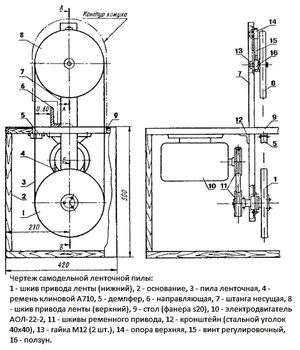
Как пилить ленточной пилой
Методики раскроя бревна на ленточной пилораме
Для обработки бревен на ленточной пилораме необходимо придерживаться принятой технологии. Таким образом можно получить максимальное количество качественных материалов — досок и бруса. Но предварительно следует ознакомиться с основными правилами раскроя.
Виды распила древесины
На первом этапе из бревна формируется лафет. Для этого по двум его сторонам делают срезы. В некоторых случаях обработку выполняют с четырех сторон. Предварительно составляется карта ленточного распила заготовки, на которой указывают размеры компонентов.
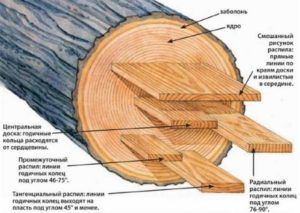
Определяющим параметром при выборе схемы является направление обработки бревна. В частности — движение режущей кромки относительно годовых колец. Согласно этому формируются пиломатериалы различного качества, обладающие уникальным внешним видом. От этого зависит не только их эстетические качества, но и цена.
Различают следующие типы распилов:
- тангенциальный. Разрез выполняется по касательной относительно годовых колец. В результате этого на поверхности формируются продолговатые узоры в виде арок, колец;
- радиальный. Для его выполнения необходима перпендикулярная обработка по годовым кольцам. Особенностью является равномерный рисунок;
- поперечный. Обработка происходит поперек волокон, рисунок среза представляет собой ровный срез годовых колец;
- рустикальный. Может делаться под любым углом, содержит определенное количество сучков, заболонь или других аналогичных им дефектов.
Нередко в деревообрабатывающей промышленности используются отходы ленточной распиловки бревна — горбыль. С одной стороны ровная плоскость, а другая остается необработанной.
Для составления максимально точного раскроя рекомендуется использовать специальные программы. Они учитывают не только габариты исходного материала, но и породу древесины.
Распиловка на пилораме с вращением бревна на 180°
Для формирования максимального количества досок рекомендуется использовать технологию, при которой некоторые процессы ленточной обработки поворачиваются на 180°. Это позволяет добиться максимального количества пиломатериалов с различными типами распилов.
Принцип обработки заключается в выполнении первоначальных резов по краям бревна, находящиеся под углом 90° относительно друг друга. Они послужат основанием для дальнейшей ленточной резки. Работы осуществляются на оборудовании с вертикальным расположением режущих элементов. Диаметр ствола должен быть не менее 26 сантиметров.
Поэтапный порядок выполнения работ.
- Обработка стороны со срезанной кромлевой частью. В результате этого получаются две доски.
- Разворот заготовки на 90°. Рез выполняется с противоположной части. Количество изделий варьируется от 3 до 4.
- Повторный разворот на 90°. Происходит обработка основной части исходного материала. В зависимости от планируемых может получиться 7-8 заготовок.
Несмотря на все свои положительные качества, этот метод имеет один существенный недостаток — низкая скорость производства. Его рекомендуется применять на оборудовании, в котором предусмотрен блок автоматического изменения положения бревна относительно режущей части станка.
Подробная схема чаще всего применяется для изготовления рустикальных досок, к которым предъявляются пониженные требования качества.
Распиловка на пилораме с вращением бревна на 90°

Для изготовления тангенциальных и радиальных досок рекомендуется применять другую методику. Она заключается в планомерной ленточной обработке бревна с одновременным анализом дефектов. Таким образом можно получить изделия требуемого качества.
После удаления сучьев заготовка помещается на подающую станину распиловочного станка. Затем необходимо выполнить следующие действия.
- Удаление первичного горбыля. Выполняется до тех пор, пока ширина основания не составит 110-115 мм.
- Съем необрезной доски толщиной около 28 мм.
- Если количество дефектов на поверхности превышает требуемый уровень — выполняется разворот материала на 90°. При достаточно высоком качестве доски выполняется отрезание следующей.
- Повторение операции.
Подобная методика применима для обрабатывающих установок, у которых одна режущая поверхность или есть функция временного демонтажа остальных.
При достаточно большом количестве дефектов можно не откладывать заготовку, а выполнить ее обработку методом разворота на 180°.
Вышеописанная методика ленточной обработки может быть применена для создания любых конфигураций деревянных изделий. Зачастую область сердцевины используют для формирования бруса, а остальные части — для изготовления досок. Но могут быть исключения — все зависит от требуемой формы заготовок.
На качество работы влияет текущее состояние пилорамы, уровень заточки пил и скорость обработки. Эти факторы обязательно необходимо учитывать перед началом производственного процесса. В случае необходимости выполняется профилактика или ремонт оборудования.
