

Как пользоваться коронкой по металлу
Корончатые сверла по металлу: виды, особенности, критерии выбора
Корончатые сверла, используемые для обработки изделий из металла, также известны под названием «кольцевые фрезы». Применяя этот эффективный инструмент, буквально за считанные секунды можно получать в металле отверстия большого диаметра и значительной глубины.

Для ручной работы с корончатыми сверлами требуется специализированный инструмент с зажимом типа QuickIN Plus
Принцип работы таких сверл основан на методе корончатого фрезерования, для реализации которого требуется значительно меньше энергии – в 4–12 раз меньше, чем при применении обычного инструмента. В связи с этим для эффективного использования корончатых сверл, выполняющих в том числе сквозные отверстия, можно взять оборудование с приводом невысокой мощности.
Преимущества сверл корончатого типа
Корончатые сверла по металлу, если сравнивать их с обычными, отличаются целым рядом преимуществ.
- Конструкция кольцевых фрез для работ по металлу устроена таким образом, что вырезание отверстия выполняется по его контуру, для чего не требуется оборудование с приводом высокой мощности.
- Выполняя сверление с помощью кольцевой фрезы, можно получать отверстия с высокими показателями шероховатости внутренней поверхности. Этого не всегда можно добиться при использовании инструмента классической конструкции.
- Сверла корончатые устанавливают на оборудование различного типа. В частности, их применяют не только на сверлильных, но и на фрезерных и токарных станках.
- Сверла данного типа можно использовать в комплекте с другими инструментами, то есть выполнять с их помощью многоинструментальную обработку.
- Площадь соприкосновения режущих кромок корончатого сверла с обрабатываемым изделием довольно значительна.
- За один проход сверло корончатое позволяет удалять большое количество обрабатываемого материала.
- На то, чтобы переработать обрабатываемый металл в стружку, требуется значительно меньше затрат энергии и мощности используемого оборудования.
- За счет того, что кольцевые фрезы изготавливают из быстрорежущей стали, сверление с их помощью выполняется с высокой производительностью.
- Процесс сверления осуществляется не только с высокой скоростью, но и с исключительной точностью.
- Инструмент данного типа отличается высокой экономичностью и эргономичностью использования.
- Фрезы кольцевые создают минимальное количество шума при обработке.
- Высокую производительность использования такого инструмента также обеспечивает наличие большого количества режущих кромок на его рабочей части.
Кольцевое сверло позволяет получать в металлических изделиях сквозные отверстия, диаметр которых находится в интервале 12–150 мм.
Как правильно выбрать инструмент
Корончатые фрезы представлены на современном рынке двумя основными категориями:
- изготовленными из быстрорежущей стали;
- с зубьями из твердого сплава, напаянными на рабочую часть.

Типы корончатых сверл
Одним из основных критериев, на который следует ориентироваться при выборе такого инструмента, является диаметр выполняемого отверстия. Недорогие сверла из быстрорежущей стали, отличающиеся более высокой упругостью, используются для сверления отверстий диаметром 30–35 мм в изделиях из стальных сплавов, обладающих не слишком высокой прочностью. За счет особенностей своей конструкции режущие зубья таких кольцевых сверл или фрез по металлу меньше подвержены поломке.
Для сверления отверстий, диаметр которых превышает 35 мм, а также для обработки изделий из стали высокой прочности используется инструмент, режущая часть которого оснащена напайками из твердого сплава. Если сравнивать такую твердосплавную коронку по металлу с инструментами из быстрорежущих сталей, она превосходит их благодаря значительно большему рабочему ресурсу.
Сверхтвердые резцы коронок с напайками способны выдерживать гораздо большие нагрузки в сравнении с цельнометаллическим инструментом
Важнейшими критериями при выборе кольцевых фрез по металлу являются геометрические параметры обрабатываемого изделия, а также характеристики материала, из которого оно изготовлено. Так, для создания отверстий в изделиях разной толщины, а также изготовленных из различных металлов следует выбирать инструменты различного типа.
Разновидности кольцевых фрез
На современном рынке представлено большое разнообразие кольцевых фрез по металлу, которые можно разделить на следующие категории:
- сверла корончатые, предназначенные для оснащения магнитных сверлильных станков и отличающиеся самой высокой прочностью;
- фрезы по металлу из быстрорежущей стали, не имеющие никакого дополнительного покрытия на режущей части (отдельные их модели, отличающиеся повышенной устойчивостью к износу и ударным нагрузкам, изготавливают из специальных сортов сталей, содержащих в своем составе до 5% кобальта);
- коронки по металлу твердосплавные, которые могут иметь различное количество напаянных режущих зубьев из твердого сплава.

Корончатые кольцевые сверла с толкателем
К какой бы категории ни относились корончатые сверла, все они выпускаются с унифицированными хвостовиками, что позволяет использовать их в комплекте почти с любым оборудованием.
Конструктивные особенности и основные параметры
Корончатое сверло по металлу представляет собой достаточно сложную конструкцию, состоящую из следующих элементов:
- непосредственно самой рабочей коронки;
- пилотного сверла;
- хвостовика;
- соединительных винтов.
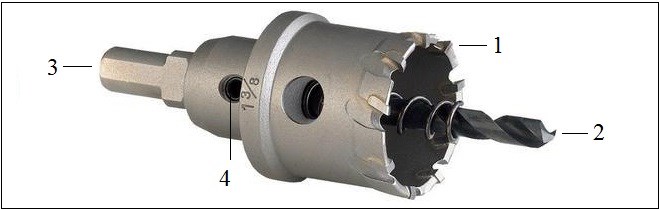
Устройство корончатого сверла
Чтобы собрать из таких элементов единую конструкцию, пилотное сверло вставляют в металлический хвостовик и соединяют с ним при помощи винтов. Затем пилотное сверло с хвостовиком устанавливают в коронку и полученную конструкцию также фиксируют посредством винтов. Режущими элементами таких сверл являются зубья из твердого сплава, располагаемые на рабочей части инструмента с неравномерным шагом.
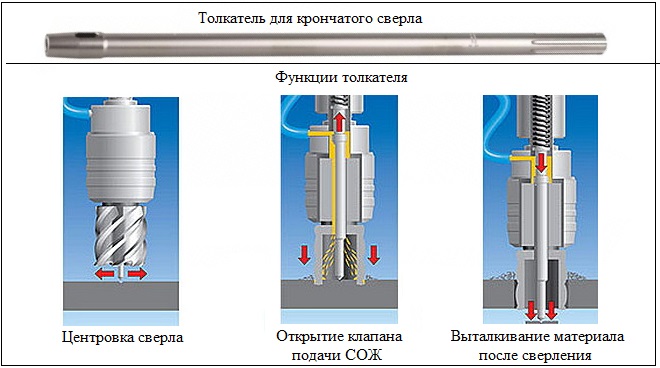
Определенные модификации корончатых сверл идут с толкателем, выполняющим несколько важных функций
Наличие на режущей части твердосплавных зубьев, твердость которых доходит до 68 единиц по шкале HRC, обеспечивает такой сверлильный инструмент высочайшей износостойкостью и длительным эксплуатационным сроком. Чтобы облегчить процесс обработки, выполняемой при помощи корончатых сверл, а также исключить перегрев их режущей части, в процессе сверления используется СОЖ, которая подается по наружным канавкам инструмента.
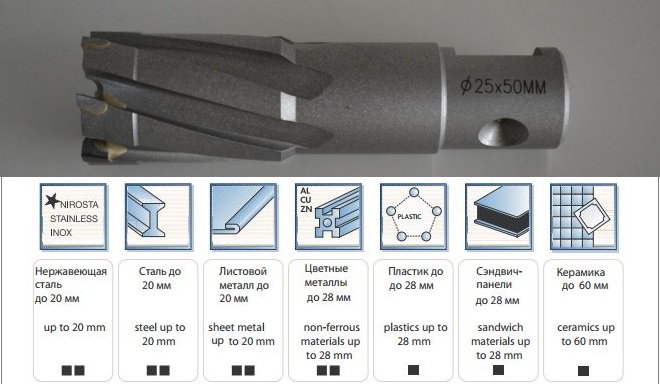
Применение твердосплавных коронок для работ по металлу позволяет получать отверстия в диапазоне диаметров 12–150 мм и с глубиной 35–50 мм.

