

Что такое безотмывочный флюс
Мыть или не мыть — вот в чем вопрос
До сих пор одной из самых спорных тем в производстве электроники остается вопрос отмывать остатки флюсов после пайки или не отмывать? Увеличение степени интеграции компонентов приводит к постоянному уменьшению зазоров под корпусами компонентов, использование современных флюсов для пайки с низким содержанием твердых веществ и на синтетической основе требуют применения высокотехнологичных, сложных и дорогостоящих процессов отмывки печатных узлов после пайки. Всегда ли не удаленные остатки флюса могут приводить к катастрофическим последствиям в процессе эксплуатации аппаратуры? На эти и многие другие вопросы мы постараемся дать ответ в настоящей статье.
Основная функция отмывки печатных узлов — удаление остатков флюса, которые в процессе эксплуатации электронной аппаратуры могут оказать негативное воздействие на надежность печатных узлов, препятствуют нанесению влагозащитных покрытий, затрудняют выполнение электрического контроля, а также ухудшают внешний вид изделий. В современной технологии сборки печатных узлов наибольшее распространение получили процессы с применением флюсов, не требующих отмывки после пайки. К таким флюсам в соот- ветствии с международным стандартом J-STD-004 относятся канифольные слабо активированные флюсы, флюсы с низким содержанием твердых веществ и флюсы на органической основе. Такие флюсы обычно не требуют удаления остатков после пайки при эксплуатации аппаратуры в нормальных климатических условиях, однако в некоторых случаях может возникать необходимость удаления остатков флюсов.
Остатки канифольных флюсов и флюсов с низким содержанием твердых веществ состоят из:
- канифоли или синтетических смол и их остаточных продуктов,
- активаторов и продуктов их реакции.
В качестве активаторов обычно используются органические кислоты и галогенные соединения. Последние обладают свойствами ионов. Остатки таких флюсов не удаляются водой или спиртом. Широко применяемая спирто-бензиновая смесь тоже обладает крайне низкой эффективностью — плохо удаляются остатки флюсов с низким содержанием твердых веществ, не удаляются ионные водорастворимые компоненты (остатки активаторов, минеральные соли, остатки травильных растворов и электролитов).
В процессе изготовления, хранения и сборки печатных плат на них остаются различные полярные и неполярные загрязнения, некоторые из них приведены ниже в таблице 1:
Типы загрязнений
Полярные
Неполярные
Соли гальванических растворов
Соли травильных растворов
Основные причины необходимости удаления остатков флюсов
Высокая температура. Остатки флюсов на основе природной химически обработанной канифоли или искусственных смол примерно до температуры 100°С являются хорошими изоляторами. Если происходит повышение температуры свыше 100°С, остатки флюса сначала размягчаются, а потом начинают плавиться оказывая диссоциирующее воздействие приводящее к образованию карбоксильных ионов. В результате возникающей ионизации изменяются электрические свойства, остатки флюса становятся проводником. Таким образом, возникает опасность возникновения повышенных токов утечки и коротких замыканий.
Повышенная влажность. Проблема понижения поверхностного сопротивления особое значение приобретает в современных условиях развития электроники по двум основным причинам:
- Уменьшаются расстояния между проводниками,
- Полупроводниковые компоненты развиваются от низко импедансных цепей к высоко импедансным, имея тенденцию к уменьшению потребляемой энергии. Поэтому, столь малые токи утечки как остатков флюсов 10–12 А, иногда оказывают существенное влияние на нарушение работы элементов логики. Токи утечки могут возникать за счет присутствия ионных компонентов. Однако, даже канифольные остатки флюса могут стать проводником при наличии тонкого слоя влаги. Влага в сочетании с диоксидом углерода, адсорбированным из воздуха формирует на поверхности канифоли карбоновую кислоту, которая имеет высокое содержание ионов.
Другие причины возникновения повышенных токов утечки. Токи утечки могут увеличиваться за счет появления в процессе пайки шариков припоя, остатков травильных растворов или солей припоя, возникающих в процессе изготовления печатных плат, а так же в случае роста металлических нитей. Металлические нити это волосоподобные кристаллы, которые растут спонтанно без приложения напряжения. Обычно нити растут на 0,01–10 мм в год и имеют диаметр в несколько микрон. Обычно тенденцию к образованию нитей имеют контактные площадки покрытые электрохимическим оловом.
Устранение подобных загрязнений достигается путем применения специализированного оборудования отмывки и эффективных промывочных жидкостей.
Дендриты. Дендриты тоже представляют собой металлические нити или кристаллы, которые растут на поверхности металла, но по электролитическому механизму (рис. 1). То есть для роста дендритов необходимо иметь электролит и напряжение. Скорость роста дендритов на катоде может достигать 0,1 мм в минуту. Аналогичный рост дендритов происходит и на аноде, но значительно медленнее. Рост дендритов наблюдается на проводниках с покрытием из серебра, меди, олово-свинца, золота, золото-палладия. Область роста дендритов ограничивается зоной поверхностного ионного загрязнения и наличием влаги.
Влагозащитные покрытия. Для предохранения от воздействия влаги и агрессивных сред печатные узлы часто покрываются влагозащитными покрытиями. При этом особое внимание следует уделить совместимости влагозащитных материалов с остатками флюсов. Если остатки флюса не совместимы с влагозащитным покрытием, возможно ухудшение адгезии, отшелушивание и отслаивание влагозащитных покрытий (рис. 2). Важным параметром также является количество остатков флюса. Чем больше остатков флюса, тем выше вероятность возникновения дефектов влагозащитного покрытия.
Внешний вид изделия. Как правило, флюсы не требующие отмывки оставляют малозаметные остатки, незначительно ухудшающие внешний вид печатных узлов, тем не менее, в ряде случаев остатки флюсов приходится удалять по требованию заказчиков в косметических целях (рис. 3).
Высокое сопротивление контактов. Неудаленные остатки флюса могут покрывать тестовые площадки и контакты краевых разъемов (рис. 4). Так как канифоль и синтетические смолы при комнатной температуре являются хорошими изоляторами, тестовые точки могут иметь очень высокое сопротивление контактов, препятствуя обеспечению электрического контроля.
Ручная пайка. Отечественные производители достаточно часто применяют жидкие «безотмывочные» флюсы, для ручной пайки полагая, что их остатки не требуют удаления. Однако, большинство жидких флюсов не требующих отмывки специально разработаны для машинной пайки волной припоя, только этот способ пайки гарантирует выгорание и разложение активаторов флюсов, не требуя обязательного удаления остатков после пайки.
Зачастую необходимость удаления остатков жидких флюсов при ручной пайке вызвана только частичным выгоранием активаторов. Флюс при ручной пайке, как правило, наносится кисточкой и попадает не только в места, подлежащие пайке, но и вокруг них на паяльную маску, соседние проводники и компоненты. Нагрев до температуры пайки производится локально, только в местах образования паяных соединений. Весь остальной флюс не подвергается термической обработке и сохраняет свою активность.
Воздействие остатков активаторов. Активаторы, входящие в состав флюса, содержат ионные соединения (галогены, соли и кислоты), которые в свою очередь могут вступать в реакцию с влагой, влияя на уменьшение поверхностного сопротивления. Несмотря на то, что остатки флюсов очень редко приводят к отказам в процессе работы, последствия коррозии могут быть очень серьезными (рис. 5). Наиболее распространенный механизм коррозии — электролитический. Электролитическая коррозия может возникать в двух случаях:
- При наличии электрического поля и водной пленки между двумя смежными проводниками (рис. 6а),
- На одиночных многослойных проводниках, например, при контакте двух разнородных металлов с разными потенциалами, например, медный проводник (+0,34 В), покрытый сплавом олово-свинец (-0,14 В). Так при наличии влаги и небольшого количества ионных компонентов возникает напряжение короткого замыкания и начинает протекать ток (рис. 6б).

