

Электрод монолит рц характеристики
Характеристики электродов Монолит РЦ
 Люди, имеющие дело со сваркой не по работе, а на дачах, в частных домах и т. д. , знают, насколько важно качество сварочного электрода. Конечно, с появлением инверторов сварка сделалась качественнее и проще, но практика показывает, что многое зависит от электрода: количество шлака, качество шва, быстрый розжиг расходника.
Люди, имеющие дело со сваркой не по работе, а на дачах, в частных домах и т. д. , знают, насколько важно качество сварочного электрода. Конечно, с появлением инверторов сварка сделалась качественнее и проще, но практика показывает, что многое зависит от электрода: количество шлака, качество шва, быстрый розжиг расходника.
Сегодня с приобретением этих элементов проблем нет — рынок предлагает огромнейший ассортимент.
 Разнообразные модели от разных производителей. Профессионалы предпочитают брендовые изделия, чья стоимость выше, чем у обычных.
Разнообразные модели от разных производителей. Профессионалы предпочитают брендовые изделия, чья стоимость выше, чем у обычных.
Хороша, к примеру, продукция шведской компании ESAB, которая выпускает электроды высокого качества с одноименным названием. Продукция шведов — действительно отменные стержни, хотя и цена соответствующая. В связи с последним обстоятельством не каждый домашний мастер позволит себе купить электрод данной марки.
Аналогичные по тех. характеристикам расходники сегодня выпускает украинская «Плазмо Тек» — это электроды «Монолит РЦ», соответствующие марке ESAB KO 46.00. Качество их пониже, также хуже стержни по определенным позициям, относящихся к сварочному процессу, но доступная цена делает изделия привлекательными.
Технические характеристики
 Главные технические характеристики — это полярность сварки и вид тока. Стержни «Монолит» использоваться могут как с током постоянным, так и с током переменным. Полярность при этом может быть прямой или обратной. При обратной полярности на деталь подается «-«, а на электрод — «+». Полюса минус и плюс указываются на сварочном инверторе, с деталью и стержнем они соединяются проводами.
Главные технические характеристики — это полярность сварки и вид тока. Стержни «Монолит» использоваться могут как с током постоянным, так и с током переменным. Полярность при этом может быть прямой или обратной. При обратной полярности на деталь подается «-«, а на электрод — «+». Полюса минус и плюс указываются на сварочном инверторе, с деталью и стержнем они соединяются проводами.
Важно, что при сварке электродами варить можно в разных положениях. С использованием «Монолита» делается это без проблем. Но стержень Ø5 мм нельзя использовать сверху вниз. Опытный сварщик поймет, о чем идет речь. Важно ведь иметь возможность варить металлоконструкции и заготовки в различных положениях. Варить сверху вниз «Монолитом» лучше короткой дугой, то есть при минимальном расстоянии между сварочной ванной и концом стержня. Чтобы обеспечить максимальное качество вертикального шва, сварной стрежень необходимо держать под 40−70°. В нижнем положении угол должен составлять 20−40°.
Другие характеристики
- Электроды имеют рутил-целлюлозное покрытие.
- Коэффициент наплавляемости — 9,5 г/А.ч.
- Расход расходника (Ø3 мм) на 1 кг наплавления — 1,75 кг.
 Неопытные сварщики часто выставляют не ту силу тока на инверторе в соответствии с диаметром используемого электрода. Подобные огрехи всегда негативно отражаются на качестве сварного шва и самого соединения. Поэтому крайне важно соотнести показатели правильно.
Неопытные сварщики часто выставляют не ту силу тока на инверторе в соответствии с диаметром используемого электрода. Подобные огрехи всегда негативно отражаются на качестве сварного шва и самого соединения. Поэтому крайне важно соотнести показатели правильно.
Если стержень намочен или находился достаточно долго в сыром помещении, варить им запрещается! Перед сваркой обязательно прокаливают его в течение 30 мин. при температуре 120 ° C .
«Монолит РЦ» подходят для стыковых соединений. Временное сопротивление электродов равно 340 Н на мм², наименьший угол наклона — 35°. Важно отметить и то, что в этом случае используют рутиловое покрытие. Наибольший угол наклона — 70° .
Специалисты утверждают, что расход стержней описываемой марки незначительный. Диаметр изделия — 3 мм. Относительное удлинение на уровне 22%. Чувствительность к загрязнению невелика. Высокий коэффициент наплавки. Стержни данной марки могут использоваться для работы с трубопроводами.
Продаются «Монолит РЦ» в упаковках по 1 кг, а средняя цена равна 340 руб.
Достоинства
У «Монолита» есть ряд преимуществ перед электродами других марок, часто использующихся во время сварочного процесса в домашних условиях. Изделия по достоинству оценили и профессиональные сварщики, и любители.
Речь идет вот о чем:
-
 Стержни поджигаются легко даже при повторной сварке.
Стержни поджигаются легко даже при повторной сварке. - Стабильная дуга без провалов и скачков.
- В процессе сварки нет брызг металла.
- Обеспечивается получение ровного шва, скругленного и равномерно заполненного.
- Шлак, выделяющийся от обмазки стержня, легко отделим от зоны сварочной ванны.
- Возможность использования расходников и с профессиональными сварочными аппаратами, и бытовыми маломощными инверторами.
- Если при сварке попался участок с плохо доступной сварочной линией, стержень может быть без труда согнут, но и таким он отлично варит без изъянов.
- Для конструкций неответственных стержень можно использовать без предварительной очистки свариваемых деталей. Сварные кромки не нужно зачищать от жира, масла, загрязнений и ржавчины.
Благодаря своим характеристикам, «Монолит» позволяют даже новичку в сварочном деле легко выполнить сварку. Стержень не залипает, легко варит, и при этом практически отсутствуют брызги металла, а шов получается качественным. Электроды «Монолит РЦ» являются универсальными. Могут использоваться в быту или в промышленном производстве, и подходят любому типу сварки.
Электроды «Монолит» — технические характеристики, отзывы
Время чтения: 4 минуты
Электроды Монолит РЦ (они же Monolith Life) нечасто становятся темой для обсуждения. И зря. Ведь они получают в основном положительные отзывы, продаются во многих магазинах и обладают интересными техническими характеристиками.
Назначение и область применения
Электроды Монолит РЦ применяются для ручной дуговой сварки в промышленности и быту. Стержень работает на переменном и постоянном токе, соединяет ответственные конструкции низкоуглеродистых сталей.
Положение швов при сварке (рисунок ниже), все кроме вертикального сверху-вниз для 5.0 мм изделий.