Твердосплавные сверлильные коронки для вырезки отверстий в листовом материале (короткий тип). Поставляются в сборе с центровым сверлом, хвостовиком и выталкивающей пружиной
Как маркируются сверла корончатого типа
По маркировке, которая в обязательном порядке наносится на упаковку корончатых сверл, можно узнать все их наиболее важные характеристики. Так, маркировка содержит следующую информацию:
- торговую марку или наименование компании-производителя;
- марку материала изготовления или буквенное обозначение, по которому можно определить, что перед вами кольцевые сверла по дереву, металлу или по бетону;
- основные геометрические параметры сверла, позволяющие определить размер отверстия, выполняемого с его помощью.
Непосредственно на корончатое сверло наносится, помимо логотипа, диаметр и рабочая длина. Предназначение и специфика насадки отображается на упаковке или в сопроводительной документации
Инструменты торговой марки Karnash
Сегодня не представляет особого труда выбрать и приобрести сверла корончатого типа для решения любой технологической задачи, так как они представлены на современном рынке большим разнообразием типов и торговых марок. Это могут быть сверла-коронки по дереву, а также более прочные и износостойкие инструменты по бетону, фрезы для выполнения отверстий в металлических изделиях и конструкциях.
Среди специалистов, часто работающих с корончатыми сверлами, популярна продукция, выпускаемая под торговой маркой Karnash. Распространенности данных корончатых сверл способствует не только их исключительно высокое качество, но также и то, что они выпускаются в широком ассортименте, среди которого можно выбрать инструмент для решения конкретной задачи.

Корончатые сверла Karnash
Так, среди продукции, выпускаемой под данной торговой маркой, можно выделить сверла корончатые следующих серий:
- Gold-Line, изготовленные из быстрорежущей стали HSS-XE, на поверхность которой нанесено износостойкое покрытие по технологии Gold-Tech;
- Hard-Line, режущая часть которых выполнена из твердосплавных карбидных пластин шведского производства (расширяющаяся спиральная канавка корончатых сверл данной серии упрощает отвод стружки из зоны обработки);
- Rail-Line, рабочая часть которых также оснащена твердосплавными пластинами с многоступенчатой заточкой режущих кромок (при помощи инструментов данной серии выполняется сверление железнодорожных рельсов);
- Blue-Line и Blue-Line Pro, используемые для сверления закаленных железнодорожных рельсов, изделий из чугуна, алюминия и нержавеющей стали.
На что обращать внимание при выборе корончатых сверл
Выбирая сверло корончатого типа, следует учитывать следующие параметры:
- серию, к которой относится инструмент;
- рабочий диаметр;
- твердость рабочей части;
- наибольшую глубину сверления;
- размер хвостовика, при помощи которого сверло устанавливается в патрон оборудования;
- предназначение (какой металл можно обрабатывать с помощью данного инструмента);
- способ центровки;
- уровень шероховатости, которого позволяет добиться сверло.
Малая ширина зубьев этой коронки (около 4 мм) позволяет использовать ручной инструмент
Естественно, следует учитывать и конструктивные особенности корончатого сверла, изготовлено ли оно целиком из быстрорежущей стали или оснащено напаянными твердосплавными пластинами.
Если фреза корончатая по металлу требуется для интенсивного использования и решения сложных технологических задач, лучше отдавать предпочтение продукции проверенных европейских производителей. Такой инструмент, хотя и стоит значительно дороже аналогичных сверл от азиатских и китайских производителей, отличается исключительно высокой износоустойчивостью и способен служить на протяжении длительного времени, не изменяя при этом своих первоначальных характеристик. Кроме того, использование качественного корончатого сверла позволяет выполнять обработку металла с более высокой производительностью.
И в заключение содержательное видео с обзором сверлильных коронок от мастера-практика, не понаслышке знакомого с темой.
Полезные советы по корончатому сверлению
Что такое корончатое сверление?

Корончатое сверление — современный и эффективный метод обработки металла. Этот метод сверления на магнитном станке незаменим там, где отверстия приходится делать в массивных деталях, транспортировка которых на обычный сверлильный станок затруднена или невозможна.
Корончатое сверление имеет много преимуществ по сравнению со сверлением спиральным сверлом:
- высокий ресурс до переточки благодаря равноудаленным от центра режущим кромкам;
- энергозатраты на сверление отверстия меньше до 70%;
- нет необходимости в ступенчатом рассверливании отверстия;
- возможна идеальная подача СОЖ из центра сверла наружу.
Ценные преимущества корончатого сверления соседствуют также с некоторыми недостатками:
- корончатое сверло достаточно хрупкое и не выдерживает сильных радиальных и осевых нагрузок, отсюда и высокие требования к сверлильному станку;
- сложность заточки сверл;
- относительно высокая цена сверления отверстия.
Популярные модели станков для корончатого сверления
В компании МОССклад вы можете купить магнитные сверлильные станки от лучших производителей в широком ценовом диапазоне для сверления отверстий с макс. диаметром от 25 до 200 мм.

Скорость вращения: 650 об/мин
Макс. d-сверления: 16 мм
В наличии и в демозале
37 400 руб

Скорость вращения: 400 (775 без нагрузки) об/мин
Макс. d-сверления: 6-14 мм
Скоро в наличии
44 018 руб

Скорость вращения: 250/450 об/мин
Макс. d-сверления: 16 мм
В наличии и в демозале
77 957 руб

Скорость вращения: 60-140 и 200-470 об/мин
Макс. d-сверления: 32 мм
В наличии и в демозале
140 100 руб

