

Гидроабразивная резка металла видео
Резка металла водой — видео гидроабразивной резки металлов
 Начать статью предпочтительнее будет с вопроса. Действительно, чем резка металла водой (видео процесса этого, к слову, можно найти на нашем портале) будет отличаться от других существующих способов резки металла?
Начать статью предпочтительнее будет с вопроса. Действительно, чем резка металла водой (видео процесса этого, к слову, можно найти на нашем портале) будет отличаться от других существующих способов резки металла?
Наиглавнейшее, на наш взгляд, отличие состоит в том, что при такой резке не будут использоваться никакие режущие элементы — металлические или же керамические.
Не применяются также дуга и электричество, не применяется и специализированный газовый резак. Все процессы выполняются исключительно с помощью обыкновенного абразива и воды, которые в качестве струи (в смешанном виде) подаются в заданном направлении под высоким давлением.
Даже если происходит резка металла водой своими руками, в конечном итоге должен обязательно получаться ровненький шов, который выполнен с помощью той же воды и того же абразива (нередко, в качестве абразива может применяться разнородная металлическая крошка, песчаные насыпи и другие материалы).

Необходимо отметить — у такого способа, как гидроабразивная резка металла, цена которой может отличаться (в дальнейшем, в статье будет рассказано, почему) имеется определенное количество существенных положительных моментов!
Первое, на что обращают внимание сварщики — это то, что резка металла водой (видео это прекрасно демонстрирует) позволяет избежать травматических последствий для рабочего. Сам металл, в большинстве случаев, будет нагреваться вплоть до температурных показателей, находящихся в диапазоне от шестидесяти до девяноста градусов по Цельсию, но не более.
Умелый мастер, использующий станок гидроабразивной резки металла, цена на который в последнее время несколько упала по причине возрастающей среди производителей конкуренции, сумеет даже разрезать металл, толщина которого будет более десяти сантиметров!
Тем, кто уже успел обрадоваться кажущейся «дешевизне», можно смело успокоиться. Гидроабразивная резка металла — оборудование, цена и характеристики которой удивляют (выше мы просто описали факт вмешательства китайского рынка и реакцию на это вмешательство показателей стоимости агрегатов).
Процессы резки металла должны выполняться водой, подающейся под высочайшим давлением (вплоть до двухсот атмосфер) очень тонкой струей. Заметим, что производить работу с таким оборудованием надлежит предельно аккуратно.
Стоит сказать, что в некоторых моделях резаков отбрасываемые водяные брызги будут рикошетить вовнутрь струи, в других – выбиваться в стороны. Именно поэтому нужно применять защитный экран, произведенный из ударостойкого пластика — если не стараться избегать травм, это будет, что называется, «себе дороже».

Влияние материала на стоимость работ. Функции абразивов
Гидроабразивная резка металла, цена на которую часто обозначается личными предпочтениями сварщика, может стоить по-разному и из-за использования разных абразивных материалов. Главный недостаток абразивов — дороговизна. Абразив используется для так называемого «пробива» — то есть, он позволяет воде пробиться в углублённые слои металла, который обрабатывается.
Когда выполняют листовую резку металла, стараются использовать только резку водой, без смешивания с абразивами. Однако тут нужно учитывать то, что расход воды в данном случае будет очень высоким!

Какие плюсы у резки металла водой?
Основное преимущество заключается в том, что при использовании «скрытых» насадок практически не выделяются пыль или же водные брызги. Помимо этого, на отрезанном куске металла не остается заусениц. После хорошей резки не нужно даже производить шлифовку краёв, что достаточно удобно и ускоряет процессы производства.
Последнее, самое интересное преимущество заключается в имеющейся возможности выполнения резки без прямого участия оператора.
К станку просто-напросто подключают управляющий компьютер, а оператору, в свою очередь, нужно только лишь ввести данные, согласно ориентации механизмов на которые и будет происходить водяная резка металла!

