

Патроны токарные 3 х кулачковые размеры
Патрон токарный
Содержание: Скрыть Открыть

Токарный патрон – это основной элемент оснастки токарного станка, зажимное устройство обеспечивающее фиксацию заготовок на шпинделе. Применение патронов позволяет производить обработку на высоких скоростях вращения, обеспечивает точность установки и необходимое усилие зажима.
Данный элемент оснастки изготавливается из прочных марок чугуна или закаленной инструментальной стали, имеет различные варианты исполнения, обеспечивающие широкие возможности обработки деталей различной конфигурации.

Назначение и основные параметры
Токарный патрон является одним из основных элементов техоснастки и необходим для надежного крепления заготовок различного размера и формы на шпиндель. Высокая точность зажима обеспечивает центрование и перпендикулярность поверхности оси обработки. Патрон необходим для проведения практически всех токарных операций, входит в обязательный комплект оснастки металлообрабатывающих ручных, полуавтоматических и автоматических станков.
Данный тип зажима устанавливается на переднюю бабку станка. Передача вращения осуществляется от электромотора через коробку передач и раздаточную коробку. Для обеспечения производства деталей необходимо несколько токарных патронов, которые подбираются с учетом основных эксплуатационных и технических параметров:
- Вариант исполнения и количество кулачков (зажимных элементов) – определяет возможность фиксации того или иного типа заготовок, расположение кулачков, возможность установки нескольких заготовок.
- Рабочий диаметр патрона. Это наружный размер, диаметр присоединительного пояска, а также расположение и параметры крепежных отверстий.
- Параметры заготовки. Необходимо учесть наибольший и наименьший диаметры, учесть способ крепления – наружный или внутренний через обратные кулачки. Также необходимо учесть и допустимую массу детали.
- Диаметр отверстия в корпусе патрона. Необходим при обработке длинного прутка.
- Максимальное значение частот вращения.
Основные варианты конструкции
Токарные патроны изготавливаются из прочного чугуна маркой не менее СЧ-30 или инструментальных марок стали прочностью не менее 500 МПа.
Существуют различные варианты конструкции токарных патронов, остановимся на наиболее часто используемых в современном производстве:

- Патрон рычажный. Зажим происходит благодаря смещению кулачков с зажимами благодаря действию двухплечевого рычага. Основной характеристикой является количество кулачков и степень смещения на рабочем диске. К недостаткам можно отнести сложность настройки, особенно при проведении нетиповых операций. Кулачки могут настраиваться путем одновременного смещения посредством ключа или отдельной регулировкой каждого зажима. Данный тип оснастки, как правило, применяется для черновой или получистовой обработки.

- Клиновые токарные патроны – это усовершенствованный вариант конструкции рычажного зажима. Высокую точность фиксации обеспечивает наличие собственного механического или пневмопривода для каждого кулачка. Имеет возможность фиксации заготовки со смещением относительно центра вращения, что позволяет производить обработку деталей сложной конфигурации.

- Мембранные токарные патроны. Обеспечивают наиболее высокую точность фиксации благодаря мембранам из упругого материала. Заготовка фиксируется путем отключения гидропривода, что приводит к расширению мембраны. Характерными особенностями конструкции является большое количество зажимов при сравнительно низком усилии сжатия. Поэтому основной сферой применения данного типа оснастки является чистовая обработка деталей на малых скоростях вращения.
Виды и классификация токарных патронов
Одним из основных параметров классификации патронов, определяющим возможности обработки тех или иных заготовок, является количество и конструкция кулачков. По количеству зажимов патроны подразделяются на:
- Двухкулачковые патроны. Оптимальны для зажима заготовок небольшого размера несимметричной формы – поковок, арматуры и т. д.
- Трёхкулачковые патроны самоцентрирующиеся. Используются для крепления заготовок круглой и шестигранной форм. Обеспечивает возможность быстрой центровки и фиксации.
- Четырехкулачковые патроны с независимой фиксацией зажимов. Данный тип оснастки применяется для установки заготовок прямоугольной и нессиметричной формы, квадратных прутков.
- Шестикулачковые патроны самоцентрирующиеся. Оптимальны для работы с тонкостенными деталями благодаря минимальному усилию смятия. Шесть кулачков обеспечивают равномерное распределение усилий сжатия.
По типу зажима кулачков патроны подразделяются на прямые и обратные. Первые обеспечивают зажим по наружной поверхности, обратные – по внутреннему отверстию. Применение обратных кулачков позволяет обработать всю поверхность детали.
По классу точности данный тип оснастки подразделяется на 5 ступеней:
- Н – нормальная;
- П – повышенная;
- В – высокая;
- А – особо высокая.
Основные размеры и обозначения
Если взять наиболее распространенные трехкулачковые патроны (ГОСТ 2675-80) то действующим стандартом предусмотрено десять типоразмеров определяемых общим диаметром оснастки: 80, 100, 125, 160, 200, 250, 315, 400, 500 и 630 мм (см. табл. 1)