Скорость вращения: 0-520 об/мин
В наличии и в демозале
66 096 руб
Полезные советы
Далее будут приведены некоторые рекомендации, которые помогут добиться правильного и высокоэффективного сверления.
1. Правильно выполняйте центровку сверла.
Накерните отверстие по разметке (не используйте для этого выталкивающий штифт), поместите выталкивающий штифт в углубление и включите магнит. После этого снова проверьте положение штифта, так как бывает, что при включении магнита штатив смещается.
Фиксирование точки сверления для диаметров 12 – 15 мм очень важно. Для больших диаметров это настоятельно рекомендуется.
2. Выберите скорость.
Выбор правильной скорости вращения очень важен. Обратите внимание на недопустимость работы с превышением рекомендованной скорости. Минимальной допустимой частотой вращения является величина приблизительно на 25% меньшая, чем рекомендованная. Твердосплавные сверла более чувствительны к чрезмерно низкой скорости, это приводит к повышенной вибрации и выкрашиванию зубьев. Сверла из быстрорежущей и порошковой стали выходят из строя при превышении рекомендованных величин более чем на 20%.
3. Применяйте правильную подачу.
При начале сверления снижайте подачу в два раза от рекомендованной (см.таблицу ниже). Помните, что чрезмерное давление на сверло не приведет к увеличению скорости – для повышения производительности используйте твердосплавные сверла и станки с повышенной частотой вращения. Если вам приходится прикладывать значительные усилия, возможно сверло затупилось или просверливаемый материал слишком твердый.
4. Контроль во время сверления
Если станок не оборудован стружколомателем, периодически вынимайте сверло и очищайте его от стружки. При этом следует пользоваться специальным крючком. Сверление легких материалов производится в один прием.
При сверлении отверстий глубже 15-20 мм придерживайтесь следующих правил:
- по достижении глубины 15-20 мм выньте сверло из отверстия и очистите с него стружку;
- заполните полость отверстия смазкой;
- сверлите с небольшой подачей до тех пор, пока стружка вновь не появится снаружи;
- повторите все снова.
5. Применение смазывающе-охлаждающих жидкостей (СОЖ)
Во время сверления важно применять качественные смазывающе-охлаждающие средства. Как правило, используются жидкости – СОЖ.
Допускается использование сверл с покрытием DURABLUE без применения СОЖ, ресурс сверл при этом, по сравнению с теми же условиями, но с применением СОЖ, снижается. При сверлении отверстий диаметром более 37 мм применение СОЖ настоятельно рекомендуется в любом случае.
Достаточное охлаждение особенно важно при сверлении труднообрабатываемых и жаропрочных материалов, нержавеющей стали. В этих случаях организуйте подачу СОЖ изнутри и снаружи.
6. Если керн застрял внутри сверла
Причиной застревания керна внутри сверла как правило является:
- слишком сильное давление в процессе работы;
- отсутствие или недостаточное охлаждение;
- неправильно выбранная скорость вращения:
- износ сверла;
- износ пружины выталкивателя или искривление выталкивающего штифта.
Очень часто керн сам выпадает после того, как остынет. В любом случае, не прикладывайте значительных усилий для его извлечения:
- сперва попробуйте его вынуть, слегка покачивая рукой (одевайте рукавицы чтобы не порезаться);
- во-вторых используя шило или отвертку, равномерно со всех сторон, слегка постукивая молотком (см. рисунок).
- можно также снять сверло ислегка постучать штифтом о твердую поверхность.
7. Сверление материалов с непараллельными плоскостями
Основную опасность представляет выход сверла, поэтому снижайте подачу перед завершением сверления. Также рекомендуется использовать сверла из быстрорежущей или порошковой стали.
При использовании станков с автоматической подачей – переключайте их на ручную.
Особенности сверления коронками с твердосплавными зубьями
Сверлильные коронки с твердосплавными зубьями можно применять на портативных и стационарных станках. Они превосходно сверлят хромникелевую сталь и обычную сталь. Твердосплавные сверлильные коронки устойчивы к перегревам, они разработаны специально для высокоскоростного сверления.
При использовании сверлильных коронок с твердосплавными зубьями выполняйте следующие рекомендации:
- Не используются при включенной механической подаче при сверлении на стационарных станках.
- Не используются с включенной функцией удара при сверлении перфораторами SDS+.
- Нельзя наклонять коронку по отношению к материалу в процессе сверления
- Всегда используйте смазочно-охлаждающие жидкости
- Работайте только в защитных очках
Инструкция по применению
Накерните точку будущего отверстия. Установите центровочное сверло в отмеченную точку сверления.
В течение процесса сверления используйте небольшое давление пока центрирующее сверло не пройдет насквозь. Не давите слишком сильно чтобы избежать повреждений (когда центрирующее сверло пройдет насквозь). Не наклоняйте коронку
Советы
Наденьте пластиковую или металлическу трубочку на центрирующее сверло; насадка должна быть длиннее сверлильной коронки.
Когда сверло пройдет насквозь, трубочка упрется в поверхность и зубья не ударятся о материал.
Далее Вы можете сверлить без насадки.
Когда вы сверлите листовое железо: оставьте свободное место под листом металла так, чтобы коронка могла пройти насквозь.
Когда вы сверлите трубы: сверлите только хорошо закрепленную трубу.
Стандартные значения скорости
Для маломощных станков с сильным снижением скорости значения должны быть увеличены приблизительно на 30% (или уменьшите нагрузку). Если нет постоянного контакта зубьев коронки с высверливаемым материалом (например при сверлении труб или профлиста), скорость сверления может быть увеличена относительно стандартных значений. После того как все зубья коронки будут касаться плоскости сверления, скорость снова должна быть уменьшена.
Если скорость слишком низкая, плавность вращения уменьшается, это может привести к поломке зубьев.
Когда сверлильная коронка новая
Ее острота уменьшается после сверления первого отверстия и улучшаются ее сверлильные свойства.
Удаление стружки
Легким поднятием и быстрым вращением сверлильной коронки удаляйте стружку из высверливаемого отверстия. Это обеспечивает лучшую подачу смазочно–охлаждающих веществ, что продлевает срок жизни инструмента. Это очень важно особенно когда вы сверлите толстые материалы (до 20 мм) сверхпрочными сверлильными коронками, например Карнаш арт. 20.1130.
Инструкция по применению на ручной дрели
Чем больше диаметр сверлильной коронки, тем больше вероятность несчастного случая. Мы рекомендуем использовать для ручной дрели коронки диаметром не больше 35 мм. Для сверления больших диаметров используйте стационарные станки.
Часто задаваемые вопросы по сверлению коронками с твердосплавными зубьями
Зубья покрываются голубым налетом
Отсутствует или неправильно подобрано охлаждение.
Решение:
Используйте специальные охлаждающие средства.
Хвостовик погнулся или сломался, материал погнулся.
Давление слишком сильное.
Заготовка была закреплена недостаточно хорошо
Решение:
Уменьшите нагрузку. Тщательно закрепите заготовку.
Используйте смазочно-охлаждающие вещества.
Сверлильная коронка приняла тюльпановидную форму. Зубья сломаны или повреждены.
Давление в процессе сверления было слишком сильным.
Центрирующее сверло сломалось при прохождении сквозь материал. Из-за этого внезапного противодействия зубья ударились о материал.
Решение:
Будьте внимательны при сверлении. Используйте пластиковую или металлическую насадку на центрирующее сверло. Используйте смазочно-охлаждающие вещества.
Полезные ссылки
Что-то заинтересовало? Отправьте нам запрос
Подробная справка о коронках по металлу
Коронка по металлу предназначена для сверления сквозных отверстий большого диаметра в листовом и профильном металлопрокате. Это один из немногих режущих инструментов, который не только в обиходе, но и в профессиональной литературе имеет несколько параллельных наименований. В ГОСТ 17013-71 он присутствует под названием кольцевое сверло. Но поскольку он имеет трубчатую конструкцию рабочей части, в учебниках по металлообработке и каталогах российских производителей нередко упоминается как полое или трубчатое сверло. При сверлении таким инструментом процесс резания осуществляется зубьями, расположенными равномерно по окружности его рабочего торца. По внешнему виду такая конфигурация режущей части напоминает корону, поэтому еще одно название коронки по металлу — корончатое сверло. А поскольку по своему внешнему виду и принципу действия она больше соответствует фрезерному инструменту, то можно встретить и еще одно название – кольцевая фреза.

