Для чего нужна канифоль в паянии
Что такое канифоль и для чего она нужна
 Если выходит из строя электроприбор, любое устройство, необходимое в быту или работе, причиной поломки может стать неработающая микросхема, или полетевший чип на материнской плате, возможно, требуется присоединить диоды к площадке и так далее. Все эти и другие сходные с ними проблемы можно легко устранить в домашних условиях с помощью специальных инструментов и материалов, обладая определёнными умениями и навыками.
Если выходит из строя электроприбор, любое устройство, необходимое в быту или работе, причиной поломки может стать неработающая микросхема, или полетевший чип на материнской плате, возможно, требуется присоединить диоды к площадке и так далее. Все эти и другие сходные с ними проблемы можно легко устранить в домашних условиях с помощью специальных инструментов и материалов, обладая определёнными умениями и навыками.
Мастеру, разбирающемуся в хитроумном устройстве микросхем, проводов и прочих деталей её составляющих, не составит большого труда быстро устранить поломку. Часто проблемы можно решить при помощи спайки отошедшего элемента. Один из материалов, который потребуется для пайки, это канифоль.
Что такое канифоль
Канифоль (полное название — колофонская смола) — очищенная особым образом смола хвойных деревьев. Канифоль — аморфное хрупкое вещество, состоящее из стекловидных кусков, внешним видом напоминающих знакомый каждому природный янтарь.
Способы получения
В промышленном производстве колофонскую смолу получают несколькими способами.
-
 Из живицы. В основном для получения канифоли используется метод термической обработки сока хвойных пород древесины — живицы. После того как из неё будут выпарены такие вещества, как вода и скипидар, образуются полупрозрачные твёрдые куски канифоли, которые в дальнейшем будут подвергнуты дальнейшей химической очистке.
Из живицы. В основном для получения канифоли используется метод термической обработки сока хвойных пород древесины — живицы. После того как из неё будут выпарены такие вещества, как вода и скипидар, образуются полупрозрачные твёрдые куски канифоли, которые в дальнейшем будут подвергнуты дальнейшей химической очистке. - Методом экстракции. При этом методе колофонскую смолу добывают из измельчённой особым образом древесины с помощью растворителей.
- Методом перегонки таллового масла. Такое сырое масло является отходом, получающимся при изготовлении целлюлозно-бумажной продукции.
О том, каким способом и из какого сырья была получена канифоль, можно узнать из её названия: сосновая (гарпиус), таловая, экстракционная и так далее.
Свойства
Кроме того, что колофонская смола является прекрасным природным диэлектриком, известны другие особенности:
-
 Она хорошо растворяется при помощи таких органических растворителей, как бензин и хлороформ, эфир, спирт и ацетон. Но, канифоль нельзя растворить при помощи обыкновенной воды.
Она хорошо растворяется при помощи таких органических растворителей, как бензин и хлороформ, эфир, спирт и ацетон. Но, канифоль нельзя растворить при помощи обыкновенной воды. - Температура плавления этого твёрдого вещества напрямую зависит от того, из какого источника и каким именно способом оно было получено. В основном она колеблется в пределах температур от 50 до 70 градусов, в некоторых случаях граница температурного режима может достигать и 130 градусов по Цельсию.
- В составе образующего вещества канифоли содержится огромное количество смоляных кислот (до 90%), основной из которых является абиетиновая кислота.
- Смола легко разрушается при механическом воздействии.
Цвет смолы может варьироваться в вариантах от светло-жёлтого до темно-бурого оттенка. Насыщенный оттенок этого природного вещества указывает на то, что очистка смолы была проведена не совсем правильным образом и в ней содержится большое количество примесей, ухудшающих её качества, влияющих на её свойства. Чем темнее цвет вещества, тем ниже электроизоляционные свойства канифоли. Правильно обработанный материал имеет приятный лимонный оттенок и является прекрасным природным изолятором.
Где ещё может быть применена смола?
Такая смола используется не только в качестве флюса при пайке. Применяют её и для многих других целей:
- при производстве разных лаков и красок;
- как один из материалов, использующийся при изготовлении пластмасс;
- при обработке струн и смычков для музыкальных инструментов;
- для натирания подошв балетной обуви;
- для создания эффекта дымовой завесы и других эффектов в киноиндустрии.
Пайка в домашних условиях
 Пайка — специальная техника, с помощью которой металлические элементы прочно сцепляются между собой посредством расплавленного припоя. В быту скрепить детали между собой можно при помощи обыкновенного паяльника.
Пайка — специальная техника, с помощью которой металлические элементы прочно сцепляются между собой посредством расплавленного припоя. В быту скрепить детали между собой можно при помощи обыкновенного паяльника.
Перед тем как приступить к пайке, необходимо зачистить поверхности деталей, которые будут сцепляться между собой, при помощи напильника или наждачной бумаги. Затем их необходимо обезжирить при помощи растворителя или очистить, используя бензин, и смазать флюсом.
Флюс — вещество, с помощью которого с поверхности металла удаляются оксидные плёнки, другие загрязнения и излишний жир. Кроме того, флюс предохраняет металлы от возможного окисления. В качестве такого флюса часто используется особое вещество — канифоль.
В основном флюс из канифоли используется для пайки в домашних условиях. При проведении производственной пайки смола используется в меньших количествах, по сравнению с флюсами из других веществ.
Благодаря свойству канифоли растворять при нагреве оксиды олова, а также меди и свинца, это вещество может быть использовано в электротехнических работах как особый природный флюс — компонент, обладающий противоокислительными свойствами. Благодаря такой характерной особенности, это вещество способно очищать поверхности металла при проведении пайки. С его помощью также улучшается растекание и практически нивелируется поверхностное натяжение вещества, используемого в качестве припоя.
Для того, чтобы была обеспечена высокая технологичность процесса применения флюса при пайке выпускается несколько типов таких компонентов, выполненных на основе колофонской смолы (они могут быть твёрдыми, жидкими и гелеобразными):
-
 Твёрдый флюс. Такой тип компонента для спайки и лужения деталей используется уже довольно долгое время и является самым популярным. Он имеет как свои очевидные достоинства, так и недостатки. К последним можно отнести то, что используя твёрдый флюс трудно соблюдать точность при нанесении его в труднодоступные места спайки.