В зависимости от способа установки на шпиндель оснастка подразделяется на три типа:
- С пояском и фиксацией посредством вспомогательного фланца (Тип 1);
- С фиксацией через фланец на конце шпинделя под поворотную шайбу (Тип 2);
- С фиксацией через фланец на конце шпинделя (Тип 3).
Существует единая система обозначений основных параметров патрона состоящая из 8 цифр и буквы указывающей класс точности оснастки. Воспользовавшись таблицей в ГОСТ 2675—80 по маркировке изделия можно определить:
- Количество зажимов;
- Диаметр изделия;
- Основные размеры;
- Тип крепления оснастки на шпиндель;
- Исполнение зажимов;
- Класс точности.
Так, например Патрон 7100—0032—П ГОСТ 2675—80 обозначает второй тип, диаметр 200 мм, монтаж на шпиндель с 5 условным размером, сборные кулачки и повышенный класс точности (П).
Действующие ГОСТы
Регулирует параметры токарных патронов ГОСТ 1654-86. В нём регламентируются технические условия патронов общего назначения. Также действует множество других стандартов. Так, самоцентрирующиеся 3-кулачковые патроны регулируются ГОСТ 2675-80. На двухкулачковые зажимы с самостоятельной центровкой действует ГОСТ 14903-69.
Новости
Олеиновая кислота — в наличии!
Олеиновая кислота, СОЖ в наличии
Твердосплавные пластины — расширение каталога!
Большое расширение ассортимента пластин, в наличии!
Торцевые насадные фрезы
Торцевые фрезы в наличии!
Статьи
Коническая резьба для труб
Коническая резьба для труб: как соединить разные нарезки
Зиговка металла
Зиговка металла – процесс обработки листового металла
Марки твердых сплавов
Твердосплавные металлы – группа материалов, устойчивых к высоким температурам
Токарный патрон
Токарный патрон спиральный самоцентрирующий — один из
видов оснастки наиболее востребованной для токарных станков.
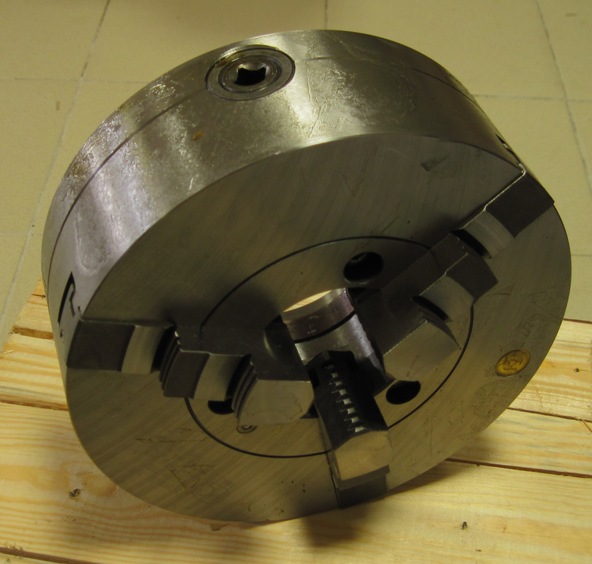 3 х кулачковый патрон
3 х кулачковый патрон  3 х кулачковый токарный патрон
3 х кулачковый токарный патрон
Токарные патроны изготавливаются 3 типов:
1 — с цилиндрическим центрирующим пояском и с креплением через
промежуточный фланец по ГОСТ 3889-80.
2 — с креплением непосредственно на фланцевые концы шпинделей
под поворотную шайбу по ГОСТ 12593-72.
3 — с креплением непосредственно на фланцевые концы шпинделей
по ГОСТ 12595-85.
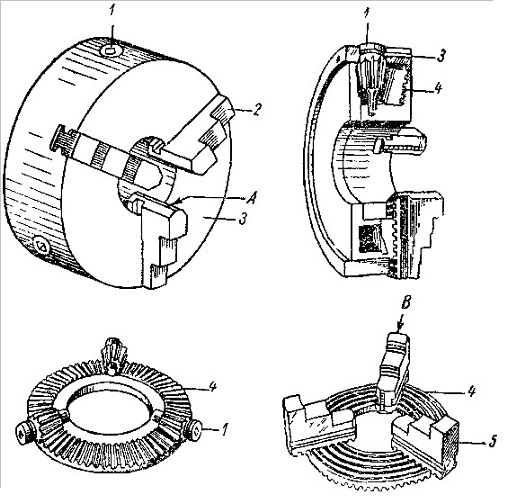
В корпусе 3 этого патрона заложена стальная коническая шестерня 4, на обратной стороне которой имеется спиральная канавка. На кулачках 2 патрона сделано несколько выступов, которые входят в спиральную канавку
шестерни 4. При вращении одной из трех шестерен 1 посредством ключа (квадратный хвост которого входит в такое же отверстие в торце шестерни) вращается шестерня 4.
Под действием спирали, нарезанной на обратной стороне этой шестерни, кулачки будут перемещаться в пазах корпуса патрона, что и требуется для закрепления детали.
Рассматриваемый патрон имеет два комплекта кулачков.
Один из этих комплектов используется для закрепления детали за ее внутреннюю, а другой — за ее наружную поверхность.