В видеоматериале показана методика распиловки бревен на самодельной ленточной пилораме:
Принцип работы ленточной пилы и как сделать своими руками
 Ленточные пилы относятся к высокопроизводительному оборудованию, позволяющему выпиливать фигурные и прямолинейные контуры. Рабочий инструмент представляет собой гибкую ленту из стали, замкнутую в кольцо, оснащенную по одному краю рядом зубьев.
Ленточные пилы относятся к высокопроизводительному оборудованию, позволяющему выпиливать фигурные и прямолинейные контуры. Рабочий инструмент представляет собой гибкую ленту из стали, замкнутую в кольцо, оснащенную по одному краю рядом зубьев.
Широко агрегаты стали применять только в конце XIX века, несмотря на то, что первый патент на пилу был получен еще в 1808 году английским конструктором. Затем в ближайшие годы такие изобретения регистрировались во Франции и США. Причиной такой нелюбви к ленточной пиле была невозможность точно выполнить соединение режущего полотна.
Описание ленточных пил
 Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Чтобы полоску режущего полотна замкнуть в кольцо, используют пайку припоем из меди, так крепят между собой концы и соединяют место разрыва при ремонте. В заводских условиях пайку ведут электрической сваркой, небольшие мастерские используют горелку или специальные клещи.
Разновидности агрегатов
Они выпускаются трех видов:
- агрегаты с зубчатым полотном;
- станки беззубого трения;
- пилы, работающие по принципу электроискрового воздействия.
От ножовочного полотна полоска зубчатой пилы отличается размером по длине и делается в виде кольца, но по внешнему виду в разомкнутом состоянии они не отличаются. Используются зубчатые полоски для установки в ленточных станках по металлу или дереву, применяются в мясном и рыбном производстве для разделки туш, в промышленности с их помощью режется пенобетон, минеральный утеплитель, пенопласт и другие строительные материалы.
Принцип ленточного беззубого трения применяют по тому же принципу, что и кольцевые пилы трения. На рабочем полотне также расположены зубья, но их форма способствует не резанию, а нагреванию обрабатываемого слоя. Выделение тепла в этом случае повышает производительность агрегата. Режущее полотно в пилах трения изготавливается толщиной 0,6−1,7 мм, при ширине от 6 до 26 мм.
Электроискровое действие пилы применяют при раскрое заготовок с толщиной 150−400 мм, которые не поддаются обработке круглыми пилами из-за больного шага и диаметра, вызывающего сильное биение.
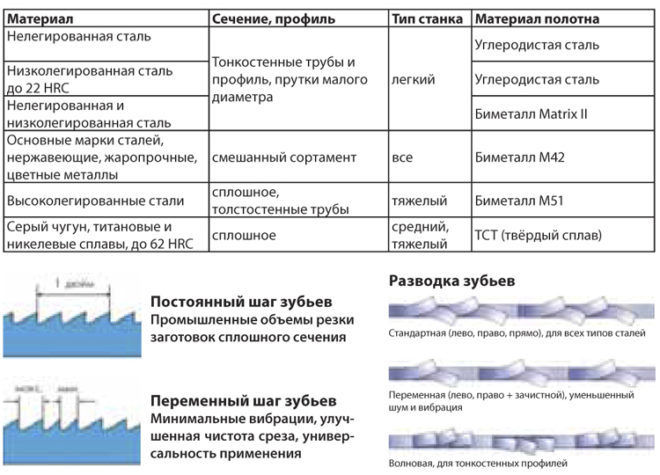
Виды материала для полотен
Для резки древесины чаще всего используют полосы из сталей с высоким содержанием углерода, полотна с напайками зубьев из твердосплавного материала и биметаллические полосы. Биметаллический вариант предусматривает гибкое полотно и твердые зубья, для чего применяют два вида металла. Основа полосы делается из пружинистого материала, к нему с помощью электронно-лучевого вида сварки приваривается инструментальная быстрорежущая проволока, из которой впоследствии фрезеруется зубчатый профиль.
Выпускают полотна, универсальные в применении и специальные пилы, применяемые для конкретных сталей. Область использования выбирается с учетом параметров зубьев:
- крупность;
- твердость;
- геометрия;
- разводка.
Для резки крупных заготовок используют полосы с большими зубьями, в частности, для обработки листового металла значительных размеров применяют полотна с элементами увеличенного размера. Чтобы избежать биения полотна и резонансных явлений, на одной полосе крепят зубья разного размера (переменный шаг).
 Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Геометрическая форма определяется углом заточки и профилем режущего элемента. Чтобы резать профиль (швеллер, уголок, тавр, двутавр, трубы) в размер, требуется формировать зубья с усиленными спинками. Это диктуется специальной формой профиля, при резке которой возникает ударное действие и вибрация, ведущие к возникновению сколов и трещин. Чтобы обрабатывать вязкую нержавейку или другие материалы с подобными показателями, зубья делают острыми, между ними оставляется значительный промежуток.
