

Рым болт м12 гост 4751 73
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Условное обозначение резьбы d
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой M 100×6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М100×6.019 ГОСТ 4751-73
(Измененная редакция, Изм. № 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
Условное обозначение резьбы
Грузоподъемность на 1 рым-болт, кг, +
при направлении строп
по вертикальной оси рым-болта

под углом 45º от вертикальной оси рым-болта
в плоскости кольца
с отклонением от плоскости кольца

1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8- M 12;
— не более половины шага резьбы — под рым-болты с резьбой свыше M 12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505-89, класс точности — II , степень сложности — С3.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. № 1).
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым -болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Твердость НВ рым-болтов с размером резьбы
от М72×6 до М100×6
Допускается одна повторная термообработка.
2.8. На кольце рым -болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
Размеры фасок и сбегов резьбы — по ГОСТ 10549-80. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание . При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы d на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до M 16;
0,05 мм — для рым-болтов с резьбой от М20 до М100×6.
2.13. Допуск симметричности оси резьбы d относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм — для рым-болтов с резьбой от М16 до М48;
Т 4 мм — для рым-болтов с резьбой от М56 до M 100×6.
2.12 — 2.13. (Измененная редакция, Изм. № 2).
Допускаемое отклонение этой нагрузки ±5 %.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием — по ГОСТ 9.301-86.
(Измененная редакция, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют:
до механической обработки
— на соответствие требованиям п. 1.1 в части размеров, получаемых объемной штамповкой или ковкой и пп. 2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5 % от партии, но не менее 5 шт.;
— на соответствие требованиям пп. 2.5 и 2.6 каждый рым-болт;
— на соответствие требованиям п. 2.7 10 % от партии, но не менее 5 шт.; после механической обработки:
— на соответствие требованиям п. 1.1 (размеры l , l 1 и h l и d ) пп. 2.8 — 2.14 каждый рым-болт;
— на соответствие требованиям п. 2.15 — по ГОСТ 9.301-86.
Примечание . Партия состоит из рым-болтов одного размера, изготовленных из стали одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. № 1).
3.2. При получении неудовлетворительных результатов испытаний рым-болтов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов; взятых от той же партии, по полной программе. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).
4.2. Твердость (п. 2.7) определяют по ГОСТ 9012-59 на образующей опорной части кольца.
4.3. Резьбу (п. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п. 2.15) проверяют на кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302-88.
4.7. (Исключен, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8 -М16 допускается выполнять маркировку только товарного знака предприятия; в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.3. Рым-болты упаковывают в плотные дощатые неразборные ящики по ГОСТ 2991-85, выложенные внутри упаковочной бумагой марки Б по ГОСТ 515-77.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг .
5.7. Каждая партия рым-болтов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— результаты контрольных испытаний.
5.9. На каждом ящике наносят:
— товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— брутто и нетто в килограммах.
ПРИЛОЖЕНИЕ
(Рекомендуемое)
ГНЕЗДА ПОД РЫМ-БОЛТЫ
1. Конструкция и размеры гнезд под рым-болты в изделиях из черных металлов должны соответствовать указанным на чертеже и в таблице.
Рым болт м12 гост 4751 73
Screw rings. Specifications
Дата введения 1974-07-01
________________
* См. примечание ФГУП «СТАНДАРТИНФОРМ»
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 10.05.73 N 1169
2. Срок проверки — 1993 г., периодичность — 5 лет
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Проверен в 1988 г. Ограничение срока действия снято Постановлением Госстандарта СССР от 16.12.88 N 4162
6. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, 3, 4, утвержденными в мае 1979 г., январе 1983 г., декабре 1988 г., августе 1990 г. (ИУС 7-79, 5-83, 3-89, 11-90)
Переиздание (по состоянию на апрель 2008 г.)
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
(Измененная редакция, Изм. N 4).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
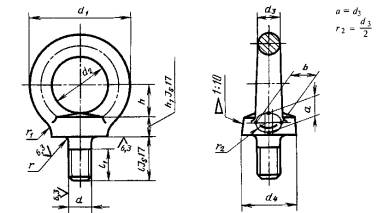
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл.1.
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой М100х6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М 100 х 6.019 ГОСТ 4751-73
(Измененная редакция, Изм. N 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл.2.
Условное обозначение резьбы
Грузоподъемность на 1 рым-болт, кг, +
при направлении строп
по вертикальной оси рым-болта
под углом 45° от вертикальной оси рым-болта
в плоскости кольца
с отклонением от плоскости кольца
1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8-М12;
— не более половины шага резьбы — под рым-болты с резьбой свыше М12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рым-болты должны быть изготовлены из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050 штамповкой. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. N 1).
2.2. (Исключен, Изм. N 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505, класс точности — II, степень сложности — С3.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. N 1).
2.4. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков п.2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл.3.
Твердость НВ рым-болтов с размером резьбы
от М72х6 до М100х6
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g по ГОСТ 16093.
Размеры фасок и сбегов резьбы — по ГОСТ 10549. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до М16;
0,05 мм » » » » » от М20 до М100х6.
2.13. Допуск симметричности оси резьбы относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм » » » » » от М16 до М48;
Т 4 мм » » » » » от М56 до М100х6.
2.12-2.13. (Измененная редакция, Изм. N 2).
2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки ±5%.
2.15. Рым-болты могут изготовляться с покрытием. Виды и условные обозначения покрытий — по ГОСТ 1759.0.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием — по ГОСТ 9.301.
(Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют:
до механической обработки:
— на соответствие требованиям п.1.1 в части размеров, получаемых объемной штамповкой или ковкой и пп.2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5% от партии, но не менее 5 шт.;
— на соответствие требованиям пп.2.5 и 2.6 каждый рым-болт;
— на соответствие требованиям п.2.7 10% от партии, но не менее 5 шт.;
после механической обработки:
— на соответствие требованиям п.2.15 — по ГОСТ 9.301.
Примечание. Партия состоит из рым-болтов одного размера, изготовленных из стали одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. N 1).
3.2. При получении неудовлетворительных результатов испытаний рым-болтов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п.2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. N 2).
4.2. Твердость (п.2.7) определяют по ГОСТ 9012 на образующей опорной части кольца.
4.3. Резьбу (п.2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п.2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п.2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п.2.15) проверяют на кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302.
4.7. (Исключен, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8-М16 допускается выполнять маркировку только товарного знака предприятия; в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.3. Рым-болты упаковывают в плотные дощатые неразборные ящики по ГОСТ 2991, выложенные внутри упаковочной бумагой марки Б по ГОСТ 515.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг.
5.7. Каждая партия рым-болтов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— результаты контрольных испытаний.
5.8. Маркировка транспортной тары — по ГОСТ 14192.
5.9. На каждом ящике наносят:
— товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— брутто и нетто в килограммах.
ПРИЛОЖЕНИЕ (рекомендуемое). ГНЕЗДА ПОД РЫМ-БОЛТЫ
1. Конструкция и размеры гнезд под рым-болты в изделиях из черных металлов должны соответствовать указанным на чертеже и в таблице.
Рым-болт DIN580 ГОСТ 4751-73