Избежать электролитической коррозии возможно только в случае удаления всех следов влаги и ионных загрязнений с печатных узлов и обеспечив защиту от повторных загрязнений.
Класс аппаратуры. Влияет ли класс производимой аппаратуры на необходимость отмывки? Давайте попробуем ответить на этот вопрос. По надежности изделия электронной техники делится на три основных класса:
Класс 1 — Бытовая электроника: отмывка не требуется, так как изделия эксплуатируются в нормальных климатических условиях.
Класс 2 — Промышленная электроника — Необходимость отмывки зависит от условий эксплуатации изделий. При эксплуатации изделий, неподвергающихся влагозащите, в нормальных климатических условиях отмывка в большинстве случаев не требуется, однако в случае эксплуатации изделий в жестких климатических условиях, а также для высокочастотной электроники применение отмывки является оправданным. Кроме того требования отмывки остатков флюсов существенно зависят от типа (класса) используемого флюса.
Класс 3 — Спецтехника (военная, аэрокосмическая техника, системы жизнеобеспечения) — отмывка является обязательной.
Мыть или не мыть?
Мы рассмотрели лишь несколько основных причин необходимости удаления остатков флюса после пайки. Подводя итоги вышеперечисленным причинам можно утверждать, что для обеспечения максимальной надежности производимой электроники остатки флюса необходимо удалять. С другой стороны абсолютно очевидно, что процесс отмывки будет увеличивать себестоимость изделий. Следовательно, применение отмывки должно быть экономически оправданным. Поэтому,принимая решение о необходимости отмывки следует взвесить все доводы за и против: условия эксплуатации аппаратуры, требования по надежности и долговечности, затраты на обслуживание и ремонт производимой электроники, наличие необходимого оборудования для отмывки и контроля качества отмывки. Помните, что если Вы не можете организовать качественную отмывку, то ее лучше не проводить вообще, особенно при использовании «безотмывочных» флюсов.
Топ 10: самые лучшие флюсы для пайки
 Всем добра! Данный рейтинг содержит лучшие флюсы для пайки и составлен из личных предпочтений и отзывов мастеров по ремонту электроники. Многие читатели сейчас подумают — «Ну наконец-то! Мастер Пайки начал хоть что-то писать о паяльном деле!» и окажутся правы – за почти 4 года на блоге не было написано ни одной приличной статьи о процессе пайки, хотя название блога как бы обязывает. Признаю, каюсь, буду исправлять положение.
Всем добра! Данный рейтинг содержит лучшие флюсы для пайки и составлен из личных предпочтений и отзывов мастеров по ремонту электроники. Многие читатели сейчас подумают — «Ну наконец-то! Мастер Пайки начал хоть что-то писать о паяльном деле!» и окажутся правы – за почти 4 года на блоге не было написано ни одной приличной статьи о процессе пайки, хотя название блога как бы обязывает. Признаю, каюсь, буду исправлять положение.
Планирую публиковать обзоры процессов пайки, инструментов пайки, паяльные видео и новые технологии в мире пайки. А сегодня приведу свой рейтинг 10 самых лучших флюсов для пайки. Данный рейтинг составлен, исходя из личных предпочтений и всяческих отзывов знакомых мастеров по ремонту электроники различного уровня и не претендует на исключительность. Поехали — флюсы для пайки.
Рейтинг самых популярных флюсов для пайки



Что мы должны знать о флюсе?
Флюс предназначен для повышения качества процесса спаивания припоем двух металлических поверхностей и при нагревании очищает поверхности от оксидных и жирных пленок. Хороший флюс должен иметь низкую температуру плавления и малый удельный вес. Перед моментом плавления припоя он должен успеть растворить окислы и не проникать вглубь паяного соединения в процессе пайки. Флюс должен хорошо растекаться и смачивать поверхность припоя и металла в месте пайки.
Самые лучшие флюсы для пайки не выгорают и при нагреве мало испаряются. А продукты разложения и окислы легко удаляются растворителями. Даже если остатки не удалены, то они не вызывают коррозии. Как мы знаем, флюсы для пайки бывают активные (кислотные) и нейтральные (некислотные). Активный флюс обычно активно взаимодействует с широким спектром растворяемых жиров и оксидных пленок. При этом могут выделяться продукты взаимодействия, не слишком полезные для нашего драгоценного здоровья.
Нейтральные флюсы более безопасные в этом плане, но их волшебные свойства подготовки паяемых поверхностей не такие яркие. Какие бывают флюсы можно посмотреть в ГОСТ 19250-73 «Флюсы паяльные. Классификация». В общем, тут как и с любым профессиональным инструментом – каждый нужен для определенного набора действий. Начну рейтинг лучших флюсов по Мастеру Пайки с сортировкой по популярности у ремонтников электронной техники.
10. Флюс своими руками

На десятом месте экстремальные варианты флюса, сделанные своими руками – раствор таблетки аспирина в одеколоне, салициловый спирт, электролит со старой солевой (нещелочной) батарейки, фруктовый сок, оливковое масло, нашатырь с глицерином и т.д. Такие флюсы для пайки применяются редко, но знать о них нужно. На случай, если окажетесь в глухой деревне только с паяльником в кармане.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель.
Чем смывать: без понятия чем смывать одеколон, замешанный с фруктовым соком, политым оливковым маслом – наверное, легче выжечь все остатки ацетиленовой горелкой.
9. Паяльная кислота

На девятом месте ортофосфорная и паяльная кислота, которая просто разъедает любые жировые пленки на поверхности металла и поэтому обеспечивает прекрасную паяемость очищенных поверхностей. Воняет и отравляет молодой организм при нагреве просто жуть. Так что нужно проветривать помещение, а еще лучше паять на свежем воздухе. В этом случае отравление парами кислоты сведется к минимуму.
паяет быстро и почти все, можно сначала нанести кислоту на соединение, а потом уже паять, стоит ну очень дешево от 30 руб. за 10 мл.
этот флюс очень токсичен от слова ядовит при попадании на кожу и, особенно, на слизистые оболочки вплоть до разъедания, кислота все-таки. Им нельзя паять платы, потому как кислота, даже в небольших количествах оставшаяся на тонких медных дорожках, их разъест.
Что паять: медь, серебро, сталь, никель, чугун, бронза, латунь.
Чем смывать: растворителем, бензином, спиртом.
8. Бура для пайки

На восьмом месте расположилась Бура, она же тетраборат натрия, представляет собой соль борной кислоты в виде белого порошка . Буру часто смешивают с борной кислотой и водой, чтобы получить жидкий активный флюс.
применяется при высокой температуре 700 — 900 градусов, то есть можно паять горелкой.
этот активный флюс нужно смывать обязательно.
Что паять: золото, серебро, медь, латунь, чугун, сталь.
Чем смывать: удалять механически или же так: борный флюс смывается лимонной кислотой — лимонная кислота смывается водой — воду хорошо вымывает спирт.
7. Паяльный жир