При небольшом диаметре наружной поверхности, за которую деталь закрепляется в патроне, можно использовать и кулачки. Кулачки в этом случае соприкасаются с деталью поверхностями А. Такой способ особенно часто применяется при изготовлении деталей из прутка, пропущенного через отверстие в шпинделе. Кулачки 5 используются иногда для закрепления детали за поверхность отверстия. Они соприкасаются в этом случае с
деталью поверхностями В и работают, как говорят, «на разжим».
При замене одного комплекта кулачков другим необходимо вводить в паз корпуса сначала тот кулачок, на котором имеется цифра 1 (или одна точка, намеченная керном). После того, как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в
следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3.
При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было сказано выше.
Биение точно обработанной детали, закрепленной в новом спиральном патроне, составляет 0,06—0,12 мм (в зависимости от диаметра патрона). Величина этого биения быстро возрастает вследствие износа рабочих поверхностей спирали шестерни и выступов кулачков. Точность центрирования патроном зависит и от состояния пазов, по которым перемещаются кулачки. При износе этих пазов кулачки при закреплении детали отходят от корпуса патрона и положение детали получается неправильным.
СМОТРИТЕ ВИДЕО:
Эксплуатация, устройство и обслуживание трёхкулачкового токарного патрона.
Свертывание патрона производится посредством деревянной
ваги, вкладываемой между его кулачками. Необходимо быть особенно осторожным, когда свертывание патрона подходит к концу, чтобы избежать ранения рук. Под свертываемый патрон надо подкладывать деревянную доску.
3-х стандартные
Вы можете купить 3-х стандартные мирового бренда недорого и по выгодной цене на сайте компании «ООО ВолгаПромСнаб». У нас представлены товары высокого качества с описаниями, а также подробные технические характеристики, фотографии и отзывы посетителей. Мы предлагаем продукцию с гарантией и доставкой в любой регион Российской Федерации.