Рым-болт DIN580
В такелажных работах, как и монтажных, для перемещения крупно и малогабаритного груза, подъема, спуска, используется определенный тип метизов – рым-болт, где рым – это кольцо. Рым болт является уникальным и сверхэффективным элементом связки грузов, и имеет исключительную разработку, которая исполнена в виде кольца (торус) со стержнем (ложный штуцер), имеющим резьбу. Плоскость кольца расположена параллельно оси нарезанной резьбы, для того, чтобы такелажное приспособление было плотно затянуто, с помощью рычага, расположенного в нем. Как правило, рым-болты в основном имеют однородную форму (монолитную), но бывают и исключения, например, поворотный рым, где кольцо, относительно стержня, вращается. Каждая, такая, специальная конструкция выполнена для определённого функционального значения. Изделие испытывает колоссальные нагрузки, поэтому и материалы, их которого они изготовлены, должны иметь соответствующие параметры. Для ковки или штампа детали, с дальнейшей механообработкой, используют высокопрочную углеродистую сталь, с оцинковкой или нержавейкой.
Изделие рым-болт пользуется популярностью не только при такелажных работах в портах и других похожих объектах, но и в связках с рым гайкой, фланцем, на строительных площадках, для подъема, практически, любой массы груза. Универсальность болтов, расширяет диапазон границ функционала использования, в различных сферах жизни. Причем, принцип работы элемента достаточно прост – она либо вворачивается, либо устанавливается (в отверстие, гайку) в объект, с которым необходимо выполнить определенное действие. Например, обычные рымы монтируются на корпусах различных электродвигателях, редукторах.
Выбор изделия зависит от определенного вида выполняемых работ, и массы транспортируемого груза. Не стоит забывать, что их наибольшая грузоподъёмность меняется в широких границах значений, и завит расположение петли (угол наклона) по отношению к стержню. Для создания прочной сцепки, не редко, в одной плоскости колец, при двух ввернутых в упор рым болтов, разрешается использование шайб – толщиной до 1 мм, болты с резьбой М8-М12 и не больше ½ шага, с резьбой более М12.
При такелажных работах, с использованием рым болтов, направление стропа должно быть:
- По вертикальной оси.
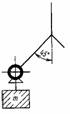
- В плоскости кольца, при уклоне от вертикальной оси, не выше 45 градусов.
- С уклоном от плоскости петли, угол не выше 45 градусов, от вертикального положения.
Более подробно, зависимость угла наклона стропы относительно рым болта, вы можете рассмотреть на рисунке 1, в соответствии с регламентом ГОСТ 4751-73.