На седьмом месте расплылся паяльный жир, он бывает активный и нейтральный, состав: канифоль, вазелин, парафин или стеарин, хлорид цинка, деионизованная вода и хлорид аммония. Вся эта ядреная смесь очень хорошо справляется с сильно-загрязненными поверхностями металла. Как раз для этого и нужен парафин. Он как бы приподнимает всю грязь наверх, подальше от эпицентра пайки.
испаряется медленно с жала паяльника, оставляет мало нагара, очень дешев (от 50 руб. за баночку 20 г.).
твердую консистенцию сложно наносить, остатки при нагреве работающей платы растекаются и долго испаряются.
Что паять: я бы рекомендовал паять жиром толстенные окисленные провода и небольшие металлические детали, я даже паял автомобильный радиатор этим чудо-жиром.
Чем смывать: смывается лучше всего растворителем или бензином, спирт плохо берет.
6. Флюсы ЛТИ, ТАГС, ЗИЛ и другие

На шестом месте расположились флюсы для пайки различной направленности с плавающей популярностью: ЛТИ (с индексами 1, 2, 3, 120 включают в себя воду, спирт, канифоль, аммиак, хлористый цинк, нашатырь, солянокислый анилин, триэтоланилин), ТАГС (глицерин, анилиновый активатор), ЗИЛ (с индексами 1, 2, 4 изготавливаются на основе хлоридов цинка, аммония, железа, соляной кислоты и воды), флюс-гель ТТ (обязательно смываемый флюс с индикацией активных остатков состоит из вазелина, эмульгатора, тетраэтиленгликоля и КРС-78), Ф-38Н (ортофосфорная кислота, диэтоламин солянокислый), ФКДТ (канифоль, спирт, мой любимый димэтилалкилбензиламмонийхлорид и трибутилфосфат), Kester 959t (разработан для пайки волной припоя без образования шариков).
Далее ФИМ (вода, спирт, ортофосфорная кислота), ЛК-2 (спирт, канифоль, хлориды аммония и цинка), ПВ (с индексами 200, 201, 284 и 209 на основе кислот применяется для высокотемпературной пайки), ФП 1 и 2 (вазелин, хлористый цинк, канифоль, нашатырь), КЭЦ (спирт, канифоль, хлористый цинк), флюс-паста ВТС (спирт, вазелин, салициловая кислота, триэтаноламин), ГК (спирт с глицерином и канифолью), КЗ (спирт с канифолью), Прима-1 (вода, спирт, глицерин, хлористый цинк).
Наиболее интересным мне показался флюс-гель Rexant «BGA и SMD» по сходной цене в 5$.
большое разнообразие и доступность по низкой цене.
большинство этих флюсов активные, так что требуют отмывки и проветривания рабочего места.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель, чугун.
Чем смывать: большинство из указанных флюсов смываются спирт, растворитель, ацетон, бензин и даже водой.
5. Живичная канифоль

На пятом месте самый популярный флюс всех времен и народов, муза музыкантов, дар природы, ее величество канифоль. Канифоль бывает живичная (из живицы хвойных пород деревьев, почти не имеет жирных кислот), экстракционная (экстрагирование бензином хвойных опилок, содержит больше жирных кислот, чем живичная) и таловая (остатки после сульфатоцеллюлозного производства мыла).
В магазинах в баночках продается «канифоль сосновая». Обычно это та самая живичная канифоль с минимальным содержанием жирных кислот. Чем светлее тем меньше жирных кислот. А значит, такая канифоль даже если останется после пайки на контактах, не будет их разъедать.
Обычно канифоль не гигроскопична – не поглощает влагу, но поглощает кислород. Так что остатки жирных кислот в некачественной канифоли могут быть опасны для паяных контактов. Поэтому канифоль лучше все-таки отмывать после пайки ответственных соединений.
Бывает также жидкая канифоль (уже разведенная в спирте) и канифоль-гель (канифольная крошка, замешанная с растворителем), которые удобно наносить перед процессом пайки.
самый доступный и популярный неактивный флюс, в уличных соединениях можно не смывать, хорошо пахнет при нагревании.
если качество канифоли низкое, будет выделяться много дыма при пайке, чаще всего приходится отмывать, твердую канифоль неудобно наносить на контакты – приходится сначала плавить ее паяльником и скорее, пока она не выкипела, нести жало к месту пайки.
Что паять: медные провода, контакты микросхем и радиоэлементов, золото, серебро, латунь, цинк. Удавалось паять даже алюминий, замешав много канифоли с металлической пылью.
Чем смывать: спирт, спирто-бензиновая смесь, бензин, растворители.
4. Спирто-канифольный флюс

На четвертом месте многими любимый спирто-канифольный флюс СКФ или ФКСп (флюс паяльный спирто-канифольный). Он состоит на 60-80 % из спирта и на 20-40 % из канифоли. Такую смесь можно приготовить дома своими руками. Например многие просто крошат канифоль в спирт в соотношении примерно 1 к 3. Удобно применять в шприце с иголкой. Но при хранении в неплотно закрытом шприце начинает подсыхать на иголке и перестает течь.
доступный и популярный неактивный флюс, удобно наносить, дымит не сильно.
при нагреве, спирт начинает бурно испаряться и шипеть.
Что паять: медные провода, позолоченные и посеребренные контакты микросхем и радиоэлементов, латунь, цинк.
Чем смывать: спирт, растворители, бензин, спирто-бензиновая смесь.
Итак мы подобрались к Топ 3 лучших флюсов для пайки. На призовых местах я расположил профессиональные флюсы, которые в обычной жизни могут и не пригодиться. А вот в ремесле – очень нужны.
Флюсы Amtech RMA-223 и Kingbo RMA-218
Третье бронзовое место занимает Amtech RMA-223 — представляет собой гелевый флюс – смесь измельченной канифоли и растворителя.
Также в составе подозреваю, могут быть активаторы и отдушка. RMA-223 очень часто подделывают – самый главный признак подделки – на наклейке надпись мелким шрифтом «Coliformia» вместо «California», однако как ни странно, китайский подделанный флюс весьма хорош в эксплуатации, а многие сервисы только на нем и сидят. Хотя мастера с mysku не советуют уже брать на али этот флюс, а лучше взять аналог Kingbo RMA-218 .
удобно наносить гель, хорошая паяемость, можно не отмывать, подделка дешево стоит (около 200 руб.), а паяется с ней весьма неплохо и пахнет парфюмом.
часто подделывают, дымит из-за наличия канифоли, подделку нужно смывать.
Что паять: контакты микросхем и SMD компонентов, выводные радиоэлементы.
Чем смывать: спирт, растворитель, оригинал можно не смывать, подделку смывать обязательно.
Флюс EFD NC-D500 6-412-A Flux-Plus

На втором месте с серебряной медалью американский флюс EFD NC-D500 6-412-A Flux-Plus. Он представляет собой гелевый флюс, который содержит канифоль, растворитель и немного активатора. Многие мастера считают его самым лучшим флюсом из доступных. После пайки остается прозрачный твердый налет, который можно не отмывать.
можно не отмывать, мало дыма, прекрасная паяемость, легко наносить, особенно с пистолетом-дозатором.
дорогой (тюбик 10 г может стоить 1500 руб.), вонючий, попадаются подделки.
Что паять: SMD и BGA компоненты, можно конечно и провода, но дорого.
Чем смывать: не требуется, но если хочется, то фирменный аэрозоль Flux OFF, спирт, растворители.
Флюсы Interflux 2005 и 8300
Золотую медаль и первое место рейтинга завоевали флюсы компании Interflux. Они в России считаются самыми продвинутыми. Большой ассортимент флюсов для свинцовой и безсвинцовой пайки вкупе с хорошими эксплуатационными характеристиками по праву ставит флюсы этой компании на первое место.
Посоветовать могу безканифольную серию Interflux 2005 для ответственных работ с корпусами BGA и 8300 для работ с остальными компонентами.
прекрасные эксплуатационные свойства, паяемость, широкий выбор флюсов с разной текучестью и вязкостью.
цена является ограничивающим фактором, например тюбик 30 г может стоить от 2000 руб.
Что паять: в основном ответственная безсвинцовая и свинцовая пайка.
Чем смывать: большинство можно не смывать, спирт, растворитель, есть фирменный растворитель T2005M.
На этом Топ 10 самых лучших флюсов для пайки считаю завершенным. Конечно существует куча других флюсов, в том числе хороших китайских и топовых немецких и японских. Но я ими не пользовался, поэтому рассказать о них адекватно не могу.
Если Вы, уважаемые читатели, пользуетесь каким-либо другим флюсом и считаете его лучшим в мире, то обязательно напишите мне о нем в комментариях. Возможно, он появится в рейтинге после тестирования.
Что такое безотмывочный флюс
В этой статье мы рассмотрим флюсы , какие типы бывают, для каких целей применяются. Именно от них зависит качество и надёжность пайки, а иногда бывают ситуации, когда припаять металл без флюса вообще не получится (например алюминий). Из тех флюсов, что применяются при пайке радиодеталей, самый распространенный, и конечно же всем известный флюс — это канифоль .