Трехкулачковые клинореечные тип 3474 и 3475
Самоцентрирующий клинореечный, с повышенной захватывающей точностью предназначен для потоковых работ, требующих высокой соосности, повторяемости и высокой захватывающей силы.
Склад: Большой запас (50)

с независимым перемещением кулачков тип 4505 и 4705
Самоцентрирующие с независимым перемещением кулачков с чугунным (тип 4505) или стальным (тип 4705) корпусами особенно подходят для обдирочных работ и крепления деталей со смещенным центром.
Склад: Большой запас (50)

с большим отверстием для обработки труб тип 3515 HD
Усиленный стальной трех-кулачковый тип 3515 HD с большим отверстием для обработки труб.
Склад: Большой запас (50)

с большим отверстием для обработки труб тип 3295
Самоцентрирующие, с большим отверстием (тип 3295) могут работать индивидуально или в парах, смонтированы на противоположных сторонах шпинделя станка, обеспечивая единую вертикальную позицию.
Склад: Большой запас (50)

с большим отверстием для обработки труб тип 3597
Самоцентрирующие, с большим отверстием могут работать индивидуально или в парах, смонтированы на противоположных сторонах шпинделя станка, обеспечивая единую вертикальную позицию кулачков.
Склад: Большой запас (50)

Чугун, тип 3274 и 3275
Самоцентрирующие спиральные со сборными твердыми кулачками и чугунным корпусом получили наибольшее распространение в производственной практике как наиболее удобные и надежные для закрепления.
Склад: Большой запас (50)

Сталь, тип 3574 и 3575
Прецизионные, от ведущего европейского производителя технологической оснастки к металлообрабатывающим станкам — компании Bison-Bial
Склад: Большой запас (50)

трехкулачковые самоцентрирующие тип 3244 и 3245
Конструкция серии 3200 обеспечивает защиту внутренних полостей от попадания мелкой стружки и вытекания смазки, увеличение срока службы, повышенную точность центрирования кулачков.
Склад: Большой запас (50)

спиральные тип 3544 и 3545
Спиральные тип 3544 и 3545 чаще всего применяют для обработки высокой точности, например, при токарной обработке закаленных сталей и твердых сплавов, высший уровень точности необходим уже при.
Склад: Большой запас (50)
Наиболее распространенными является спирально-реечный 3-х кулачковый токарный патрон с плоской спиралью и конической передачей к спиральному диску, существующий свыше 100 лет. Стандартом предусмотрены десять размеров с диаметрами от 80 до 800 мм.
Основным достоинством является его универсальность, обусловливаемая большим ходом кулачков, оснащается прямыми и обратными кулачками. Прямые цельные и накладные кулачки предназначены для зажима деталей по наружной поверхности большими призмами, а по отверстию — ступенями кулачков. Обратные цельные и накладные кулачки представляют собой как бы повернутые на 180° прямые кулачки и используются для зажима деталей ступенями кулачков по наружной поверхности большого диаметра.
Самоцентрирующие 3-х кулачковые патроны широко известны и неоднократно описаны в технической литературе, поэтому конструкция их здесь не рассматривается. Отметим лишь, что главный конструктивный недостаток заключается в линейном контакте в сопряжении витков спирали с рейками кулачков, что вызывает повышенные удельные давления в сопряжении, в результате чего происходит сравнительно быстрый износ центрирующего механизма и потеря точности. В настоящее время применяются закалка и шлифование витков спирали и реек кулачков, что повышает износоустойчивость и долговечность.
Кулачковые токарные патроны
Кулачковые патроны предназначены для зажима заготовок цилиндрической, прямоугольной и фасонных форм. Закрепляются на шпинделе с помощью фланцев или напрямую.
По количеству кулачков бывают:
- двухкулачковыми;
- трехкулачковыми;
- четырехкулачковыми.
Устанавливаются на различные типы токарных станков: токарно-винторезные, револьверные, карусельные и т.п., а также делительные головки и другие приспособления.