Твёрдый флюс. Такой тип компонента для спайки и лужения деталей используется уже довольно долгое время и является самым популярным. Он имеет как свои очевидные достоинства, так и недостатки. К последним можно отнести то, что используя твёрдый флюс трудно соблюдать точность при нанесении его в труднодоступные места спайки. - Флюс на основе спиртового раствора. Такой компонент является универсальным. Его можно использовать при спаивании как мелких, так и крупных деталей. Основным преимуществом такого метода является лёгкий способ его нанесения при помощи кисточки.
- Флюс из канифоли на основе геля. Вязкая консистенция геля позволяет быстро наносить вещество на поверхность. С помощью геля легче обрабатывать самые труднодоступные места поверхности деталей, которые будут подвергаться спайке. При этом обеспечивается максимально точное дозирование вещества флюса. Гель не высыхает слишком быстро, по сравнению со спиртовыми флюсами и более податлив, чем твёрдый флюс из канифоли.
Способы пайки
Изучив свойства и характеристики колофонской смолы и флюсов, выполняемых на её основе, можно приступить к процессу пайки. Как он происходит?
Процесс пайки с использованием канифоли происходит несколькими способами.
Первый способ.
-
 Нагревают паяльник до необходимой температуры.
Нагревают паяльник до необходимой температуры. - На жале паяльника размещают немного легкоплавкого вещества, используемого в качестве припоя. Это может быть — олово, свинец, медь, сурьма, висмут, цинк, кадмий.
- Опускают жало паяльника вместе с выбранным припоем в канифоль, чтобы набрать смоляное вещество. При этом нужно учесть что, при полном нагреве паяльника должен появиться лёгкий дымок.
- Как можно быстрее — до испарения смолы — производят спайку необходимых деталей.
Описанный выше способ требует быстроты действий, внимания и высокой точности. Чтобы выполнить его, нужно обладать определёнными умениями и навыками. Поэтому можно произвести спайку с использование канифоли и другим методом.
-
 Используют самый обыкновенный этиловый спирт в качестве основы для флюса.
Используют самый обыкновенный этиловый спирт в качестве основы для флюса. - В спиртовой раствор добавляют порошок из канифоли. Взвесь хорошо перемешивают и оставляют до тех пор, пока канифоль полностью раствориться.
- Спиртовой раствор колофонской смолы наносят с помощью кисточки на детали, которые будут соединять с помощью пайки.
- Паяльник опускают в припой и вынимают, только когда жало паяльника будет полностью покрыто блестящей плёнкой.
- Захватывают ещё немного расплавленного припоя и быстро переносят к местам будущей спайки.
- Равномерно распределяют припой по всей поверхности — заслуживают места будущей спайки.
- Таким же способом переносят необходимую массу припоя, требующуюся для прочного сцепления в местах спая.
- После того как места спая остынут, их протирают с помощью влажной мягкой ткани и дают подсохнуть.
- Обрабатывают получившийся спай при помощи напильника. Вместо него можно использовать мелкозернистую наждачную бумагу.
- Протирают поверхность сухой тряпкой.
С помощь указанных методов производится пайка деталей с использование канифоли.
Преимущества использования канифоли
К явным плюсам использования этого вещества при пайке можно отнести следующее.
-
 Канифоль является диэлектриком и обладает прекрасными изоляционными свойствами.
Канифоль является диэлектриком и обладает прекрасными изоляционными свойствами. - Её можно легко приобрести. Канифоль — доступный материал, продающийся в любом магазине, имеющем хозяйственный отдел.
- Бюджетная цена по сравнению с другими материалами, использующимися в качестве флюса при пайке.
- Возможность осуществлять пайку при её помощи даже при низкой температуре воздуха.
- Её можно использовать и при работе в домашней мастерской, и в промышленных масштабах.
- Канифоль не подвергается воздействию влаги, так как она не растворяется в воде.
- Обладает относительно большим сроком хранения.
- Обезжиривает детали и убирает с них оксидные плёнки.
- Канифоль может быть использована без дополнительной защиты.
- Этот материал не токсичен и может быть использован без применения средств дополнительной защиты.
Недостатки
К минусам при использовании канифоли можно отнести:
-
 Довольно низкую активность вещества. Благодаря этому свойству спайка с её использование может не получиться сразу. Процесс использования канифоли требует определённых навыков и опыта. В дальнейшем обработку деталей с её помощью можно осуществлять намного быстрее.
Довольно низкую активность вещества. Благодаря этому свойству спайка с её использование может не получиться сразу. Процесс использования канифоли требует определённых навыков и опыта. В дальнейшем обработку деталей с её помощью можно осуществлять намного быстрее. - Флюс на основе этого вещества способен не выделять пар при спаивании. Такая гигроскопичность может вызвать коррозию обрабатываемого при пайке металла.
- Канифоль используют при обработке небольших деталей из простых металлов. Для обработки крупных частей и нержавейки используются флюсы из других материалов.
- Канифоль — довольно хрупкий, легко крошащийся материал, который может быть разрушен при определённых механических нагрузках. Такое свойство этого вещества нужно обязательно учитывать при осуществлении перевозки. Канифоль нужно особенно тщательно упаковывать при транспортировке.
 В качестве заключения, можно отметить, что пайка современных деталей, особенно элементов микросхем, различных чипов, и других компонентов, используемых в радио и электротехнике достаточно непростой процесс, требующих определённых навыков, особенно быстроты реакции, внимательности и точности.
В качестве заключения, можно отметить, что пайка современных деталей, особенно элементов микросхем, различных чипов, и других компонентов, используемых в радио и электротехнике достаточно непростой процесс, требующих определённых навыков, особенно быстроты реакции, внимательности и точности.
Для проведения паяльных работ используются различные материалы, среди которых, канифоль отличают особые свойства. Благодаря этим качествам при правильном применении это вещество не вступает в реакцию с металлами сцепляемых при пайке элементов и материалами припоя.
Из-за наличия нескольких разновидностей и благодаря удобным формам, в которых она выпускается, канифоль остаётся одним из самых популярных флюсов, используемых при спаивании деталей в электротехнике.
Зачем нужна канифоль для пайки
Достойное место среди инструментов домашнего мастера непременно занимает канифоль для пайки. Во все времена при любом развитии сервиса или его полном отсутствии находятся люди со светлыми головами и умелыми руками, любящие и умеющие многие вещи делать самостоятельно. Видное место в процессах приложения мастерства отводится пайке во время монтажа и ремонта электронных схем, слаботочных электрических контактов и прочих работах по созданию неразъёмных соединений, не требующих высокой прочности.