При монтажных работах, варят во всех пространственных положениях не меняя настройку сварочного тока.
Соединение сверху-вниз выполняется опиранием или короткой дугой. Избегая затекания шлака впереди дуги. Сварщики рекомендуют, держать электрод под углом 40-70° к вертикали. В нижних положениях, стержень наклонять на 20-40 градусов в направлении сварки.
Характеристики химического состава наплавленного металла в %, таблица:

Таблица механических свойств:

- покрытие — рутил-целлюлозное;
- коэффициент наплавки — 8,5-9,5 г/А.ч;
- расход стержней на 1 кг наплавленного металла — 1,75 кг.
Сварочные электроды Монолит можно применять без разделки кромок, по ржавчине и другим загрязнениям. Для нахлесточных, угловых и стыковых соединений.
Чем заменить, аналоги:
- ОК 46.00;
- AV-31 (Anyksciu Varis);
- Overcord, Overcord Z (Oerlikon).
Общая информация
Monolith электроды предназначены для РДС сварки, как домашней, так и промышленной. Можно варить на любом токе, как постоянном, так и переменном. Основная сфера применения — сварка низкоуглеродистой стали. Можно варить ответственные металлоконструкции.
Основная характеристика этих электродов — это их покрытие. Оно рутилово-целлюлозное, поэтому отмечается крайне стабильное горение дуги и отличное качество готовых сварных швов.

Сварочные электроды Монолит можно использовать даже на неочищенной поверхности. Они устойчивы к коррозии, следам краски и масла. Но для лучшего качества рекомендуется все же обезжирить детали и отшлифовать. Электроды подходят для сварки стыковых, нахлесточных и угловых швов.
Монолит Professional
Электроды Монолит Professional Э50 используются для ручной дуговой сварки изделий из стали обыкновенного качества и низколегированной. Позволяют работать при неблагоприятных условиях за счет образования газового пузыря, который нейтрализует влагу и создает необходимую для сваривания среду.

Рисунок 2 — Электроды Монолит Professional
Поэтому они успешно применяются для восстановления водопроводных магистралей под давлением до 1 атм и сваривания резервуаров, в кораблестроении, для деталей общемашиностроительного назначения. Шов обеспечивает высокие механические характеристики.
Выпускаются диаметром 2,5, 3, 4 и 5 мм. По длине два типоразмера: 350 и 450 мм. Ими можно выполнять угловые и стыковые швы, соединения с напуском. Ограничение по толщине соединяемого металла – 1–20 мм.
Аналогами являются ESAB OK 43.32, Overcord S, Fincord, Lincoin Electric MGM-50K.
Технические характеристики
Величина коэффициента наплавки – 8–9 г/Ач. Для наплавки 1 кг металла потребуется 1,7 кг расходных материалов. Стержни сечением 2–4 мм позволяют работать во всех положениях, кроме вертикального в направлении сверху вниз. Для этого следует брать стержни диаметром 5 мм.
Для сварочных работ нужен постоянный ток прямой и обратной полярности. Можно использовать и переменный ток при напряжении холостого хода от 50 В. При соблюдении режимов хранения не требуют прокалки. Отсыревшим электродам нужна сушка при 110 °C в течение часа.
Режимы сварки и преимущества расходников
Соединение выполняется переменным током с напряжением холостого хода 50 В и постоянным любой полярности (предпочтительнее обратная).
Настройка по силе тока для разных диаметров стержней представлена в таблице:

В случае увлажнения расходников, требуется 30-ти минутная прокалка, при 120°С.
Плюсы изделий Монолит:
- легкий начальный и повторный поджиг;
- стабильная дуга;
- малое разбрызгивание металла;
- красивый шов;
- самоотделяемость шлака;
- сварка на низких токах от бытовых источников питания;
- возможность согнуть электрод для труднодоступных мест;
- работа по окрашенным, окисленным, масляным поверхностям.
Перечисленные преимущества расходников, позволяют зеленым новичкам, познать азы сварного дела за короткие сроки.
Достоинства и недостатки
Производитель может сколько угодно рассказывать о характеристиках и уверять, что у электродов есть масса достоинств. Но так ли это на самом деле? Что говорят опытные сварщики?
На самом деле, у электродов Монолит действительно очень хорошая репутация. В своих отзывах сварщики подтверждают, что при работе с Монолит РЦ дуга легко поджигается, а том числе повторно, и стабильно горит при сварке в любом пространственном положении. Мастера также отмечают, что металл практически не разбрызгивается, швы получаются очень эстетичными и аккуратными.

Среди дополнительных достоинств нужно упомянуть, что данные электроды отлично работают даже при сварке от бытовой розетки или при слабом источнике тока. Монолит РЦ нечувствительны к неочищенным поверхностям, что крайне удобно при сварке в труднодоступных местах.
Возможно, профессионалов и не удивят эти достоинства, но для новичков они могут стать решающими при выборе электродов.
Но что насчет недостатков? Есть ли они у Монолит РЦ? Конечно, да. Но минус всего один. При сварке с большим значением сварочного тока электроды могут прерывать горение дуги и после этого плохо зажигаться. Но эта ситуация происходит крайне редко и только у совсем начинающих сварщиков.
Сварочные электроды Монолит Basic (Уони-13/55)
Электроды Монолит BASIC (УОНИ-13/55) нужны для соединения ответственных конструкций и труб в местах, где нужна повышенная стойкость к образованию горячих трещин в соединениях, а швы должны отвечать высоким параметрам пластичности и ударной вязкости. Они получили применение в судостроительном производстве, мостостроении и при изготовлении сосудов высокого давления.
Рисунок 3 — Сварочные электроды Монолит Basic (Уони-13/55)
Имеют основную обмазку с добавлением железного порошка, что увеличивает эффективность использования на 20 %. В применении характеризуются более высоким коэффициентом наплавки – 10,5–11,5 г/Ач и сниженным расходом – 1,58 кг. Готовый шов обладает высокой прочностью и металлургической чистотой, где примесь водорода минимальная. Перенос металла происходит мелкокапельным способом, что позволяет положить ровный шов, при этом шлак не попадает в сварочную ванну.