Двухкулачковые патроны
2-х кулачковые токарные патроны применяются для крепления сложных несимметричных и фасонных заготовок (нецилиндрических), т.е. в таких случаях, когда установка в трехкулачковом требует много больше времени или вообще не возможна. Самоцентрирующиеся 2-х кулачковые приспособления способны закреплять в сменных губках необработанные поверхности.
Корпус изготавливается из стали 45, чугуна, кулачки из цементируемых сталей, например, 20Х, ходовой винт – легированной стали. Подвижные части — термообрабатываются.
Двухкулачковые патроны производятся двух типов:
- ручные – зажим детали осуществляется поворотом спец. ключа, вставляемого в гнездо, в результате чего, кулачки смещаются и центрируют деталь относительно оси шпинделя;
- механизированный – с пневматическим приводом – агрегат имеет пневмоцилиндр с поршнем, который перемещает ползуны, осуществляющих разжим и зажим заготовок.
Диаметры изготавливаемых приспособлений стандартизированы: 150, 200, 250, 300, 375 мм. 2-х кулачковые токарные агрегаты с пневмоприводом изготавливают диаметрами 160, 250, 320, 400 мм с ходом кулачков 5 – 10 мм.
Основным недостатком является смещение центра заготовки из-за перекоса кулачков в направляющих по причине зазора. Поэтому крайне важно минимизировать зазор между кулачками и направляющими.
Трехкулачковые патроны
Самыми распространенными патронами являются трехкулачковые. Они устанавливаются на все токарное оборудование: в домашних мастерских, гаражах, ремонтных цехах, мелко- и крупносерийных производствах.
Самыми часто встречающимися являются 3 типа самоцентрирующихся патронов:
- спиральные:
- реечные;
- эксцентриковые с червячной передачей.
Трухкулачковые патроны оснащаются тяговым (зажимные элементы связаны с гидро- или пневмоприводом) или встроенным приводом. На зажим заготовки во время работы тратится до тридцати процентов вспомогательного времени, поэтому приспособления механизируют и сокращают время на установку изделия. Самое широкое распространение в крупносерийном и массовом производствах получили механизированные кулачковые патроны с пневмоприводом. Гидропривод используют редко и применяют в ситуациях, когда необходимо сохранить малые габариты конструкции. Основное преимущество механизированных агрегатов – быстродействие и постоянное зажимное усилие на кулачках.
Подробное видео по зажимным токарным агрегатам
Спиральные патроны
3-х кулачковые спиральные патроны уже существуют более 100 лет и благодаря простой конструкции и надежности до сих пор ими оснащают новое оборудование. Обеспечивают большой диапазон хода кулачков и обладают высоким КПД, имеется возможность осуществлять зажим эксцентриковых и некруглых заготовок. Недостатками являются быстрая потеря точности и ускоренный износ. Потеря начальной точности происходит в следствии технологических особенностей: улитка только улучшается и имеет невысокую твердость, следовательно, быстро истирается – происходит быстрый износ центрирующего механизма. Ускоренный износ происходит из-за попадания стружки и грязи в клиновидные зазоры между зубьями кулачков.
Используются в единичном и мелкосерийном производстве. Оснащаются прямыми и обратными кулачками.
Реечные патроны
3-х кулачковые реечные патроны свое название получили из-за принципа работы: зубчатый венец перемещает рейки, которые одновременно перемещает кулачки. Более долговечны чем спиральные, т.к. имеется возможность закалки и шлифовки зубцов. Корпус изготавливается из литой или кованой стали, остальные движущиеся части – легированной, с последующей закалкой. Являются универсальными и применяются в единичном или мелкосерийном производствах.
- более сильный зажим;
- большая точность;
- КПД ниже, чем у спиральных;
- возможность зажима только из одного положения;
- сложная конструкция.
Эксцентриковые патроны
3-х кулачковые эксцентриковые патроны применяются в крупносерийном производстве. Все детали агрегата изготавливаются из износостойких сталей, а затем проходят закалку и шлифовку. Обладают высокой точностью и силой зажима. Переналаживаются на зажим другой детали сравнительно просто – перестановкой насадных кулачков.
Четырехкулачковые патроны
4-х кулачковые патроны применяются для зажима заготовок некруглой и несимметричной формы. Кулачки четырехкулачкового патрона регулируются независимо и для обработки поверхности детали необходимо установить таким образом, чтобы ее ось совпала с осью шпинделя. Самоцентрирующие встречаются не часто. Приспособления являются универсальными и применяются в единичном и мелкосерийном производстве в ремонтных и инструментальных цехах.
Каждый кулачок перемещается в радиальном направлении отдельно за счет вращения винтов.
Чтобы определить возможность обработки в 4-х кулачковом патроне необходимо рассчитать отношение длины заготовки и ее диаметра. Если полученный результат будет более 4 единиц, то возможность обработки отсутствует.
На токарных станках крепятся через промежуточный фланец или непосредственно на фланцевых концах шпинделя.
ГОСТы на кулачковые патроны
Скачать ГОСТ 14903-69 «Патроны самоцентрирующие двухкулачковые»
Скачать ГОСТ 24351-80 «Патроны самоцентрирующие трех- и двухкулачковые клиновые и рычажно-клиновые»
Скачать ГОСТ 2675-80 «Патроны самоцентрирующие трехкулачковые»
Скачать ГОСТ 3890-82 «Патроны четырехкулачковые с независимым перемещением кулачков»
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Технические характеристики, классификация и конструкция токарного кулачкового патрона
Патрон токарный кулачковый: описание, схема. Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Патрон токарный кулачковый представляет собой необходимое комплектующее для токарного станка. От качества зажимного устройства зависит конечный результат работы. В частности, если патрон не будет давать наибольшее усилие зажима, то деталь может просто вылететь с переднего конца шпинделя. Устройство отвечает за точность центрирования, влияет на то, будут ли точно перпендикулярными оси обработки. Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.

Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Следует учитывать, что детали, которые требуется обрабатывать имеют различные размеры и диаметры.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
Предназначение
Внутри рассматриваемого типа детали находится кулачковый механизм. Эта важная составляющая позволяет центрировать и зажимать заготовку. Происходит это за счет сужения деталей кулачков, а потом зажатие их пинолем. Только после полного закрепления детали можно начинать работу токарного станка по дереву или по металлу. Если процедуру не выполнить, то заготовка может не только выпасть или повредиться, но и нанеси вред мастеру.

Следует внимательно проверить качество крепления детали в патроне. Сначала специалисты включают токарный станок на небольшую мощность, смотрят, хорошо ли вращается механизм. Если после нескольких кругов все в порядке, то продолжат работу на более высоких мощностях.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.

Трёхкулачковые
Оптимален для выработки шестигранных и округлых вариаций. Шунтирование происходит по трем бокам кулачков.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Прямые
Зажим происходит внешний. Кулачки располагаются сверху и хватаются за деталь.

Обратные
Происходит зажим изнутри, с внутренней стороны. Обрабатываемый предмет выбирается полый, так чтоб была возможность зацепиться.
По механизму фиксации заготовки
Механизм фиксации — важная характеристика, определяющая качество работы.
Клиновые
Происходит закрепление при помощи трех кулачков на прямой площадке. Применяются клиновые вариации для оборудования с цифровым управлением.
Цанговые
Стандартных зажимов не присутствует. Их роль выполняют втулки с клещами (до шести штук). Использоваться могут на стандартных механических станках.

Рычажные
Обработка детали происходит путем передвигания механизма рычагом. Довольно затратный процесс, длительный. Используется для работы с особыми, сложными по фактуре деталями.
Сверлильные
Крепится детали в результате давления ключа. По принципу действия напоминает работу сверла, только в обратную сторону.
Термопатроны
Неординарный вид, который практически не используется в станках, произведенных в России. Для крепления производится нагревание отверстия, для вынимания тоже.

Гидропатроны
Механизм такой же, что и предыдущий, но используется не температура, а гидросфера. Жидкостная среда дополнительно гасит вибрации.
Поводковые
Зажатие детали происходит специальным поводком. Удобно только для обработки небольших поверхностей.
Самозажимные
Подобные варианты практичны. Конструкция включает в себя зажимы, которые плотно фиксируются на заготовке самостоятельно.

По типу исполнения
В Российской Федерации разновидности патронов по исполнению регулируются ГОСТом 2675 — 80.
Цельный
Выполняют из куска стали с параметрами от 500 МПа. Наиболее распространенный вид.
Сборный
Из стали выполняется рейка, на нее крепится кулачок. Последний выполняется из металла.

Накладной
Составные вариации, состоят из цветного металла, нержавеющей стали, черных металлов. Применяется для работы с масштабными проектами.
Классы точности патрона
Точность устройства определяется в ГОСТе 1654 86. Всего присутствует четыре ступени.
Класс Н
Нормальные показатели, усредненные.
Класс П
Повышенный класс, используется для выделки твердых производственных деталей.
Класс В
Высокая точность — применяется для обработки мелких вариаций.