Назначение канифоли
Прежде, чем описать назначение канифоли, надо разъяснить, чем отличаются пайка от сварки:
- В процессе сварки кромки соединяемых деталей расплавляются, жидкие фазы смешиваются и, затвердевая, образуют неразъёмное соединение.
- При пайке соединяемые детали остаются в твёрдом состоянии, а расплавляется только металл, служащий для соединения – припой. Расплавленный припой растекается по соединяемым кромкам и при застывании образует неразъёмное соединение.
Для гарантированного качества края скрепляемых деталей должны хорошо смачиваться припоем. Это достигается их очисткой от окислов и загрязнений с помощью флюсов – в данном случае канифоли.
Что такое канифоль? Нормативные документы
Канифоль представляет собой твёрдое стекловидное вещество. Она аморфна, т. е. не имеет чётко выраженной температуры плавления, а постепенно размягчается при нагревании. Начало размягчения происходит в зависимости от вида и сорта приблизительно при 55 — 70 ºC.
Канифоль является составной частью смолы хвойных деревьев. Существует несколько способов её получения:
- Выпарить летучие вещества из сырой смолы;
- Экстрагировать органическими растворителями из древесных опилок;
- Перегнать талловое масло, являющегося отходом производства бумаги.
Качество канифоли в России регламентируется двумя нормативными документами ГОСТ 19113-84 «Канифоль сосновая» и ГОСТ 14201-83 «Канифоль талловая».
Канифоль, полученная из смолы, несколько более тугоплавка – температура размягчения приблизительно на 5 выше и более, кислая – на 5 – 10 мг KOH на 1 г продукта больше. Талловая канифоль более светлая, чем сосновая, но цветность очень зависит от сорта, т. е. от степени очистки от примесей.