Далеко не каждый двигательный элемент или насос могут поддерживать такое вот управление в «удаленном» режиме. В тексте ранее упоминалось о высокой стоимости оборудования — хотелось бы конкретизировать в конце статьи. Подобное оборудование действительно очень дорогое, и, в большинстве случаев, знаменитыми изготовителями производится только лишь по индивидуальному заказу от предприятий.
Представьте себе, что один лишь только блок управления в хорошем гидроабразивном резаке будет стоить около девяти тысяч американских долларов! Дополнительные устройства, помогающие осуществлять мониторинг за процессом резки – и того дороже!
Еще по этой теме на нашем сайте:
- Сколько стоят сварочные работы — цена за шов от хорошего сварщика
Очень востребованными во многих сферах стали такие работы, как сварочные. Применяются они и в строительстве, и в быту. У каждого может возникнуть необходимость в проведении.
Газовая резка металла — технология и оборудование для резки
Газовая резка металла представляет собой трудоёмкий процесс, предполагающий нагревание определённых металлических деталей при помощи пламени газа. Происходит данный процесс под воздействием определённой температуры.
Ручная гильотина для резки металла — резка металлов в домашних условиях
Процесс изготовления металлических конструкций и изделий различного назначения неразрывно связан с необходимостью обработки металла. Иными словами, металл нужно каким-либо образом разрезать, отделять на отрезки и.
Смотрим металлорежущее оборудование — станок для резки металла дисковый
Качество готовых металлических конструкций и изделий определяется, в первую очередь, качеством самого производственного процесса. Чтобы получить достойный результат, необходимо использование профессионального металлорежущего оборудования. Будь-то станок.
Резка металла водой: технология и видео оборудования
 Сегодня без технологии гидроабразивной резки металла не обходится ни одна металлопрокатная и машиностроительная отрасль. Зачастую добиться нужного качества среза не получается даже с помощью плазменной резки, поэтому используется оборудование для порезки посредством гидроабразивной струи воды.
Сегодня без технологии гидроабразивной резки металла не обходится ни одна металлопрокатная и машиностроительная отрасль. Зачастую добиться нужного качества среза не получается даже с помощью плазменной резки, поэтому используется оборудование для порезки посредством гидроабразивной струи воды.
Гидроабразивную резку металлов водой впервые использовала авиастроительная компания в Америке, которая в дальнейшем предоставила данные о том, что эта технология является лучшим способом для порезки стали и других тугоплавких металлов. С этого времени водно-абразивный способ не перестает пользоваться популярностью в различных промышленных сферах.
Плюсы резки металла гидроабразивной струей воды
 Оборудование, которое применяется для резки металла с помощью гидроабразива, незаменимо в обработке толстостенных изделий. Только эти станки могут обеспечить высочайшее качество линии среза. После резки рабочей зоны 200-мм стального листа, на поверхности линии среза не появляется ни заусениц, ни окалин.
Оборудование, которое применяется для резки металла с помощью гидроабразива, незаменимо в обработке толстостенных изделий. Только эти станки могут обеспечить высочайшее качество линии среза. После резки рабочей зоны 200-мм стального листа, на поверхности линии среза не появляется ни заусениц, ни окалин.
Идеальный срез в сочетании со щадящим режимом температур — это еще не все преимущества, который имеет водно-абразивный способ. Высокая цена оборудования с лихвой компенсируется экономией на крепежных узлах и элементах, которые не требуются даже во время работы с тонкостенными изделиями.
Отсутствие пыли и дымовой завесы, а также иных неблагоприятных факторов – еще одно из многих преимуществ гидроабразивной резки. Кроме этого, нет необходимости делать замену изношенных режущих частей и следить остроту резака, потому что его, по сути, нет. Вместо него роль режущей части играет струя воды вместе с абразивными частичками.
Процедура гидроабразивной обработки среза происходит за один этап. Причем скорость работы проходит без задержек, показатель скорости порезки не снижается, даже когда необходимо обрабатывать толстостенные изделия.
Универсальные показатели станков для порезки металла дают возможность на одном устройстве одновременно проводить обработку различных материалов — это резина, стекло, пластик или многослойный материал.
Гидроабразивные станки для резки металла характеризуются безопасностью эксплуатации, поэтому могут устанавливаться на предприятиях с большим риском взрывоопасности.
Использование гидроабразивных станков и принцип работы
 Устройства для резки металла гидроабразивом универсальны в использовании, так как их возможности не завершаются на раскрое металлических изделий. Технология основывается на специально созданной системе подачи воды под большим давлением на обрабатываемую плоскость.
Устройства для резки металла гидроабразивом универсальны в использовании, так как их возможности не завершаются на раскрое металлических изделий. Технология основывается на специально созданной системе подачи воды под большим давлением на обрабатываемую плоскость.
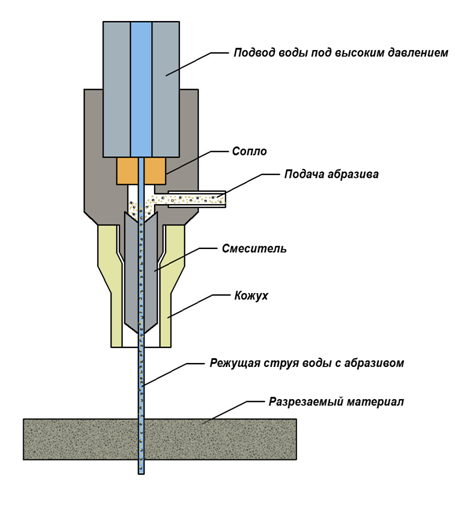
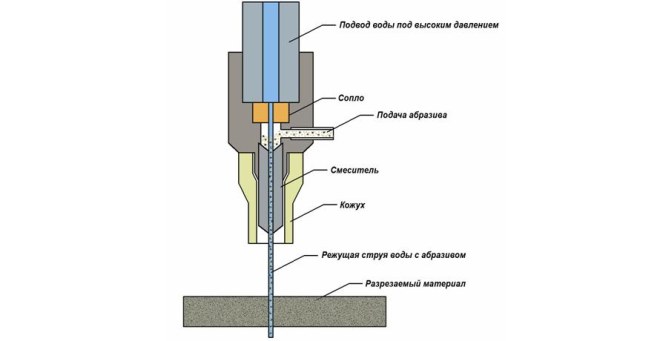
Дополнительным элементом жидкости является абразив, добавляющийся в воду. Как правило, в роли абразивной добавки применяют микрочастицы песка. Вода и песок одновременно попадают в смеситель из отдельных емкостей, в котором тщательно смешиваются. Затем полученная смесь под высоким давлением подается в сопло станка.
После, рабочий водно-абразивный резак, в виде сильной струи с определенными характеристиками, подается на деталь и разрезает его.
В этом случае скорость гидроабразивной резки можно сравнить только что со скоростью плазмореза, но вот качество выполненного этим способом среза соответствует только качеству резки лазером.
Быстрое развитие современных технологий дало возможность усовершенствовать станки благодаря расширению их рабочих возможностей. За счет чего их сфера использования значительно увеличилась.
Сегодня водно-абразивные станки позволяют:
- Вырезать изделия любых геометрических форм с помощью числового программирования. В этом случае обработка происходит полностью в автоматизированном режиме и не требует наличия оператора. Станок управляется специально установленной компьютерной программой. Гидроабразивная порезка труб дает возможность сделать необходимую окружность без каких-либо погрешностей;
- Делать нестандартный рез любого материала, причем изменяющийся наклон разреза не сказывается негативно на качестве. Процесс работы, который выполняется под любым наклоном, позволяет на выходе получить абсолютно готовое изделие и не подвергать его финишной обработке;
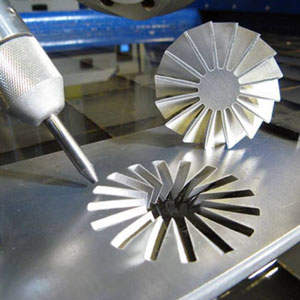
- Гидроабразивный способ нашел свое применение и в области искусства. Оборудование дает возможность изготавливать различные украшения и предметы дизайна, как правило, обработка фигур делается с помощью ЧПУ;
- Установки для обработки гидроабразивом, применяемые в металлопрокате, позволяют делать разрезание максимальной толщины любого металла, это можно увидеть на видео. Так, обработка изделия из среднеуглеродистого металла может происходить с использованием материала, у которого максимальная толщина – 20 см. Наибольшая толщина титанового сплава составляет 16-18 мм; высокопрочные металлы могут быть толщиной 11 мм. Но вот толщина медного изделия достигает только 6 мм.
Особенности работы станков с ЧПУ
 Гидроабразивные станки с ЧПУ — это одна из возможностей расширить область применения устройств, улучшить эффективность работ и в тоже время повысить производительность.
Гидроабразивные станки с ЧПУ — это одна из возможностей расширить область применения устройств, улучшить эффективность работ и в тоже время повысить производительность.
Установки с ЧПУ используются для изготовления изделий из медных, алюминиевых, стальных и других видов металлов. Высокая точность порезки, которую имеют водно-абразивные станки с ЧПУ, почти не имеет отклонений от требуемых условий.
Гидроабразивные станки с ЧПУ имеют такие преимущества:
- Если на устройствах без ЧПУ выбор режущей струи можно подобрать неправильно, то в этой ситуации данный фактор исключается. Оборудование автоматически контролирует качество реза, после самостоятельно корректирует установленный режим;
- Станки, которые имеют ЧПУ, работают в соответствии с установленной программой. Причем обработка любого изделия делается по индивидуальному компьютерному обеспечению. При помощи его автоматом выбирается напор струи, состав режущей смеси и другие параметры;
- По окончании гидроабразивной обработки из заготовки получается абсолютно готовая деталь, которую не нужно подвергать дополнительной обработке или шлифовке, на участке среза;
- Обработка металлов при помощи компьютерного обеспечения также подразумевает возможность проделывания отверстий необходимого сечения.
Ручное оборудование для водно-абразивной резки
 Некоторая категория гидроабразивных устройств подразумевает управления оператором, так как не оборудована ЧПУ. В этом случае угол и другие характеристики оператору нужно устанавливать своими руками.
Некоторая категория гидроабразивных устройств подразумевает управления оператором, так как не оборудована ЧПУ. В этом случае угол и другие характеристики оператору нужно устанавливать своими руками.
Поскольку часть работы все-таки приходится делать самостоятельно, то показатель комфорта и удобства эксплуатации этого станка далек от идеала. Но здесь есть и свои преимущества, которые состоят в нескольких факторах, и они в некотором смысле, становятся решающими при выборе станков:
- На ручном гидроабразивном станке может работать оператор без специального образования;
- Установки без ЧПУ гораздо дешевле;
- Оборудование имеет все нужные технические характеристики, которые дают возможность получить изделия с простыми формами;
- Ручные станки отличаются небольшим набором функций и простой управления, с их регулировкой можно вполне справиться своими руками;
- Качественный и ровный срез, возможность резать под углом, получение простых фигур и раскрой материала с четкими геометрическими формами – все эти функции можно использовать на любых материалах, в числе которых медь, стекло и сталь.
Расходные материалы для гидроабразивного оборудования
Все, что необходимо для восстановления работы гидроабразивных станков — это периодически делать обновление изношенных элементов и расходных материалов. Расход абразива, даже на устройствах с ЧПУ, часто превышает отметку более чем в 350 гр. в 1 минуту, поскольку при работе с материалом, который имеет максимальную толщину, эти данные увеличиваются.
В роли абразива используют микрочастицы песка, который обеспечивает резку тугоплавких и тягучих материалов. Размер микропесчинки может быть до 650 микрон. Кроме абразива, данная техника резки не обходится без воды, она подготавливается, проходя через фильтры.
Если применять воду без подготовки, то качество резки существенно снизится. Из деталей оборудования, как правило, подлежат замене: направляющие трубки и сопло, система подачи абразивной смеси. А также уплотнительные части гидравлической станции, без которых не будет требуемого напора в системе.
Гидроабразивная резка – любой материал поддастся!
Гидроабразивная резка металла и алюминия представляет собой такой способ их обработки, при котором рабочим инструментом является смесь абразива и воды, подаваемая под высоким давлением с высокой скоростью.
1 Суть и технология гидроабразивной резки
Базируется данная технология на принципе влияния эрозионного плана абразивных твердых элементов и водяного направленного высокоскоростного потока на материал, подвергаемый резке. С точки зрения физики процесс обработки заключается в отрыве частиц материала из полости реза скоростной струей частиц, находящихся в твердой фазе.
Эффективность данной операции, а также стабильность ее протекания зависят от грамотного подобранных значений:
- размера и расхода абразивных элементов;
- расхода и давления воды.