Рисунок 4 — Электроды Монолит Special
Стоит ли покупать?
Теперь, когда вы знаете все технические характеристики, а также достоинства и недостатки, вам будет проще ответить на этот вопрос. А на него должны отвечать именно вы, а не эксперты из интернета. Ведь при выборе электродов важно все: начиная от типа сварочных работ, заканчивая вашими навыками. Мы не можем предугадать, к какой категории сварщиков вы относитесь, и какие работы планируете выполнять. Поэтому не можем дать на 100% верный и работающий совет касаемо покупки электродов Монолит.
Но мы можем дать несколько рекомендаций касаемо покупки электродов, если вы не профессионал и делаете это впервые. Прежде всего, попросите у продавца сертификат качества. Он должен быть подлинным и в нем должно быть указано, что электроды соблюдают стандарт УкрСЕПРО, СтБ, ГОСТ Р, СЕ, или НАКС (в зависимости от страны, в которой вы совершаете покупку). Также оригинальные электроды Монолит снабжены отметкой «Life». Она означает, что электроды менее токсичны, чем продукция от других производителей.
Также рекомендуем покупать электроды у официальных представителей. Да, у них цена может быть выше, чем у маленького магазина в полуподвальном помещении, но зато вы с большей долей вероятности получите оригинальную продукцию, которая правильно хранилась.
Чтобы ознакомиться с полным перечнем продукции можно зайти на сайт «Монолит Центр», там есть весь ассортимент, а также указаны дополнительные сведения. Например, рекомендуемые режимы сварки, размеры и вес электродов.
Если по каким-то причинам вы не сможете найти эти электроды для сварки в продаже, то можете обратить свое внимание на аналоги. На замену отлично подходят ESAB OK 46.00, Anyksciu Varis AV-31 и Overcord Z. Но стоят аналоги дороже, чем Монолит РЦ.
Monolith ОЗЛ-6
Электроды Монолит ОЗЛ-6 предназначены для сварки аустенитных нержавеющих сталей (08Х18Н10, 03Х18Н11), жаростойкой нержавейки (AISI 309, AISI 309S и 20X23H13, 08X23H13).
Область применения: резервуары и контейнеры для жидких и сыпучих веществ, оборудование пищевой и фармацевтической отрасли, в химической или горной промышленности.
Марка ОЗЛ-6 характеризуется хорошим качеством шва, стойкостью к трещинообразованию и межкристаллической коррозии. Металл при сварке почти не разбрызгивается, а шлаковый слой быстро отделяется.
Вместо заключения
Вот и все, что мы хотели рассказать вам про электроды Монолит. Покупать или нет — решать вам. Новички наверняка оценят невысокую цену и простой поджиг дуги, а профессионалам понравятся технические характеристики и качество сварных швов. А вы когда-нибудь использовали электроды Монолит в своей работе? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Monolith Special ЦЛ-11
Электроды Special ЦЛ-11 обеспечивают сварку эксплуатируемых в агрессивных условиях ответственных изделий из хромоникелевых и коррозионно-стойких сталей (12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т). Условия сваривания отличаются стабильностью и высоким качеством шва. Допускается последующая механическая обработка сварных деталей.
Применяются при производстве оборудования для агрессивных сред и высоких температур в пищевой и химической промышленности.
Сварной шов характеризуется стойкостью к коррозии и межкристаллическим трещинам. В качестве основы используются проволока Sandvik и обмазка с низким содержанием газов и вредных примесей.
Технические условия
Коэффициент наплавки у этой марки – 11 г/Ач. Потребуется 1,7 кг стержней, чтобы наплавить 1 кг металла. Параметр производительности – 1,5 кг/час. Для прокалки в течение часа после увлажнения нужна температура 200 °C. Для электродов Ø3 мм устанавливают ток 50–90 А, для Ø4 мм – 110–150 А.
Подготовка кромок перед сваркой предполагает тщательную очистку от всех видов загрязнений. Варить рекомендуется короткой дугой и узкими валиками, исключая поперечные колебания. Электроды ЦЛ-11 сечением до 4 мм работают с постоянным током обратной полярности. Сварные работы выполняются во всех положениях электрода, кроме вертикального.
Монолит Special ЦЧ-4
Электроды ЦЧ-4 применяются для наплавки чугуна с помощью ручной дуговой сварки. Подходят для соединения между собой элементов из серого и высокопрочного чугуна, а также со сталью. Стержни помогают при восстановлении повреждений и дефектов литья. Наплавка на поврежденную поверхность производится в несколько слоев.
По отзывам сварщиков, электроды Монолит – лучший выбор для тех, кто только пробует варить. Они стабильно ловят дугу и дают отличный шов.Отмечено, что они поглощают меньше влаги, чем продукция других производителей.Снижение токсичности – важный фактор при работе в закрытом помещении. Не придется дышать вредными газами.
Электроды Монолит податливы в руке сварщика. Сразу загораются: достаточно провести по металлу и получить искру. При целом покрытии и нужных режимах нет прилипания. При сильном нажиме происходит сплавление материалов двух деталей, что делает шов прочным.
Начинающие сварщики жалуются на прерывание дуги, после чего ее трудно восстановить. Но здесь виноваты не электроды, а отсутствие опыта и слишком высокий ток.Профессионалы сварочного дела и самоучки отмечают, что продукция Монолит – это разумное соотношение цены и качества. Мы будем рады услышать мнение наших читателей, а также обсудить его в комментариях к данной статье.
Отзывы и характеристики на сварочные электроды Monolith
Оригинальные электроды Монолит — отзывы сварщиков получают хорошие. Рассмотрим технические характеристики, стоимость и впечатления домашних мастеров об этих изделиях.
Назначение и область применения
Электроды Монолит РЦ применяются для ручной дуговой сварки в промышленности и быту. Стержень работает на переменном и постоянном токе, соединяет ответственные конструкции низкоуглеродистых сталей.
Положение швов при сварке (рисунок ниже), все кроме вертикального сверху-вниз для 5.0 мм изделий.

При монтажных работах, варят во всех пространственных положениях не меняя настройку сварочного тока.
Соединение сверху-вниз выполняется опиранием или короткой дугой. Избегая затекания шлака впереди дуги. Сварщики рекомендуют, держать электрод под углом 40-70° к вертикали. В нижних положениях, стержень наклонять на 20-40 градусов в направлении сварки.
Характеристики химического состава наплавленного металла в %, таблица:

Таблица механических свойств:

- покрытие — рутил-целлюлозное;
- коэффициент наплавки — 8,5-9,5 г/А.ч;
- расход стержней на 1 кг наплавленного металла — 1,75 кг.
Сварочные электроды Монолит можно применять без разделки кромок, по ржавчине и другим загрязнениям. Для нахлесточных, угловых и стыковых соединений.
Чем заменить, аналоги:
Режимы сварки и преимущества расходников
Соединение выполняется переменным током с напряжением холостого хода 50 В и постоянным любой полярности (предпочтительнее обратная).
Настройка по силе тока для разных диаметров стержней представлена в таблице:

