когда нужно почистить небольшие предметы. Главное, что полировка занимает немного времени и делается очень просто. Ниже несколько рецептов растворов.
Тут важно соблюдать пропорции. В составе: 230 мл серной кислоты, 70 мл соляной, и 40 мл азотной. Остальное — вода.
На один литр раствора нужно еще 5 г хлористого натрия, 5 г кислотного черного красителя и грамм 10 столярного клея.
Полученную жидкость нужно нагреть до 70 градусов по Цельсию и опустить туда деталь. Изделие можно оставить в растворе максимум на полчаса.
Понадобится ортофосфорная кислота, она должна составлять процентов 20-30 от общего объема. Соляная кислота (3-4 %), азотная (4-5 %), метилоранж (1 %). Остальное – вода. Раствор должен быть комнатной температуры, изделие в нем держать не дольше 10 минут.
Содержание кислот указывается на литр раствора. Кислотный оранжевый краситель – 25 г, серная кислота — 230 г, соляная — 660 г. Жидкость нагреть до семидесяти градусов и держать в ней металл не больше трех минут.

Правила полировки приведены ниже:
- Метал обязательно хорошо очистить перед полировкой. Дальше поместить изделие в раствор. Следует помнить, что тут можно использовать только дистиллированную воду.
- Во время процедуры раствор постоянно нужно помешивать, только в этом случае химическая реакция пройдет на 100 %.
- Когда нужное время пройдет, деталь извлекают и хорошо промывают проточной водой. После этого изделие необходимо хорошо натереть салфеткой смоченной в полироле.
После такой обработки устраняются все шероховатости.
Мало правильно полировать нержавейку, ее еще нужно регулярно чистить.
Чистка раковины
Часто на раковинах остаются пятна – это известковый налет. Его очень легко удалить при помощи уксусного раствора. Развести кислоту нужно один к пяти и протереть ею поверхность, а затем смыть проточной водой. Чтобы придать металлу яркий блеск, поверхность нужно натирать круговыми движениями.
Чистка плиты
Тут остаются пятна от соусов, жира и подгоревшей пищи. Их придется убирать специальным средством для полировки стали. Обязательно перед чисткой нужно снять тэны. Средством для полировки лучше всего пользоваться, предварительно надев перчатки. Иначе есть риск получить ожоги на коже рук. После процедуры желательно хорошо натереть поверхность сухой тряпкой.
Чистка вытяжки
Это задача не из легких. Но вполне выполнимая. Для того чтобы грязь и мыло не запачкали плиту, лучше накрыть ее газетами или старыми полотенцами.
Для чистки вытяжки можно использовать специализированное средство или приготовить раствор самостоятельно. Понадобится бикарбонат соды, лимонный сок и вода. Средство нужно втирать аккуратно, чтобы не повредить поверхность. Достаточно, чтобы раствор оставался на вытяжке несколько минут, после чего его нужно смыть чистой проточной водой. Далее необходимо хорошо отполировать поверхность сухой тряпкой. После такой процедуры вытяжка будет сиять как новая.