При сжатии обычной воды под нагрузкой примерно 4 тысячи атмосфер и последующем ее пропускании через малое по сечению сопло (до 1 миллиметра), ее скорость в 3–4 раза превысит скорость звука. Если направить такой поток сжатой воды на какую-либо поверхность, он будет представлять собой мощнейшее режущее приспособление. А если еще дополнительно добавить в поток специально подобранные абразивы, он сможет без труда разрезать изделия из прочного металла толщиной от 10 и выше сантиметров.
Гидроабразивная резка своими руками ничем не отличается от процесса, предлагаемого в наши дни многими фирмами и предприятиями. Для обработки материала нужно приобрести специальное оборудование, которое функционирует по следующему принципу:
- в режущую головку агрегата при помощи нагнетательного механизма подается вода под давлением от 1000 до 1600 атмосфер;
- через дюзу малого сечения (от 0,08 до 0,5 мм) вода на сверхзвуковой либо близкой к ней скорости (около 1200 м/с) идет в устройство, где происходит ее смешивание с карбидами кремния, частицами электрокорунда или песка, иного материала с высокой твердостью;
- из смесительного отсека, который имеет диаметр (внутренний) сопла, полученная смесь подается на материал и разрезает его.

Остаточная энергия режущего потока гасится 70–100-сантиметровым слоем воды. Стоит отметить, что в некоторых агрегатах для резки абразивный материал смешивается с водой не в отдельной камере, а непосредственно в трубке, откуда он поступает на обрабатываемое изделие. При обычной гидрорезке абразивных частичек нет, и вода сразу направляется на поверхность, которую планируется разрезать.
2 Особенности резки изделий водой с абразивами
Струя при описываемой технологии обретает свой разрушительный потенциал в основном за счет абразивных составляющих потока. А уже сугубо транспортная функция ложится на воду. Частицы абразива при этом по размеру подбираются таким образом, чтобы быть не более 10–30 процентов от показателя сечения струи. Именно при таких условиях гарантируется стабильный поток и высокий эффект обработки.

