

Токарно расточной станок назначение
Расточной станок: модели, технические характеристики, назначение
Расточной станок используются для обработки заготовок как в условиях единичного, так и серийного производства. Относится такое оборудование к классу универсального. Качественно обрабатывать изделия с его использованием можно в том числе и без переноса заготовок на какие-либо другие специализированные станки.
Основное назначение
Используются станки этого типа в первую очередь, конечно же, для расточки в заготовках отверстий разного диаметра. Но при необходимости их можно применять также для:
- обточки внешних поверхностей цилиндрических деталей;
- обработки торцов заготовок;
- зенкерования и развертывания отверстий;
- нарезания резьбы;
- фрезерования.

Виды расточных станков
Классифицироваться оборудование этого типа может по нескольким признакам. По сфере применения такие станки могут быть:
- универсальными токарно-расточными;
- специализированными.
Станки второй группы в свою очередь подразделяются на следующие разновидности:
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные.
В последнее время очень широкое распространение на предприятиях получили расточные станки с ЧПУ.

Какие рабочие инструменты используются
Операции на таком оборудовании, как расточной станок, таким образом, могут производится самые разные. При обработке деталей на этих агрегатах используются такие режущие инструменты, как:
- сверло;
- резец;
- фреза;
- зенкер;
- метчик и т. д.
При выборе такого оборудования любой разновидности в первую очередь обращают внимание на диаметр шпинделя.
Каким может быть координатно расточной станок
Оборудование этого типа предназначено, прежде всего, для максимально точной обработки заготовок. Коородинатно-расточные станки могут быть:
В конструкцию таких станков входят:
- станина;
- стойка;
- стол с салазками;
- расточная головка.
Также в конструкцию такого оборудования включена траверса.

Особенности работы на коородинатно-расточном станке
При использовании оборудования этого типа обрабатываемую заготовку предварительно закрепляют на рабочем столе. Далее в шпинделе устанавливают нужный режущий инструмент. Затем работа выполняется в следующем порядке:
- в зависимости от того, какую высоту имеет обрабатываемая деталь, регулируют траверсу и расточную головку;
- устанавливают шпиндель на заданные координаты.
Последняя операция на таком оборудовании, как координатно-расточной станок, в зависимости от его вида, может выполняться по-разному. На одностоечной модели шпиндель устанавливается должным образом путем перемещения рабочего стола в двух перпендикулярных направлениях. На двухстоечном оборудовании:
- стол передвигают в продольном направлении;
- расточную головку перемещают в поперечном направлении по траверсе.
Модельный ряд координатно-расточных станков
Выпускают такое оборудование сегодня многие производители. Но чаще всего на предприятиях используются координатно-расточные станки:
- 2Е450. Эта одностоечная модель имеет размеры стола 630 х 1120 мм и оснащена оптической измерительной системой, дополненной экранным отсчетом. Также этот расточной станок имеет функцию автоматической остановки салазок. Еще одним повышающим удобство в работе дополнением в этой модели является устройство предварительного набора координат.
- 2Д450. Эта модель также имеет размеры стола 630 х 1120. Входящее в ее конструкцию оптическое устройство может отсчитывать как целую, так и дробную части координат.
Могут использоваться на предприятиях, конечно же, и другие координатные расточные станки. Модели 2А450, 2Л450АФ11-01, к примеру, также сегодня очень востребованы.

Горизонтально-расточные станки
Такое оборудование используется на предприятиях и в мастерских также достаточно часто. Основной его отличительной особенностью является то, что шпиндель в нем расположен горизонтально. Основным движением последнего является вращательно-поступательное относительно оси. При этом во время обточки может осуществляться как подача заготовки, так и передвижение самого рабочего инструмента.
Перемещение шпиндельной бабки на таком оборудовании, как горизонтально-расточной станок, является движением дополнительным.
Какие модели могут использоваться
На рынок сегодня может поставляться оборудование этого типа как обычное универсальное со шпинделем диаметром 110-130 мм, так и тяжелое. Станки последней разновидности обычно дополнительно оснащаются ползуном и подвижной колонной.
Моделей такого оборудования производителями выпускается также множество. К примеру, большой популярностью у потребителей пользуются агрегаты линеек ВФЦ и F.O.R.T.
Горизонтально расточной станок ВФЦ может быть предназначен для обработки заготовок весом до 10 тонн. Применяются такие станки в основном для растачивания деталей из чугуна и стали. Построены эти модели по модульному принципу и имеют поворотный стол.
Станки серии F.O.R.T также представлены на рынке в очень широком ассортименте. Конструкцию они могут иметь классическую с крестообразным столом либо с подвижной колонной. Размеры стола у горизонтально-расточных станков F.O.R.T варьируются от 1250 х 1400 мм до 4000 х 4000 мм. Диаметр шпинделя при этом у них может быть равен 100-260 мм.
Алмазно-расточные станки
Оборудование этой разновидности предназначено в основном для тонкой окончательной обработки заготовок. Инструменты в таких станках, как уже можно судить по их названию, используются либо алмазные, либо твердосплавные. Расточной станок этой разновидности может применяться для обработки заготовок как из стали и чугуна, так и из сплавов цветных металлов, эбонита, текстолита, резины и т. д. В ряде случаев алмазная расточка может заменить даже шлифование.
Резка на таком оборудовании производится со значительной скоростью и при этом небольшой глубиной снятия материала. По расположению шпинделя алмазно-расточные станки могут быть горизонтальными или вертикальными.