В розничную канифоль обычно поступает в круглых металлических коробках. Но может продаваться и в составе готового припоя – трубки из сплава на основе олова, заполненной канифолью.
Как паять с канифолью
В общих чертах процесс пайки заключает следующие операции:
- Механическая очистка соединяемых поверхностей;
- Разогрев жала паяльника;
- Нагрев соединяемых поверхностей;
- Обработка жала канифолью;
- Обработка поверхностей канифолью;
- Покрытие жала припоем (лужение);
- Соединение деталей и покрытие припоем стыка и прилегающих участков.
- Охлаждение соединения.
Теперь подробнее о каждой операции?
- Канифоль способна растворять окисные плёнки и частично восстанавливать их до металла. Если поверхность соединяемых деталей не покрыта видимыми загрязнениями, эту операцию можно пропустить. Она необходима, когда загрязнения или окислы покрывают поверхность настолько, что препятствуют смачивание её расплавленной канифолью и далее припоем.
- Ранее упоминалось о температуре начала размягчения канифоли в районе 55 – 70ºC. Но для того, чтобы надёжно покрыть жало паяльника и соединяемые детали, её надо разогреть до 100 — 130ºC. Критерием достаточной температуры жала является его свободное проникновение в массив твёрдой канифоли с появлением лёгкого дымка.
- Необходимость нагрева соединяемых поверхностей очень сильно зависит от их размеров. Если паять предстоит тонкие проводки, можно эту операцию пропустить. Надо понимать, что на холодной поверхности произойдёт быстрое охлаждение и застывание канифоли и припоя. Как следствие, не удастся добиться растворения окислов канифолью и достаточного растекания припоя. Поэтому необходимо перед началом пайки оценить, можно ли прогреть детали уже в процессе обработки флюсом или надо сделать это предварительно.
- Если паяльник используется в первый раз или долго не был в работе, можно пройтись по жалу металлической щёткой или тонкой наждачной бумагой. Но это требуется в самых запущенных случаях. Обычно достаточно разогреть его и обработать канифолью, а затем покрыть слоем олова – облудить. Теперь жало готово к работе.