В тех случаях, когда требуется получить малую шероховатость поверхности реза, используют частицы размером от 75 до 100 мкм, в остальных – от 150 до 250 мкм. В целом же, «идеальный» показатель абразива высчитывают как разницу между внутренними сечениями трубки для смешивания агрегата и водяного сопла, разделенную на два.
Выбор твердости абразивных элементов производят с учетом твердости детали, которая подвергается обработке, и вида материала, из которого она сделана. Не рекомендуется применять абразивы твердостью менее 6,5 единиц по шкале Мооса. При этом следует помнить, что режущая головка и ее отдельные компоненты изнашиваются намного быстрее, если используется очень твердый абразив.

Интересующий нас вид резки дает возможность обрабатывать:
- гранит, прочный камень, мрамор и аналогичные материалы;
- металлические, стальные, алюминиевые листы;
- армированные пластики;
- используемые в космической и авиационной сфере титановые, композитные и алюминиевые сплавы, пластмассы с особо толстыми стенками;
- деревянные изделия;
- керамические конструкции;
- любые стройматериалы, включая высокотвердую дорожную брусчатку, железобетон и бетон, блоки из гипсовых композиций;
- изделия со специальными покрытиями;
- бронированное и обычное стекло;
- шестерни и аналогичные детали из металла.
Как правило, разные материалы режутся струей, содержащей определенные виды абразива:
- армированный углеродными либо стеклянными волокнами пластик обрабатывают потоком с силикатным шлаком;
- гранит, железобетон, стальные поверхности и прочие высокотвердые материалы – черным либо зеленым кремниевым карбидом, а также частицами электрокорунда;
- сплавы на основе титана и высоколегированные стали – гранатовым песком.

Большую часть трубок для смешения воды и абразива выпускают из специальных сплавов, которые характеризуются высоким уровнем прочности. Эксплуатироваться без замены они могут до 200 часов непрерывной работы. А сопла производят, как правило, из драгоценных камней – рубина, сапфира, алмаза. Алмазные конструкции без проблем выдерживают до 1,5–2 тысяч часов использования, остальные рассчитаны на 150–200 часов.
3 Гидроабразивная резка металла и других материалов – плюсы и минусы технологии
К самым важным достоинствам процесса резки с применением струи воды и абразива относят:
- отличное качество реза, обеспечивающее показатель 1,6 Ra (средняя величина шероховатости обработанной кромки материала);
- абсолютная взрыво- и пожаробезопасность операции;
- малые потери материалов при обработке;
- отсутствие в легированных и высоколегированных сталях и сплавах на их основе явления выгорания легирующих добавок;
- отсутствие выделений газов при резке, как следствие, экологическая «безупречность» процесса;
- в зоне обработки нет термовоздействия (материал в данной области нагревается максимум до 90 градусов по Цельсию);
- большой спектр толщин материалов, которые можно разрезать (до 30 сантиметров включительно);
- высокая производительность (допускается упаковывать материалы небольшой толщины в общую связку и производить их разрезание за один проход потока);
- нет пригорания и плавления металлов в прилегающей к зоне реза областях, как, впрочем, и непосредственно в месте обработки;
- режущая головка делает минимум холостых ходов, что увеличивает общую эффективность применения технологии.

Описываемая резка признается оптимальной для изделий из меди, алюминия, латунных сплавов, которые имеют высокую теплопроводность. При других вариантах их обработки необходимо применять мощные нагревающие источники, что влечет за собой повышение стоимости работ. Даже лазерная резка медных и алюминиевых конструкций не так эффективна, как гидроабразивная.
Кроме того, такая обработка подходит для:
- выполнения скосов на обрабатываемых изделиях;
- резки объемных конструкций и высокоточного разрезания деталей по сложному контуру.