Модельный ряд
Этот вид оборудования на рынке представлен не так широко, как горизонтально- и коородинатно-расточные станки. Однако марок подобных агрегатов выпускается сегодня также довольно-таки много. Одной из самых популярных моделей такого оборудования является 2А78. Очень неплохие имеет этот расточной станок технические характеристики. Размеры стола у этой модели равны 500 х 1000. С использованием этого оборудования можно делать отверстия в заготовках диаметром 27-200 мм.
Токарно-расточные станки
Основной особенностью оборудования этой разновидности является очень высокая скорость вращения шпинделя. Токарно-расточной станок может использоваться для обработки как плоских деталей, так и цилиндрических.
При работе на таком оборудовании заготовка крепится на столе. При этом шпиндель совершает вращательно-поступательное движение.
Современной промышленностью выпускаются в том числе и токарно-расточные станки крупногабаритные. Диаметр обточки у такого оборудования может быть равен 4 м. При этом на станке допускается выполнять обработку деталей длиной до 32 м. Наиболее востребованной моделью токарно-расточного станка на данный момент является 2А656РФ11.
Оборудование с ЧПУ
ЧПУ могут дополняться как алмазно-, так и горизонтально-, токарно- или координатно-расточные станки. Современная электроника, конечно же, в разы повышает удобство пользования этим оборудованием. Работой станка с ЧПУ токарь управляет не вручную, а через компьютер. Это позволяет добиться высочайшей точности сверления или резки и максимальной производительности.

Использоваться расточные станки с ЧПУ могут как для черновой, так и для чистовой обработки заготовок. Стоят они, конечно же, намного дороже обычных моделей. Работать на таких станках могут только токари, прошедшие переквалификацию по соответствующей программе.
Расточный станок: назначение, схема, характеристика. Модели расточных станков
Расточными называют станки, используемые для обработки крупногабаритных заготовок в массовом и мелкосерийном производстве с использованием разных инструментов. Различаться оборудование этого типа может прежде всего по конструкции и сфере применения. Помимо обычных, существуют также модели с ЧПУ, работающие по заранее составленным программам.
Расточные станки: назначение и сферы использования
Применяться такое оборудование может для выполнения таких операций, как:
- нарезание резьбы, внутренней и наружной;
- сверление отверстий глухих и сквозных;
- зенкерование;
- подрезка торцов заготовок;
- торцевое и цилиндрическое фрезерование и т. д.

Чаще всего это оборудование используется для чистовой или получистовой обработки. Однако бывает, что с его применением производят и чистовую. Корпус детали на таких станках обрабатывается редко, но иногда эта операция все же производится. Ремонт расточного станка выполняется примерно по такой же технологии, что и токарного. То же самое касается и особенностей эксплуатации. Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.
Виды расточных станков по конструкции
На предприятиях может использоваться три основных типа такого оборудования:
- горизонтально-расточные станки;
- координатно-расточные;
- алмазно-расточные.
Наибольшее распространение получили первые две разновидности станков. За перемещение инструмента во всех типах такого оборудования отвечает шпиндель. При выполнении операций по обработке заготовок могут использоваться такие инструменты, как сверла, развертки, зенкера. Иногда также применяется фреза.

Горизонтально-расточные модели
Основной особенностью конструкции станка этой разновидности является то, что шпиндель расположен в горизонтальном положении и может выдвигаться. Это позволяет делать отверстия даже в самых труднодоступных местах, в том числе и в габаритных деталях (стрелы, рамы, металлоконструкции).
Основным движением горизонтально-расточных моделей является вращательно-поступательное. Выполняется оно шпинделем. Перемещается в таких станках не только собственно сам инструмент, но и заготовка. При необходимости во время работы можно переключать подачи и скорости. Подача в некоторых случаях осуществляться посредством специальной подложки.
В зависимости от комплектации, помимо основных движений, такие станки могут иметь вспомогательные:
- шпиндельной бабки по вертикальной оси;
- стола по заданным координатам.
Также конструкцией некоторых моделей предусмотрена возможность перемещения люнета и задней стойки. Ниже представлена схема расточного станка этого типа. Горизонтальные модели могут использоваться для обработки деталей, выполненных из чугуна, или литейной стали.
Виды по компоновке
Расточный станок обычно используется для обработки сложных по конфигурации деталей со множеством отверстий, пазов и уступов. По компоновке это оборудование классифицируется на:
- Модели с диаметром шпинделя до 125 мм. С использованием такого оборудования обрабатывают обычно небольшие заготовки. Стол у таких моделей может перемещаться по двум осям. Расточная бабка способна двигаться по колонне в вертикальном направлении.
- Оборудование с диаметром шпинделя 100-200 мм. Такой расточный станок предназначен для работы с заготовками средних размеров и крупными. У таких станков стол перемещается только в одном направлении.
- Модели со шпинделем 125-320 мм. Это оборудование применяется для обработки очень крупных деталей. У этих станков стол неподвижен.
Особенности координатно-расточных моделей
Станки этой разновидности используются для сверления отверстий по точно заданным параметрам. Выполняться эта операция может на разных заготовках (кондукторных плитах, корпусных деталях и т. д). Высокая точность обработки обеспечивается наличием в конструкции координатно-расточных моделей специальных устройств: механических, оптических и электронных. Помимо этого, такие модели оснащаются поворотными столами. Это позволяет делать отверстия в полярных системах координат без необходимости смещения детали. На предприятиях могут использоваться двухстоечные или одностоечные координатно-расточные станки. Габариты у моделей этого типа, в отличие от горизонтальных, не слишком большие.