Разводка режущих элементов делается в зависимости от размеров и массивности обрабатываемого материала. Например, для предупреждения защемления при резке сплошного массивного материала применяют полосы на пиле с чередованием узкой и широкой разводки.
Виды пил в зависимости от работы с материалом
 Следующее разделение на категории производится по материалу обработки:
Следующее разделение на категории производится по материалу обработки:
- для камня;
- для металла;
- для дерева;
- для синтетики.
Работа с твердыми материалами (металл, камень) проводится инструментом, у которого рабочее пильное полотно усилено сверхпрочными зубьями из соответствующих сплавов. Неправильный выбор пильного полотна ведет к его разрыву и порче кромок на обрабатываемой заготовке. Перед покупкой пилы определяют фронт дальнейшей работы.
Устройство и сборка ленточного станка
 Агрегат для распиливания различных материалов можно изготовить самостоятельно, в мастерских отлично работают ленточные пилы. Своими руками можно собрать пилу с наименьшими затратами и предусмотреть все тонкости работы.
Агрегат для распиливания различных материалов можно изготовить самостоятельно, в мастерских отлично работают ленточные пилы. Своими руками можно собрать пилу с наименьшими затратами и предусмотреть все тонкости работы.
Столярные агрегаты для распиловки древесины ленточного типа имеют в основании рабочий стол, на нем располагаются рабочие и дополнительные элементы, круговым движением подается режущее полотно, опирающееся на два колеса. Для устройства и установки полноценного оборудования требуется достаточное пространство, так как оборудование вместе с линией подачи имеет большие размеры.
Можно изготовить своими руками переносную настольную установку для ручного распиливания, но в небольшом пространстве цеха нельзя распускать бревна на доски.
Устройство каркаса
 Для станины выбирают твердое дерево, чтобы избежать вибрации. Поверхность рабочего стола можно делать из толстой фанеры, а боковые ребра окантовывать рейками или металлом. Несущую штангу изготавливают в виде балки. Предварительно делают схематический чертеж, размеры деталей на котором зависят от горизонтальных размеров и высоты цеха. Указывается заранее продуманная высота каркаса, диаметр шкивов и длина штанг. Можно выполнить точный деталировочный чертеж, что более удобно для сборки.
Для станины выбирают твердое дерево, чтобы избежать вибрации. Поверхность рабочего стола можно делать из толстой фанеры, а боковые ребра окантовывать рейками или металлом. Несущую штангу изготавливают в виде балки. Предварительно делают схематический чертеж, размеры деталей на котором зависят от горизонтальных размеров и высоты цеха. Указывается заранее продуманная высота каркаса, диаметр шкивов и длина штанг. Можно выполнить точный деталировочный чертеж, что более удобно для сборки.
Высота стола для работы предусматривается комфортного размера, при этом предусматривается место для размещения приводного и нижнего шкива, отходов стружки и самого двигателя. Форма стола бывает любая, но часто станину изготавливают в виде тумбы с закрытыми боками, одновременно служащей для накопления стружки. Делается простое открывание для удобства очистки.
Столешница располагается непосредственно на каркасе. Иногда высоты нижней станины оказывается недостаточно, в таком случае делают крепкую надставку для поднятия поверхности рабочего стола на нужную высоту.
Установка штанги и шкивов
 Опорная штанга выполняется из брускового профиля сечением не меньше 8×8 сантиметров. К нему со стороны, принятой за условно заднюю поверхность, прикрепляют две опоры, на которых будут расположены шкивы (колеса). Опоры делают из крепкого материала, допускается клееная фанера с прочным остовом. Расстояние между колесами выбирают так, чтобы проходило распиливаемое бревно с запасом по бокам.
Опорная штанга выполняется из брускового профиля сечением не меньше 8×8 сантиметров. К нему со стороны, принятой за условно заднюю поверхность, прикрепляют две опоры, на которых будут расположены шкивы (колеса). Опоры делают из крепкого материала, допускается клееная фанера с прочным остовом. Расстояние между колесами выбирают так, чтобы проходило распиливаемое бревно с запасом по бокам.
Диаметр шкивов выбирается произвольно, увеличение показателя ведет к более качественной работе. Для подбора существует негласное правило, по которому отношение режущего полотна к диаметру шкива составляет 1/1000. Например, для ленты шириной 4 мм диаметр колеса должен быть 400 мм.
Диаметр колеса для натяжки ременного привода выбирают в зависимости от длины режущей ленты, диаметра основных шкивов и числа оборотов двигателя.
Кромку шкивов для полотна изготавливают немного выпуклой, около 5−10˚, что способствует самоцентровке ленты, отчего она не уходит в сторону и не спадает. На приводном шкиве предусматривают неглубокую канавку для нахождения там ремня. Обычно для обтяжки шкива используют велосипедные камеры, резина которых не дает соскакивать ленте.