К недостаткам использования гидроабразивного оборудования относят:
- обусловленный огромной скоростью высокий уровень шума во время работы агрегата;
- малая (по сравнению с лазерной и плазменной технологиями) скорость резки тонколистовой стали;
- недолговечность головки для резания и иных компонентов оборудования;
- высокие затраты на эксплуатацию установки.
Технология резки металла водой
 Гидроабразивная резка металла
Гидроабразивная резка металла
Впервые этот метод был разработан и применен в авиастроении, для резки самолетного алюминия. Американская компания, которая изобрела этот метод, после проведения работ и анализа, предоставила статистические данные о том, насколько эффективно применять гидроабразивную резку в промышленности.
Сегодня на больших машиностроительных заводах не обходятся без гидроабразивной резки: она позволяет добиться максимальной точности в производстве деталей из стали и тугоплавких материалов.
Преимущества метода
Нужно учитывать, что станок такого типа стоит дороже, чем более простые аналоги. Но изначальная стоимость компенсируется ценой расходных материалов, крепежных элементов и дополнительных узлов. Еще один плюс работы с гидравликой – даже при долгой работе не появляется дымовая завеса, пыль не летит во все стороны. К тому же не нужно следить за тем, насколько режущий инструмент острый, периодически заменять его и покупать дополнительное оборудование для заточки.
Принципиальное устройство станков
Учитывая тот факт, что гидроабразивные станки универсальны в применении, они имеют весьма специфическое устройство, которое позволяет им резать не только металлы.
 Гидроабразивна резка камня
Гидроабразивна резка камня
Технология основывается на подаче воды под высоким давлением через форсунку к заготовке под определенным углом. В жидкость входит абразивный материал, который является вспомогательным компонентом резки. Чаще всего используется песок, измельченный до микрочастиц. Перед подачей вода и песчинки смешиваются в специальном предварительном резервуаре. Тщательно смешанная смесь подается к форсунке станка.
В зависимости от заданной программы сформированная струя подается на заготовку. Сопло форсунки размещено на подвижной головке, которая может поворачиваться и наклонятся в произвольном порядке. Скорость резки водой можно сравнить лишь с плазморезом, а вот точность и качество сравнимы лишь с длительной лазерной резкой.
Современная сфера применения
Тенденции технического роста не обошли стороной и гидравлический абразивный станок для резки. Современное оборудование такого типа позволяет:
- Вырезать практически любые формы из различных материалов. Во время рабочего процесса из-за резки под разным углом никак не изменяется линия среза, за счет чего удается добиться высокого качества при работе с каждым материалом. На выходе из станка заготовки не нуждаются в финишной обработке, и уже готовы к дальнейшим манипуляциям.
 Резка металла водой
Резка металла водой - Гидроабразивный станок позволяет получать заготовки любой требующейся геометрической формы. При этом своими руками мастеру требуется лишь задать программу, а оборудование с ЧПУ самостоятельно вырежет необходимую заготовку. Специально разработанное программное обеспечение просто и понятно для любого мастера, и позволяет задать практически любые параметры касательно резки.
 Резка водой металла более 20 см
Резка водой металла более 20 см - Оборудование, что применяется в масштабных металлопрокатных производствах, может осуществлять резку металла большой толщины. К примеру, обработка заготовки из углеродистой стали может проводиться с толщиной до 20 см. Если производство ориентировано на обработку титана, то максимальная толщина составляет 1.5-2 см. Высокопрочные сплавы стали могут иметь толщину до 1.5 см.
- Современные мастера нашли применение гидравлической резке и в сфере искусства. С помощью станка получается вырезать из различных материалов цельные предметы декора, украшения и разнообразные вспомогательные предметы. Естественно, производство таких изделий требует высокой точности и производится на станках с ЧПУ.
Эксплуатация станков с ЧПУ
Прогресс в плане гидроабразивной резки металла развивался бурно, и станки такого типа решили оборудовать ЧПУ. Числовое программное управление позволило добиться большей точности в резке и значительно ускорить процесс. В сравнении с работой мастера своими руками, управляемый электроникой станок может вырезать более сложные формы и проводить резку под различными углам.
 Оборудование ЧПУ
Оборудование ЧПУ
Станки с ЧПУ используются для изготовления заготовок из различных сталей, алюминия, меди, бронзы и других широко распространенных металлов.
Преимущества гидроабразивных станков с ЧПУ выражается в таких моментах:
- Такой станок работает строго в соответствии с заданной программой. При этом изготовление серийных деталей может проводится по индивидуальному программному обеспечению.
 Гидроабразивный станок для резки металла
Гидроабразивный станок для резки металла - На станках с ручным управлением давление струи может быть выбрано неправильно, что приведет к браку заготовки. Оборудование с компьютерным управлением такую погрешность исключает: ЧПУ контролирует качестве среза и в автоматическом режиме выбирает правильный режим.
- С помощью программного обеспечения оператор может сделать отверстия в определенных местах заданного диаметра.
- После обработки заготовки на гидроабразивном станке деталь получается полностью готовой: ее не требуется шлифовать, обтачивать или проводить какую-либо еще дополнительную обработку.
Оборудование с ручным управлением
Существует ряд гидроабразивных станков, которые не комплектуются ЧПУ и в них мастеру приходиться своими руками устанавливать параметры резки. Здесь значительно хуже комфорт работы, понижается точность и качеств обработки. Многие факторы зависят от того, насколько профессионален оператор станка. Но, как и везде, есть свои положительные моменты, которые мы увидим в этом списке:
 Станок гидроабразивной резки
Станок гидроабразивной резки
- Классические ручные станки намного дешевле, чем оборудование с программным компьютерным управлением.
- Разобравшись в кнопках и рычагах даже человек без специализированного образования сможет справиться с работой на этом станке.
- На таком оборудовании возможно получать большинство простых деталей и заготовок с несложными геометрическими формами.
- Даже на ручном станке возможно получать качественный срез под разными углами, разрезать материал так, как того требует технология.
Расходные материалы и самостоятельная постройка станка
Чтобы гидроабразивный станок полноценно работал, требуется лишь вовремя проводить замену абразивных материалов и изношенных элементов, которые со временем теряют свой ресурс. Показатель расхода абразива зависит от толщины разрезаемого материала: бывает и так, что станок расходует около 300 г микрочастиц песка в одну минуту.
В плане построения такого станка самостоятельно есть одна проблема, решить которую практически невозможно – низкое качество самостоятельно изготавливаемых деталей. Дело в том, что построение гидроабразивного станка требует массу уникальных деталей и частей, которые придется заказывать у токаря и как-то создавать своими руками. Как правило, срок службы таких деталей не превысит нескольких дней, учитывая то давление, с которым приходится иметь дело.
 Полноценный станок гидроабразивной резки с ЧПУ
Полноценный станок гидроабразивной резки с ЧПУ
В итоге, придется покупать оригинальные запчасти, узлы в сборе, в то время как другие части будут оставаться самодельными или взятыми из аналогов. В плане затрат денег – вы потратите практически столько же, сколько бы стоил новый полноценный гидроабразивный станок, плюс к этому еще и сил потратите массу.
Новая промышленная установка для гидроабразивной резки стоит от 3 млн. рублей, а б/у можно приобрести значительно дешевле.
Технология гидроабразивной резки металла
[Гидроабразивная резка металла] – технология, без которой не обходится машиностроительная и металлопрокатная отрасль.
Иногда достичь необходимого качества среза невозможно даже посредством плазменной резки, в связи с чем применяется оборудование для резки посредством гидроабразивной струи.
Впервые гидроабразивная резка металла была использована американской авиастроительной компанией, которая впоследствии представила данные о том, что такая технология является лучшим вариантом для обработки стали и прочих тугоплавких металлов.
С того времени водно-абразивный метод не перестает пользоваться спросом в разных производственных сферах. Сегодня станки, предназначение которых — обработка стали, труб и пр. гидроабразивной струей, очень популярны.
Преимущества метода резки металла гидроабразивной струей
Оборудование, используемое для резки металла посредством гидроабразива, незаменимо в работе с толстостенными заготовками. Только эти станки способны обеспечить высокое качество линии реза стали во время прокладки труб.
После протачивания рабочего участка 200-мм металлического листа на поверхности линии реза стали нет ни окалин, ни заусениц.
Идеальное качество среза в сочетании со щадящим температурным режимом — это еще не все достоинства, которыми наделена водно-абразивная технология.
Высокая стоимость установок компенсируется экономией на крепежных элементах и узлах, которые не нужны даже при работе с тонкостенными заготовками.
Отсутствие дымовой завесы и пыли, а также других неприятных факторов – еще одно из многих достоинств гидроабразивной резки.
Помимо этого, нет надобности проводить замену изношенного режущего инструмента и контролировать остроту резака, так как, по сути, он отсутствует.
Вместо него функцию режущего инструмента выполняет струя воды в сочетании с абразивными компонентами.
Процесс начальной и финишной гидроабразивной обработки среза выполняется в один этап.
При этом скорость рабочего процесса проходит без замедлений, показатель скорости резки не понижается, даже если приходится обрабатывать толстостенные элементы, как, например, во время прокладки труб.
Универсальные характеристики станков для резки металла позволяют на одной установке проводить одновременную обработку разных материалов — это может быть пластик, стекло, резина или многослойное изделие.
Гидроабразивные установки для резки металла отличаются безопасностью эксплуатации, поэтому могут эксплуатироваться на заводах с вероятным риском взрывоопасности.
Принцип действия и применение гидроабразивных станков
Станки для обработки металла гидроабразивом универсальны в применении, ведь их возможности не заканчиваются на раскрое металлопроката. Принцип действия водно-абразивных установок можно посмотреть на видео.
Основывается технология на специально разработанной системе подачи воды под высоким давлением на обрабатываемую поверхность.
Вспомогательным компонентом жидкости является абразив, который добавляется в воду. Обычно в качестве абразивной добавки используют микрочастицы песка.
Вода и песчинки одновременно подаются в смеситель из отдельных резервуаров, где тщательно перемешиваются. В результате полученная взвесь под давлением попадает в сопло установки.
Затем рабочий водно-абразивный инструмент, в виде интенсивной с определенными параметрами струи, направляется на заготовку и разрезает ее.
В данном случае скорость гидроабразивной резки можно сравнить разве что со скоростью работы плазмореза, а вот качество выполненного таким методом среза может соответствовать только качеству разрезания лазером.
Стремительное развитие современных технологий позволило усовершенствовать станки путем расширения их эксплуатационных возможностей. Благодаря чему их сфера использования возросла.
На сегодняшний день водно-абразивное оборудование дает возможность:
- Проводить нестандартное разрезание любого материала, при этом меняющийся наклон реза не сказывается отрицательно на качестве. Рабочий процесс, выполняемый под любым углом наклона, дает возможность на выходе получить полностью готовые заготовки и не подвергать их финишной обработке;
- Вырезать детали самых сложных геометрических форм с помощью числового программного обеспечения. В данном случае обработка проходит полностью в автоматическом режиме и не требует человеческого участия. Оборудование управляется специально заданной компьютерной программой. Гидроабразивная резка (например, обработка труб) позволяет выполнить нужную окружность без допустимых погрешностей;
- Станки для обработки металла (труб) гидроабразивом, используемые в металлопрокате, дают возможность проводить разрезание максимальной толщины разного металла, как показано в видео. Так, обработка заготовки из среднеуглеродистой стали может выполняться с использованием материала максимальной толщины – 200 мм. Максимальная толщина титанового материала может составлять 15-17 мм; высокопрочные сплавы могут иметь толщину 12 мм. А вот толщина медной заготовки достигает лишь 5 мм;
- Гидроабразивная технология нашла свое применение также и в сфере искусства. Оборудование позволяет производить разнообразные предметы дизайна и украшения, чаще всего обработка фигур происходит с применением ЧПУ.
Особенности эксплуатации установок с ЧПУ
Гидроабразивное оборудование с компьютерным программным управлением — одна из возможностей расширить сферу использования станков, повысить эффективность работ и при этом увеличить производительность.
Больше подробностей можно почерпнуть из ниже предложенной информации и видео сюжета.
Станки с ЧПУ применяются для производства заготовок из стали, алюминиевых, медных и прочего типа металлов.
Строгая точность резки, которую обеспечивает водно-абразивное оборудование с ЧПУ, практически не имеет отклонений от поставленных задач.
Гидроабразивные установки с программным управлением, дают следующие преимущества:
- Станки, оборудованные ЧПУ, функционируют в соответствии с заданной программой. При этом обработка каждой заготовки выполняется по индивидуальному программному обеспечению. С его помощью автоматом подбирается давление струи, состав рабочей режущей взвеси и прочие параметры;
- Если на станках без ЧПУ подбор режущей струи может быть выбран неправильно, то в данной ситуации этот момент исключается. Оборудование самостоятельно контролирует качество среза, затем автоматически корректирует используемый режим;
- Обработка металлов с помощью программного обеспечения также предусматривает возможность проделывания отверстий нужного диаметра;
- Как можно судить по видео материалу, по завершению гидроабразивного процесса из заготовки выходит полностью готовая деталь, которую нет необходимости подвергать шлифовке или дополнительной обработке, в местах среза.
Ручные станки для водно-абразивной резки металла
Определенная категория гидроабразивных станков находится под управления оператора, так как не имеет ЧПУ. В данном случае угол наклона и прочие параметры оператору приходится выставлять своими руками.
Так как часть работы все же приходится делать своими руками, показатель удобства и комфорта использования такого оборудования далек от идеала.
Но в этом есть и свои плюсы, заключающиеся в нескольких простых факторах, которые в некотором смысле могут стать решающими при выборе оборудования:
- Оборудование без программного обеспечения в несколько раз дешевле станков с ЧПУ;
- Обработка на ручной гидроабразивной установке доступна для человека без специального образования;
- Ручные установки отличаются простой управления и небольшим набором функций, с настройкой которых можно справиться своими руками;
- При этом оборудование обеспечено всеми необходимыми техническими свойствами, которые позволяют получить заготовки с простыми геометрическими формами;
- Ровный качественный рез, возможность проводить срез под углом, раскрой материала и получение простых фигур со строгими геометрическими формами – все эти функции могут быть применены на любых материалах, включая сталь, стекло и медь. В качестве примера можно провести работу для прокладки труб.
Рассмотреть процесс настройки своими руками ручного станка и его действия можно в видео в разделе.
Подробно о расходных материалах для гидроабразивных станков
Все, что требуется для восстановления полноценной работы гидроабразивных установок для резки металла — это регулярно проводить обновление расходных материалов и изношенных элементов, ведь станки со временем выходят из строя.
Расход абразива, даже на станках с программным обеспечением, иногда превышает 300 г в 1 минуту, так как при работе с материалом, имеющим максимальную толщину, показатель возрастает.
В качестве абразива применяют микрочастицы природного гранатового песка, который способен обеспечить резку тягучих и тугоплавких заготовок. Величина микропесчинки может составлять до 600 микрон.
Помимо абразива, гидроабразивная технология не обходится без воды, которая предварительно подготавливается и проходит фильтры.
Если использовать жидкость без специальной системы подготовки, то качество среза значительно снизится.
Из деталей гидроабразивного оборудования чаще всего подлежат замене: система подачи абразивной взвеси, сопло и направляющие трубки.
А также уплотнительные элементы насосной станции, без которых не будет нужного давления в системе.
Дополнить вышеизложенную информацию позволит тематическое видео в нашей статье.
Гидроабразивная резка металла
Обязательным на любом машиностроительном и металлообрабатывающем предприятии является оборудование, позволяющее выполнять резку листового металла. Очень часто технических возможностей наиболее распространенных видов подобного оборудования бывает недостаточно для того, чтобы обеспечить высокое качество реза.