Канифоль представляет собой обычную смолу, после перегонки, желтого или оранжевого цвета, взятую от хвойных деревьев. В советское время тем, кто не мог приобрести по каким-то причинам канифоль в магазине, предлагалось набрать в лесу смолы от хвойных деревьев и разогрев её в металлической емкости на малом огне, не допуская воспламенения, разлить по спичечным коробкам или пластмассовым баночкам. Этой смолой можно было пользоваться для пайки. Флюсы служат для удаления оксидной пленки с поверхности паяемой детали. Паяют паяльниками типа ЭПСН таким образом: макают разогретое жало паяльника в канифоль, набирают немного припоя на жало и переносят этот припой к месту пайки. Если флюс жидкий его наносят с помощью кисточки, если флюс пастообразный, то его наносят палочкой, либо если он в шприце, то выдавливают нужное количество на место пайки.

Канифоль в баночке
На фото выше изображена баночка канифоли, продающейся в магазинах, которая наверняка была подобным способом разлита в жидком виде. Флюсы делятся на два типа: активные и нейтральные . В продаже в магазинах канифоль встречается не только в твердом виде, но и в виде специального канифоль – геля в шприце.

Канифоль гель нейтральный
По заявлениям производителей канифоль — гель подходит и для пайки SMD деталей.

Канифоль гель активный
Оба типа флюсов, и активные и нейтральные необходимо смывать после пайки с платы. Если на плате останутся следы нейтрального флюса, устройство возможно и будет работать нормально, здесь все зависит от электропроводности флюса.

Кисточка для смывания следов флюса с плат
На рисунке показана кисточка для смывания следов флюса с плат. Если не смыть остатки активного флюса, после пайки с его помощью, на плате остаются следы активных солей и других опасных веществ, которые со временем могут разъесть пайку, либо припаянный провод. А вообще, рекомендую после того, как попаяли, когда есть возможность промывать место пайки с помощью кисточки смоченной в техническом спирте либо ацетоне.

В последнее время промываю платы вместо спирта Асептолином, (просто потому, что он уже куплен), жидкостью, которая продается в аптеках. Отличный результат и стоит недорого. Содержит 92.5 % этилового спирта и стоит всего 30 рублей за 100 миллилитров. Бутылочки хватает надолго. Существует и широко применяется флюс на основе канифоли и спирта. Который так и называется спирто-канифольный флюс, или сокращенно СКФ .

Спирто канифольный флюс
Часто пользуюсь таким, как на фото выше. Такой флюс можно легко приготовить самому, достаточно растереть канифоль в порошок, засыпать в ёмкость, в которой он будет храниться, и залить техническим спиртом. Соотношение канифоли и спирта должно быть 3 к 5. После ждем один – два дня, пока растворится канифоль в спирте, и можно пользоваться.

Емкости для хранения СКФ
На фото выше изображены две емкости для хранения флюса, которыми пользуюсь при паянии. Удобным в использовании, в качестве емкости под флюс, оказалась бутылочка из-под лака для ногтей, так как она идет сразу с кисточкой. Предварительно, перед использованием, бутылочку нужно промыть от следов лака ацетоном или растворителем. С помощью спирто-канифольного флюса можно паять в тех местах, где с канифолью просто не подлезть. Либо те поверхности, которые канифоль «не берет”. Например, с помощью СКФ можно припаять провода к выводам батареек, к никелированной поверхности. Конечно, паяемую поверхность, перед этим нужно будет механическим способом зачистить. Также с помощью спирто-канифольного флюса отлично лудятся дрожки на протравленных платах горячим способом. Для этого покрываем дорожки на плате СКФ, флюс наносим кисточкой.

Жир паяльный нейтральный
К условно нейтральным флюсам относится нейтральный паяльный жир , фото приведено выше. Но его все равно рекомендуют смывать с платы после пайки. Продается в таких же баночках и активный паяльный жир :

Жир паяльный активный
Многим нравится в использовании флюс ЛТИ-120 , который также необходимо смывать, потому что при его использовании на платах с цифровыми устройствами, иногда наблюдается нестабильная работа.

Фото флюс ЛТИ-120
Для пайки корпусов устройств из жести и других подобных материалов пользуются паяльной кислотой. Паяльная кислота это тоже флюс, очень активный, намного более сильный чем СКФ, но паять им радиодетали нельзя! Если кислотой паять радиодетали на плате, с виду пайка будет прочной и надежной, но то место на плате, куда попала кислота со временем непременно разъест. Кислота, к тому же, обладает высокой электропроводностью. Фото бутылочки с кислотой:

Фото кислота паяльная
Имеются специальные флюсы для пайки стали и даже алюминия. Они относятся к сильно активным флюсам, и пользоваться для пайки радиодеталей ими также нельзя. Вообще, радиодетали лучше паять, только нейтральными флюсами, тем же СКФ. Один из флюсов для пайки нержавеющей стали и алюминия изображен на фото ниже:

Флюс для пайки алюминия
В советское время, когда многие флюсы были дефицитом, в качестве активного флюса для пайки пользовались таблетками ацетилсалициловой кислоты или, говоря по другому, аспирина. При этом вывод или деталь, на которую нужно было нанести флюс, ложили на таблетку, и прогревали паяльником. Запах при этом был, по рассказам пользовавшихся, мягко говоря, не из приятных, к тому же вреден для здоровья.

Флюс из аспирина
Также сильным активным флюсом является пищевая лимонная кислота. Многие применяли её для того, чтобы залудить испорченное необгораемое жало паяльника. Такое жало долговечное в применении, если его сильно не перегревать.

Лимонная кислота пищевая в качестве флюса
Но если паяльную станцию или паяльник с регулятором оставить надолго включенным при температуре жала 480 градусов (максимуме), жало теряет свои свойства и припой к нему перестает прилипать. В таком случае, используя лимонную кислоту как флюс, мы сможем залудить испорченное жало паяльника. После залуживания жало нужно хорошенько промыть. Вообще, после любых флюсов , которые созданы не на основе канифоли, необходимо промывать плату после пайки. Существуют специальные безотмывочные флюсы для пайки SMD деталей.

Для пайки стали и чугуна также пользуются флюсом под названием Бура .