Верхний шкив располагают на движущемся горизонтально блоке для выбора натяжения ленты. Для этого нужен механизм подъема, простой вариант которого представляет собой брус, подсоединенный пружиной к рычагу и находящийся под блоком. Крепится рычаг несколькими болтами на разных уровнях, а пружина обеспечивает требуемое давление.
Нижний шкив составлен из двух колес (ведущего и ведомого), расположенных на оси. Важно провести балансировку нижнего и верхнего шкивов в плоскости, сведя к минимуму появление «восьмерок». Верхний шкив удобно крепить самоцентрирующимися подшипниками, крепко закрепленными к колесам. После окончания сборки указанного этапа проводят проверочный пуск агрегата на короткое время.
Установка направляющих для полотен
 Чтобы пила распиливала материал ровно и лента не продавливалась, на узком брусе вдоль тупого пильного конца устанавливают направляющие. Расхожий вариант устройства представляет собой расположенные на брусе три подшипника, на один из которых ложится полотно плоской стороной, два другие поддерживают его с боков. Иногда по бокам вместо подшипников ставят ограничители из дерева.
Чтобы пила распиливала материал ровно и лента не продавливалась, на узком брусе вдоль тупого пильного конца устанавливают направляющие. Расхожий вариант устройства представляет собой расположенные на брусе три подшипника, на один из которых ложится полотно плоской стороной, два другие поддерживают его с боков. Иногда по бокам вместо подшипников ставят ограничители из дерева.
Выравнивают направляющие в опорной точке, чтобы на противоположном конце не было вертикального отклонения, для удобства положение балки отмечают при полотне, распложенном внатяжку.
Процесс спайки режущей ленты
Пайка в мастерской происходит следующим образом:
- места на стыке полотна с двух концов шлифуют, между поверхностями размещают латунную полоску;
- для изготовления полоски отрезают кусочек латуни (0,3−0,4 мм) по ширине пильного полотна, увлажняют и присыпают с двух сторон порошком буры;
- губки клещей разогревают доступным способом (газовая горелка или горн) до ярко-красного цвета, прикладывают к месту спайки и прижимают;
- полоса нагревается от раскаленных губок, латунь плавится и растекается, а бура работает в виде флюса, который предупреждает окисление пайки при нагревании;
- клещи не снимают до полного остывания соединения и отвердевания припоя, после их снятия место спайки увлажняют мокрой губкой для закаливания;
- осматривают стык, его твёрдость должна соответствовать полотну;
- если место стыка твердое, то процедуру подогрева клещами повторяют до возникновения соломенного цвета спайки, постепенно охлаждают;
- мягкая спайка требует еще одного раскаленного подогрева клещами и более резкого охлаждения;
- чтобы губки клещей в процессе не припаялись к пильной полосе, на их контактные поверхности наносят раствор мела с жидким стеклом;
- для установки и натяжения на нижний и верхний шкив используют рукоятку, правильность расположения на дисках и роликах упора проверяют вращением, регулируют правильность прохождения;
- на короткое время включают агрегат и дополнительно регулируют при необходимости.
Установка дополнительных направляющих
 Идеальным положением для направляющих считается расстояние на 30−40 мм от бревна, больше делать не рекомендуется. Если на ленточной пиле будет распускаться древесина разной ширины, то лучше предусмотреть возможность регулировки направляющих элементов.
Идеальным положением для направляющих считается расстояние на 30−40 мм от бревна, больше делать не рекомендуется. Если на ленточной пиле будет распускаться древесина разной ширины, то лучше предусмотреть возможность регулировки направляющих элементов.
После указанных этапов сборки ленточная пила готова к работе, но по технике безопасности требуется изготовление защитного кожуха, для установки на верхний шкив. Это делается на случай соскальзывания стремительно вертящейся ленты со шкива — так она задержится кожухом.
Контейнер для накопления стружки делается легко доставаемым и очищаемым. Так как сбор отходов обычно ведется в нижней части станины, то привод ремня выводят в боковое пространство, чтобы он не засорялся стружкой. Двигатель также закрывается кожухом от пыли и отходов обработки.
Чтобы древесина станка не портилась на протяжении длительного времени, ее обрабатывают лаком, предварительно применив антисептические препараты.
Полезные советы / Как правильно работать на ленточных пилорамах
1. ОБЩИЕ СВЕДЕНИЯ О СТАНКЕ
Станок ленточнопильный горизонтальный применяется для пиления древесины любой твердости на доски, брус, рейку. Пиление происходит перемещением пильной рамы с режущим инструментом (ленточной пилой) по неподвижным рельсовым направляющим ленточной пилорамы.
Применение ленточной пилорамы позволяет:
- производить доски с высоким качеством поверхности из материала
- получить доску с точностью 2 мм. при длине 6 м.;
- ленточная пилорама позволяет уменьшить отходы в 2-3 раза,
- уменьшить энергозатраты;
- быстро настраивать размер пиления,
- Ленточная пилорама способна распиливать короткие заготовки (от 1,0 метра) и получать изделия толщиной до 2 миллиметров.