Если перерыв в работе был небольшой, и жало осталось покрыто припоем, лужения не потребуется, достаточно просто нагреть его и опустить в канифоль.
- Далее готовим к пайке поверхность деталей. Как уже было сказано, может понадобиться нагрев стыковых поверхностей соединяемых деталей. Это определяется их массивностью и размерами жала паяльника. Если жало массивней деталей, можно обойтись без предварительного нагрева перед пайкой, а произвести его непосредственно в процессе обработки деталей канифолью.
Фиксируем соединяемые поверхности в положении, в котором они будут смонтированы, греем при необходимости, обрабатываем флюсом и затем наносим расплавленный припой. Жалом паяльника помогаем ему растечься по стыку и прилегающим площадям, даём соединению остыть.
Процесс пайки завершён.
Пайка припоем с канифолью
В этом виде пруток припоя представляет собой смотанную в бухту трубку из оловянно-свинцового сплава, внутри которой находится канифоль. При пайке его используют, как присадочный материал. Разогревают паяльником соединяемые детали, а затем в зону пайки вводят конец прутка, и совместными движениями жала и присадки лудят место соединения.
Плавящиеся флюс и припой покрывают стык одновременно, сокращая время процесса. Такой способом можно производить пайку деталей в случаях, не требующих предварительной подготовки поверхностей.
Выбор паяльника
Вопрос выбора паяльника не случайно рассматривается после детального обзора особенностей процесса пайки. Его мощность и размеры жала находятся в прямой зависимости от того, что надо будет паять. Ранее говорилось, что для качественной пайки крупных деталей может понадобиться их предварительный разогрев, и нужно выбирать мощный инструмент с массивным медным жалом. В то же время для пайки тонких проводков в глубине электронных блоков лишнее тепло не нужно, достаточно тонкого жала, которым удобно паять в ограниченном пространстве.
Вопросы техники безопасности при пайке
Процесс пайки сопровождается рядом вредных факторов. Первый из них – это загрязнение зоны дыхания. Канифольный дым, неизбежно выделяющийся при проведении пайки, пары олова и свинца являются аллергенами и канцерогенами. Помещение, предназначенное для пайки, даже любительской, должно хорошо проветриваться.
Следующий фактор – опасность поражения электрическим током. Для получения разрешения на проведение пайки рабочие на предприятиях должны иметь 2 группу электробезопасности. Перед началом пайки дома следует хотя бы визуально убедиться в исправности электропаяльника и розетки.
Пожарная опасность. Для инструментов и процесса пайки необходимо использовать подставки из негорючего теплоизолирующего материала.
Заключение
В данной статье рассмотрены наиболее характерные особенности процессов пайки с применением канифоли. Но для обучения любому ремеслу и пайке, в том числе, теория должна неразрывно переплетаться с практикой. Только тогда всё сказанное сможет принести реальную пользу в овладении мастерством.
Зачем пользоваться канифолью для пайки?
Когда требуется качественная и быстрая пайка, [целесообразно применять канифоль].
Кто любил в детстве паять в домашних условиях или посещал кружки радиолюбителей, обязательно имел в своем арсенале эти янтарные кусочки, но редко когда задумывался, зачем нужна канифоль.
Рассмотрим ее полезные свойства при пайке и чем можно заменить ее.