Процесс гидрообразивной резки
Сущность технологии
Гидроабразивная резка металла не является инновационной технологией, использовать ее начали еще в 1960-х годах. Первой станки для выполнения такой резки начала применять американская авиастроительная компания. Именно руководство этой компании сделало официальное заявление о данном методе, описав его преимущества и рекомендовав применять его для резки металла и других материалов, обладающих высокой твердостью. С этого момента абразивная резка металла с использованием воды стала активно применяться предприятиями и завоевывать все большую популярность.
Суть данной технологии заключается в том, что в зону реза под большим давлением подается вода, в состав которой включены абразивные вещества. Любая установка гидроабразивной резки работает по следующей схеме.
- В смеситель аппарата из специальной емкости подаются вода и абразивный материал, в качестве которого преимущественно используется мелкий песок.
- После смешивания вода с абразивом поступает в сопло установки.
- В сопле формируется тонкая струя гидроабразивной смеси, которая под большим давлением подается в зону резки.
Принцип действия гидрообразивной резки
Технология, реализуемая по подобной схеме, позволяет не только выполнять резку быстро и с высоким качеством, но и значительно экономить на расходных материалах, самым дорогим из которых является обычный песок. Следует отметить, что по скорости выполнения абразивная резка с помощью воды сопоставима с плазменной технологией, а по качеству получаемого реза – с лазерной.
Сферы применения
Данная технология имеет серьезные отличия от всех остальных методов разделения листового металла. При использовании такого метода поверхность обрабатываемого металла не испытывает давления и механического воздействия другого типа. Благодаря этому в зоне резки отсутствует трение, соответственно, исключен нагрев инструмента и поверхности детали, что положительно сказывается на качестве обработки и значительно расширяет область применения такой технологии.
Чаще всего абразивная резка с участием воды применяется для разделения листового металла, но в последнее время такой метод все активнее используют для обработки других материалов, к которым относятся:
- природные камни (гранит, мрамор и др.);
- керамическая плитка, листовое стекло;
- углеродистая и нержавеющая сталь, титан и другие металлы;
- железобетонные конструкции;
- различные полимерные материалы и резина.
Использование технологии гидроабразивной резки позволяет минимизировать расход материалов, что является ее весомым преимуществом. Кроме того, резка с использованием абразива и воды – это единственно возможный способ разделения металла на предприятиях с высокой пожаро- и взрывоопасностью.
Оборудование для гидроабразивной резки
По сути, в аппаратах для гидроабразивной резки использована способность воды разрушать различные материалы, замеченная еще в древности. Для того чтобы такое разрушение было более точным, быстрым и эффективным, необходимо увеличить давление, с помощью которого вода с абразивом воздействует на материал, а также придать полученной струе требуемую направленность. В современных станках для гидроабразивной резки такие задачи решаются при помощи следующих элементов и способов.