- ленточная пилорама работает в условиях УХЛ 4 (ГОСТ 15150-69). Ленточная пилорама оборудована подъемником пильного узла электромеханического типа.
2. «Ленточные пилорамы» — работа и устройство:
2.1 Основные узлы и детали ленточной пилорамы:
- Станина, которая перемещается по рельсовым направляющим в горизонтальном направлении;
- Рама пильная;
- Поднимающий пильную раму механизм;
- Шкаф электрический;
- Зажим бревна;
- Подвижный ползун ведомого шкива;
- Шкив ведущий;
- Шкив ведомый;
- Клиноременная передача;
- Рельсовые направляющие ленточной пилорамы;
- Натягивающий ленточную пилу механизм;
- Установочный разъем ленточной пилы;
- Кожух шкивов ленточной пилорамы
- Бачок для СОЖ
- Направляющая пилы неподвижная
- Направляющая пилы подвижная
Станина ленточной пилорамы имеет П — образную форму и подошвы с роликами перемещения пильной рамы по рельсам и войлочные щетки, которые очищают направляюще от опилок. Подъем пильной рамы осуществляется двумя ползунами, расположенных на стойках станины. Перемещение осуществляет двусторонняя, синхронно связанная цепная передача, приводимая в движение электрическим мотором, через редуктор.
Рама выполнена двух швеллеров, которые расположены параллельно и соединены между собой. На одном торце рамы неподвижно закреплен ведущий пильный шкив, на другой ведомый, имеющий возможность продольного перемещения. Пила ленточной пилорамы натягивается пружинно-винтовым механизмом, пружина демпфирует тепловое расширение пильной ленты. При изготовлении ленточной пилорамы тарируется натяжение для пилы шириной 35 сантиметров. Риски на корпусе натяжителя и шайбе равны усилию натяжения 525 килограмм. В передней балке ленточной пилорамы и на ползуне ведомого шкива расположены два замка для съема и установки пильной ленты. На кронштейнах расположенных в середине рамы установлены две направляющие ленточной пилы (подвижная и неподвижная), которые оснащены опорными роликами и системой регулировки и планкой. Крутящий момент передается от двигателя пилорамы на ведущий шкив — клиноременной передачей. Бачек для СОЖ закреплен сверху на защите пильных шкивов. Подача жидкости регулируется кранами, расположенными на бачке. Пульт управления ленточной пилорамой расположен на верхней перемычке станка.
Направляющие разборные из 3-х секций, что удобно при транспортировке. Снизу расположены опорные пластины, в которые ввинчены анкерные болты. Сверху направляющих ленточной пилорамы опоры бревна. Бревно на рельсовых направляющих фиксируется четырьмя винтовыми зажимами и упором, который обеспечивает 90 градусов.
3. РЕГУЛИРОВАНИЕ ПИЛЬНЫХ ШКИВОВ
3.1. В станке предусмотрена регулировка положения обоих шкивов по отношению друг к другу в горизонтальной и вертикальной плоскостях. Необходимо добиться, чтобы ленточная пила при натяжении 6-8 кг/мм кв. в сечении на одну ветвь не сходила с ободов пильных шкивов.
3.2. В первую очередь производится регулировка шкивов в вертикальной плоскости, выставляя их под прямым углом по отношению к пильной раме. Для этого на ползуне ведомого шкива снизу к его оси ввинчен болт Ml0, а на ведущем шкиву регулировка осуществляется за счет установки проставных шайб или пластин. Данная операция .производится предприятием-изготовителем.
3.3 Для регулирования положения пильных шкивов горизонтальной плоскости в торцах рамы со стороны ведущего шкива ввинчены два болта Ml2, а к оси ведомого шкива — один.
Производить регулировку шкивов ленточной пилорамы необходимо в следующей последовательности:
3.3.1 Выключить автомат подачи электропитания на пульте управления.
3.3.2 Открыть защитные кожухи пильных шкивов.
3.3.3 Установить ленточную пилу на шкивах таким образом, чтобы она выступала за края шкивов на величину высоты зуба плюс 2-5 мм.
3.3.4 Закрыть подвижные разъемы (замки).
3.3.5 Натянуть ленточную пилу, повернув гайку механизма натяжения на величину оптимальную для данного типа ленточных пил (из расчета 6-8 кг/мм кв.).
3.3.6. Вращая рукой за ведомый шкив по ходу пиления (против часовой стрелки) необходимо смотреть какое положение займет ленточная пила на шкивах. Если лента сбегает наружу на равную величину с обоих шкивов, то не ослабляя натяжения пилы отпустите стопорную гайку Ml6, крепящую ось ведомого шкива к пильной раме (ползуну пильной рамы).