Виды коронок по металлу
Классификация корончатых сверл по металлу производится по следующим основным признакам:
- материалу режущих зубьев коронки;
- виду хвостовика;
- конструкции рабочей части;
- геометрическому размеру (в том числе максимальной глубине сверления).
Существует два базовых типа режущей части коронок по металлу: с зубьями из быстрорежущей стали и из твердосплавных материалов. Первые дешевле и менее производительны, но тем не менее гораздо эффективнее обычного сверлильного инструмента. Вторые работают на более высоких скоростях резания и, как правило, применяются при сверлении высокохромистых сталей и твердых сплавов. Самыми дешевыми являются биметаллические коронки по металлу, у которых режущая часть изготовлена из быстрореза, а основной корпус — из обычной конструкционной стали.
У корончатых сверл самым распространенным типом хвостовиком является Weldon. Кроме него, выпускается инструмент с хвостовиками Nitto, которые совместимы с Weldon, а также по стандарту немецкой фирмы Fein, чьи хвостовики подходят только к электроинструменту этого предприятия. Рабочая часть коронок по металлу характеризуется количеством режущих зубьев и, соответственно, количеством спиральных канавок и ленточек, которых может быть от четырех до шестнадцати и более.
Многие производители в отдельную группу выделяют инструмент с удлиненной рабочей частью, предназначенный для глубокого сверления, а также коронки для сверления железнодорожных рельсов.

Твердосплавные коронки по металлу
В твердосплавных коронках по металлу режущие зубья из твердых сплавов крепятся к корпусу пайкой, поскольку все три поверхности у них являются рабочими. Это более высокопроизводительный инструмент, способный работать на высоких скоростях по легированным металлам, нержавейке и сплавам алюминия с высоким содержанием кремния. По сравнению с монолитными коронками по металлу из быстрореза он менее устойчив к вибрациям и переменным нагрузкам. Один из его главных недостатков — это сложность замены или переточки режущих зубьев в случае их затупления или поломки. Также существуют корончатые сверла с алмазной режущей частью, но они не предназначены для работ по металлу.
Конструкция и характеристики корончатых сверл
Несмотря на особенности отдельных моделей базовые конструкции всех коронок по металлу примерно одинаковы. Все они состоят из хвостовика, направляющей части со спиральными канавками и режущей коронки, состоящей из четного числа зубьев (см. рис. ниже).

Направляющая часть у такого инструмента полая. При сверлении в ее внутреннее пространство продвигается керн из металла, который по окончании операции выбивается специальным толкателем. Центральный канал проходит насквозь через весь корпус. В него вставляется заостренный на конце толкатель (часто подпружиненный), который, кроме выталкивания металлического керна, служит для центровки коронки по металлу перед началом сверления. Также по оси центрального канала может крепиться центровочное сверло. Кроме того, у некоторых моделей в центральный канал через боковой клапан подается СОЖ. Из-за большого количества режущих зубьев для работы корончатым сверлом требуется значительное усилие резания. Поэтому такой инструмент, как правило, имеет хвостовики с лысками или канавками для надежной фиксации в зажимном патроне. Коронки по металлу, предназначенные для обычных дрелей, имеют небольшой диаметр и цилиндрические хвостовики.
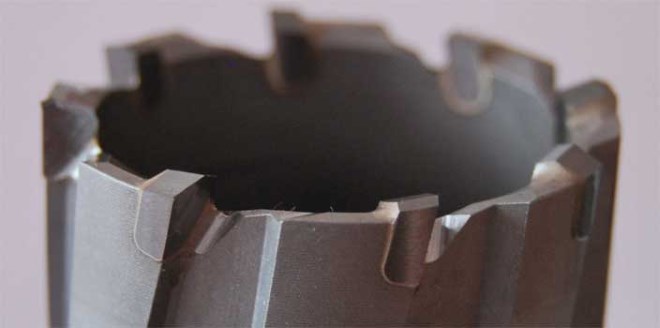
Режущая часть
Режущая часть коронок по металлу состоит из четного числа зубьев, равномерно распределенных по рабочему торцу корпуса. Поскольку этот инструмент предназначен для выборки кольцевой канавки, все его зубья имеют три режущие кромки: одну фронтальную и две боковые (см. фото ниже). За эту особенность коронки по металлу иногда называют кольцевыми фрезами, т. к. такой их метод резания характерен не для сверлильного, а для фрезерного инструмента. Количество режущих зубьев напрямую зависит от диаметра корончатого сверла. У инструмента малых и средних размеров их чаще всего от четырех до шести.

Виды хвостовиков
К настоящему времени стандартом де-факто для коронок, предназначенных для сверления металла, стали три типа хвостовиков (см. рис. ниже):
- WELDON. Самый распространенный тип хвостовика. Представляет собой короткий цилиндр диаметром 19 или 32 мм с тремя лысками. В патроны с посадочными гнездами стандарта WELDON можно крепить только хвостовики этого типа.
- UNIVERSAL (другие названия ONE-TOUCH и NITTO). В соответствии со своим названием является универсальным хвостовиком и может крепиться как в патроны WELDON, так и в ряд патронов других производителей, кроме оснастки стандарта QUICK –IN.
- QUICK –IN. Посадочный стандарт известного производителя электроинструмента FEIN. Совместим только устройствами этой фирмы.
Кроме того, многие производители предлагают широкий выбор переходников и удлинителей для совмещения разных стандартов, а также переходные оправки для различных шпиндельных конусов.

Маркировки коронок по металлу
Спиральное сверло и коронка по металлу маркируются практически одинаково. На хвостовики обоих изделий наносится товарный знак производителя, марка материала, тип покрытия и диаметр инструмента. У корончатых сверл дополнительно указывается длина рабочей части (см. фото ниже). Все остальные технологические характеристики содержатся в каталогах, а некоторые из них наносят на упаковку. При этом каждый производитель использует собственную систему обозначения характеристик изделия, которая в первую очередь включает в себя виды обрабатываемых материалов с предельными параметрами сверления.