Для использования совместно с флюсом Бура нужны специальные среднетепературные припои. Также для пайки с этим флюсом необходим мощный паяльник в виде топора или подобный. Автор — AKV.
в ближайшее время буду пробовать пересадить ЮМ впервый раз
подскажите
при замене моста, для чего нужен безотмывочный флюс, почему именно безотмывочный? если при установке моста пользоваться спиртоканифолью — оч плохо?
и каков допустимый разброс размеров шариков(на глаз), то есть если на мосте не хватает пару шариков, сделать их вручную и на глаз они размером совпадают(реально, конечно отличаются) то мост сядет нормально или желательно использовать калиброванные(новые) шарики?
для чего нужен безотмывочный флюс
В вашем случае нужен не «безотмывочный флюс», а «флюс для пайки BGA», причем совместимый с используемым припоем (свинцовый/бессвинцовый). Он может быть как безотмывочным, так и требующим отмывки.
Что касается точности шариков и спиртоканифоли — все зависит от технологии пайки. Чем «хуже» она — тем более желательна точность шариков и качество флюса. А в общем — изучайте раздел «технологии», там много чего есть.

если научи тесь со спирто-канифолью и с разномастными шарами — на флюс и с ровными буде те потом лепить не глядя
сегодня снял дохлый мост, похоже 2 шара слиплись
и на материнке остался припой
посмотрите, что и как получилось
Популярные флюсы для пайки
Хорошее соединение при пайке можно получить, соблюдая определенные требования, среди которых важным является правильный выбор флюса. Существует много составов органического, минерального и смешанного происхождения. Они имеют отличия в свойствах и рекомендациях по применению.
Для чего применять
 Начинающий паяльщик не всегда оценивает важность функций, выполняемых флюсами. Есть детали, припой, паяльник или другие инструменты для пайки. Все прогрел, соединил, охладил, промыл – и готово.
Начинающий паяльщик не всегда оценивает важность функций, выполняемых флюсами. Есть детали, припой, паяльник или другие инструменты для пайки. Все прогрел, соединил, охладил, промыл – и готово.
На самом деле процесс идет сложнее. Надежно соединиться могут только поверхности, избавленные от оксидного налета, других примесей.
Припой должен равномерно растекаться в требуемом месте, а не где попало. У материалов должно быть подходящее сочетание, при котором адгезия максимальна.
Для этого нужно уменьшить силы натяжения на поверхностях. Для многих видов пайки не допускается влияние внешней среды. Нужно изолировать рабочую зону от окружающей атмосферы.
Следовательно, основные функции флюса следующие:
-
 удаление оксидного налета и примесей,
удаление оксидного налета и примесей, - обеспечение хорошего распределения припоя,
- улучшение адгезии материалов,
- защита места соединения от воздуха и влаги.
Со всеми задачами может справиться хороший флюсовый состав. В продаже их существует множество. Можно сделать неплохие композиции в домашних условиях, но лучше купить готовые составы, которые многократно апробированы в работе.
Выбрать флюс для пайки несложно. Нужно располагать информацией об имеющихся марках и учесть специфику предстоящей пайки.
Популярные разновидности
 Широко применяются составы разной консистенции. К числу самых известных флюсов, которые можно выбрать для пайки тех или иных деталей, относят:
Широко применяются составы разной консистенции. К числу самых известных флюсов, которые можно выбрать для пайки тех или иных деталей, относят:
- канифоль и ее спиртовые растворы;
- растворы глицерина;
- буру;
- паяльный жир;
- ортофосфорную кислоту;
- паяльную кислоту (раствор хлорида цинка в соляной кислоте);
- некоторые марки гелевых флюсов (Flux-Plus, RMA-223).
Существуют композиции в виде трубок или брикетов из пасты, содержащие одновременно флюс и припой. Во многих случаях это очень удобный вариант, упрощающий проведение пайки.
Раздумывая над тем, какой флюс можно использовать для пайки феном, не сомневайтесь, выбирайте пасту. Приемлема она, в основном, для монтажа на поверхности, работы в труднодоступных местах, с SMD деталями.
Лучший паяльный флюс выполняет сразу все необходимые функции. Имеются разные классификации вспомогательных составов для пайки.
Флюсы могут быть очень активными, хорошо удаляющими оксиды и другие примеси на поверхности. Обратная, неприятная сторона их действия – возможность окисления металла детали. Пайку нужно проводить аккуратно с последующим промыванием рабочей зоны.
Существуют составы с умеренным действием, обеспечивающим достаточную очистку поверхности, хорошее распределение припоя.
С канифолью
 Планируя монтаж электрических схем или радиодеталей с использованием легко плавящихся припоев в качестве флюса, имеет смысл выбрать чистую канифоль или смеси на ее основе.
Планируя монтаж электрических схем или радиодеталей с использованием легко плавящихся припоев в качестве флюса, имеет смысл выбрать чистую канифоль или смеси на ее основе.
Достоинство природной смолы заключается в ее инертности. Она прекрасно защищает место соединения от окисления, не вызывает коррозии, восстановления, растворения металлических частей.
После применения обычной светлой канифоли рабочую зону достаточно очистить кистью или ватным тампоном, слегка смоченным спиртом. Можно как растворитель использовать ацетон.
Для пайки в труднодоступных местах целесообразно выбрать раствор канифоли в спирте. Если нет канифоли, можно взять хвойную смолу. Результат не разочарует. Спирт иногда заменяют одеколоном, бензином, ацетоном, этилацетатом.
Если место пайки в перспективе будет подвергаться высоким термическим нагрузкам, имеет смысл в смесь канифоли и спирта добавить глицерин.