3.3.7 Затем отпустите контргайку М12 и вверните болт Ml2 на малую величину, после чего затяните контргайку М12 и стопорную гайку М16.
3.3.8 Повторите пункт 3.3.6 и при сбеге ленты повторите регулировку до получения правильного результата.
3.3.9 Если лента сбегает внутрь на ровную величину, то необходимо ослабить натяжение ленточной пилы.
3.3.10. Отпустить стопорную гайку Ml6, контргайку М12 и вывернуть болт М12 на малую величину, после чего затяните гайки М12 и М16.
3.3.11 Если лента приняла положение согласно инструкции, то регулировка выполнена правильно.
3.3.12 Если ленточная пила при вращении сразу сбегает с ведущего шкива, то регулировку следует начать именно с него.
3.3.13 Для этого в зависимости от направления с бегания ленты (наружу или внутрь) отпустите левую или правую стопорные гайки Ml6 и произведите регулировку в той же последовательности, что и на ведомом шкиве.
3.3.14 После регулировки все гайки затянуть.
3.3.15 Закрыть дверцы кожухов пильных шкивов.
3.3.16 Включить автомат подачи эл. энергии на пульте управления.
3.3.17 Кратковременно включить привод пильных шкивов и убедиться в правильности положения пильной ленты. Станок готов к работе.
4. ТРЕБОВАНИЯ К ПИЛЬНЫМ ЛЕНТАМ
1. В процессе эксплуатации ленточной пилорамы для увеличения срока службы ленточной пилы необходимо производить правильное ее натяжение на шкивах.
1.1 Величину натяжения, в зависимости от ее ширины, определяют по прибору «Тензометр».
1.2 Внимание! Ленточная пила не должна находиться в работе больше 2-х часов. По истечении данного времени она должна быть снята со станка и вывешена в свободном состоянии не менее чем на 24 часа для снятия усталостных напряжений.
2 Используйте правильную смазку для лезвия ленточной пилы.
В качестве смазочно-охлаждающей жидкости (СОЖ), в большинстве случаев, хватает просто воды, либо воды с добавлением моющего средства («Fairy» и т.п.). Однако, при низких температурах лучше всего применять смесь из 50%-80% дизтоплива или керосина и 50%-20% моторного масла, либо масла для смазки шин бензопил. Неплохие результаты при пилении хвойных пород дает так же применение скипидара.
В случае использования воды в качестве СОЖ необходимо по окончании работ протереть шкивы и ленту маслом.
3. Всегда ослабляйте натяжение ленточной пилы.
Когда Вы закончите работу, снимите натяжение с пилы. При работе лезвия нагреваются и растягиваются, а затем при остывании сжимаются на десятые доли миллиметра во время каждого периода охлаждения.» Поэтому ленты, оставленные на шкивах под нагрузкой, перегружают сами себя, и на них образуется отпечаток от двух шкивов, который вызывает появление трещин во впадинах между зубьями.
4. Используйте правильный развод зубьев.
Развод правильный, если в пространстве между полотном пилы и обрабатываемой древесиной у Вас находится 65-70% опилок и 30-35% воздуха. Если у Вас слишком большой развод зубьев для имеющейся массы или толщины древесины, то в пропиле будет находиться слишком много воздуха и недостаточно опилок. У Вас будут чрезмерно большие потери на опилки, и как следствие, большая шероховатость обрабатываемой древесины. Если же развод недостаточный, Вы не получите достаточно сильного воздушного потока для удаления опилок из пропила. Признаком этого являются горячие опилки. Это может нанести самый разрушительный вред пиле: рабочие интервалы будут короткими, пила преждевременно выйдет из строя. Опилки должны быть холодными на ощупь. И, наконец, при недостаточном разводе и неправильном угле заточки пила будет вырезать на доске волну. С нашей точки зрения, Вы не можете работать при одной и той же разводке зубьев с бревнами разного диаметра, строевым лесом и брусом.
Вы должны сортировать лесоматериал.
На каждые 20-25 сантиметров увеличения в размере необходимо увеличивать разводку примерно на 18% в зависимости от того, древесина твердая или мягкая, влажная или сухая. Единственный способ добиться нужной разводки — провести контрольные распилы определенного бревна. Увеличивайте разводку на 5-8 сотых миллиметра с каждой стороны до тех пор, пока не станут, видны следы зубьев. Это означает, что Вы работаете при смешанном воздухе с опилками в пропорции 50/50. После этого уменьшите разводку зубьев на 8-10 сотых с каждой стороны, и Вы достигните нужного результата. Обратите внимание: Вы должны разводить только верхнюю восьмушку зуба, а не среднюю или нижнюю. Вам не нужно, что бы впадина между зубьями заполнялась полностью при пилении. Когда Вы работаете с мягкой древесиной, будь она влажной или сухой, стружка увеличивается в объеме в 4-7 раз по сравнению с ее состоянием на клеточном уровне. Твердые породы дерева, влажного или сухого, увеличиваются в объеме лишь в 1/2-3 раза. Это означает, что, если Вы распиливаете 45-ги сантиметровые сосновые бревна, Вам потребуется развести зубья на 20% больше, чем когда работаете с 45-ти сантиметровыми дубовыми бревнами. Всегда разводите зубья перед заточкой.