Плюсы корончатых сверл
Кольцевые коронки по металлу не имеют себе равных при сверлении сквозных отверстий большого диаметра в металлопрокате толщиной в несколько десятков миллиметров. При использовании обычного инструмента такая операция обычно включает в себя сверление с последующим поэтапным рассверливанием или расточкой. При этом срезается вся масса металла, располагавшегося на месте отверстия. В процессе сверления коронкой происходит выборка металла только в канавке, расположенной по периметру будущего отверстия, а основная его часть остается в неприкосновенности. Эта технология имеет ряд неоспоримых преимуществ перед традиционным сверлением. Самые значимые среди них:
- возможность получения за одну установку инструмента отверстия диаметром до 200 мм;
- высокая производительность и, как следствие, значительное сокращение времени резания;
- экономия электроэнергии;
- меньший износ режущих кромок из-за их большего количества;
- работа на больших подачах и низких оборотах;
- эффективное охлаждение рабочей зоны.
Пожалуй, единственным недостатком коронок по металлу является невозможность сверления ими глухих отверстий. Иногда указывают на то, что эти изделия значительно дороже обычных спиральных сверл. Но тут необходимо принимать во внимание тот факт, что совокупная стоимость (расход инструмента, трудозатраты, энергоемкость и пр.) получения отверстия большого диаметра традиционным инструментом гораздо выше, чем кольцевым сверлом с режущей коронкой. Кроме того, из-за наличия большого количества режущих кромок ресурс такого инструмента намного превышает ресурс спиральных сверл.

Советы по выбору инструмента
По сравнению со спиральными сверлами коронки по металлу являются дорогим и достаточно сложным в применении инструментом, поэтому они выпускаются довольно ограниченным количеством производителей. Высокую репутацию на российском рынке имеют корончатые сверла фирмы Karnasch, а также таких известных торговых марок, как Kornor, RUKO, Rotabroach, Bosch, ТИЗ и «Энкор». При выборе коронки по металлу в первую очередь необходимо ориентироваться на производственные задачи, для решения которых она приобретается. Важно заранее представлять, по какому металлу или сплаву предстоит работать, каковы будут диаметр и глубина сверления, в также возможности своего электроинструмента в части мощности и типа посадочного гнезда. Все производители в своих каталогах приводят не только геометрические параметры и типы хвостовиков коронок по металлу, но также указывают, для сверления каких материалов он предназначен. Кроме того, в них можно найти рекомендуемые режимы резания и скорости расхода СОЖ. На рисунке ниже представлено описание корончатого сверла серии HARD-LINE с твердосплавными напайками и хвостовиком Weldon из каталога фирмы Karnasch.

Заточка корончатых сверл
Режущий зуб коронки по металлу затачивается с трех сторон с точной выдержкой как углового позиционирования абразивного круга, так и наклона сверла относительно его поверхности. Поэтому станки для заточки корончатых сверл представляют собой достаточно сложные механические устройства, а сама заточка требует профессиональных навыков. На таком станке можно выполнять заточку корончатых сверл различного диаметра и с разным количеством зубьев. Кроме того, его зажимное приспособление рассчитано на все виды современных хвостовиков, встречающихся у различных коронок по металлу (Weldon, Nitto, Fein и пр.).
Это достаточно дорогое и сложное оборудование и приобретать его имеет смысл только в том случае, если предполагается оказывать услуги по заточке инструмента. А для того чтобы вернуть режущим кромкам коронки по металлу начальную остроту, достаточно обратиться в сервисное предприятие с соответствующей компетенцией. Цена такой услуги не очень высока. К примеру, заточка корончатого сверла серии GOLD-LINE фирмы Karnasch диаметром до 25 мм обойдется в 500÷600 рублей. Несколько дешевле будут стоить заточные работы для коронок по металлу «Энкор» и биметаллических кольцевых сверл «Хилти» и Makita.
При заточке коронки по металлу полностью снимается защитное покрытие режущих кромок. Цена заточных работ для такого инструмента открыто публикуется на сайтах специализированных предприятий. А вот во что обойдется новое покрытие нитридом титана, нам найти не удалось. Если кто-нибудь располагает такой информацией, поделитесь, пожалуйста, ей в комментариях.
Коронки твердосплавные по металлу: обзор, характеристики, виды и отзывы
Создание отверстий в разных конструкциях и заготовках сегодня не представляет сложности для опытного мастера. Даже обработка материалов с повышенной плотностью, наподобие стали и железобетона, может быть реализована, если для операции правильно подобрать рабочий инструмент и оснастку. Среди наиболее эффективных резчиков отверстий выделяются коронки по металлу твердосплавные, структура и форма которых позволяет быстро и качественно выполнять отверстия заданного диаметра.

Что такое твердосплавная коронка?
Коронка представляет собой насадку для сверлильного инструмента, которая непосредственно формирует отверстия за счет механического воздействия. По форме такие элементы похожи на отрезок трубы или цилиндрический поршень, но, разумеется, рассчитанный на другие задачи. Рабочая кромка насадки имеет зубцы, которые и производят резку целевого материала. Причем эта часть может быть усилена алмазным напылением, что повышает износостойкость поверхностей. И корончатые сверла по металлу, и твердосплавные обычные насадки не требуют накернивания, что упрощает их обслуживание.
Дело в том, что они разрабатываются с крестовой заточкой центровочных сверл. Это решение не просто повышает износостойкость рабочей кромки, но и дает возможность мгновенного центрирования в обрабатываемой зоне. С противоположной стороны относительно зубцов с напайками предусматривается посадочный разъем. Он служит для фиксации насадки в основном инструменте – дрели или перфораторе.
Основные характеристики

Основная характеристика коронок – диаметр. Она определяет, какие размеры отверстий можно получить с помощью той или иной модели. Как правило, диаметр определяет и другие параметры оснастки, в числе которых тип фиксации, длина хвостовика и т.д. Стандартный коридор диаметров варьируется от 1,4 до 18 см. При этом глубина сверления обычно достигает 40 см – это максимальное значение для типовых монтажных коронок. При выборе следует учитывать и наличие центрирующего сверла в конструкции. Оно позволяет выполнять отверстия с большей точностью, исключая случайные отклонения уже в процессе выполнения операции. Не все однозначно и в отношении материала изготовления. Чаще всего коронки по металлу твердосплавные выполняются из комбинированного сплава. Это значит, что основа несущего цилиндрического полотна будет произведена из твердосплавной стали, а рабочая часть с теми же зубцами – из победита.
Разновидности коронок

По конструкции обычно выделяют уже упомянутые корончатые насадки и непосредственно твердосплавные элементы. Отличия заключаются в том, что корончатая оснастка, по сути, является сверлом. Иначе ее называют кольцевой фрезой. Это упрощенный вариант цилиндрических полотен с зубцами, имеющий тонкий несущий хвостовик и коронку. На работу с такими сверлами требуется меньше энергии, поэтому их можно применять и в комбинации с маломощными дрелями. Имеют свою классификацию и твердосплавные сверлильные коронки по металлу. Виды в данном случае различаются по конфигурации зубцов.
Принципиальным является разделение на спиральное или волнообразное расположение фрез на цилиндрической поверхности и правильное рельсообразное. Есть и отличия в устройстве хвостовика – в части, где он закрепляется в патроне рабочего инструмента. Хвостовик может иметь специальные гребни и пазы для более надежной фиксации, или же захваты для быстрозажимных механизмов. Второй вариант сегодня считается универсальным и наиболее выигрышным в плане удобства обращения.
Аксессуары и приспособления для коронок
Не всегда в ходе рабочего процесса удается ограничиться стандартными комплектами дрелей и коронок. Поэтому для расширения возможностей имеющегося инструмента рекомендуется заранее предусматривать возможность сочетания оснастки с разными дрелями и перфораторами. Для обеспечения разных связок предусматриваются адаптеры, переходники и универсальные хвостовики. Если иметь целый набор таких приспособлений, то любая сверлильная твердосплавная коронка по металлу будет интегрирована в патроны типа SDS-plus или SDS-max. С этой точки зрения желательно иметь разборные коронки, которые выпускаются без хвостовиков. С помощью адаптера их можно будет совместить в любой конфигурации независимо от типоразмера. Но и в этом случае не стоит забывать о рабочей нагрузке – и переходники, и адаптеры имеют свой мощностный потенциал, ограниченный ресурсом материала изготовления.