Транспортировка массы груза запрещается: если угол стропа, при подъеме или спуске, направлен выше 45 градусов относительно вертикальной оси болта; в таком положении, кольцо, испытывающие огромные нагрузки, может разрушиться, результаты известны – авария, травмы.
Рым болты должны соответствовать требованиям ГОСТ 4751-73, и которых, необходимо придерживаться:
- присутствие соответствующей документации (сертификата), показывающая, из какой марки стали была изготовлена деталь.
- сварка кольца болта с выступающим стержнем запрещена, только штамп, в исключительных случаях ковка.
- грузоподъемность рым болтов, которые зависят от типа размеров.
- окалину, после штампа/ковки необходимо удалять.
Рым болт должен иметь маркировку, располагающаяся, на одной из сторон поверхности кольца:
- товарный знак завода;
- символьный знак резьбы, М8-М16 разрешается только товарный знак; маркировка, как правило, наносится штампом, реже ручным ударным инструментом.
В таблице 1, указаны основные параметры и размеры изделия, соответственно регламенту
ГОСТ 4751-73
Рым-болты. Технические условия
Предлагаем прочесть документ: Рым-болты. Технические условия. Если у Вас есть информация, что документ «ГОСТ 4751-73» не является актуальным, просим написать об этом в редакцию сайта.
Выберите формат отображения документа:




















ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
УДК 621.885.9:621.86.06:006.354 Гррша Г86
РЫМ-БОЛТЫ Технические условия
Screw rings. Specifications
Дата введения 01.07.74
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на несу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
(Измененная редакция, Изм. № 4).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1.


И манне официальное Перепечатка воспрещена
£> Издательство стандартов, 1973 © ИПК Издательство стандартов, 1998 © СТАНДАРТИНФОРМ, 2008
Т а б л и и а 1
Условное обозначение резьбы d
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт Ш ГОСТ4751-73
То же, с мелкой резьбой М ИЮ х 6, с покрытием 01 (цинковое с хроматнрованием). толщиной 9 мкм:
Рым-болт Л/ 100 х 6.019 ГОСТ 4751- 73 (Измененная редакция, Изм. № 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
Грузоподъемность на I рым-бол t. кг. ♦
В ПЛОСКОСТИ KO.ltUU