5. Правильно затачивайте пилу.
Существует только один способ заточки ленточных пил. Камень должен пройти по поверхности зуба вниз, вокруг основания впадины между зубьями и вверх вдоль обратной стороны зуба одним непрерывным движением.
Вы должны сохранить профиль зуба и межзубовой впадины.
Пространство между зубьями (галлет) — это не мусоросборник для опилок. От него зависит силовой поток воздуха, охлаждение стали и удаление опилок.
Если у Вас правильный развод зубьев, воздух подается вдоль бревна с той же скоростью, что и пила, в результате опилки засасываются в галлет. Опилки значительно охлаждают его, проходя вокруг внутренней и внешней стороны следующего зуба. Необходимо, чтобы пространство между зубьями было заполнено на 40%, что обеспечит необходимое охлаждение и увеличит время работы пилы.
6. Установите правильный угол заточки.
Благодаря глубоким галлетам, мы можем использовать уменьшенные углы заточки, которые передают меньше тепла на кончик зуба. В серии лент используется угол наклона крюка 10 Градусов, который способен проникать в большинство поверхностей древесных пород от средне твердых до средне мягких.
Общее правило таково: чем древесина тверже, тем угол заточки меньше.
Предостережение: Не доверяйте шкалам и измерительным линейкам на Вашем заточном станке!
Штифты и направляющие на нем изнашиваются. В процессе работы изменяется Профиль камня.
Для контроля правильности углов заточки используйте транспортир. Внимание; мы рекомендуем менять пилы каждые два часа непрерывной работы, давая им при этом отдохнуть не менее суток.
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей с целью восстановления их нормальной работы.
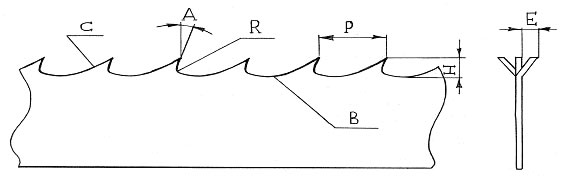
На рис. 1 приведены некоторые параметры полотна, определяющие его долговечность и производительность где:
А — угол заточки, это угол между передней поверхности зуба и плоскостью перпендикулярной спинке пилы; В — впадина зуба; С — задняя поверхность зуба;
Е — развод, это отклонение зуба от вертикали. Линия развода (место отгиба зубьев) находится на расстоянии 1/3 от вершины зуба; R — радиус впадины;
Р — шаг зуба, это расстояние между двумя зубьями; Н — высота зуба, это расстояние от основания зуба до его вершины.
Зависимости параметров пилы от типа древесины
Как правильно распилить бревно на ленточной пилораме
Ваша ленточная пилорама установлена и произведены все необходимые настройки? Значит пора приступить непосредственно к самому процессу распиловки. Для того, чтобы получить действительно качественный материал, необходимо правильно установить бревно и зафиксировать его специальными зажимами.
Далее необходимо рассчитать, в зависимости от диаметра бревна, примерное количество материала, которое можно получить с данного бревна.
От правильного расчёта количества и типа материала, который Вы хотите получить с этого бревна, также зависит качество.

Набравшись в дальнейшем опыта, будет достаточно одного взгляда на бревно, и Вы уже будете знать, сколько и какого материала можно с него получить. Научитесь безошибочно определять, где находится вершина, а где комлевая часть бревна. Комлевая часть, как правило, больше по диаметру, чем вершина. И это в значительной части влияет на толщину горбыля.
Как рассчитать бревно
Итак, Вы замерили диаметр бревна, а замеряется оно с вершины. Рассчитываем согласно диаметру примерное количество материала и приступаем к дальнейшим действиям.

Во-первых.
Обращаем внимание на все изгибы и выпуклости бревна — идеально ровный ствол встречается редко. Поэтому стараемся повернуть его так, чтобы получить с него как можно меньше отходов, таких как горбыль. Когда бревно уложено и зафиксировано, стоит убедиться, что оно свободно проходит между направляющими роликами.
Выставьте на линейке пилорамы размер по диаметру, и к этому размеру добавьте наибольшую высоту выпуклости бревна. Это та выпуклость, которая находится выше, чем диаметр вершины или самой узкой части бревна.
С помощью обычной рулетки произведите замер высоты самой высокой части, и от этого размера начинаете отсчёт размеров необходимого материала, с учётом размера на пропил, который составляет от 2 до 5 мм.

Во-вторых.