В случае увлажнения расходников, требуется 30-ти минутная прокалка, при 120°С.
Плюсы изделий Монолит:
- легкий начальный и повторный поджиг;
- стабильная дуга;
- малое разбрызгивание металла;
- красивый шов;
- самоотделяемость шлака;
- сварка на низких токах от бытовых источников питания;
- возможность согнуть электрод для труднодоступных мест;
- работа по окрашенным, окисленным, масляным поверхностям.
Перечисленные преимущества расходников, позволяют зеленым новичкам, познать азы сварного дела за короткие сроки.
Упаковка и стоимость
Упаковочные данные представлены в таблице:
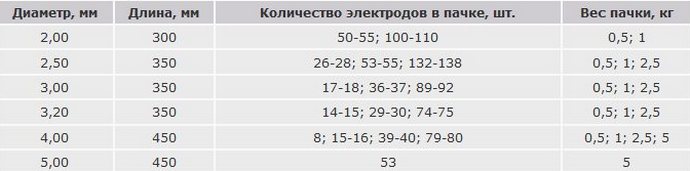
Сколько стоят сварочные электроды Монолит ? Цена на расходники вполне приемлемая. Например, 3 мм изделия приобретают за 100-140 рублей за кг.
Отзывы людей
Отзыв профессионала, стаж 12 лет :
Хоть производитель и заверяет, что электроды малочувствительны к загрязнениям металла. Но, это не так! Для качественного соединения, свариваемые поверхности следует подготовить.
Плюс Monolith Life («Монолит» РЦ) в пониженной токсичности, выделяемый дым не такой вонючий по сравнению с другими расходниками. Заявленная производителем рабочая толщина металла 3 — 20 мм, немного скромная. Я варил монолитом листы 1,7 мм.
Обмазка тоже на высоте. Можно электроды гнуть в любую сторону, а покрытие не осыпается. Но знайте меру: сгибайте постепенно, аккуратно. Встречаются и негативные отзывы, на рынке присутствуют поддельные изделия, на которые и отзываются недовольные сварщики.
Леонид, квалификации нет :
Видео:
P.S. Кто сталкивался с электродами Монолит, просьба, поделится в комментариях своими впечатлениями.





Купил Монолит РЦ 2,0 и 3,0мм. Двойка полный отстой, грязи не меньше чем у МР-3,сильно искрят. Тройка много лучше, но как всегда реклама врет. Что положительного в них- цена. Покупал за 120р за килограмм. Итог- если финансы позволяют, то ОК-46 от Есаб или Пензаэлектрод. Остальное от лукавого.
Классные электроды,как по маслу водишь электродом
Мне попались 2мм электроды Monolith E 42 0 RC (серая обмазка), варил перем. током на 100А раму велосипеда в гараже, доволен как слон — не прокаливал, поджигаются легко, дугу держат отлично, шов не трескается. Пробовал другими МР-3С — не поджигаются, прилипают, обмазка отлетает (потом узнал, что их обязательно прокаливать). Св. аппарат перем. тока Defort DWM-181 за 2340 руб. (в 2012г.), подключ. на 220 вольт. Варю всего второй раз, короче, я свои электроды нашел!
Собирался варить мангал, металл 2.5-3мм, батя купил пачку Монолит 2мм (Э46, аналог АНО 21). Варил током 70А, сплошной шов, опыта в сварке минимум (несколько конструкций), только купил новый сварочник Elitech prof. Что могу сказать. Электроды огонь. Легко сбив шлак я увидел идеальный шов. Батя, сварщик кузовов авто в прошлом оценил, сказал что я отлмчно сварил. Сам удивился как вышло! После варил этими электродами проф трубы 1.5мм, шов так же отличный, варит легко и непринуждённо, но ток нужен 50-55А (они легко при таких токах варят) и варить аккуратно, иначе прожигают (высокая t горения видимо). Дугу держат великолепно, загораются легко. Полярность обратная. Не липнут.
Из минусов. Некоторые электроды из пачки брызгаются! Просто металл летит по сторонам. Но таких электродов мало и это хорошо.
Мои электроды были пр-во Белорусь, коричневая обмазка с маркировкой каждого электрода.
Я когда в первый раз в жизни вообще стал что то варить и купил вот эти Монолит, то прожег всё нафик на сквозь. Но потом вроде через час как то стало что то получаться. Да совсем мало шлаку получается даже у меня разявы, и это плюс данной марки электродов.
Полностью согласен с Юрием, варил 4мм электродом, не видно сварочной ванны, шлак и металл одной массой, но на потолочном шве (угловом) вроде норм.
Недоволен плазматэком в целом. Слишком много шлака затрудняет сварку в трудно доступных местах. Новые партии «монолит „ стандарт“» вообще дрянь. Искор слишком много. И создают впечатление что свариваешь гнилой метал, то ванну не определить. А если навалить току то вроде и ванну видно, но 120А на тройку многовато. И главный недостаток — не соответствие механических характеристик шва и примерно, до тех минимальных заявленных. Вывод с этого — применять для чистялок ног, и прочей не ответственной конструкции. Слишком большая цена. Сам предпочитаю основное покрытие — ок48.00, уонии 13/55р, уони 13/55 и тд. Но для начинающих советую обратить внимание на Вистэк АНО-21 (Артёмовск), сам с таких начинал. Хорошие. И это будет реальным аналогом дорогостоящего esab ok46.00-46.16
Электроды «ПЛАЗМАТЕК»
В августе 2014 года Торговый Дом «ДОКА» заключил дилерский договор с крупным производителем сварочных электродов — группой компаний «ПЛАЗМАТЕК». Данные электроды все еще недостаточно известны у нас в стране, несмотря на их несомненно высокое качество. В этой статье мы подробно рассмотрим ассортимент предлагаемой продукции, а также попытаемся выяснить — действительно ли электроды «ПЛАЗМАТЕК» соответствует заявленным характеристикам?
МОНОЛИТ РЦ
Аналог ESAB OK 46.00.
Наиболее универсальный электрод для широкого применения в промышленности и быту. Предназначены для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).
Электроды МОНОЛИТ РЦ отличаются от аналогичных товаров других производителей уменьшенной величиной выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла. Это было достигнуто путём подбора высококачественного сырья и высоким уровнем контроля технологических процессов при производстве электродов. Институтом электросварки им. Е.О. Патона НАН Украины и Институтом медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Электроды МОНОЛИТ РЦ отличаются легким начальным и повторным зажиганием, мягким и стабильным горением дуги, обеспечивают малые потери металла от разбрызгивания, равномерное плавление покрытия, отличное формирование металла шва, легкую отделимость шлаковой корки.
Позволяют выполнять сварку на предельно низких токах. Для электродов малого диаметра сварка может производиться от источников питания, включаемых в бытовую сеть.
Легкое обращение с электродами дает возможность выполнять сварку начинающим сварщикам.
Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки, благодаря рутил-целлюлозному покрытию.
Возможно сваривание по окисленным, масляным и окрашенным поверхностям.
Сварку проводить постоянным током любой полярности (рекомендуется обратной «+» на электроде или переменным током от трансформатора с напряжением холостого хода не менее 50 В.)
МР-3 АРС
Аналог ЛЭЗ МР-3С.
Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей. Применяются для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм. Электроды диаметром от 2,5 до 4 мм пригодны для сварки во всех пространственных положениях; диаметром 5 мм — для сварки в нижнем, горизонтальном на вертикальной плоскости и вертикальном «снизу-вверх» положениях.
Сварку электродами МР-3 АРС необходимо выполнять постоянным током любой полярности или переменным током от трансформатора с напряжением холостого хода не менее 50 В.
Обеспечивают легкое перекрытие зазоров, высокий уровень сварочно-технологических свойств, легкость ведения процесса сварки, повторного зажигания дуги при постанове прихваток. Стоить также отметить высокий товарный вид швов, хорошую отделимость шлаковой корки. Допускается сварка удлиненной дугой по окисленной поверхности.
МОНОЛИТ PROFESSIONAL