Технология и терминология
Исходным сырьем для производства канифоли является обыкновенная сосновая смола, в которую кроме канифоли входят летучие соединения скипидара.
Процесс изготовления включает в себя очищение канифоли путем выпаривания этих соединений.
Тем, кто никогда не работал паяльником, но планирует научиться паять, будет полезно узнать некоторые технические термины.
Пайка – это процесс соединения между собой двух радиотехнических деталей через нагрев.
Инструмент для пайки – это паяльник, обычно работающий от сети 220 с номинальной мощностью 40Вт.
Процесс пайки осуществляется жалом паяльника за счет того, что разогретый до высокой температуры припой схватывает две детали между собой, заполняя пространство между ними.
ГОСТ определяет припой, как металл или сплав нескольких металлов. По ГОСТ определено 26 категорий припоя в зависимости от используемого элемента.
Наиболее популярен сплав свинца и олова в различных пропорциях. Немаловажное значение в популярности играет и цена.
Припои всегда имеют более низкую температуру плавления, чем детали, которые нужно соединить.
По ГОСТ припои по температурным свойствам разделяются на мягкие, которые плавятся при температуре до 450 градусов Цельсия (выделяя подкатегории особо легкоплавких – до 145 °С и твердые с температурой плавления от 450 градусов Цельсия и выше (категории среднеплавких – до 1100°С, высокоплавких – от 1100 до 1850ºС и тугоплавких – свыше 1850).
ГОСТ разделяет припои на флюсующие и самофлюсуемые, у них различная температура плавления.
Чаще всего припои выглядят как металлическая трубочка серебристого цвета или как полый цилиндр, наполненный канифолью, которая выполняет функцию флюса.
Флюс — это состав (жидкий или твердый), который способствует лучшему контакту спаиваемых деталей и предотвращению окисления металла на рабочих поверхностях.
Требования к флюсам также определены ГОСТ, на них различная цена.
Для новичка будет более удобен припой с канифолью, в то время как опытные мастера любят паять обыкновенным припоем, выбирая флюс в зависимости от условий пайки и материала деталей.
Если будет производиться простая пайка медных деталей, то можно использовать канифоль, невысокая цена делает ее удобным расходным материалом.
Когда проводится более сложная пайка, то вместо одного универсального, применяется флюс, подходящий ко всем деталям.
Технические требования к использованию канифоли при пайке, ее состав, температура плавки и характеристики определены ГОСТ 19113-84.
Основной материал для канифоли — это сосновая живица — исходное сырье для многих видов промышленности и вспомогательный элемент при пайке.
Она представляет собой состав в виде смеси абиетиновой смоляной кислоты с несколькими другими изомерами смоляных кислот.
Не имея кристаллической структуры, она является аморфным, по внешнему виду похожим на стекло, хрупким веществом с широким диапазоном цветов от бледно-желтого до темно-коричневого.
По составу она представляет собой стекловидную, прозрачную или с включение пузырьков воздуха массу, с незначительными включениями механических примесей, массовой доли воды не более 0,2%.
Она абсолютно не растворима в воде, но легко растворяется под воздействием спирта и ацетона. Размягчение канифоли происходит при температуре не ниже 66-69ºС в зависимости от сорта.
Осваиваем пайку с канифолью
Состав канифоли для улучшения пайки изготовляется и продается как в чистом твердом виде, так и в виде жидких или вязких флюсов, цена его отличается.
Наиболее распространен спиртово-канифольный флюс (марка «СКФ»), который состоит по ГОСТ из 40-процентного канифолевого раствора и чистого этилового спирта.
Именно этот флюс с канифолью является диэлектриком, в отличие от хлоридно-аммониевого флюса. Кроме технических свойств этого флюса, важное значение играет невысокая цена.
Вместо жидкого флюса можно использовать канифоль в твердом виде, она также имеется в продаже в магазинах для радиолюбителей.
Цена одного килограмма твердой канифоли в пределах 400 — 500 рублей. Когда приобретена канифоль, имеется в наличии паяльник и обычный припой (олово), приступаем к работе.
Если вам до этого момента не приходилось паять, то сначала ознакомьтесь с видео инструкцией. Технология пайки с применением канифоли представлена на видео.
Чтобы крепко и правильно паять, придерживайтесь следующей последовательности.
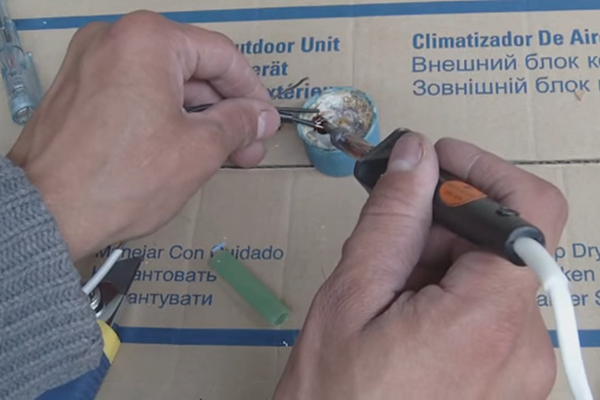
Подготовка паяльника – лужение. Оно включает в себя зачистку жала паяльника напильников и последующее покрытие тонким слоем припоя.
Разогрейте жало и наберите на него небольшое количество канифоли, затем сразу же соедините с припоем. Как видно на видео, припой не прилипает к жалу, а нам нужно добиться его равномерного покрытия припоем.
Поэтому прикладываем жало к натуральной доске (лучше всего подойдет сосновая, но можно использовать любую) на непродолжительное время. Повторяем последовательность.
После нескольких циклов мы добьемся нужного результата.Подготовка спаиваемых поверхностей.
Залудим провод, для этого очистим его от изоляционного слоя, но ровно настолько, сколько места нам нужно для пайки.
Если оголена бóльшая поверхность провода, чем требуется для пайки, то это, конечно, удобно новичку, именно это – причина, из-за которой происходят замыкания и возгорания схемы.
Обычно чистый медный провод можно залудить после одного цикла «канифоль-припой».
Опустим провод в канифоль, приложим горячее жало к верху оголенной поверхности и поднимем проводок.
Канифолевая масса задымится и обтечет провод, после чего нам остается покрыть место пайки оловом. Для этого набираем горячим жалом олово из припоя и переносим на провод.
Если провод из медно-желтого стал серебристым, то он считается правильно залуженным. Когда нужно соединить пайкой два провода, оба нужно залудить таким же образом.
Рассмотрим, как подготовить для пайки медную деталь, к которой нужно припаять провод. Опускаем разогретое жало в канифоль и сразу же в припой.
Теперь у нас на кончике жала канифолево-оловянная смесь. Ее нужно качественно растереть по поверхности детали в месте пайки.
Лужение произведено правильно, если место, где будет производится пайка, стало серебристым.
Вместо твердой канифоли можно использовать любой флюс.
Для того чтобы правильно спаять залуженные детали, соединим их между собой, разогретым паяльником наберем олово (его можно заменить на любой другой чистый припой), покроем стык деталей горячим составом.
Если не удалось обогатить место соединения деталей сразу, то можно еще раз прикоснуться паяльником с оловом.
Теперь избегайте шевеления деталей под горячим припоем и дайте пайке полностью остынуть. Детали обволакиваются оловом при помощи канифоли.
Если замечаете, что обволакивание происходит плохо, то добавляйте канифоли столько, сколько будет требоваться, но небольшими порциями.
Рассмотрим, как правильно отпаять детали. Разогреваем жало и прикладываем его к месту пайки. Это расплавит припой и детали легко отделятся друг от друга.
Теперь окуните кисточку в растворитель и уберите оставшийся флюс с канифолью с поверхности деталей.
Секреты пайки с канифолью
Никакой сложности в паяльных работах нет, но, как и в любом виде работ необходимо освоить азы и провести ряд тренировочных паек.
Если вам не доводилось раньше работать паяльником, то попробуйте спайку медных проволок с применением обыкновенного припоя и использованием канифоли.