Алмазно-расточные станки
Модели этой группы предназначены в основном для тонкого растачивания цилиндрических поверхностей. При наличии дополнительных комплектующих на них можно также обрабатывать фасонные и конические поверхности вращения, канавки и торцы. При использовании таких станков допускается выполнять сверление одновременно нескольких отверстий с параллельными осями. Алмазно-расточные станки могут быть:
- вертикальными;
- наклонными;
- комбинированными;
- горизонтальными с подвижным столом.
Стоимость
Расточные станки во многих случаях относятся к оборудованию особого назначения. Поэтому стоят они в большинстве своем очень дорого. Существуют модели, цена на которые может составлять миллионы рублей. Некоторые станки стоят подешевле — несколько сотен тысяч. Зависит цена на оборудование этого типа, как и любого другого, в первую очередь от его технических характеристик. Сегодня на рынке имеются в том числе и бывшие в употреблении станки этого типа. Стоят они, конечно же, дешевле новых.

Расточные станки: модели отечественные и зарубежные
На отечественном рынке расточные станки представлены достаточно широко. Марок этого оборудования существует множество. В качестве примера можно привести:
- Выпускаемые компанией TOS Varnsdorf станки серий WH, WHN, WRD.
- Мобильные модели Climax производства США.
До сих пор большой популярностью на рынке пользуются и советские модели этой группы. К примеру, при желании можно приобрести горизонтально-расточные 2А614, 2А622, 2А635 либо координатно-расточные 2421, 2Е440, 2Е450 и т. д.
Основные технические характеристики
Покупая расточный станок, обычно обращают внимание на следующие параметры:
- диаметр шпинделя;
- максимально допустимые габариты и вес заготовок;
- размеры рабочего стола;
- максимально возможное перемещение по осям;
- количество скоростей;
- диапазон подач;
- мощность двигателя.
Очень важна также такая характеристика расточного станка, как мощность двигателя.
Расточные станки с ЧПУ
Модели этой разновидности в сравнении с обычными имеют массу преимуществ. Их работой управляет компьютер с заложенной в него программой. Это позволяет добиться высокой точности обработки и максимальной производительности. Пишется программа в специальных кодах, указанных в описании к станку. Использоваться это современное оборудование может как для черновой, так и для чистовой обработки деталей.

Расточные станки — оборудование действительно востребованное и во многих случаях незаменимое. В особенности тогда, когда нужна ювелирная точность или максимальная производительность. Если у предприятия имеется необходимость в оборудовании этого типа, найти подходящую модель на современном отечественном рынке не составит труда.
Расточные станки

Одной из распространенных групп оборудования в металлообрабатывающей промышленности являются расточные станки. Эта группа станков широко используется как в условиях индивидуального, так и в условиях крупносерийного производства. Отличительной особенностью, по которой расточные станки выделяются в отдельную группу, является возможность выполнения металлорежущих операций в труднодоступных местах обрабатываемых деталей.
На расточных станках производятся следующие металлорежущие операции:
- растачивание внутренних поверхностей;
- обтачивание наружных поверхностей тел вращения;
- нарезание резьб;
- сверление;
- развертывание и зенкерование;
- цилиндрическое фрезерование;
- торцевое фрезерование.
Классификация расточных станков осуществляется по нескольким критериям. Рассмотрим основные.
1. Направление основной подачи:
- горизонтальное;
- вертикальное;
- расположенное под углом.
2. Способ управления:
- ручное;
- числовое программное управление (ЧПУ);
- комбинированное.
3. Максимальные линейные размеры обрабатываемой детали.
4. Мощность приводных электродвигателей.
5. Точность обработки.
Рассмотрим основные подвиды расточных станков.
Горизонтально-расточные станки
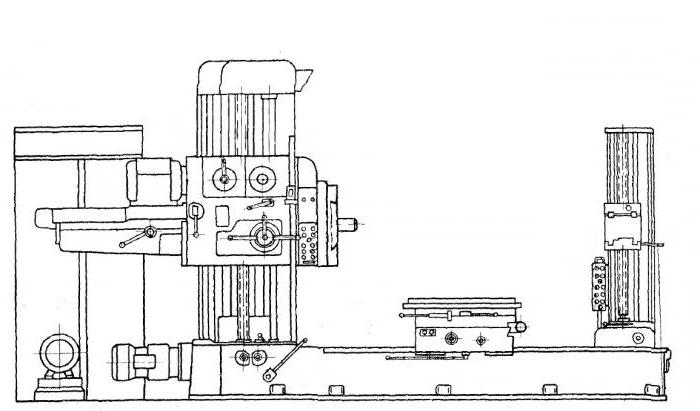
Основной отличительной особенностью горизонтально-расточного станка (рис. 1) является горизонтальное расположение шпинделя. Этот тип станка несколько напоминает обычный токарно-винторезный станок. Но в горизонтально-расточном станке имеется несколько ключевых отличий. Во-первых, отсутствует задняя бабка. Вместо задней бабки установлен подвижный люнет. Во-вторых, планшайба, которой оборудован шпиндель, имеет возможность смещать резец относительно оси вращения, что нехарактерно для токарного станка. В третьих, здесь имеется стол, на котором может быть закреплена деталь.