Электроды МОНОЛИТ предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей. Применяются для сварки угловых, стыковых и в напуск соединений металла толщиной от 1,0 до 20,0 мм. Покрытие – рутиловое толстое.
Электроды диаметром от 2,0 мм до 4,0 мм предназначены для сварки во всех пространственных положениях кроме вертикального «сверху-вниз», а диаметром 5,0 мм – для нижнего, горизонтального на вертикальной плоскости и вертикальным способом «снизу-вверх».
Электроды обладают способностью производить сварку в неблагоприятных для других марок электродов условиях. Вокруг дуги возникает газовый пузырь, который оттесняет воду и обеспечивает приемлемые условия для процесса сварки, что дает возможность варить поврежденные водопроводы, находящиеся под давлением до 1 атм.
Электроды МОНОЛИТ PROFESSIONAL обеспечивают легкое начальное и повторное зажигание. Характеризуются спокойной и стабильной дугой, малым разбрызгиванием, хорошей отделяемостью шлака, прекрасным формированием шва, особенно для сварки листовых сталей и стальных конструкций, подверженных статическим и динамическим нагрузкам, сварки резервуаров и трубопроводов, где требуется обеспечение высоких механических свойств швов. Сварку проводить постоянным током любой полярности (рекомендуется обратной «+» на электроде или переменным током от трансформатора с напряжением холостого хода не менее 50 В.)
МОНОЛИТ УОНИ 13/55 ПЛАЗМА

Аналог ESAB OK 48.00.
Электроды УОНИ-13/55 ПЛАЗМА предназначены для сварки во всех пространственных положениях ответственных конструкций и трубопроводов из углеродистых и низколегированных сталей с пределом прочности от 500 МПа до 640 МПа, особенно если необходимо обеспечить высокую стойкость сварных соединений против горячих трещин. Имеют широкое применение в мостостроении, судостроении, судоремонте и производстве сосудов работающих под давлением.
Электроды УОНИ-13/55 ПЛАЗМА отличаются от других электродов данного типа наличием железного порошка в обмазке и ионизирующим покрытием на конце электрода для лучшего поджига.
Одним из наиболее эффективных методов повышения производительности ручной сварки электродами является введение значительного количества железного порошка в покрытии при одновременном увеличении его толщины. Это улучшает также сварочно-технологические свойства электродов, оказывает положительное влияние на металлургические процессы, происходящие при сварке, на характер проплавления свариваемого металла и т.д.
Электроды диаметром от 2,0 мм до 4,0 мм предназначены для сваривания во всех пространственных положениях кроме вертикального «сверху-вниз», а диаметром 5,0 мм – для нижнего, горизонтального на вертикальной площади и вертикального способа «снизу-вверх».
Электроды УОНИ-13/55 ПЛАЗМА отличаются высокой прочностью метала шва, а также обеспечивают получение металла шва с особой металлургической чистотой и низким содержанием водорода. Возможность сваривания на переменном токе исключает действие магнитного дутья. Мелкокапельный перенос металла при сварке УОНИ-13/55 Плазма обеспечивает лучшую стабильность горения дуги и формирование металла шва. Благодаря добавлению железного порошка в обмазку электрода на 20 % возросла эффективность использования УОНИ 13/55 ПЛАЗМА при этом:
- Компенсированы потери металла на выгорание и разбрызгивание;
- Снижен расход электродов 10-15%;
- Увеличена производительность наплавки на 8–10 %;
- Шлак не затекает в сварочную ванну, формируется ровный мелкочешуйчатый шов, а образующаяся шлаковая корка очень легко удаляется.
MР-3 ПЛАЗМА

Электроды МР-3 ПЛАЗМА предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых марок сталей во всех пространственных положениях, кроме вертикального способом сверху-вниз.
Предназначены для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм.
Сварку электродами MР-3 ПЛАЗМА необходимо выполнять постоянным током любой полярности или переменным током от трансформатора с напряжением холостого хода не менее 50 В.
- Электроды МР-3 ПЛАЗМА обеспечивает легкое перекрытие зазоров;
- Высокий уровень сварочно-технологических свойств, легкость ведения процесса сварки, повторного зажигания дуги при постанове прихваток;
- Высокий товарный вид швов;
- Хорошая отделимость шлаковой корки;
- Допускается сварка удлиненной дугой по окисленной поверхности;
- Хорошие санитарно-гигиенические показатели
СТАНДАРТ РЦ (АНО-21)

Вид покрытия – рутил-целлюлозное.
Электроды Стандарт РЦ предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых марок сталей.
Предназначены для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм. Электроды диаметром от 2,0 до 4 мм пригодны для сварки во всех пространственных положениях; диаметром 5 мм — для сварки в нижнем, горизонтальном на вертикальной плоскости и вертикальном «снизу-вверх» положениях.
Сварка способом «сверху-вниз» производится короткой дугой или опиранием, при этом электрод должен находится в биссекторной плоскости под углом 40-70° к направлению сварки.
Электроды Стандарт РЦ сделаны по улучшенной рецептуре, которая позволяет обеспечивать хорошие сварочно-технологические свойства при сварке от малогабаритных (бытовых) сварочных аппаратов: легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделимость шлаковой корки. Возможно использование для прихваток, коротких и корневых швов при низком напряжении в сети.
Ц Л-11