Свободный доступ к деталям со всех сторон, возможность достаточно плотно совместить их – хорошие условия для выработки навыков пайки, а использование канифоли отдельно обучит дозировать требуемое ее количество.
Обратите внимание на следующие моменты:
- Чистота контактов для лужения перед пайкой должна быть обеспечена должным образом, это цена крепкой пайки. После чистки соединяемых поверхностей с помощью ножа, пройдитесь по ним наждачной бумагой. Цель – сделать металлические поверхности деталей более яркими, а, значит, очищенными от окислителей меди;
- Готовьте столько поверхности, сколько вам потребуется для пайки с канифолью. Если первый раз получилось залудить большую поверхность, чем требуется, переделайте, взяв новые проводки;
- Если не хватило припоя или флюса, оставьте пайку застывать. Когда вы пытаетесь растереть горячий состав по поверхности, вы нарушаете пайку, из-за чего возникнут трещины. Лучше дождаться полного остывания и паять оставшиеся поверхности, используя новый состав.
Мы рассмотрели, как правильно нужно работать паяльником, для чего можно и нужно использовать флюсы и канифоль, выделили несколько моментов, помогающих научится лучше паять и показали видео инструкцию по работе с паяльником.
Теперь вы легко можете освоить пайку с канифолью в домашних условиях.
Особенности канифоли для пайки
Бытовые приборы и другая электроника может сломаться в любой момент. Если поломка не серьёзная, можно попробовать спаять отошедшие контакты или радиодетали. Чтобы соединение было надежным, используют паяльник, припой и канифоль для пайки.
Что такое канифоль
Многие слышали слово «канифоль», однако не каждый знает, что это такое. Полное название этого вещества — колофонская смола. Представляет собой смолу хвойных пород деревьев, которую перед запуском в продажу очищают по особой технологии. Визуально представляет собой материал похожий на стекло. На ощупь — хрупкое.
После нанесения на место спайки защищает шов от воздействия коррозийных процессов. В состав канифоли входят смолистые кислоты и сторонние компоненты.
Свойства
Зная свойства материала для спайки можно точно определять в каких условиях он используется:
- Не смывается обычной водой. Для снятия остатков канифоли нужно использовать бензин, спиртосодержащие составы или ацетон.
- Температура размягчения смолянистого материала начинается от 50 градусов. В редких составах этот параметр может начинаться от 130 градусов по Цельсию.
- Основным компонентом канифоли является абиетиновая кислота. Это смоляное вещество занимает 90% общего состава.
- Температура кипения — от 250 градусов.
- Хрупкий материал, который легко разрушить при ударе или сильном движении.
По цвету канифоли можно определить качество готового материала. Если оттенок яркий и насыщенный, очистка проводилась не по правилам и в составе остались сторонние примеси. Они пагубно влияют на свойства и характеристики канифоли. Качественный состав имеет лимонный оттенок.
Способы получения
От способа получения готового материала изменяется и его название.
Разновидности
Сосновую канифоль можно разделить на три вида в зависимости от её производства. От этого изменяются свойства и характеристики материала для пайки:
- Живичная. Из деревьев добывает сок, из которого с помощью термической обработки выделяется неочищенная канифоль. Очищается химическими веществами. При изготовлении этого вида материла, используется сок сосны. Это делает удешевляет канифоль. В готовом составе не содержится жирных кислот.
- Таловая. Исходное сырьё для получения талой канифоли — сульфатное мыло. Оно выделяется в процессе производства бумаги. Сорта высшей категории по составу и свойствам напоминают живичную канифоль.
- Экстракционная. Выделяют этот материал с помощью растворителя, в котором находится раздробленная древесина. Визуально темнее других разновидностей канифоли. В составе содержится около 12% жирных кислот. Размягчается материл при температуре 58–60 градусах по Цельсию. Чтобы улучшить характеристики экстракционной канифоли, проводится процесс химического осветления.
В зависимости от разновидности материала изменяется и цена. Живичная канифоль считается лучшей среди других составов для пайки.
Для чего нужна канифоль
Не многие знают, зачем канифоль при пайке. Чтобы ответить на этот вопрос, нужно понимать, что это смолистое вещество, представляющее собой флюс. Во время соединения деталей паяльником на обрабатываемой поверхности образуется оксидная плёнка. Она не даёт припою соединить детали. Чтобы убрать эту плёнку, требуется использовать флюс или канифоль. Смолистое вещество эффективно справляется с этой задачей при температуре более 150 градусов.
Канифоль используется при спайке, чтобы улучшить параметры соединения. Она поможет справиться с проблемами, связанными с недостаточной текучестью припоя. Он может медленно заполнять шов и снижать прочность соединения. Смолистое вещество используется в основном для проведения домашних ремонтных работ. На производстве применяются серьёзные составы с повышенными характеристиками и свойствами.
Смолу можно использовать не только для спаивания радиодеталей и проводов. На её основе изготавливают лаки и краски. Она является одним из компонентов при изготовлении пластмасс. С её помощью обрабатываются струны на музыкальных инструментах. В киноиндустрии канифоль используется для создания эффектов.
Преимущества и недостатки
Канифоль для пайки имеет сильные и слабые стороны. Преимущества:
- Не проводит электричество.
- Является доступным и недорогим материалом для пайки. Связано это с тем, что материалы для изготовления канифоли распространены по всему миру.
- Эффективно счищает с поверхности обрабатываемого материала оксидную плёнку.
- Не растворяется в воде и поэтом жидкость не может смыть смолистый слой.
- Сохраняет свои характеристики при отрицательной температуре.
- Безопасна для человеческого организма. Смолистый материал не выделяет вредных испарений и не требует использования дополнительных средств защиты.
- Чтобы состав на основе смолы показал свою эффективность, необходимо уметь работать с ним. Рекомендуется потренироваться на нерабочих деталях или механизмах.
- Канифоль не эффективна при работе с большими деталями.
- Хрупкий материал, который требуется аккуратно транспортировать и хранить.
Чем можно заменить канифоль для пайки
Иногда у домашних мастеров возникает вопрос о том, чем можно заменить канифоль. В этом случае подойдёт любой флюс на основе олова. При использовании паяльной лампы, используются жидкие составы, потому что твердый флюс не принесёт желаемого результата. Вместо канифоли можно использовать буру.
Процесс пайки
В зависимости от того, какой состав был выбран и как была проведена работа, будет зависеть качество шва. Способ пайки:
- Изначально контакты зачищаются.
- Затем их нужно залудить.
- После проведения лужения необходимо расплавить припой паяльником и равномерно растянуть его по месту соединения.
При работе с деталями необходимо прочно закрепить их в тисках или струбцинах, чтобы избежать движений в процессе пайки.
Канифоль для пайки играет роль флюса. Чтобы её использовать нужно правильно выбрать состав и потренироваться на ненужных элементах.
Пожалуйста поддержите канал: ставьте лайки, делайте репосты, а мы будем размещать для Вас полезную информацию о металлах!
Так же Вы можете посетить наш информационный сайт всё о металлах и обработке.
Припой с канифолью: несколько секретов пайки
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Правильная работа с паяльником
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью.