Класс А
Особо высокая точность. Сфера применения — мелкие и твердые заготовки.
По материалу изготовления
Чугунные вариации дешевы и не обладают достойным качеством. Сталь дороже и показывает срок службы в 3-5 раз больший.
Чугун
Используется марка от СЧ 30. Минимальное число оборотов. Профессионалы предпочитают не использовать такие вариации ввиду малой эффективности.
Сталь
Конструкция выполняется из материала с показателем от 500 МПА. Максимальное число оборотов и функционал.
Конструкция патрона: схема и описание
Токарный патрон состоит из более чем десяти деталей. Эффективность и срок службы определяется качеством сборки и материалом изготовления комплекта деталей.
Основной механизм, отвечающий за перемещение заготовки токарным станком. Он способствует креплению обрабатываемого предмета.

Пружина
Крепится к ключу. Отвечает за повороты последнего.
Втулка
Соединена с пружиной. Необходима для обеспечения свободного перемещения ключа по механизму.
Стопор
Соединен с втулкой и ключом. Является основной механизма, которая отвечает за безопасность. Стопор контролирует фиксацию заготовки и не дает ей отпасть.

Шестерня
Диск, при помощи которого происходит вращательное движение, приводится в действие шестерней.
Фланец
Является основанием токарного патрона. Соединяет механизмы между собой.
Диск спиральный
Соединяется с шестерней. Отвечает за получение вращения. Регулирует степень и скорость обработки.

Кулачок обратный
Механизм отвечает за крепление обрабатываемой детали изнутри.
Кулачок прямой
Прямая вариация необходима для закрепления предмета снаружи.
Корпус
Необходим для закрепления сторон. Обеспечивает защиту конструкции в общем узле оборудования.
Кулачки накладные
Способствуют налаживанию работы с заготовками нестандартной формы. Используется, когда требуется поместить вариант большого диаметра или меньшей, большей длины.

Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Качество при этом может быть даже лучшее, чем у заводских.
Установка оправки
Оправа надевается первой. Установка детали дает возможность закрепить патрон.

Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
Закрепление заготовки
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.

Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.

Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.
Патрон токарный самоцентрирующий трехкулачковый. Паспорт

Назначение.
Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки.
Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна

Рис.1 — Общий вид и основные размеры трехкулачкового токарного патрона.
Технические характеристики токарного патрона приведены в таблице 1
Таблица 1
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона

Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:

Рис. 2.2 — Токарный патрон с креплением за внешнюю поверхность заготовки с прямыми кулачками.
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.

Рис. 2.3 — Токарный патрон с креплением заготовки за внешнюю поверхность с обратными кулачками.
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.

Рис. 2.4 — Токарный патрон с креплением заготовки за внутреннюю поверхность с прямыми кулачками.
диапазон закрепляемых заготовок от 62 до 174мм и от 145 до 256мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.

Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Порядок работы и техническое обслуживание.
4.1. Патрон токарный расконсервировать, ознакомиться с паспортом на изделие.
4.2. Закрепить патрон на станок, затянув все болты и проверив надежность крепления.
4.3. Запустить станок, установить малые обороты и проверить с помощью вспомогательного измерительного инструмента значения радиального и торцевого биений патрона на холостом ходу.
4.4. После проверки правильности крепления можно перейти к работе на станке.
Комплектность.
В комплект входят:
- патрон токарный в сборе с прямыми кулачками;
- комплект обратных кулачков
- комплект крепежных элементов (болты М12)
- ключ шестигранный S10
- ключ четырехгранный ⅔′′
- паспорт
Требования безопасности.
6.1. Крепление патрона токарного должно быть надежным, исключающим самопроизвольное ослабление в процессе работы.
6.2. Запрещается применять ударную нагрузку при закреплении заготовки.
Сведения о консервации.
7.1. Патрон токарный подвергнут консервации в соответствии с требованиями ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
6.2. Срок хранения патрона токарного без переконсервации – 2 года, при условии хранения в условиях по ГОСТ 15150-69.
Правила хранения.
Условия эксплуатации токарного патрона трехкулачкового — ГОСТ 15150-69 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию патрона.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) патрона трехкулачкового, при условии соблюдения потребителем правил хранения и эксплуатации изделия.
Скачать технический паспорт бесплатно можно по ссылке ниже.