при направлении строп
У слоимое обозначение резьбы

с отклонением or плоскости кольца
1. При подъеме грума направление строп под углом от вертикал иной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскост и колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — иод рым-болты с резьбой MS—М12;
— не более половины шага резьбы — под рым-бо.тгы с резьбой свыше .VII2.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
2. ТЕХНИЧЕСКИЙ ТРЕБОВАНИЯ
2.1. Рым-болты должны быть изготовлены из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050 штампопкой. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом п ред п ри яти я—и зготовител я металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505, класс точности — II. степень сложности — СЗ.
II р и м с ч а и и с. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. № 1).
2.4. На внутренней окружности кольца допускается лиска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков п. 2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты посте штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Твердость IIВ рым-болтов с размером роьбы
от М72х6 до М 100×6
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g по ГОСТ 16093.
Размеры фасок и сбегов резьбы — по ГОСТ 10549. Величина сбега резьбы для угла заборной части инструмента — 20’.
Примечая и е. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы d на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до М16;
0,05 мм * * * * » от М20 до Ml00x6.
2.13. Допуск симметричности осн резьбы d относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до Ml2;
Т 2 мм * * * » * отМ16доМ48;
Т 4 мм * • * * * от М56 до Ml00 х 6.
2.12—2.13. (Измененная редакция. Изм. № 2).
2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки ±5 %.
2.15. Рым-болты могут изготовляться с покрытием. Виды и условные обозначения покрытий
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием
(Измененная редакция. Им. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют: до механической обработки
— на соответствие требованиям и. 1.1 в части размеров, получаемых объемной штамповкой или ковкой и пп. 2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5 % от партии, но не менее 5 шт.;
— на соответствие требованиям пп. 2.5 и 2.6 каждый рым-болт:
— на соответствие требованиям п. 2.7 10 % от партии, но не менее 5 шт.;
после механической обработки:
— на соответствие требованиям п. 1.1 (размеры I, /, и А, и J) пп. 2.S—2.14 каждый рым-болт:
— на соответствие требованиям п. 2.15 — по ГОСТ 9.301.
11 р и м с ч а н и с. Партия состоит из рым-болтов одного размера, изготовленных из стал и одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. № 1).
3.2. При получении неудовлетворительных результатов испытаний рым-бантов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний яааяются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).
4.2. Твердость (п. 2.7) определяют по ГОСТ 9012 на образующей опорной части кольца.
4.3. Резьбу (п. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п. 2.15) проверяют па кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302.
4.7. (Исключен, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8—М16 допускается выполнять маркировку только товарного знака предприятия: в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.3. Рым-болты упаковывают в плотные дощатые неразборные ящики по ГОСТ 2991, выложенные внутри упаковочной бумагой марки Ь по ГОСТ 515.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг.
5.6. Консервация — по ГОСТ 9.014.
5.7. Каждая партия рым-баттов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— результаты контрольных испытаний.
5.8. Маркировка транспортной тары — по ГОСТ 14192.
5.9. На каждом ящике наносят:
— товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— брутто и нетто в килограммах.
ГНЕЗДА ИОД РЫМ-БОЛТЫ
1. Конструкции и размеры гнезд под рым-болты и изделиях из черных металлов должны соответствовать указанным на чертеже и в таблице.
Рым-болты. Технические условия
Screw rings. Specifications
Дата введения 1974-07-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 10.05.73 N 1169
2. Срок проверки — 1993 г., периодичность — 5 лет
3. ВЗАМЕН ГОСТ 4751-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Проверен в 1988 г. Ограничение срока действия снято Постановлением Госстандарта СССР от 16.12.88 N 4162
6. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, 3, 4, утвержденными в мае 1979 г., январе 1983 г., декабре 1988 г., августе 1990 г. (ИУС 7-79, 5-83, 3-89, 11-90)
Переиздание (по состоянию на апрель 2008 г.)
(Измененная редакция, Изм. N 4).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл.1.

Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой М100х6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М 100 х 6.019 ГОСТ 4751-73
(Измененная редакция, Изм. N 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл.2.
Условное обозначение резьбы
Грузоподъемность на 1 рым-болт, кг, +
при направлении строп
по вертикальной оси рым-болта
под углом 45° от вертикальной оси рым-болта
в плоскости кольца
с отклонением от плоскости кольца