Для приготовления растворов подходит этиловый спирт любой степени очистки. Канифоль нужно брать обычную, а не специально приготовленную для натирания смычков. «Музыкальные» виды могут иметь примеси, мешающие пайке.
На основе соляной кислоты
Распространенным компонентом с большой активностью являются составы на основе соляной кислоты. Она быстро убирает все оксиды при пайке изделий из стали мягкими припоями.
Для радиомонтажных работ применение соляной кислоты не рекомендуется. Активность кислоты может иметь неприятные последствия. Места обработки легко подвергаются в последующем коррозии, поэтому рабочую зону следует после пайки тщательно промывать горячей водой.
Работа с соляной кислотой должна проводиться осторожно, под вытяжным шкафом. Пары могут повредить слизистые оболочки глаз, дыхательных путей.
Для работы с латунью, медными и стальными сплавами целесообразно выбрать хлористый цинк в растворе соляной кислоты. Он легко получается в домашних условиях добавлением металла в кислоту.
 Специфические виды пайки удобно проводить с флюсовой пастой, состоящей из насыщенного водного раствора хлорида цинка, вазелина.
Специфические виды пайки удобно проводить с флюсовой пастой, состоящей из насыщенного водного раствора хлорида цинка, вазелина.
Для пайки никелевых сплавов и платины рекомендуется многокомпонентная смесь из хлорида цинка, этилового спирта, глицерина, воды.
Цветные и благородные металлы ремонтируют пайкой с флюсом, состоящим из канифоли и хлорида цинка в спирте. Место соединения после работы промывают ацетоном.
При необходимости получить соединения с повышенной прочностью при пайке таких же сплавов, следует выбрать флюсовую пасту из канифоли, хлорида цинка и технического вазелина. Промывка проводится тампонами, смоченными ацетоном.
Со слабыми кислотами и бурой
 Многие мастера стараются выбрать для пайки средства, проверенные временем. Они предпочитают работать с нержавейкой, нихромом, некоторыми другими металлами и сплавами, применяя концентрированную ортофосфорную кислоту.
Многие мастера стараются выбрать для пайки средства, проверенные временем. Они предпочитают работать с нержавейкой, нихромом, некоторыми другими металлами и сплавами, применяя концентрированную ортофосфорную кислоту.
Флюс доступный, недорогой. К его главным недостаткам можно отнести способность образовывать продукты, хорошо проводящие электрический ток. Если это обстоятельство существенно ухудшит работу спаянной детали, следует выбрать другой флюс.
Для пайки металлических деталей мягкими припоями рекомендуется группа смесей с обозначением ЛТИ. Существует несколько разновидностей этой продукции, содержащей различное соотношение нескольких азотсодержащих соединений.
Для каждого вида флюса группы ЛТИ существуют строго определенные рекомендации, которые нужно обязательно учитывать.
Высокотемпературную пайку чугуна, медных сплавов, сталей с высоким содержанием углероды проводят, выбирая в качестве флюса буру. Ее расплав хорошо удаляет оксиды, другие примеси. После работы место пайки легко очищается механически.
Не требующие отмывки
 В последние годы увеличивается популярность безотмывочных флюсов для пайки. Достоинство таких растворов, гелей заключается в экономии времени.
В последние годы увеличивается популярность безотмывочных флюсов для пайки. Достоинство таких растворов, гелей заключается в экономии времени.
После работы нет необходимости тщательно промывать место соединения, потому что смеси не содержат компонентов, вызывающих порчу металлов.
Наносят безотмывочные флюс-гели специальными аппликаторами, которые есть в продаже. Можно сделать подобные приспособления самостоятельно из одноразового шприца и трубочки из резины или силикона. Безотмывный флюс отличается химической инертностью, но его остатки все равно лучше стереть с поверхности соединения.
Для того, чтобы выбрать удачный флюс для пайки, нужно продумать все нюансы предстоящей работы, изучить состав металла, предусмотреть приемлемые способы очистки.
Важным фактором являются требования к качеству будущего соединения, условиям эксплуатации детали. Во многих ситуациях следует поинтересоваться электропроводностью флюса, остаточным сопротивлением будущего места соединения.
Анализ всей информации позволит выбрать удачный флюс, получить хороший результат пайки.
Флюс для пайки: особенности, виды, советы
Соединение двух и более неметаллических или металлических материалов и веществ посредством присаживаемого металла, называется пайка. Мы предлагаем рассмотреть, что такое флюс для пайки, как его можно изготовить своими руками, а также рассмотрим характеристики, и как сделать припой для меди, серебра, олова, нержавейки.
Пайка и её особенности
Чтобы получить действительно качественное соединение нужно выдержать специальную температуру в зоне шва. В среднем этот показатель варьируется в пределах 50-100 градусов. Также учитывается то, что температурный порог необходимый для того, чтобы расплавился припой, значительно выше, чем просто для плавления обрабатываемого металла. Положительные качества пайки:
- полная герметичность соединенных деталей;
- высокая прочность соединений;
- значительная экономия времени и затрачиваемых сил, в сравнении со сварочными процессами;
- на местах спайки образуется специальный слой-пленка, которая противостоит коррозии и окислению металлов.
Виды припоя
Припои – это достаточно специфический ряд веществ, которые должны соответствовать следующим условиям:
- Высокие показатели теплопроводности и электропроводности;
- Хорошая прочность и высокий коэффициент растяжения;
- Коррозионная стойкость;
- Преобразование в жидкую среду при воздействии температуры сварки;
- Контрастная величина остывания металла пайки и кристаллизации припоя.
Данные вещества варьируются в зависимости от температуры процесса паяния, и бывают мягкие и твердые.
 Таблица флюсов
Таблица флюсов
Пайка мягкими припоями
Пайка мягкими припоями может осуществляться только до температуры ниже, чем 400 градусов по Цельсию. Эти вещества позволяют обеспечить образование действительно прочного и одновременно мягкого шва, который не только будет отличаться относительной гибкостью но и хорошими показателями стойкости к коррозии и физическим воздействиям.
К мягким припоям относятся:
- Свинцово-оловянные
- Припои с малым содержанием олова
- Специальные и легкоплавимые
Припой, температура работы у которого 185 ÷ 267˚С – соединяет в себе олово и свинец. Также в небольшом количестве добавляется и сурьма. Перед покупкой обязательно проверяйте ГОСТ, там указана вся информация по припою. Например, ПОС 40 – последняя цифра означает что в данном веществе содержится 40% олова, в среднем сурьмы добавляется от 3 до 5 процентов, все остальное – свинец. Данные припои используются для соединения швов, которые не нуждаются в ответственности, т.е. не нагружены, не подаются битью или постоянной вибрации.
Для пайки также применяется бессвинцовой флюс. Их еще называются малооловянистые соединения. В основном их применяют для соединения небольших плат, контактов на нежных электрических схемах и т.д. Максимально допустимая температура плавления – 330 градусов по Цельсию.
Самые нераспространенные – это припои легкоплавкового типа, температура от 60 градусов до 145. Они приобретаются для низкотемпературной пайки или очень осторожной ручной сварки. В частности, их нельзя назвать основными припоями, т.к.у них очень маленькая прочность и эластичность. Они чаще применяются для повторного или ступенчатого паяния.
В отдельных случаях необходимо изготовление специального состава, его свойства подгоняются непосредственно для материалов, не поддающихся пайке (это флюс для никеля, низкоуглеродистой стали, алюминия, вольфрама и чугуна).
Рассмотрим самые популярные смеси:
- Флюсы для пайки алюминия в обязательном порядке должны быть на оловянной основе, также в них содержится бура, цинк, кадмий, но все, же олова в них содержится более чем 99 %. Цинк и кадмий необходимы для повышенной диффузии, которая способна проникнуть даже в глубинные слоя алюминия.
- Паста-флюс или гель для пайки микросхем, также такие припои используются для печатных плат.
 Флюс гель
Флюс гель
Для таких сплавов припои поставляются в виде разнообразных составов относительно густых, прутьев, лент и проволочных катушек (как для сварки). Также бывают чушки, которые наполовину заполнены флюсом из канифоли.
Твердые припои для пайки
Состав флюсов для пайки твердым припоем используется соединения проблемных мест, которые все время поддаются негативному воздействию окружающей среды (вибрации, перепады температур, удары и прочее). В основном это составы для высокотемпературной пайки, о т 400 градусов по Цельсию и выше. К ним относятся:
- Припой для твердого сплава из меди и цинка (до 1000);
- Фосфор и медь (до 900 градусов);
- Чистая медь применятся для процесса пайки высокоуглеродистого железа;
- Флюс безотмывочный, для пайки серебром (до 800 градусов включительно).
У твердоплавких припоев также есть свое распределение, они бывают тугоплавкими, с температурой для плавки от 850 градусов, и легкопавкие – с показателем выше данного температурного режима.
Нужно отметить, что смесь меди (используются марки М21, М11 и прочие) и цинка недостаточно распространена, из-за низких показателей прочности и относительно дорогой стоимости в большинстве случаев её успешно может заменить припой из бронзы с цинком или латуни.
Припои медно-фосфорного типа – это заменители очень дорогих серебряных флюсов. Они незаменимы при соединении медных металлов, бронзы, латуни и прочих соединений металлов, которые не должны работать на сгибы или ударные нагрузки. К слову, этот сплав еще называется припой для бесфлюсовой пайки (но не для меди).
Категорически запрещено использовать данные сплавы для пайки железа, черных металлов, низкоуглеродных сталей, т.к. при температурном воздействии и соединении с медью или фосфором образуется очень хрупкий химический элемент – фосфиды железа, который поспособствует тому, что шов разойдется.
Из-за металлофосфористых припоев образуются фосфиды железа, которые являются члишком хрупкими соединениями, и способствуют понижению качества металла, их не советуют использовать для пайки железа.