Отзывы о коронках Strong
Производитель ориентируется на узкий сегмент потребителей, которым нужны универсальные коронки для сверления по металлу. На рынке можно найти укороченные насадки с хвостовиком и толкателем диаметром от 20 до 70 мм. Владельцы таких сверл подчеркивают их надежность, долговечность и достаточно высокие режущие способности. Например, коронка твердосплавная по металлу Strong с победитовыми зубьями способна выполнять сквозные отверстия в черном металле и чугуне. Если же говорить о слабых местах, то фирму критикуют за ограниченный ассортимент – компания мало уделяет внимания разработке нестандартных конструкций, делая ставку лишь на типовые решения. Впрочем, в своей узкой нише коронки Strong почти не имеют равных, если судить по качеству выполнения задач резки.

Отзывы о коронках Karnasch
Сверлильные насадки Karnasch представлены в более широком спектре. Наибольшей популярностью пользуется линейка HARD-LINE, в которую входят сверла, предназначенные для создания сквозных отверстий. По словам пользователей, такие коронки оптимально подходят и для плотных металлов, и для мягких. Причем во втором случае сверла сохраняют грани ровными после выполнения отверстий, что не всегда получается при работе с другими твердосплавными насадками. Более того, коронки Karnasch для сверления металла позволяют аккуратно производить точечное рассверливание без предварительной подготовки. Специалисты отмечают, что именно многоступенчатая геометрия расположения кромок обеспечивает возможность деликатного формирования отверстий, минимизируя вибрации. Рядовые домашние пользователи также ценят малошумность и низкие энергозатраты коронок HARD-LINE.

Отзывы о коронках «Практика»
Для начала стоит сказать, что это самая доступная по цене продукция из рассматриваемых предложений. Для сравнения, типовые коронки «Практика» стоят 200 руб., в то время как Strong предлагает аналогичные модели за 400-500 руб. Соответственно, есть и разница в качестве. Пользователи отечественных сверл указывают на присутствие небольших дефектов на поверхности полотна, не самую прочную фиксацию зубьев и отсутствие комплектных адаптеров. Чем же кроме цены может оправдать себя эта твердосплавная коронка для металла? Отзывы рекомендуют ее использовать для разовых электромонтажных работ. Если нужно выполнить несколько небольших отверстий диаметром до 50 мм, то в переплатах не будет смысла и вполне можно обратиться к продукции ТМ «Практика».
Заключение