1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8-М12;
— не более половины шага резьбы — под рым-болты с резьбой свыше М12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. N 1).
2.2. (Исключен, Изм. N 1).
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. N 1).
2.4. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков п.2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл.3.
Твердость НВ рым-болтов с размером резьбы
от М72х6 до М100х6
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g по ГОСТ 16093.
Размеры фасок и сбегов резьбы — по ГОСТ 10549. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до М16;
0,05 мм » » » » » от М20 до М100х6.
2.13. Допуск симметричности оси резьбы относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм » » » » » от М16 до М48;
Т 4 мм » » » » » от М56 до М100х6.
2.12-2.13. (Измененная редакция, Изм. N 2).
2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки ±5%.
(Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют:
до механической обработки:
— на соответствие требованиям п.1.1 в части размеров, получаемых объемной штамповкой или ковкой и пп.2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5% от партии, но не менее 5 шт.;
— на соответствие требованиям пп.2.5 и 2.6 каждый рым-болт;
— на соответствие требованиям п.2.7 10% от партии, но не менее 5 шт.;
после механической обработки:
Примечание. Партия состоит из рым-болтов одного размера, изготовленных из стали одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. N 1).
3.2. При получении неудовлетворительных результатов испытаний рым-болтов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п.2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. N 2).
4.3. Резьбу (п.2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п.2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п.2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.7. (Исключен, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8-М16 допускается выполнять маркировку только товарного знака предприятия; в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг.
5.7. Каждая партия рым-болтов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— результаты контрольных испытаний.
5.9. На каждом ящике наносят:
— товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— брутто и нетто в килограммах.
ПРИЛОЖЕНИЕ (рекомендуемое). ГНЕЗДА ПОД РЫМ-БОЛТЫ
1. Конструкция и размеры гнезд под рым-болты в изделиях из черных металлов должны соответствовать указанным на чертеже и в таблице.
Рым болт м12 гост 4751 73
Рым-болты. Технические условия
Предлагаем прочесть документ: Рым-болты. Технические условия. Если у Вас есть информация, что документ «ГОСТ 4751-73» не является актуальным, просим написать об этом в редакцию сайта.
Выберите формат отображения документа:
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
УДК 621.885.9:621.86.06:006.354 Гррша Г86
РЫМ-БОЛТЫ Технические условия
Screw rings. Specifications
Дата введения 01.07.74
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на несу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
(Измененная редакция, Изм. № 4).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1.
И манне официальное Перепечатка воспрещена
£> Издательство стандартов, 1973 © ИПК Издательство стандартов, 1998 © СТАНДАРТИНФОРМ, 2008
Т а б л и и а 1
Условное обозначение резьбы d
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт Ш ГОСТ4751-73
То же, с мелкой резьбой М ИЮ х 6, с покрытием 01 (цинковое с хроматнрованием). толщиной 9 мкм:
Рым-болт Л/ 100 х 6.019 ГОСТ 4751- 73 (Измененная редакция, Изм. № 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
Грузоподъемность на I рым-бол t. кг. ♦
В ПЛОСКОСТИ KO.ltUU
при направлении строп
У слоимое обозначение резьбы
с отклонением or плоскости кольца
1. При подъеме грума направление строп под углом от вертикал иной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскост и колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — иод рым-болты с резьбой MS—М12;
— не более половины шага резьбы — под рым-бо.тгы с резьбой свыше .VII2.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
2. ТЕХНИЧЕСКИЙ ТРЕБОВАНИЯ
2.1. Рым-болты должны быть изготовлены из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050 штампопкой. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом п ред п ри яти я—и зготовител я металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505, класс точности — II. степень сложности — СЗ.
II р и м с ч а и и с. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. № 1).
2.4. На внутренней окружности кольца допускается лиска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков п. 2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты посте штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Твердость IIВ рым-болтов с размером роьбы
от М72х6 до М 100×6
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g по ГОСТ 16093.
Размеры фасок и сбегов резьбы — по ГОСТ 10549. Величина сбега резьбы для угла заборной части инструмента — 20’.
Примечая и е. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы d на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до М16;
0,05 мм * * * * » от М20 до Ml00x6.
2.13. Допуск симметричности осн резьбы d относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до Ml2;
Т 2 мм * * * » * отМ16доМ48;
Т 4 мм * • * * * от М56 до Ml00 х 6.
2.12—2.13. (Измененная редакция. Изм. № 2).
2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки ±5 %.
2.15. Рым-болты могут изготовляться с покрытием. Виды и условные обозначения покрытий
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием
(Измененная редакция. Им. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют: до механической обработки
— на соответствие требованиям и. 1.1 в части размеров, получаемых объемной штамповкой или ковкой и пп. 2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5 % от партии, но не менее 5 шт.;
— на соответствие требованиям пп. 2.5 и 2.6 каждый рым-болт:
— на соответствие требованиям п. 2.7 10 % от партии, но не менее 5 шт.;
после механической обработки:
— на соответствие требованиям п. 1.1 (размеры I, /, и А, и J) пп. 2.S—2.14 каждый рым-болт:
— на соответствие требованиям п. 2.15 — по ГОСТ 9.301.
11 р и м с ч а н и с. Партия состоит из рым-болтов одного размера, изготовленных из стал и одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. № 1).
3.2. При получении неудовлетворительных результатов испытаний рым-бантов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний яааяются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).
4.2. Твердость (п. 2.7) определяют по ГОСТ 9012 на образующей опорной части кольца.
4.3. Резьбу (п. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п. 2.15) проверяют па кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302.
4.7. (Исключен, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8—М16 допускается выполнять маркировку только товарного знака предприятия: в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.3. Рым-болты упаковывают в плотные дощатые неразборные ящики по ГОСТ 2991, выложенные внутри упаковочной бумагой марки Ь по ГОСТ 515.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг.
5.6. Консервация — по ГОСТ 9.014.
5.7. Каждая партия рым-баттов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— результаты контрольных испытаний.
5.8. Маркировка транспортной тары — по ГОСТ 14192.
5.9. На каждом ящике наносят:
— товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— брутто и нетто в килограммах.
ГНЕЗДА ИОД РЫМ-БОЛТЫ
1. Конструкции и размеры гнезд под рым-болты и изделиях из черных металлов должны соответствовать указанным на чертеже и в таблице.
Рым-болты DIN 580 / ГОСТ 4751-73 — применяется для поднятия тяжелых деталей и узлов машин. Рым-болт вместо головки имеет кольцо, предназначенное для захвата деталей и агрегатов при их транспортировке, сборке и разборке. Купить оптом и в розницу по выгодной цене с доставкой по Санкт-Петербургу и России.