Видео: Приготовление паяльного флюса своими руками
Самым лучшим вариантом для таких спаечных процессов является серебряные припои. Они наиболее дорогостоящие. И используются также для соединения проводов, капиллярной сетки из проводов, и очень сложных плат из серебряных компонентов.
Прочие типы флюса
- Флюсы с ярко выраженными антикоррозийными свойствами. Это соединения на основе кислоты фосфора и растворителя, которые при взаимодействии образовывают органические соединения. Их очень выгодно использовать, потому что после процесса пайки не нужно использовать специальные очистители;
- Жидкие флюсы из салициловой кислоты, вазелина, золота и этилового спирта. Это самое удобное соединение для радиаторов, спайки электрических проводов. Этот флюс обеспечивает высокую чистоту шва и его аккуратность;
- Для того чтобы изготовить нейтральный флюс для электрических приборов, отличающихся повышенными требованиями к точности (реле времени, выключатели, для соединения контактов мобильных телефонов, и т.д.) понадобится соединения канифоли с воздухом. Канифоль очень низкоактивна и её следует применять только на подготовленных металлах, предварительно очищенных и залуженных;
 Канифоль
Канифоль - Активированные флюсы – это бура и канифоль. В большинстве случаев она используется для водопроводных соединений и пайки медных труб. Главным отличием является тот факт, что бура плавится при температуре от 70 градусов, при этом, не выделяя абсолютно никаких вредных соединений. Это только одна разновидность;
 Бура
Бура - Еще для того, чтобы приготовить активированные флюсы можно использовать такой рецепт: смешиваем канифоль, анилин, добавляем немного ангидрида, салициловой кислоты и диэтиламина. Это неплохой вариант изготовления пайки для монтажных скреплений.
Общие советы по флюсам
Самодельный флюс для пайки – это не всегда выгодный вариант, иногда его действительно выгоднее купить, тем более, что в большинстве случаев цена позволяет, скажем, smd или bga. На данный момент более сотни отечественных компаний производят флюсы и смеси для пайки и сварки, среди которых мы можем посоветовать лти 120, Brazetec, harris, rma, sanha, welco (в среднем стоимость от 80 рублей).
Продажа осуществляется в любом магазине электрических приборов и рынке во все городах: Екатеринбурге, Минске, Москве, Новосибирске, Харькове, Челябинске Ростове-на-Дону.
Нужно отметить, что в любом случае во время процесса сварки или пайки выделяются газы, которые могут навредить организму, но если пользоваться профессиональными смесями это вред будет гораздо ниже, поэтому остановите свой выбор на известных марках.
Что такое безотмывочный флюс
АВТОРЫ: КАРЛ СИЛИГ, ВИЦЕ-ПРЕЗИДЕНТ ОТДЕЛА РАЗВИТИЯ ТЕХНОЛОГИЙ, И ТИМ О’НИЛЛ, РУКОВОДИТЕЛЬ ОТДЕЛА ТЕХНИЧЕСКОГО МАРКЕТИНГА
Введение. С учетом быстрого роста индустрии электроники, которая требует уменьшения размеров и повышения функциональности, разработчики электронных устройств и специалисты по их сборке сталкиваются с проблемами защиты окружающей среды, а также с необычным, ранее неизвестным применением компонентов электроники.
Эти условия в сочетании с требованиями об уменьшении загрязнения окружающей среды и вреда для здоровья в процессе производства и эксплуатации оборудования заставляют производителей пересматривать используемые ими материалы.
Более того, запрос на увеличение прочности корпуса и сокращение расходов привел к быстрому внедрению безвыводных корпусов таких, например, как QFN, POP, LGA и микро-BGA. Во многих случаях производители этих компонентов рекомендуют использовать безотмывочные флюсы из-за невозможности качественного удаления остатков флюса под корпусами и вокруг них.
Это ограничение, а также необходимость реализации программы по снижению использования олова и/или программы по обеспечению дополнительных мер защиты окружающей среды привели к парадоксальному решению: нанесению конформного покрытия вместо использования безотмывочных флюсов.
Отдел исследования и разработки компании «AIM» совместно с производителями электроники и производителями конформного покрытия постарался составить классификацию различных и доступных на сегодняшний день технологий нанесения покрытия. В рамках настоящего исследования мы провели испытание различных материалов для формирования покрытия и различных по химическому составу безотмывочных флюсов. Результаты исследования демонстрируют возможные сочетания, которые соответствуют требованиям, предъявляемым к монтажу, с учетом возможностей производства и с целью сокращения расходов.
Возможность нанесения конформного покрытия на печатные платы привлекло пристальное внимание ко всем этапам разработки и производства печатных плат. Производители и разработчики электроники исследуют потенциальные возможности, стоимость и ограничения в использовании данной технологии. Движущая сила, которая заставляет производителей интересоваться применением этой технологии в электронике, – возможность эксплуатации устройств в разнообразных и более агрессивных условиях по мере роста спроса на повышение функциональности и пригодность для многоцелевого использования. Испытания проводились в условиях, которые не так давно считались непригодными для эксплуатации электронного оборудования, в том числе в условиях повышенной влажности и пыли. Вот лишь только некоторые преимущества нанесения покрытия:
· Сокращение количества загрязняющих веществ на поверхности, защищенной покрытием, при контакте с силовыми или заземляющими участками;
· Сокращение количества усов олова.
При таком количестве производителей конформного покрытия для них существует только одна общая рекомендация по нанесению конформного слоя: перед нанесением подложку необходимо очистить вне зависимости от типа наносимого покрытия. Те же производители отмечают, что большая часть их заказчиков предпочитает наносить покрытие и использовать безотмывочный флюс, руководствуясь целым рядом причин. Вот лишь самые распространенные:
· Сокращение расходов на очистку;
· Требования к производительности;
· Неполное удаление ионных загрязняющих веществ под низко посаженными компонентами или вокруг них;
· Сокращение количества усов олова.
Анализ конченых условий эксплуатации является важным шагом для получения успешных результатов и первичным фактором, который необходимо изучить при выборе соответствующего монтажного процесса. При этом необходимо выяснить следующее: а) поможет ли наносимое покрытие добиться желаемого результата, б) целесообразно ли наносить покрытие с учетом характера сборки и технических возможностей монтажного цеха. Если нанесение покрытия признано обоснованным, то необходимо тщательно проверить используемые материалы.
В настоящем исследовании мы рассматриваем результаты, полученные в ходе углубленного изучения различных видов конформного покрытия, а также их взаимодействия в сочетании с остатками разных безотмывочных флюсов.
В ходе исследования мы руководствовались следующими производственными стандартами испытаний:
· IPC J-Std-004 «Испытания на сопротивление изоляции поверхности».
· IPC CC-830 «Классификация и показатели электроизоляционного компаунда для печатного узла».
· ASTM – D3359 «Стандартный метод испытаний при измерении силы адгезии (испытание методом клейкой ленты)».
Три указанных стандарта, регулирующих исследование, помогут определить значения сопротивления изоляции поверхности и свойства адгезии для каждого сочетания материалов. Полученные три значения были сравнены с данными, предоставленными поставщиком по каждому материалу, чтобы определить улучшение или ухудшение свойств материалов при их сочетании. Категории материалов для конформного покрытия выделены подчеркиванием.
Акриловые: термопластик растворимый в растворителе, без полимеризации
Преимущества
Недостатки
Высыхание на воздухе
ЛОС-содержащие растворители
Легкое растворение
Низкая стойкость к действию растворителей
Хорошая гидроизоляция
Воспламеняемость
Простота в использовании
Размягчение при высоких температурах
Уретановые: высыхание за счет полимеризации
Преимущества
Недостатки
Низкая стойкость к действию растворителей
Небольшое содержание ЛОС
Влагостойкость
Необходимость в повторной пайке
Износоустойчивость
Зависимость скорости высыхания от условий окружающей среды
Диэлектрические свойства
Риск причинения вреда здоровью работников
Силиконовые: высыхание за счет влажной полимеризации
Преимущества
Недостатки
Влагостойкость
Абразивность
Влагостойкость
Загрязнение рабочего места
Пластичность
Жаростойкость
Эпоксидные: как правило, двусоставные
Преимущества
Недостатки
Влагостойкость
Двусоставность
Влагостойкость
Необходимость в повторной пайке
Износоустойчивость
Продолжительность эксплуатации – в состоянии полимеризации
Диэлектрические свойства
Уретан, модифицированный акрилом: уретан, высыхающий под действием ультрафиолетовых лучей
Преимущества
Недостатки
Защитные свойства
Большие капиталовложения
Пропускная способность
Необходимость в повторной пайке
Воздействие на окружающую среду
Затемнение
Исследование под ультрафиолетовыми лучами
Все исследуемые образцы успешно прошли испытание по стандарту IPC на сопротивление изоляции поверхности. Ниже приводятся критерии оценки образцов:
КРИТЕРИИ СООТВЕТСТВИЯ/НЕСООТВЕТСТВИЯ
Стандарт IPC J-STD-004B, § 3.4.1.4.1
Все испытания тестируемых образцов проводились при сопротивлении более 100 мегаом.
Отсутствие признаков электрохимической миграции, которая сокращает расстояние между проводниками более чем на 20 %.
Отсутствие коррозии проводников.
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
1. Данные об испытаниях, диаграммы, отметка о прохождении.
2. Наличие дендритов: нет.
3. Максимальный процент сокращения расстояния: 0 %.
4. Признаки обесцвечивания между проводниками: нет.
5. Наличие раковин: нет.
6. Наличие подповерхностной миграции металла: нет.
С отчетом по результатам испытаний можно ознакомиться по соответствующему запросу.
ДИАГРАММЫ РЕЗУЛЬТАТОВ (1–3)
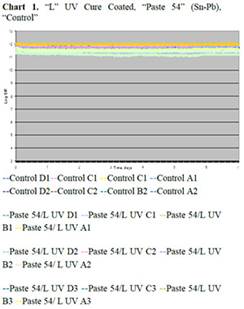
Диаграмма 1. «Н» с покрытием, затвердевающим под действием ультрафиолетовых лучей, «Паста 54» (олово-свинец), контроль