Обработка плотного и жесткого металла нечасто входит в перечень ремонтных бытовых мероприятий. Обычно такие операции связаны с выполнением ответственных строительных или производственных работ. Например, коронки твердосплавные по металлу могут использоваться при сверлении труб. Если речь идет о прокладке магистральных сетей, то предпочтение стоит отдавать мощным производительным насадкам. Однако в случае с цветными металлами и другими мягкотельными материалами больше внимания уделяют конструкционному устройству, иначе коронка может повредить цельную структуру за пределами зоны резки. Многое будет зависеть и от технических характеристик рабочего инструмента.
Перед выбором коронки следует определить пределы мощности, на которых дрель или перфоратор в принципе смогут осуществлять сверление с таким оснащением. Аппарат должен справляться и с нагрузками, транслируемыми от сверла, и с тепловой отдачей, возникающей при механическом трении оснастки.
Корончатые сверла по металлу: виды, особенности, критерии выбора
Корончатые сверла, используемые для обработки изделий из металла, также известны под названием «кольцевые фрезы». Применяя этот эффективный инструмент, буквально за считанные секунды можно получать в металле отверстия большого диаметра и значительной глубины.
Для ручной работы с корончатыми сверлами требуется специализированный инструмент с зажимом типа QuickIN Plus
Принцип работы таких сверл основан на методе корончатого фрезерования, для реализации которого требуется значительно меньше энергии – в 4–12 раз меньше, чем при применении обычного инструмента. В связи с этим для эффективного использования корончатых сверл, выполняющих в том числе сквозные отверстия, можно взять оборудование с приводом невысокой мощности.
Преимущества сверл корончатого типа
Корончатые сверла по металлу, если сравнивать их с обычными, отличаются целым рядом преимуществ.
- Конструкция кольцевых фрез для работ по металлу устроена таким образом, что вырезание отверстия выполняется по его контуру, для чего не требуется оборудование с приводом высокой мощности.
- Выполняя сверление с помощью кольцевой фрезы, можно получать отверстия с высокими показателями шероховатости внутренней поверхности. Этого не всегда можно добиться при использовании инструмента классической конструкции.
- Сверла корончатые устанавливают на оборудование различного типа. В частности, их применяют не только на сверлильных, но и на фрезерных и токарных станках.
- Сверла данного типа можно использовать в комплекте с другими инструментами, то есть выполнять с их помощью многоинструментальную обработку.
- Площадь соприкосновения режущих кромок корончатого сверла с обрабатываемым изделием довольно значительна.
- За один проход сверло корончатое позволяет удалять большое количество обрабатываемого материала.
- На то, чтобы переработать обрабатываемый металл в стружку, требуется значительно меньше затрат энергии и мощности используемого оборудования.
- За счет того, что кольцевые фрезы изготавливают из быстрорежущей стали, сверление с их помощью выполняется с высокой производительностью.
- Процесс сверления осуществляется не только с высокой скоростью, но и с исключительной точностью.
- Инструмент данного типа отличается высокой экономичностью и эргономичностью использования.
- Фрезы кольцевые создают минимальное количество шума при обработке.
- Высокую производительность использования такого инструмента также обеспечивает наличие большого количества режущих кромок на его рабочей части.
Кольцевое сверло позволяет получать в металлических изделиях сквозные отверстия, диаметр которых находится в интервале 12–150 мм.
Как правильно выбрать инструмент
Корончатые фрезы представлены на современном рынке двумя основными категориями:
- изготовленными из быстрорежущей стали;
- с зубьями из твердого сплава, напаянными на рабочую часть.
Типы корончатых сверл
Одним из основных критериев, на который следует ориентироваться при выборе такого инструмента, является диаметр выполняемого отверстия. Недорогие сверла из быстрорежущей стали, отличающиеся более высокой упругостью, используются для сверления отверстий диаметром 30–35 мм в изделиях из стальных сплавов, обладающих не слишком высокой прочностью. За счет особенностей своей конструкции режущие зубья таких кольцевых сверл или фрез по металлу меньше подвержены поломке.
Для сверления отверстий, диаметр которых превышает 35 мм, а также для обработки изделий из стали высокой прочности используется инструмент, режущая часть которого оснащена напайками из твердого сплава. Если сравнивать такую твердосплавную коронку по металлу с инструментами из быстрорежущих сталей, она превосходит их благодаря значительно большему рабочему ресурсу.
Сверхтвердые резцы коронок с напайками способны выдерживать гораздо большие нагрузки в сравнении с цельнометаллическим инструментом
Важнейшими критериями при выборе кольцевых фрез по металлу являются геометрические параметры обрабатываемого изделия, а также характеристики материала, из которого оно изготовлено. Так, для создания отверстий в изделиях разной толщины, а также изготовленных из различных металлов следует выбирать инструменты различного типа.
Разновидности кольцевых фрез
На современном рынке представлено большое разнообразие кольцевых фрез по металлу, которые можно разделить на следующие категории:
- сверла корончатые, предназначенные для оснащения магнитных сверлильных станков и отличающиеся самой высокой прочностью;
- фрезы по металлу из быстрорежущей стали, не имеющие никакого дополнительного покрытия на режущей части (отдельные их модели, отличающиеся повышенной устойчивостью к износу и ударным нагрузкам, изготавливают из специальных сортов сталей, содержащих в своем составе до 5% кобальта);
- коронки по металлу твердосплавные, которые могут иметь различное количество напаянных режущих зубьев из твердого сплава.
Корончатые кольцевые сверла с толкателем
К какой бы категории ни относились корончатые сверла, все они выпускаются с унифицированными хвостовиками, что позволяет использовать их в комплекте почти с любым оборудованием.
Конструктивные особенности и основные параметры
Корончатое сверло по металлу представляет собой достаточно сложную конструкцию, состоящую из следующих элементов:
- непосредственно самой рабочей коронки;
- пилотного сверла;
- хвостовика;
- соединительных винтов.
Устройство корончатого сверла
Чтобы собрать из таких элементов единую конструкцию, пилотное сверло вставляют в металлический хвостовик и соединяют с ним при помощи винтов. Затем пилотное сверло с хвостовиком устанавливают в коронку и полученную конструкцию также фиксируют посредством винтов. Режущими элементами таких сверл являются зубья из твердого сплава, располагаемые на рабочей части инструмента с неравномерным шагом.
Определенные модификации корончатых сверл идут с толкателем, выполняющим несколько важных функций
Наличие на режущей части твердосплавных зубьев, твердость которых доходит до 68 единиц по шкале HRC, обеспечивает такой сверлильный инструмент высочайшей износостойкостью и длительным эксплуатационным сроком. Чтобы облегчить процесс обработки, выполняемой при помощи корончатых сверл, а также исключить перегрев их режущей части, в процессе сверления используется СОЖ, которая подается по наружным канавкам инструмента.
Применение твердосплавных коронок для работ по металлу позволяет получать отверстия в диапазоне диаметров 12–150 мм и с глубиной 35–50 мм.
Твердосплавные сверлильные коронки для вырезки отверстий в листовом материале (короткий тип). Поставляются в сборе с центровым сверлом, хвостовиком и выталкивающей пружиной
Как маркируются сверла корончатого типа
По маркировке, которая в обязательном порядке наносится на упаковку корончатых сверл, можно узнать все их наиболее важные характеристики. Так, маркировка содержит следующую информацию:
- торговую марку или наименование компании-производителя;
- марку материала изготовления или буквенное обозначение, по которому можно определить, что перед вами кольцевые сверла по дереву, металлу или по бетону;
- основные геометрические параметры сверла, позволяющие определить размер отверстия, выполняемого с его помощью.
Непосредственно на корончатое сверло наносится, помимо логотипа, диаметр и рабочая длина. Предназначение и специфика насадки отображается на упаковке или в сопроводительной документации
Инструменты торговой марки Karnash
Сегодня не представляет особого труда выбрать и приобрести сверла корончатого типа для решения любой технологической задачи, так как они представлены на современном рынке большим разнообразием типов и торговых марок. Это могут быть сверла-коронки по дереву, а также более прочные и износостойкие инструменты по бетону, фрезы для выполнения отверстий в металлических изделиях и конструкциях.
Среди специалистов, часто работающих с корончатыми сверлами, популярна продукция, выпускаемая под торговой маркой Karnash. Распространенности данных корончатых сверл способствует не только их исключительно высокое качество, но также и то, что они выпускаются в широком ассортименте, среди которого можно выбрать инструмент для решения конкретной задачи.
Корончатые сверла Karnash
Так, среди продукции, выпускаемой под данной торговой маркой, можно выделить сверла корончатые следующих серий:
- Gold-Line, изготовленные из быстрорежущей стали HSS-XE, на поверхность которой нанесено износостойкое покрытие по технологии Gold-Tech;
- Hard-Line, режущая часть которых выполнена из твердосплавных карбидных пластин шведского производства (расширяющаяся спиральная канавка корончатых сверл данной серии упрощает отвод стружки из зоны обработки);
- Rail-Line, рабочая часть которых также оснащена твердосплавными пластинами с многоступенчатой заточкой режущих кромок (при помощи инструментов данной серии выполняется сверление железнодорожных рельсов);
- Blue-Line и Blue-Line Pro, используемые для сверления закаленных железнодорожных рельсов, изделий из чугуна, алюминия и нержавеющей стали.
На что обращать внимание при выборе корончатых сверл
Выбирая сверло корончатого типа, следует учитывать следующие параметры:
- серию, к которой относится инструмент;
- рабочий диаметр;
- твердость рабочей части;
- наибольшую глубину сверления;
- размер хвостовика, при помощи которого сверло устанавливается в патрон оборудования;
- предназначение (какой металл можно обрабатывать с помощью данного инструмента);
- способ центровки;
- уровень шероховатости, которого позволяет добиться сверло.
Малая ширина зубьев этой коронки (около 4 мм) позволяет использовать ручной инструмент
Естественно, следует учитывать и конструктивные особенности корончатого сверла, изготовлено ли оно целиком из быстрорежущей стали или оснащено напаянными твердосплавными пластинами.
Если фреза корончатая по металлу требуется для интенсивного использования и решения сложных технологических задач, лучше отдавать предпочтение продукции проверенных европейских производителей. Такой инструмент, хотя и стоит значительно дороже аналогичных сверл от азиатских и китайских производителей, отличается исключительно высокой износоустойчивостью и способен служить на протяжении длительного времени, не изменяя при этом своих первоначальных характеристик. Кроме того, использование качественного корончатого сверла позволяет выполнять обработку металла с более высокой производительностью.
И в заключение содержательное видео с обзором сверлильных коронок от мастера-практика, не понаслышке знакомого с темой.
Как выбрать и применить коронки по бетону
Когда приходит пора капитального ремонта квартиры с заменой устаревшей электропроводки в доме более мощной, рассчитанной на большее количество бытовых приборов, то ремонтникам не обойтись без специальной насадки к перфоратору под названием «коронка по бетону». Она необходима для высверливания в бетонной стене больших круглых отверстий под внутренние розетки и выключатели.
Высокая прочность бетона и его зернистая структура требует использования перфоратора или дрели с режимом ударного сверления. Впрочем, коронку с ударной дрелью можно использовать и против кирпичной стены. Специальная насадка по сравнению с обычным сверлом или долотом значительно облегчает и ускоряет процесс производства аккуратных с ровными стенками отверстий.