Паяние производится с помощью разнообразных припоев. Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Количество содержащегося в нем олова и свинца — 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что необходимо для работы с паяльником:
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
- Поверхности деталей должны быть зачищены от окислов.
- Деталь в месте пайки прогревают сильнее температуры плавления самого припоя.
- Во время работы место пайки требуется защитить от воздействия кислорода, для этого применяются различные флюсы. Они создают защитную пленку непосредственно над местом пайки.
Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике.
Хитрости и секреты работы с паяльником
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.

Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
Как вычистить жало паяльника
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
Классы паяльных жал
- Жала съемные с покрытием из никеля.
- Жала медные.
Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру.
Жала второго — самые распространенные.
Виды паяльных жал никелированных
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.

Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Как охладить место пайки
Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает еще и как теплоотвод. Можно для этой цели использовать и специальный зажим «крокодил».
Секреты пайки паяльником
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
- Лучший припой — это олово в чистом виде. Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои.
- Свинец с оловом. По прочности пайки эти припои не хуже чистого олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой «ПОС» — припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра значит долю олова, выраженную в процентах. Лучше пользоваться припоем «ПОС-6О».

- Флюсы — это вещества, которые обладают противоокислительными свойствами. Их применяют для предотвращения окисления места пайки. Если не применять флюс, то припой просто не прилипнет к поверхности металла.
Виды флюсов
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется «паяльная кислота». Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс — для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, — очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Как паять припоем с канифолью
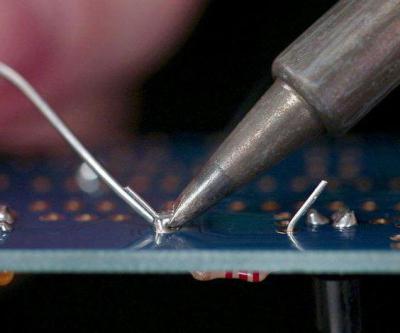
Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.
Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей. Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать.
Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. Иначе соединение будет непрочным.
Если работа производится с транзисторами, то их выводы необходимо беречь, чтобы не перегреть. Лучше держать их либо плоскогубцами, либо пинцетом, выполняя этим отвод тепла.
При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей. Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте.
Для чего нужна канифоль при пайке?


Канифол ь относится к амфорным веществам, которые производятся из хвойной древесины. Ее используют не только при пайке, но и в других целях. Она встречается во многих органических соединениях. Канифол ь применяется для изготовления лакокрасочных материалов, пластмасс, приспособлений для обработки струнных инструментов и т.д. Основными свойствами является:

- нерастворимость в воде;
- под действием механических нагрузок разрушается;
- плавится при любой высокой температуре.
Несмотря на широкую сферу применения, чаще всего ее можно встретить при спаивании деталей и конструкций. Однако не все люди понимают, для чего нужен этот дополнительный расходный материал. Выделяют множество разновидностей, каждая из которых используется в определенной сфере, что прописано в нормативной документации.

Для чего служит канифоль?
Чтобы разобраться в этом вопросе, необходимо рассмотреть главные особенности и характеристики. Данный расходный материал выполняет функции флюса при пайке. Температура плавления составляет 150°С, что является достаточным при борьбе с оксидными пленками. Расплавленная канифоль полностью покрывает рабочую поверхность и убирает этот налет, который влияет на качество соединения.

Данный расходный материал считается диэлектриком, однако он не влияет на общую проводимость готовой конструкции. Канифоль также необходима для улучшения свойств спаивания. Например, некоторые металлы при воздействии высоких температур растекаются, а флюс не дает этого сделать. Кроме того, не впитывает влагу и является гигроскопичным материалом.
Многие люди даже не подозревают об особенностях канифоли, и для чего она нужна при пайке. Чаще всего она применяется при спаивании деталей в домашних условия. В промышленности она также встречается, однако довольно редко.
Основные достоинства
Положительными сторонами являются следующие:

- легкая доступность (ее можно приобрести в любом магазине и торговой точке);
- низкая стоимость, по сравнению с другими видами флюсов;
- возможность проведения процесса пайки при низких температурах;
- используется для соединения деталей, как в домашних условиях, так и промышленных;
- не впитывает влаги;
- большой срок хранения;
- убирает оксидные пленки, образовавшиеся на поверхности детали;
- возможность использования без дополнительных средств защиты.
Отрицательные стороны
Недостатками канифоли являются:
- низкая активность, поэтому желаемый результат может с первого раза не получиться;
- флюс является гигроскопичным, то есть способен выделять пар при спаивании, который вызывает коррозию металла;
- используется только для спаивания деталей из простого металла, например, для нержавейки берется другой флюс;
- при воздействии механических нагрузок разрушается, что стоит учитывать при хранении и перевозке.

Разновидности
Существует три основных вида канифоли, каждая из которых имеет свои особенности:

1. Живичная. Ее получают из живицы хвойных деревьев, чаще всего применяют сосну, так как ее проще всего приобрести. Именно поэтому она получила свое название. Главная особенность – отсутствие в составе жирных кислот, так как производится из натуральных компонентов.
2. Экстракционная. Такое название получила исходя от метода ее получения – экстрагирования. Как и в предыдущем случае, основным материалом служат хвойные деревья, однако есть и новшество – обязательно должен присутствовать бензин. В конечном результате канифоль получается темнее, чем живичная. Она теряет свое агрегатное состояние при низкой температуре(примерно 52°С), а также имеет в своем составе жирные кислоты. Можно улучшить ее свойства за счет химического осветления.

3. Таловая. Данный вид канифоли производят от сульфатного мыла. Существует несколько разновидностей флюса, каждый из которых имеет свои характеристики. Например, таловая канифоль высшего класса по своим свойствам с живичной.
Что можно использовать вместо канифоли?

Как говорилось ранее, канифоль используется в роли флюса. Поэтому ее можно заменить любым другим видом данного расходного материала. Часто, в качестве замены используют буру.
Процесс пайки
Изучив основные свойства канифоли, можно приступать рассмотрению технологии пайки. Перед началом следует зачистить деталь от ржавчины и осуществить лужение. Для этого на поверхность прикладывается кусок канифоли, а затем подвергается температурной обработке, путем прижатия ее разогретым концом паяльника.
Обратите внимание! Чтобы избавиться от оксидной пленки, а также улучшить соединение деталей необходимо приложить кусок, который бы покрывал всю поверхность. Если взять его малое количество, деталь не прилипнет к поверхности, поэтому на этом материале не стоит экономить.
Расположив припой возле места соединения, его расплавляют при помощи разогретого паяльника. Далее, следует следить, чтобы конструкция не двигалась до полного застывания. Это время зависит от того, как осуществлялось лужение. При нормальных условиях застывание происходит быстро. Абсолютно не важно, какой вид канифоли брать, так как на практике они ведут себя одинаково.