ЦЛ-11 (Е19 9NbB20) — для сварки нержавеющих сталей
Аналог ESAB OK 61.85.
Электроды ЦЛ-11 предназначены для сварки ответственных изделий из коррозионно-стойких хромоникелевых сталей марок 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, работающих в агрессивных средах, когда к металлу шва предъявляют требования стойкости к межкристаллитной коррозии.
Перед сваркой электродами ЦЛ-11 поверхность свариваемого металла необходимо очистить от всех загрязнений. При сваривании поддерживать короткую дугу и осуществлять сварку по возможности узкими валиками (без поперечных колебаний).
Электроды ЦЛ-11 диаметром до 4,0 мм включительно используются для сварки постоянным током обратной полярности во всех пространственных положениях, за исключением вертикального «сверху-вниз». Электроды диаметром свыше 4,0 мм применяются для сварки во всех положениях, кроме потолочного и вертикального.
Получаемый в процессе сварки электродами ЦЛ-11 шов обладает повышенной коррозийной устойчивостью, прочен и имеет привлекательный товарный вид. Это обеспечивается благодаря низкому содержанию газов и различных вредных примесей. Одной из отличительных особенностей марки ЦЛ-11 является то, что они рекомендованы при работе с конструкциями, имеющими повышенными требованиями касательно устойчивости к образованию межкристаллитной коррозии.
ЦЧ-4
ЦЧ-4 — для сварки и наплавки чугуна
Аналог ESAB OK 91.00.
Электроды покрытые металлические марки ЦЧ-4 для ручной дуговой сварки и наплавки чугуна с основным покрытием, что предназначены для холодной сварки конструкций с высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их соединение со сталью. Электроды ЦЧ-4 могут использоваться для сварки поврежденных деталей и сварки дефектов в отливках с высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоев на изношенных чугунных деталях под последующую наплавку специальными электродами.
Сварку электродами ЦЧ-4 проводят постоянным током обратной полярности в нижнем положении. При высоком напряжении (более 60 В) холостого хода трансформатора и короткой длине сварочных кабелей возможно сварка переменным током. Варить только на чистых, обезжиренных и не ржавых поверхностях (перед сваркой шлифовать место соединения).Сварку проводят короткими валиками длиной (25-30) мм с охлаждением каждого валика на воздухе до 60°С и проковкой каждого участка шва легкими ударами молотка. При сваривании ковкого и высокопрочного чугуна длина валика может быть увеличена до (80-100) мм.
Электроды ЦЧ-4 обладают хорошими сварочно-технологическими свойствами: легким зажиганием дуги и стабильным горением, легкой отделимостью шлаковой корки, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке в нижнем положении. В металл шва сваренный электродами ЦЧ-4 вводится сильный карбидообразователь — ванадий. Образующиеся карбиды данного элемента, не растворяются в железе и имеют форму мелкодисперсных нетвердых включений. Металлическая основа при этом оказывается обезуглероженной и достаточно пластичной. После сварки возможна обработка режущим инструментом.
Т-590
Т-590 — для наплавки
Аналог ESAB OK 84.78.
Электроды Т-590 предназначены для наплавки деталей, работающих в условиях преимущественно абразивного изнашивания с умеренными ударными нагрузками. Используются для наплавки зубьев ковшей экскаваторов работающих при абразивном износе в песчаном грунте, ножей дорожных машин, лемехов плугов, дисков и лап культиваторов сельхозмашин, лезвия шнеков смесительных машин, лопатки дымососов, щеки дробилок и др.
Наплавку проводить в нижнем и наклонном положениях постоянным током прямой полярности узкими валиками или с небольшими колебаниями электрода.
Также наплавку можно проводить переменным током на холостом ходу (более 60 В). Не рекомендуется – во избежание выкрашивания — производить наплавку стальных деталей более чем в два слоя, чугунных в один слой. При большом износе детали нижние слои следует наплавлять другими электродами, выбор которых зависит от состава основного металла. Наличие поперечных микротрещин является не дефектом, а показателем высокой твёрдости наплавки.
Т-590 лучше применять для наплавки быстроизнашивающихся поверхностей, работающих в абразивной среде, а также там, где требуется повышенная твердость. Без термической обработки они позволяют получать менее пластичный метал шва, но с твердостью HRC 58-64. Высокая твердость металла, наплавленного этими электродами, получается в результате введения в состав покрытия особых легирующих элементов.
Испытания электродов Плазматек
Испытаниям подверглись наиболее распространенные электроды «Плазматек»:
Арсенал МР-3, Монолит РЦ, Стандарт РЦ, УОНИ-13/55 Плазма
Контролируемые параметры сварочных материалов при испытаниях
Виды и характеристики электродов Монолит
Сварочные электроды Монолит являются универсальными и находят широкое применение в быту и на производстве. Они позволяют соединять все виды низкоуглеродистых сталей в различных положениях. Нетребовательны к режимам и условиям сварки при высоком качестве шва без раковин, пропусков и непроваров. Характеризуются низким шлакообразованием и легким поджигом. Гарантируют отличный результат даже при ошибках в работе.
Электроды Монолит РЦ
Марка электродов Монолит РЦ Э46 предназначена для ручной сварки в бытовых и промышленных условиях. Используется для ответственных конструкций из низкоуглеродистых сталей с применением переменного и постоянного тока. Электродами можно проводить монтажную сварку. Работа ведется из всех пространственных положений.

Электроды Монолит с маркировкой РЦ имеют рутил-целлюлозное покрытие. У марки РЦ коэффициент наплавления составляет 9,5 г/Ач, а параметр расхода – 1,75 кг. Можно варить стенки толщиной 3–20 мм при стыковом, угловом соединении и внахлест. Расходные материалы этого типа могут использоваться с бытовыми инверторами и профессиональным оборудованием.
Мастера советуют при сварке в нижнем положении держать стержень под наклоном 20–40°. Вертикальные швы варить короткой дугой с наклоном электрода относительно вертикали 40–70°, так шлак не будет затекать перед дугой.
Отличительные характеристики
В электродах Монолит РЦ удалось снизить объем вредных выбросов на 28 %. Ими можно работать на самых низких токах от бытовой сети. Они простые и удобные в ведении сварочных работ, поэтому рекомендуются сварщикам-новичкам.
- всегда стабильная и ровная дуга;
- шов получается красивым, с однородным заполнением;
- легкий поджиг в начале и в процессе работы;
- низкий показатель разбрызгивания металла;
- образовавшийся шлак отделяется без особых усилий;
- при сварке в труднодоступных местах есть возможность сгибать стержень без ущерба для качества шва;
- соединение неответственных деталей не требует тщательной подготовки;
- на кромках допускаются следы жира, масла, окислов, ржавчины и других загрязнений.
В условиях повышенной влажности перед сваркой стержни подсушивают полчаса при t=110 °C.
Аналогами являются ESAB OK 46.00, Overcord, AV-31.
Монолит Professional
Электроды Монолит Professional Э50 используются для ручной дуговой сварки изделий из стали обыкновенного качества и низколегированной. Позволяют работать при неблагоприятных условиях за счет образования газового пузыря, который нейтрализует влагу и создает необходимую для сваривания среду.