Устройство и виды коронок по бетону
Внешне коронка под розетку выглядит как отрезок стальной трубы с отверстиями в стенке для выхода бетонной пыли и крошки в процессе работы. Один торец трубки заглушен фланцем для крепления коронки в патрон перфоратора со специальными фиксирующими пазами, соответствующими стандарту SDS. С другой стороны торец трубки имеет заточенные по окружности зубья и выступающее центральное сверло, которое фиксирует положение коронки в стене в процессе сверления и предупреждает её «гуляние» при вращении. Центрирующее сверло можно заменить, если оно затупилось или заточить заново.
Существует много разновидностей этих насадок в зависимости от твёрдости обрабатываемого материала, диаметров высверливаемых отверстий и типа её крепления в патрон. В настоящее время коронка по бетону производится в двух основных модификациях – для ударного или безударного режима сверления. По конструкции и применяемым материалам эти насадки можно разделить на следующие виды:
1. Коронки зубчатые для ударного сверления.
В них режущая кромка образуется отдельно впаянными зубьями, изготовленными из особо прочных и твёрдых сплавов. Также они имеют хвостовики типа SDS для закрепления в быстрозажимные патроны перфораторов. Зубчатые коронки используются с перфораторами и ударными дрелями ручного сверления. Их недостатком является возможность поломки зуба при встрече с железной арматурой бетонных изделий. Хотя прочность самих зубьев высокая и позволяет резать металл, но ударный режим бурения создаёт недопустимые нагрузки на паяные соединения, что приводит к их разрушению. Поэтому такие коронки можно использовать для сверления отверстий только в межарматурных пространствах железобетонных плит или в кирпичных стенах.
Видео: Мастер-класс А.Горшунова: Коронки по бетону от Hilti.
2. Коронки алмазные для безударного сверления.
Они относятся к более продвинутым в технологическом отношении насадкам и используются с дрелями и перфораторами в режиме безударного сверления. Такие коронки имеют ровную абразивную режущую кромку с небольшими вырезами, которая образована путём напыления мелкого корундового или алмазного песка. Прогрессивная технология безударного бурения алмазной коронкой отличается рядом преимуществ по сравнению с ударным методом. К ним можно отнести:
- пониженный уровень шумов при работе инструмента;
- меньшая запылённость воздуха;
- отсутствие ударной нагрузки на обрабатываемый материал, приводящей к образованию трещин на поверхности;
- небольшая отдача на инструмент, обеспечивающая удобство и лёгкость работы с ним;
- высокое качество и точность форм высверливаемого отверстия в твёрдых материалах.
Коронка легко справляется с металлической арматурой бетонных плит. Она имеет рабочие диаметры от 12 до 650мм и позволяет высверливать отверстия до 1,5м в глубину. Насадки размерами до 100мм в диаметре могут применяться, как с профессиональными моделями инструментов, так и с бытовыми дрелями для выполнения работ без применения принудительного охлаждения. Коронки больших диаметров с напайкой алмазных сегментов используются профессиональными бурильными установками с использованием водяного охлаждения и принудительного удаления отходов из отверстия с помощью компрессора.
3. Коронки стандарта КС с алмазным покрытием
Они имеют на режущей кромке выступающие сегменты, на рабочей поверхности которых встроены алмазные кристаллы. Этот тип коронок успешно заменяет твердосплавные зубчатые насадки и применяется для сверления отверстий в скальном грунте, в плитах и монолитах, изготовленных из особо прочных марок бетона. Он отличается самым продолжительным сроком эксплуатации без ремонта.
Видео: Сверление бетона алмазной коронкой Proline
Критерии выбора коронки по бетону
- Если вы покупаете коронку для сверления отверстий в стене под электрические розетки и выключатели, то перед покупкой уточните диаметр пластиковых или металлических коробок-подрозетников, которые собираетесь монтировать. Для стандартных розеток диаметр монтажных коробок равен 68мм.
- При покупке насадки также следует уточнить, что она предназначена именно для сверления бетона, так как существуют аналогичные коронки, используемые мебельщиками для сверления ДСП и дерева, которые не справятся с твёрдыми материалами.
- При выборе зубчатых насадок нужно внимательно осмотреть крепление зубьев. Чем глубже их посадка в трубке, тем дольше прослужит коронка.
- Выбор насадки по рабочему диаметру производится, исходя из того, каких размеров должны быть отверстия в бетоне, а также соответствия мощности перфоратора. На инструменты мощностью в 1кВт можно устанавливать насадки диаметром до 25см. Применение коронок с большим диаметром может привести к выходу из строя маломощного двигателя перфоратора из-за чрезмерной нагрузки. Эту возможность следует учитывать при использовании имеющихся в продаже переходников для установки больших насадок на малые патроны.
- Перед покупкой нужно обращать внимание на хвостовик насадки, который может быть сплошным для установки в кулачковые патроны дрелей или с разным количеством закрытых и открытых пазов, соответствующих различным модификациям системы крепления SDS (с приставками plus, top, max, quick).
Перед применением коронки по назначению надо вставить в хвостовик центрирующее сверло с победитовым наконечником, которое крепится с помощью зажимного болта, а затем плотно закрутить по резьбе саму чашу и установить собранную коронку в патрон дрели.

Особенности применения коронок по бетону
Твёрдосплавные коронки эффективны в комплекте с перфоратором. Перфораторные патроны используют стандарт крепления SDS с использованием фиксирующих и вращающих пазов в хвостовике насадки. Такая система крепления позволяет быстро менять насадки без использования зажимных ключей и обеспечивает ей свободный ход вдоль оси сверления, необходимый для полной отдачи энергии удара в обрабатываемый материал.
Перед началом работы нужно убедиться, что в месте сверления отсутствует арматура, которая может повредить коронку. При наличии центрирующего сверла, приставляем его в точку, соответствующую центру будущего отверстия и начинаем сверлить. Если коронка без центрирующего сверла, то нужно приложить её режущую кромку к поверхности стены всеми зубьями одновременно.
До тех пор, пока чашка коронки не углубится в стену настолько, чтобы стабилизировалось необходимое направление, не следует оказывать на инструмент чрезмерное давление. Для эффективного отвода пыли целесообразно использовать строительный пылесос со специальной насадкой на шланг. Особенностью сверления отверстий с коронкой является то, что её не нужно периодически вынимать из отверстия для охлаждения или проверки, а следует сверлить до нужной глубины непрерывно.
Если отверстие должно быть сквозное, то высверленный бетон останется внутри чашки и удалится вместе с коронкой. Когда отверстие делается не сквозное, то бетон, оставшийся в центре высверленной окружности, нужно удалить, скалывая зубилом или долотом. Для ускорения работы можно после углубления коронки на небольшую глубину, вынуть её и сделать по контуру окружности несколько отверстий нужной глубины победитовым сверлом, диаметр которого равен ширине зубьев коронки. Далее продолжить сверление коронкой.
Алмазные коронки требуют использования сложных технических приспособлений и устройств, позволяющих вести сверление без вибрации и ударов. Обычно бурильное устройство фиксируется определённым образом, что значительно облегчает работу оператору, которому не требуется удерживать инструмент, а только перемещать его в установленном направлении. При этом достигается высокая точность и качество выполняемых отверстий.