Рисунок 1. Горизонтально-расточной станок
Рассмотрим основные узлы и элементы, из которых состоит стандартный горизонтально-расточной станок.
- Задняя стойка. Предназначена она для закрепления на ней подвижного люнета. Может перемещаться на направляющих станины. Имеет рычаг для фиксации положения.
- Люнет. Это приспособление предназначено для удерживания хвостовой части обрабатываемой детали, если ее длина не позволяет произвести надежное закрепление на столе. Является дополнительной точкой крепления. Люнет может перемещаться в вертикальной плоскости. Перемещение в горизонтальной плоскости осуществляется посредством движения задней стойки.
- Передняя стойка. Основная опора, на которой крепится рабочий орган станка — шпиндельная бабка. На передней стойке расположены вертикальные направляющие, по которым перемещается бабка.
- Суппорт. Этот элемент горизонтально-расточного станка служит для подачи резца к поверхности обрабатываемой детали. Суппорт имеет возможность продольного перемещения в горизонтальной плоскости вдоль оси вращения.
- Планшайба (рис. 2). В отличие от стандартной планшайбы станков токарной группы, служит для закрепления в ней расточного резца. Имеет возможность смещения резца относительно оси вращения. Это позволяет одним резцом выполнять различные расточные операции.
- Шпиндель. Передает вращательное движение от коробки скоростей на планшайбу.
- Бабка. Рабочая подвижная часть горизонтально-расточного станка. Внутри бабки располагается электродвигатель, коробка передач и направляющие для осевого перемещения суппорта.
- Пульт управления. Включает в себя кнопки изменения рабочей скорости, реверса, настроек автоматической подачи и аварийной остановки.
- Стол. Служит для расположения и закрепления на нем массивных деталей небольших габаритов.
- Салазки. Служат для перемещения стола.
- Станина. Является основанием станка. На станине располагаются две стойки и стол. Иногда станина имеет возможность регулировки уровня установки станка.

Рисунок 2. Планшайба расточного станка.
Сегодня все чаще встречаются горизонтально-расточные станки, которые оснащены модулем числового программного управления.
Координатно-расточные станки
Главной особенностью координатно-расточных станков (рис. 3) является высокая точность обработки деталей.

Рисунок 3. Координатно-расточной станок.
Достигается повышенная точность обработки благодаря применению различных высокоточных механизмов расчета координат, по которым осуществляется движение резца. Есть несколько основных способов расчета координат, внедряемых на координатно-расточные станки:
- индуктивный;
- механический;
- оптико-механический;
- электронный.
Шпиндель на станках этой подгруппы располагается вертикально. Но иногда встречаются модели с горизонтальным расположением шпинделя. Шпиндельная головка, помимо изменения скорости и направления вращения, также осуществляет рабочую подачу, увеличивая или уменьшая глубину проникновения резца в деталь.
Стол имеет две степени свободы. Закрепленная на столе деталь способна перемещаться в продольном и поперечном направлении. При этом величина этих перемещений с высокой точность контролируется координатной системой.
Также на координатно-расточных станках, помимо выполнения всего спектра операций, характерных для станков расточной группы, выполняются разметочные операции.
Алмазно-расточные станки
Алмазно-расточные станки (рис. 4) предназначены для финальной (тонкой) обработки деталей.