Поэтому они успешно применяются для восстановления водопроводных магистралей под давлением до 1 атм и сваривания резервуаров, в кораблестроении, для деталей общемашиностроительного назначения. Шов обеспечивает высокие механические характеристики.
Выпускаются диаметром 2,5, 3, 4 и 5 мм. По длине два типоразмера: 350 и 450 мм. Ими можно выполнять угловые и стыковые швы, соединения с напуском. Ограничение по толщине соединяемого металла – 1–20 мм.
Аналогами являются ESAB OK 43.32, Overcord S, Fincord, Lincoin Electric MGM-50K.
Технические характеристики
Величина коэффициента наплавки – 8–9 г/Ач. Для наплавки 1 кг металла потребуется 1,7 кг расходных материалов. Стержни сечением 2–4 мм позволяют работать во всех положениях, кроме вертикального в направлении сверху вниз. Для этого следует брать стержни диаметром 5 мм.
Для сварочных работ нужен постоянный ток прямой и обратной полярности. Можно использовать и переменный ток при напряжении холостого хода от 50 В. При соблюдении режимов хранения не требуют прокалки. Отсыревшим электродам нужна сушка при 110 °C в течение часа.
Сварочные электроды Монолит Basic (Уони-13/55)
Электроды Монолит BASIC (УОНИ-13/55) нужны для соединения ответственных конструкций и труб в местах, где нужна повышенная стойкость к образованию горячих трещин в соединениях, а швы должны отвечать высоким параметрам пластичности и ударной вязкости. Они получили применение в судостроительном производстве, мостостроении и при изготовлении сосудов высокого давления.

Имеют основную обмазку с добавлением железного порошка, что увеличивает эффективность использования на 20 %. В применении характеризуются более высоким коэффициентом наплавки – 10,5–11,5 г/Ач и сниженным расходом – 1,58 кг. Готовый шов обладает высокой прочностью и металлургической чистотой, где примесь водорода минимальная. Перенос металла происходит мелкокапельным способом, что позволяет положить ровный шов, при этом шлак не попадает в сварочную ванну.
Monolith ОЗЛ-6
Электроды Монолит ОЗЛ-6 предназначены для сварки аустенитных нержавеющих сталей (08Х18Н10, 03Х18Н11), жаростойкой нержавейки (AISI 309, AISI 309S и 20X23H13, 08X23H13).
Область применения: резервуары и контейнеры для жидких и сыпучих веществ, оборудование пищевой и фармацевтической отрасли, в химической или горной промышленности.
Марка ОЗЛ-6 характеризуется хорошим качеством шва, стойкостью к трещинообразованию и межкристаллической коррозии. Металл при сварке почти не разбрызгивается, а шлаковый слой быстро отделяется.
Monolith Special ЦЛ-11
Электроды Special ЦЛ-11 обеспечивают сварку эксплуатируемых в агрессивных условиях ответственных изделий из хромоникелевых и коррозионно-стойких сталей (12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т). Условия сваривания отличаются стабильностью и высоким качеством шва. Допускается последующая механическая обработка сварных деталей.
Применяются при производстве оборудования для агрессивных сред и высоких температур в пищевой и химической промышленности.
Сварной шов характеризуется стойкостью к коррозии и межкристаллическим трещинам. В качестве основы используются проволока Sandvik и обмазка с низким содержанием газов и вредных примесей.
Технические условия
Коэффициент наплавки у этой марки – 11 г/Ач. Потребуется 1,7 кг стержней, чтобы наплавить 1 кг металла. Параметр производительности – 1,5 кг/час. Для прокалки в течение часа после увлажнения нужна температура 200 °C. Для электродов Ø3 мм устанавливают ток 50–90 А, для Ø4 мм – 110–150 А.
Подготовка кромок перед сваркой предполагает тщательную очистку от всех видов загрязнений. Варить рекомендуется короткой дугой и узкими валиками, исключая поперечные колебания. Электроды ЦЛ-11 сечением до 4 мм работают с постоянным током обратной полярности. Сварные работы выполняются во всех положениях электрода, кроме вертикального.
Монолит Special ЦЧ-4
Электроды ЦЧ-4 применяются для наплавки чугуна с помощью ручной дуговой сварки. Подходят для соединения между собой элементов из серого и высокопрочного чугуна, а также со сталью. Стержни помогают при восстановлении повреждений и дефектов литья. Наплавка на поврежденную поверхность производится в несколько слоев.
Отзывы сварщиков
По отзывам сварщиков, электроды Монолит – лучший выбор для тех, кто только пробует варить. Они стабильно ловят дугу и дают отличный шов.Отмечено, что они поглощают меньше влаги, чем продукция других производителей.Снижение токсичности – важный фактор при работе в закрытом помещении. Не придется дышать вредными газами.
Электроды Монолит податливы в руке сварщика. Сразу загораются: достаточно провести по металлу и получить искру. При целом покрытии и нужных режимах нет прилипания. При сильном нажиме происходит сплавление материалов двух деталей, что делает шов прочным.
Начинающие сварщики жалуются на прерывание дуги, после чего ее трудно восстановить. Но здесь виноваты не электроды, а отсутствие опыта и слишком высокий ток.Профессионалы сварочного дела и самоучки отмечают, что продукция Монолит – это разумное соотношение цены и качества. Мы будем рады услышать мнение наших читателей, а также обсудить его в комментариях к данной статье.
Сварочные электроды «Монолит»: характеристика и отзывы
Российская компания «Монолит» изготавливает электроды разного типа. На сегодняшний день есть модели с целлюлозным, а также рутиловым покрытием. Для дуговой сварки они подходят идеально. По диаметру модели отличаются. Также важно отметить, что некоторые марки используются для работы с углеродистой сталью.
Если говорить про параметры, то номинальное напряжение электродов в среднем составляет 50 В. Отклонение при этом допускается в 5 В. Продаются электроды в малых и больших упаковках. В среднем пачка на 2,5 кг обойдется потребителю в 600 руб.

«Монолит РЦ»
Для стыковых соединений подходят электроды «Монолит РЦ». Характеристика у них следующая: временное сопротивление 340 Н на кв. мм, минимальный угол наклона — 35 градусов. Также важно отметить, что в данном случае используется рутиловое покрытие. Максимальный угол наклона электрода – 70 градусов.
Если верить мнению специалистов, то расход у этой марки незначительный. Диаметр указанного электрода равняется 3 мм. Его относительное удлинение находится на уровне 22 %. Чувствительность к загрязнению у марки незначительная. Также важно упомянуть о высоком коэффициенте наплавки. Для работы с трубопроводом электроды могут использоваться. Продаются они в упаковках по 1 кг, а просят за них около 340 руб.

Отзывы об «АНО-4»
Указанные электроды «Монолит» отзывы от покупателей получают хорошие. Эта марка часто используется для работы с углеродистой сталью. Для наплавки она также может применяться. Расход наплавленного металла в данном случае невысокий. Максимальное отклонение номинального напряжения при обратной полярности равняется 5,5 В.
Коэффициент наплавки у электродов не превышает 6 г. Однако недостатки у них все-таки есть. В первую очередь это касается высокой чувствительности к ржавчине. Также следует учитывать малый угол наклона электрода. Для работы с трубопроводом указанную марку использовать не разрешается. Купить электроды можно в упаковках на 1,5 кг за 450 руб.
Характеристики электродов «АНО-4и»
Данные электроды «Монолит» технические характеристики имеют следующие: относительное удлинение 23 %, а временное сопротивление — 350 Н на кв. мм. Диаметр представленной марки равняется 3 мм. Минимальный угол наклона электрода составляет 30 гр. В данном случае используется рутиловое покрытие. Толщина его равняется 1,2 мм. Потолочный шов при помощи представленной марки получается хороший. Максимальное отклонение номинального напряжения не превышает 7 В.