Гидрообразивная резка позволяет разрезать материалы значительной толшины
Насос в таких аппаратах аккумулирует жидкость с абразивом и подает эту смесь на поверхность обрабатываемой детали. Производительность таких станков и толщина детали, которую они могут разрезать, зависят от мощности используемого насоса.
Гидроабразивные станки с таким регулятором могут резать с использованием рабочих смесей различного состава, подаваемых под регулируемым давлением, что дает возможность обрабатывать с их помощью материалы разной толщины и структуры. Так, для резки более твердых материалов используют трехкомпонентные гидроабразивные смеси, а для более вязких – состоящие из двух компонентов.
Смена сопла аппарата
Такая методика предполагает подбор для материалов разной толщины, состава и плотности сопла определенной конструкции.
Именно данный элемент, которым оснащен каждый современный гидроабразивный станок, отвечает за качество и равномерный состав рабочей смести и, соответственно, за точность и скорость резки, а также за возможность устройства обрабатывать детали большой толщины.
Автоматизация процесса резки
При резке металла из-за инерционности струи рабочей жидкости обязательно формируется конусность кромки, которая прямо пропорциональна скорости процесса обработки. Чтобы минимизировать этот нежелательный эффект, на современных гидроабразивных аппаратах используются автоматические системы, которые в зависимости от плотности обрабатываемого материала корректируют угол наклона сопла.
Подготовка воды перед ее использованием для резки
Качество используемой воды может оказывать серьезное влияние на результаты и скорость выполнения резки. Именно поэтому на всех современных станках используются системы для предварительной очистки воды от посторонних примесей.
Кроме основных систем и комплектующих, аппараты для гидроабразивной резки могут оснащаться дополнительным оборудованием, которое значительно расширяет их функционал (речь идет, в частности, о выполнение фигурных резов).
Современное оборудование, выполняющее резку материалов гидроабразивным способом, позволяет:
- выполнять точную и качественную резку под различными углами;
- резать даже самые сложные детали без участия человека – при помощи программного управления;
- работать с металлическими деталями даже значительной толщины (сталь – до 20 мм, титан – до 17 мм, высокопрочные сплавы – до 12 мм, медь и ее сплавы – до 5 мм);
- получать фигурные резы, что очень актуально при производстве изделий декоративного назначения;
- выполнять резку труб (это возможно на отдельных моделях гидроабразивных аппаратов).
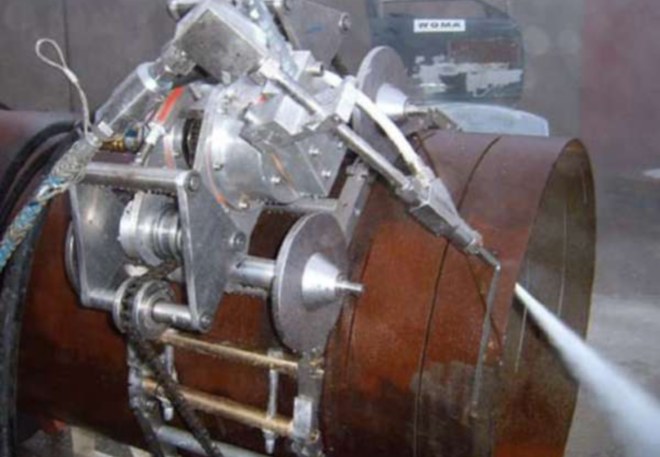
Станок для гидрообразивной резки труб
Станки для гидроабразивной резки с числовым программным управлением
Станок для гидроабразивной резки, оснащенный числовым программным управлением (ЧПУ), позволяет эффективно решать задачи по резке различной степени сложности. Высокая точность, с которой выполняет резку такой станок, позволяет изготавливать даже самые сложные детали и значительно минимизировать расход материала. Технологический процесс выполнения резки с помощью этого аппарата выглядит следующим образом.
- Для каждой детали на станок устанавливается специальное ПО, которое контролирует все параметры резки: состав рабочей смеси, ее давление и др.
- Станок для гидроабразивной резки с программным управлением обеспечивает постоянный контроль качества реза и корректирует режимы работы, если это необходимо. Именно такие опции подобного оборудования способствуют тому, что никакая дополнительная обработка готовых изделий, в том числе и шлифовка, после него не требуется.
- Станки с ЧПУ могут высверливать отверстия, а также выполнять еще целый перечень специфических операций.