Рисунок 4. Алмазно-расточной станок.
Алмазно-расточной станок состоит из следующих основных узлов.
- Станина. Является основанием станка, на котором закрепляется стол и вертикальная тумба. Станина выполняется массивной и имеет отверстия для закрепления станка в фундаменте.
- Электрический щит. Служит для вмещения электрических компонентов станка.
- Вертикальная тумба. Крепится к станине и выполняет несущую функцию для установки рабочего оборудования.
- Стол. На столе закрепляются заготовки. Стол имеет рукоятки управления продольной и поперечной подачей.
- Блок установки приводного электродвигателя и механизма вертикальной подачи. Здесь установлен электродвигатель, коробка скоростей и цилиндр вертикальной подачи.
- Направляющие вертикальной подачи. Служат опорой при вертикальном перемещении шпиндельной головки.
- Шпиндельная головка. Предназначена для закрепления в ней алмазного резца.
- Алмазный резец.
Помимо хорошей точности обработки, алмазный резец обеспечивает высокий класс чистоты поверхности. Эти станки применяются там, где нужна высокая чистота и точность обработки, например, в автомобильных и авиационных двигателях, деталях станков, контрольно-измерительном оборудовании.
Особенности горизонтального расточного станка и его виды
 Расточные станки — механизмы, применяемые при обработке заготовок большого диаметра в массовом и мелкосерийном производстве с использованием различных инструментов. Различают такое оборудование по особенностям конструкции и областям применения.
Расточные станки — механизмы, применяемые при обработке заготовок большого диаметра в массовом и мелкосерийном производстве с использованием различных инструментов. Различают такое оборудование по особенностям конструкции и областям применения.
Назначение станков
Устройства могут применяться, когда:
- Есть необходимость в нарезке резьбы (как внутренней, так и внешней);
- Сверлят глухие и сквозные отверстия;
- Проводят зенкерование;
- Подрезают торцы заготовок;
- Нужно сделать торцевое и цилиндрическое фрезерование.
В большинстве случаев такое оборудование используют, проводя чистовую или получистовую обработку. Корпуса деталей подвергают обработке крайне редко, но иногда проводят такую манипуляцию. Ремонтируют расточные станки примерно по той же схеме, что и токарные. Это касается также условий и правил эксплуатации, ведь у машин похожая конструкция.
Как и другие многочисленные специальные виды оборудования, станок расточного типа был сконструирован на базе именно токарного.
Типы оборудования
Как правило, на производствах используется три главных типа:
- Горизонтально-расточные станки;
- Координатно-расточные;
- Алмазно-расточные.
Наиболее распространены первые два вида.
Станки горизонтально-расточного типа
 Главная особенность такого оборудования — горизонтальное расположение шпинделя, что дает ему возможность выдвигаться. Таким образом, можно сделать отверстие даже в не самых доступных местах габаритных деталей (стрел, рам, металлоконструкций).
Главная особенность такого оборудования — горизонтальное расположение шпинделя, что дает ему возможность выдвигаться. Таким образом, можно сделать отверстие даже в не самых доступных местах габаритных деталей (стрел, рам, металлоконструкций).
Основное движение агрегата — вращательно-поступательное, совершается посредством шпинделя. Перемещаются не только инструменты, но и сами заготовки. Если возникает необходимость, то в процессе работы можно изменить подачу и скорость. Иногда при подаче задействуется специальная подложка.
В зависимости от комплектации могут быть и дополнительные движения вспомогательного характера:
- Шпиндельная бабка передвигается по вертикальной оси;
- Стол перемещается по ранее заданным координатам.
В некоторых моделях конструкцией предусмотрено, что может перемещаться люнет и задняя стойка. Они могут применяться для обработки изделий из чугуна либо литейной стали.
Расточные станки применяют в работе со сложными деталями, которые содержат многочисленные отверстия, пазы, уступы. По компоновке их разделяют на:
- Модели со шпинделем не более 125 мм. Предназначаются для обработки небольших заготовок. Стол подвижный по двум осям, расточные бабки перемещаются в вертикальном направлении.
- Модели со шпинделем 100−200 мм. Дают возможность работать со средними и большими деталями. Стол перемещается только по одной оси.
- Модели со шпинделем 125−320 мм. С их помощью можно обработать очень крупные детали. Стол неподвижный.
Координатно-расточные станки
 Такие станки предназначены для сверления отверстий согласно определенным параметрам. Выполняют операции на различных заготовках. Высокоточная обработка получается за счет наличия специальных устройств: электронных, механических и оптических. Кроме того, поворотные столы также помогают получить нужные результаты: отверстие можно сделать, не смещая деталь. Модели не слишком габаритные, занимают немного полезного пространства.
Такие станки предназначены для сверления отверстий согласно определенным параметрам. Выполняют операции на различных заготовках. Высокоточная обработка получается за счет наличия специальных устройств: электронных, механических и оптических. Кроме того, поворотные столы также помогают получить нужные результаты: отверстие можно сделать, не смещая деталь. Модели не слишком габаритные, занимают немного полезного пространства.
Модели алмазно-расточного типа
Они позволяют проводить тонкое растачивание цилиндрических поверхностей. Если есть дополнительные комплектующие, то можно подвергать обработке конические поверхности и торцы с канавками вращения. Допустимо выполнять сверление пары отверстий, имеющих параллельные оси. Станки такого типа могут быть:
- Вертикальными;
- Наклонными;
- Комбинированными;
- Горизонтальными, стол — подвижный.
На что обратить внимание
Перед совершением покупки обращают внимание на ряд параметров, в частности:
-
 Размеры шпинделя;
Размеры шпинделя; - Максимально допустимый вес и размеры заготовок;
- Диаметр рабочего стола;
- Максимально возможный уровень перемещения по осям;
- Диапазон скоростей;
- Интервал подач;
- Мощность двигателя.
Мощность двигателя — один из важных показателей, от которого будет зависеть скорость обработки деталей.
Расточные станки принадлежат к специальному и востребованному оборудованию, незаменимы во многих случаях, особенно когда нужно добиться ювелирной точности и максимальной производительности. Если предприятие остро нуждается в механизмах такого типа, то сможет найти подходящие варианты на отечественном рынке без особых усилий.
Расточной станок. Назначение, принцип действия.
Расточные станки предназначены для черновой, получистовой чистовой и финишной обработки отверстий.
На этом оборудовании также возможна обработка плоских поверхностей, и нарезание резьбы. В качестве режущего инструмента применяются сверла, зенкера, развертки, расточные резцы различные типы фрез и т.д.
Расточные станки получили наибольшее применение в единичном, мелкосерийном и серийном производстве. На этом оборудовании обрабатывают сложные корпусные детали с множеством отверстий, шеек пазов и уступов. По своей компоновке горизонтально-расточные станки делятся на три группы:
Станки с диаметром шпинделя до 125 мм.предназначены для механической обработки заготовок средних и малых размеров;
Станки с диаметром шпинделя 100 — 200 мм. Предназначены для механической обработки заготовок средних и крупных размеров;
Станки для механической обработки особо крупных деталей имеют шпиндель в приделах 125 – 320 мм.
Расточные станки первой группы имеют неподвижную колонну, и рабочий стол, перемещающийся по двум осям в горизонтальной плоскости. Шпиндель с вращающимся инструментом расположен в расточной бабке, способной перемещаться в вертикальном направлении по колонне. У станков второй группы рабочий стол может перемещаться только в одном направлении. Перпендикулярно ему может перемещаться по направляющим, подвижная колона. У станков третьей группы стол неподвижен.
Все перемещения на рабочей и ускоренной подаче совершает колонна (передняя стойка). Оборудование этого типа также имеет перемещаемую заднюю стойку с люнетом. Высота расположения люнета может регулироваться. Назначение задней стойки с люнетом заключается в закреплении удлинительной борштанги с режущим инструментом при обработке сквозных и глубоких отверстий.
Все типы горизонтально расточных станков оснащены поворотным столом. Он предназначен для поворота жестко закрепленной детали на необходимый угол. Данная функция необходима для точной обработки отверстий в корпусных деталях.
Главным движением резания является вращение режущего инструмента. Он крепится в шпинделе при помощи вспомогательной технологической оснастки. Вспомогательным движением является перемещение инструмента или заготовки на рабочей подаче. Пиноль шпинделя может перемещаться вдоль своей оси. Сам шпиндель располагается во вращающейся планшайбе, либо в случае отсутствия таковой, непосредственно в расточной бабке.
Координатно-расточные станки. Назначение и принцип действия
Координатно-расточные станки предназначены для обработки отверстий с высокой точностью взаимного расположения относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве. На этих станках выполняют практически все операции, характерные для расточных станков. Кроме того, на координатно-расточных станках можно производить разметочные операции.
Для точного измерения координатных перемещений станки снабжены различными механическими, оптико-механическими, индуктивными и электронными устройствами отсчета, позволяющими измерять перемещения подвижных узлов с высокой точностью — 0,003. 0,005 мм. Станки снабжены универсальными поворотными столами, дающими возможность обрабатывать отверстия в полярной системе координат и наклонные отверстия.
По компоновке станки выполняют одностоечными и двух-стоечными. Главным движением является вращение шпинделя, а движением подачи — вертикальное перемещение шпинделя. Установочные движения в одностоечных станках — продольное и поперечное перемещение стола на заданные координаты и вертикальное перемещение шпиндельной бабки в зависимости от высоты детали; в двухстоечных станках — продольное перемещение стола, поперечное перемещение шпиндельной бабки по траверсе и вертикальное перемещение траверсы со шпиндельной бабкой.
Шлифовальные станки. Виды шлифовальных станков.
Применение шлифовальных станков обусловлено высокими требованиями к точности размеров, формы и взаимного положения обрабатываемых поверхностей, а также возможностью обрабатывать закаленные заготовки и труднообрабатываемые материалы.
Шлифование — один из методов скоростной обработки металлов резанием, при котором припуск на обработку срезают абразивными (иногда алмазными) инструментами — шлифовальными кругами. Вращаясь вокруг своей оси с большой скоростью, шлифовальный круг снимает тонкий слой металла вершинами абразивных зерен, сцементированных связкой. Полученная таким образом поверхность представляет собой совокупность рисок, оставляемых вершинами абразивных зерен шлифовального круга. Как правило, шлифование является финишной обработкой изделия, поэтому к шлифовальным станкам предъявляют повышенные требования в отношении точности обработки и шероховатости обработанной поверхности.
По виду обрабатываемых поверхностей шлифовальные станки можно подразделить на несколько основных подгрупп. Так, цилиндрические поверхности обрабатывают на крутлошлифо-вальных станках; плоские — на плоскошлифовальных; эвольвентные — на зубошлифовальных; винтовые — на резьбошлифовальных; фасонные поверхности — на профилешлифовальных.
Дата добавления: 2018-08-06 ; просмотров: 210 ; ЗАКАЗАТЬ РАБОТУ
Расточный станок — что это, как работает?
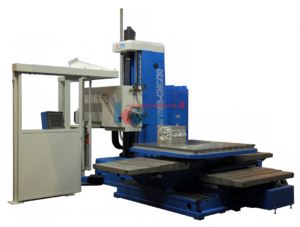
Расточные станки — класс промышленного металлообрабатывающего оборудования, на котором выполняются операции по сверлению и увеличению диаметра сквозных либо глухих отверстий, а также нарезанию резьбы. Данные агрегаты используются для обработки крупногабаритных деталей в условиях серийного либо единичного производства.