Диаграмма 2. «В» с покрытием, затвердевающим под действием ультрафиолетовых лучей, «Паста 54» (SAC 305), контроль
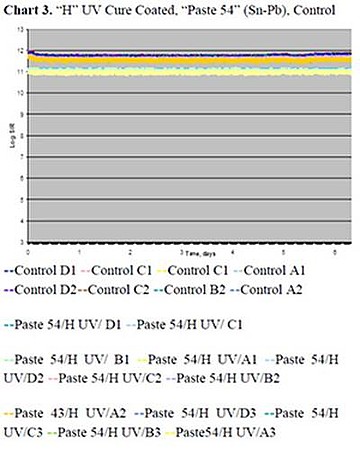
Диаграмма 3. «В» с покрытием, затвердевающим под действием ультрафиолетовых лучей, «Паста 54» (олово-свинец), контроль
Испытания на измерение силы адгезии и испытания термоударами первоначально проводились на опытных сборках компании «Practical Component» с помощью программы «SABER»; однако после ряда испытаний выяснилось, что необходимые данные можно получить с помощью стандартных пробных образцов В-24. Помимо относительной дешевизны, эти образцы исключают переменные, которые могут дать неточный результат, в том числе наличие ионики, веществ, которые остаются после очистки модели, а также толщину слоя покрытия.
Результаты испытаний на измерение силы адгезии оказались благоприятными и неожиданными. Целью настоящей статьи является исследование паяльной пасты. Мы не проводили испытания ни остатков проволочного припоя, ни любых жидких флюсов в тех случаях, когда конформный слой, смоченный и приваренный к подложке, при нанесении или высыхании успешно проходил все соответствующие испытания.
Первоначальные испытания термоударом при температуре от -60 до +125 °C выявили значительное отслоение. Изначально мы считали, что причиной является сдвиг остатков флюса из-за его размягчения при температуре 125 °C. Дальнейшие исследования показали, что когезионное разрушение остатков флюса происходило в том случае, когда флюс был плотно спаян с подложкой печатной платы и покрытием, при этом разрушался изнутри (фотография 3). Этот феномен в той или иной степени наблюдался при любых покрытиях (за исключением силиконового). В целом ультрафиолетовые материалы показали худшие результаты, акриловые на основе растворителей показали себя лучше, а силиконовые показали лучшие результаты без отслоения. Плохим результатом считались любые признаки отслоения. Мы не выяснили, по-прежнему ли отслоившееся прилегающее покрытие было эффективным с точки зрения защиты находящейся под покрытием подложки.
В итоге мы обнаружили, что эластичность покрытия напрямую соотносится с разрушением, связанным с низкой температурой. Разницы теплового расширения между остатком и высокоэластичным покрытием оказалось достаточно, чтобы вызвать разрушение холодных затвердевших остатков флюса. В паяльных пастах зачастую используется канифольный флюс, который затвердевает после оплавления. Чем ниже температура окружающей среды, тем тверже остаток. Чтобы проверить данную теорию, мы попеременно меняли виды флюса и виды покрытия, используя более прочные и более мягкие материалы. Мы провели испытания силиконового покрытия, затвердевающего под действием ультрафиолетовых лучей, имеющего самые низкие показатели эластичности, и уретанового покрытия, затвердевающего под действием ультрафиолетовых лучей, имеющего самые высокие эластичности. Кроме того, мы провели испытания бесканифольной пасты, остатки которой имеют не твердую, а воскоподобную структуру. Как видно на картинке ниже, сокращение эластичности покрытия или остатков снижает вероятность отслоения.
Кроме того, мы заметили, что акриловые покрытия на основе растворителей качественно превзошли уретановые материалы, затвердевающие под действием ультрафиолетовых лучей, несмотря на соответствующую специфику применения уретановых материалов. Мы полагаем, что растворитель способствует формированию более глубоких связей между остатком и покрытием, нивелируя неблагоприятный эффект при разнице теплового расширения.
Мы пошли дальше и решили узнать, при какой максимальной низкой температуре начинает происходить отслоение канифольной безотмывочной пасты и акрилового или уретанового, модифицированного акрилом покрытия. Результаты испытаний оказались достаточно разрозненными, но в целом ни один материал не смог выдержать более 10 циклов при температуре ниже -35 °C.
Обладая этими данными, кажется, что самый простой способ решить проблему отслоения – использовать пасту, которая дает более мягкий остаток. К сожалению, такое решение оказывает существенное негативное воздействие на характеристики сопротивления изоляции поверхности, что видно на рисунке 1.
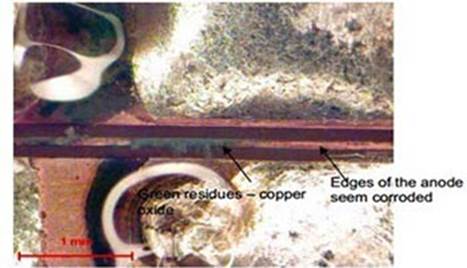
Рисунок 1. Поглощение влаги после нанесения конформного слоя