Станок гидроабразивной резки — OMAX 60120
Выполнение гидроабразивной резки ручным способом
Ручные станки для гидроабразивной резки отличаются от автоматизированных тем, что все параметры обработки в них выставляются, контролируются и корректируются оператором. Несмотря на некоторые неудобства эксплуатации, по сравнению с оборудованием с ЧПУ, такие станки обладают целым рядом преимуществ.
- Для обслуживания таких станков, отличающихся простотой в управлении и минимумом функциональных возможностей, не требуется профильное образование.
- Функциональные возможности, которыми обладают ручные установки гидроабразивной резки, позволяют изготавливать качественные и точные детали простых геометрических форм.
- Ручной станок для гидроабразивной резки отличается доступной стоимостью (в среднем в 1,5 раза дешевле аппаратов с ЧПУ).
Между тем для резки деталей сложных геометрических форм и требующих особо высокой точности получаемых размеров необходимо использовать станки с ЧПУ.
Резка сложных форм
Необходимые материалы
При гидроабразивной резке расходуются два основных материала, за восполнением которых необходимо постоянно следить:
- мелкофракционный абразивный материал, в качестве которого чаще всего используется гранатовый песок,отличающийся особо высокой твердостью (размер крупинок такого песка не должен превышать 600 микрон);
- вода, прошедшая предварительную очистку от посторонних примесей.
Естественно, что это не единственные материалы, требуемые для осуществления резки с использованием воды и абразива. Для любого гидроабразивного станка необходимы электропитание, подача сжатого воздуха и замена изношенных элементов, к которым, в частности, относятся:
- элементы системы, отвечающей за подачу абразивной смеси: сопло, подающие трубки и др. (если своевременно не заменять изношенное сопло, то отверстие в нем может значительно увеличиться в диаметре, что приведет к снижению точности размеров формируемого реза).
- уплотнительные элементы насосной станции, которые отвечают за поддержание требуемого давления рабочей смеси.
Следует иметь в виду, что использование некачественных расходных материалов, в частности абразивного песка, приводит не только к снижению качества готовых изделий, но и к ускоренному износу аппаратов для резки.
Преимущества и недостатки резки с использованием абразива и воды
Оценить эффективность, производительность и точность гидроабразивной резки можно даже по видео такого процесса. Между тем существуют не только визуально оцениваемые преимущества данной технологии, к которым относятся:
- исключение нагрева обрабатываемой детали (отсюда невозможность ее деформации и, соответственно, высокая точность резки);
- широкий функционал оборудования, с помощью которого можно решать задачи даже самой высокой сложности;
- отсутствие необходимости в дополнительных работах по доработке полученных изделий;
- универсальность, которой обладает любой станок для гидроабразивной резки (с его помощью можно как резать резину, пластик, камень или металл, так и сверлить отверстия в различных материалах);

Гидрообразивная резка мрамора
Насколько бы эффективным и эффектным ни был процесс гидроабразивной резки (см. видео в конце статьи), есть у этой технологии и недостатки. В частности, к ним можно отнести следующие.
- При резке образуется конусность кромки отрезаемой детали. Особенно такой недостаток заметен при резке деталей большой толщины. Чтобы не допустить появления этого дефекта, необходимо использовать специальные автоматизированные устройства, корректирующие угол наклона сопла в процессе обработки.
- На гидроабразивных станках обрабатывают как толстостенные, так и тонкостенные детали с одной скоростью, что несколько снижает рентабельность применения такой технологии. Чтобы увеличить рентабельность, тонкие детали разрезают сразу по несколько штук, складывая их в пачку.
Использование гидроабразивной резки особенно целесообразно в тех ситуациях, когда необходимо разрезать сложные детали с особо высокой точностью, затрачивая при этом минимальное количество времени.