Горизонтальный расточнй станок
В данной статье представлены расточные станки. Мы рассмотрим их функциональное назначение, принцип работы и особенности конструкции, а также приведем обзор популярных моделей оборудования.
Читайте также: что собой представляет настольный станок для литья пластмасс и как он работает?
1 Расточный станок — возможности, принцип работы
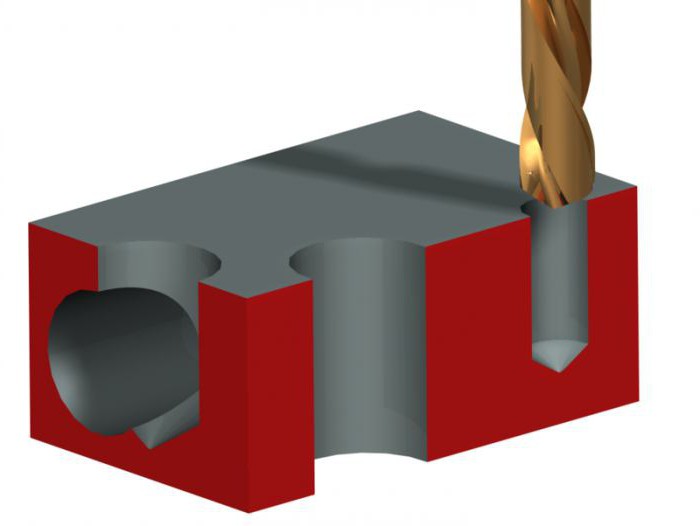
Группа расточных агрегатов имеют характерную особенность, их шпиндель, закрепленный в горизонтальной (реже — вертикальной) плоскости, совершает осевое перемещение по направлению к обрабатываемой детали. В посадочном гнезде шпинделя фиксируется рабочий инструмент, от типа которого непосредственно зависят функциональные возможности станка.
Современные расточные агрегаты способны выполнять следующие технические операции:
- растачивание;
- зенкерование;
- сверление;
- нарезка резьбы (внутренняя и наружная);
- обтачивание;
- фрезерование (торцевое и цилиндрическое);
- подрезка торцов.
По сути, данные станки представляют собой универсальное многофункциональное оборудование, способное полноценно заменить несколько металлообрабатывающих установок.