Мнение об «АНО-6»
Данные электроды «Монолит» (производитель – Россия) предназначены для дуговой сварки. С углеродистой сталью марка справляется отлично. Если говорить про параметры изделия, то важно отметить, что диаметр равняется 3 мм. Для наплавки указанные электроды применяются редко. Работать сварщик способен в любом положении. Параметр временного сопротивления разрыва не превышает 50 МПа. Для конструкционной стали электроды могут использоваться. У них покрытие применяется смешанного типа.
Из недостатков важно упомянуть о сильном разбрызгивании. Если верить отзывам покупателей, то для вертикальной сварки марка подходит хорошо. С теплоустойчивой сталью работать разрешается. Однако расход наплавленного металла у электродов весьма значительный. Номинальное напряжение марки при обратной полярности равняется 52 В. Потолочный шов при помощи электродов получается отменный. Также важно отметить незначительное отклонение номинального напряжения при обратной полярности. Данный показатель максимум доходит до 4,5 В. Продаются указанные электроды для сварки «Монолит», как правило, в упаковках по 1 кг. На рынке за них в среднем просят от 250 руб.

Описание модели «МР-3»
Представленные электроды предназначены для дуговой сварки. В некоторых случаях они используются для работы с углеродистой сталью. Если верить отзывам покупателей, то для наплавки они подходят идеально. Однако параметр временного сопротивления разрыва у них незначительный. В данном случае разбрызгивание допускается несильное. Для конструкционной стали марка применяться может.
Допустимость перегрева электродов находится в пределах нормы. Для теплоустойчивой стали не разрешается их использовать. Если верить мнению экспертов, то данная марка выделяется большим показателем номинального напряжения на уровне 45 В. Купить сварочные электроды «Монолит» можно в упаковках на 2,5 кг, а стоят они около 550 руб.
Параметры «АНО-36»
Указанные электроды «Монолит» характеристики имеют следующие: диаметр 3 мм, расход — 1 кг изделия на 1,7 кг металла, коэффициент наплавки 9 г. В данном случае предельное отклонение номинального напряжения не превышает 4,5 В. Толщина покрытия составляет 1,2 мм. Номинальное напряжение при обратной полярности равняется 55 В. Для работы с трубопроводом данные электроды не разрешается использовать.
Если верить отзывам покупателей, то потолочный шов с их помощью получается отменный. Для работы с постоянным током они могут использоваться. Однако металл большой толщины не допускается для сварки. Во время работы с конструкционной сталью разбрызгивание довольно большое. Также важно упомянуть о чувствительности марки к ржавчине. Приобрести электроды можно по цене от 500 руб.
Отзывы о марке «АНО-21»
Указанные электроды «Монолит» для наплавки подходят идеально. Однако они ограничены по углу наклона. В данном случае незначительная чувствительность к ржавчине позволяет работать с конструкционной сталью. Для сварки дуговым методом марка применяется часто. Чувствительность к загрязнениям есть, однако она не мешает работать с термостойкой сталью. Если верить отзывам покупателей, то для нахлесточных соединений электроды лучше не использовать.
Максимальное отклонение при обратной полярности равняется 5,5 В. Толщина покрытия в данном случае составляет 1 мм. Рабочее напряжение при постоянном токе равняется 50 В. Показатель расхода электродов незначительный. Если верить отзывам покупателей, то затекания шлака вперед дуги следует остерегаться. Приобрести данные электроды «Монолит» можно по цене от 350 руб. за упаковку на 1,5 кг.

Отзывы о марке «УОНИ-13/45»
Многие покупатели положительно отзываются об этих электродах. В первую очередь важно отметить низкую чувствительность к ржавчине. В данном случае разбрызгивание обеспечивается небольшое. Для сварки короткой дугой электроды «Монолит» применяются часто. Чувствительность к ржавчине у них незначительная, поэтому с конструкционной сталью работать разрешается. Для нахлесточных соединений электроды применяются часто. Расход их составляет примерно 1 кг на 1,56 кг металла. Коэффициент наплавки не превышает 8 г. В свою очередь номинальное напряжение при обратной полярности равно 55 В.
Покрытие в данном случае предусмотрено смешанного типа. Предельное отклонение при обратной полярности не превышает 10 В. Если верить отзывам специалистов, то марка часто используется для вертикальной сварки. Для соединения трубопровода она использоваться может. Отдельно следует отметить, что электроды хорошо себя показали при работе с потолочным швом. Стоит в среднем упаковка на 1,5 кг в районе 400 руб.

Электроды «УОНИ-13/55»
Указанные электроды «Монолит» отзывы от покупателей получают положительные. В первую очередь следует отметить, что они используются для наплавки металла. В данном случае разбрызгивание обеспечивается незначительное. Невысокая чувствительность к загрязнениям позволяет работать с конструкционной сталью. Для сварки короткой дугой марка использоваться может. Чувствительность к подготовке кромок у нее незначительная. Для нахлесточных соединений электроды подходят хорошо. Расход в среднем равняется 1 кг изделия на 1,4 кг металла.
Предельное отклонение напряжения составляет 4,5 В. Покрытие у марки используется смешанного типа. Для сварки металла подходят электроды большой толщины. Если верить отзывам покупателей, то при работе с электродами важно учитывать допустимость перегрева. Для трубопроводов марка подходит. Номинальное напряжение при прямой полярности составляет 55 В. Коэффициент наплавки у марки не превышает 6 г. Приобрести данные электроды «Монолит» в магазинах можно по цене от 500 руб.

Описание марки «Монолит Э38»
Многие покупатели положительно отзываются об этих электродах. Используются они для дуговой сварки. С конструкционной сталью они работать способны. Разбрызгивание в данном случае обеспечивается незначительное. Для вертикальной сварки марка подходит. Расход электродов в данном случае не превышает 1 кг на 1,5 кг металла.
Для стыковых соединений электроды редко применяются. Чувствительность к подготовке кромок у них довольно высокая. Коэффициент наплавки в данном случае находится на уровне 6 г. Предельное отклонение напряжения марка выдерживает в 5 В. Покрытие в данном случае имеется рутилового типа. Максимальный угол наклона электрода не превышает 70 градусов.
Если верить отзывам покупателей, то следует избегать затеканий шлака. Диаметр представленной марки составляет 2,5 мм. В свою очередь показатель временного сопротивления равняется 340 Н на кв. мм. Относительное удлинение в данном случае находится на уровне 20 %. Ударная вязкость представленных электродов не превышает 77 Дж на кв. см. Купить их можно по цене 450 руб.