Тяжелый горизонтально-расточный станок
Ключевым параметром любого расточного станка является диаметр шпинделя, несущего основной рабочий инструмент. В зависимости от него все агрегаты классифицируются на три группы: малые (диаметр 50-125 мм), средние (100-200 мм) и тяжелые (200-320 мм).
Вращение шпинделя является главным движением станка, тогда как движение подачи, в зависимости от конструктивных особенностей оборудования, может сообщаться либо обрабатываемой детали либо режущему инструменту. Перемещение инструмента может быть осевым, радиальным либо вертикальным, движение деталей происходит за счет перемещения рабочего стола.
к меню ↑
1.1 Особенности конструкции
В зависимости от конструктивных особенностей все расточные агрегаты разделяются на две группы: горизонтальные и вертикальные. Наиболее распространенным является вертикально расточной станок, рассмотрим его типовую конструкцию на примере популярной модели 2Е78П.
- рабочие шпиндели (1, 2, 3, 4, 5);
- блок управления (6);
- панель электроаппаратуры (7);
- несущая колонна (8);
- рабочий стол (9);
- основание (10);
- отсчетное устройство (11);
- парная коробка скоростей и подач (12);
- бабка шпинделя (13);
- освещение рабочего места (14);
- пульт управления электрооборудованием (15).

Схема конструкции 2Е78П
Характерной особенностью отделочно-расточного станка 2Е78П является возможность установки сменных шпинделей разных диаметров — 120, 78 и 48 мм, что увеличивает диаметр растачиваемых отверстий. Резцы фиксируются на шпинделе посредством прижимного вента, в отверстие, расположенное на торце резцовой головке шпинделя, монтируется центроискатель (в 2Е78П используется центроискатель индикаторного типа). Центроискатель представляет собой вспомогательный инструмент в виде накладного шаблона, позволяющий точно совместить оси резца и растачиваемого отверстия.
Рабочий стол 2Е78П состоит из двух блоков: нижних салазок, поперечно перемещающихся по направляющим станины, и непосредственно панели стола, двигающейся в продольном направлении по салазкам. На передней стенки панели размещена линейка для точного позиционирования стола. Его установка и перемещения выполняются вручную посредством маховиков.
Шпиндельная бабка является одним из ключевых узлов агрегата, она состоит из двигателя, шпинделя, и соединяющей их клиноременной передачи. Внутри корпуса бабки ребрами корпуса сформирована масляная ванна, в которой находятся вращающиеся валы.

На отделочно-расточный станок 2Е78П и другие модели средних и тяжелых агрегатов устанавливается зубчатая коробка передач. В данной модели она дает 12 скоростей вращения шпинделя и 4 скорости рабочих подач шпиндельной бабки. Также предусмотрена обгонная муфта для ускоренного перемещения бабки напрямую от привода.
Все расточные станки комплектуются устойчивыми к перегрузкам движками асинхронного типа, коллекторные моторы можно встретить лишь в низкокачественном китайском оборудовании. В модели 2Е78П установлено 3 движка, один из которых отвечает за перемещение шпиндельной бабки, второй — за ее ускоренное перемещение, и третий — за перемещение рабочего стола.
к меню ↑
2 Разновидности оборудования
Все разнообразие расточных станков, в зависимости от функционального назначения и конструктивных особенностей, классифицируется на следующие разновидности:
- сверлильно-расточные;
- расточно-наплавочные (мобильные и стационарные);
- фрезерно-расточные;
- токарно-расточные.
Сверлильно-расточные станки — ранее наиболее распространенная группа оборудования, которую можно было встретить в любом металлообрабатывающем цеху, однако сейчас большая часть операций по сверлению выполняется на фрезерном оборудовании, ввиду чего применение таких агрегатов сократилось. В зависимости от области применения они делятся на универсальные и специализированные (для масс производства конкретной детали).
Токарно-расточный станок, как правило, применяется для обработки плоскостей и отверстий внутри корпусных конструкций. Такое оборудование нередко называется координатным, поскольку оно позволяет добиться высокой точности расположения отверстий относительно плоскости базовой поверхности. Помимо стандартной функциональности данные агрегаты могут выполнять разметочные операции.

Мобильный расточно-наплавочный станок
Мобильный расточно-наплавочный станок существенно отличается от рассмотренных механизмов. Это портативное оборудование, используемое для ремонта и восстановления цилиндрических отверстий на крупногабаритной технике. Такие агрегаты могут работать в любом месте и пространственном положении, что делает их незаменимыми в сфере автомобильного, судового и авиационного строительства.
Отдельно выделим алмазно-расточные станки, характерной особенностью которых является использование твердосплавных резцов с алмазным напылением, позволяющих вести обработку заготовок из закаленных сталей. Такие агрегаты зачастую используются для высокоточного растачивания автомобильных деталей — шатунов, втулок, цилиндров и т.д.
к меню ↑
2.1 Обзор станка 2А6622Ф4 (видео)
к меню ↑
2.2 Популярные модели расточных станков
Одной из наиболее распространенных вертикальных расточных агрегатов является модель 2Е78П, которую Майкопский станкостроительный завод производит с 1982 года по сегодняшний день. Данное оборудование также способно выполнять фрезерные операции по деталям из стали, чугуна и цветных металлов.
Рассмотрим технические характеристик 2Е78П:
- диаметр растачиваемых отверстий — от 29 до 200 мм;
- диаметр сверления — до 15 мм;
- максимальные габариты обрабатываемых деталей: 75*50*45 см, вес — до 200 кг;
- размеры рабочего стола — 100*50 см;
- мощность привода — 2200 Вт;
- обороты шпинделя — 26-120 мин.

Среди горизонтального оборудования выделим станок 2А622Ф4, производитель — Ленинградский станкостроительный завод им. Свердлова. Данный агрегат оснащен ЧПУ — числово-программным управлением, которое значительно расширяет его функциональные возможности.
ЧПУ позволяет запрограммировать автоматическое перемещение рабочего механизма по четырем осям — X, Y, Z, W. Также предусмотрена возможность ручного управления с пульта. В станке используется система ЧПУ отечественной разработки — CNC 2C42, соответствующая классу автоматизации Ф4. Агрегат оснащен электронным дисплеем, на который выводятся данные о режиме работы станка.
Технические характеристики модели 2А622Ф4:
- диаметр растачиваемых отверстий — от 15 до 250 мм;
- диаметр сверления — до 50 мм;
- максимальные габариты обрабатываемых деталей: 100*100*125 см, вес — до 5000 кг;
- размеры рабочего стола — 125*125 см;
- мощность привода — 20000 Вт;
- обороты шпинделя — 4-1250 мин.

Это крупногабаритное оборудование для промышленной эксплуатации, ориентированное на использование в условиях единичного и серийного производства. Размеры станка составляют 398*634*398 см, вес — 20 тонн. Среди эксплуатационных преимуществ данного агрегата выделим наличие быстродействующих гидрозажимов, автоматически фиксирующих заготовку, устройство шпиндельного узла на прецезионных подшипниках и использование телескопических направляющих.