Как только ширина пропила достигает необходимого размера, и остаток высоты бревна дошёл до получения нужного размера, его переворачивают. То есть если Вы пилите брус к примеру на 150, то и ширина пропила и высота остатка бревна должны соответствовать этому значению, даже быть больше, с учётом снятия горбыля.
Далее нам известен конечный размер материала, который необходимо получить, и мы его получим.
Для этого, после переворота бревна, начинайте расчёт от конечного размера до полного использования высоты бревна, но при этом не забывайте учитывать размер пропила, который как нам уже известно составляет от 2 до 5 мм.
К примеру — у Вас на эстакаде бревно, которое вы срезали до размера в 260 мм. Перевернем бревно и продолжим.
Конечный результат, которого мы хотим добиться — лафет, толщиной 150 мм. Далее, нехитрым способом сосчитав, что 260 мм-150 мм=110 мм. Мы получаем целых 110 мм толщины дополнительного материала. И именно его необходимо правильно рассчитать.
Берём этот дополнительный размер и высчитываем, для получения плахи, которая имеет размер 50 мм, 110-50=60, не забываем пропил, а у нас он составляет 2 мм, 60-2=58 мм, затем тесины, равной 25 мм, 58-25-2=31 мм, подгорбыльник 20 мм, 31-20-2=9 мм.
Как видите, из наших расчётов, получается 9 мм горбыль, 20 мм подгорбыльник, 25 мм тесина и 50 мм плаха. А конечный размер составит 150 мм.
Возможные ошибки
Как видите ничего сложного здесь нет. Частенько неопытные пилорамщики допускают ошибку в расчётах, когда начинают отсчёт от нуля. К примеру, если конечный размер материала 150 мм, то нет необходимости к нему добавлять 2 мм на пропил, иначе выйдет так 150 + 2 = 152. Такой ошибки быть не должно, пропил высчитывается только между материалом, к примеру 50 мм доска и 150 мм лафет, получаем как описано выше, 150 + 50 + 2 =202 мм.
При необходимости получить обрезной материал поворачиваем бревно на 90 градусов и производим те же манипуляции, которые описаны выше.

Вот Вы и распилили своё первое бревно, посмотрите на качество материала и точность размеров. Убедитесь в правильности своих расчётов. Главной ошибкой при расчётах бывает то, что забывают учитывать размер пропила. Старайтесь учесть этот факт. И не допускать таких ошибок.
В дальнейшем, когда наберётесь опыта, расчёт у Вас будет происходить автоматом в голове, достаточно будет взглянуть на бревно.
Мы уверены, что всё у Вас получится, желаем успеха в труде.
Как научиться пилить на ленточной пилораме
Для небольшого лесообрабатывающего производства, специализирующегося на распиловке древесины на доски и брус, оптимальным оборудованием для использования является ленточная пилорама. Она обладает хорошей производительностью, позволяет распускать на пиломатериалы крупногабаритные стволы. Но чтобы в процессе работ оборудование работало с полной отдачей, необходимо знать, как пилить на ленточной пилораме. Учёт определённых рекомендаций и особенностей эксплуатации такого агрегата позволит избежать проблем и на выходе получить качественный деловой материал.
Для небольшого лесообрабатывающего производства, специализирующегося на распиловке древесины на доски и брус, оптимальным оборудованием для использования является ленточная пилорама. Она обладает хорошей производительностью, позволяет распускать на пиломатериалы крупногабаритные стволы. Но чтобы в процессе работ оборудование работало с полной отдачей, необходимо знать, как пилить на ленточной пилораме. Учёт определённых рекомендаций и особенностей эксплуатации такого агрегата позволит избежать проблем и на выходе получить качественный деловой материал.
Процесс распиловки лесоматериала этой пилорамой сводится к тому, что бревно помещается и фиксируется на специальной раме, которая выступает также в роли направляющей. Вдоль ствола по рейкам перемещается станина с установленным на ней режущим инструментом, приводимым в действие от электродвигателя или ДВС.
Подготовительный этап
Одним из основных условий для нормальной работы оборудования является проведение подготовительных работ перед тем, как пилить на ленточной пилораме. И в них входит:
- очистка распиливаемого бревна от грязи и песка;
- оценка дерева (порода, влажность);
- подбор пилы (форма, профиль, углы заточки зубьев) в зависимости от распиливаемого материала;
- правильное выполнение регулировочных работ (натяжка режущего элемента, приводных ремней).
Должное проведение подготовительных работ позволит быстро пилить лес с надлежащим качеством.
Важным фактором для нормального пиления является правильная заточка и разводка пилы. Эти работы следует выполнять только на специальных станках. Хорошо заточенная пила с правильно подобранным профилем зуба обеспечит высокую скорость работы и чистоту распила.
Внимание следует уделить и регулировке режущего полотна. Правильно натянутая лента обеспечит ровный спил. Любое нарушение натяжки приведёт к «волнистости» поверхности досок, или к порыву режущего инструмента.
Чем больше на древесине песка и грязи, тем быстрее пила затупится, что сильно скажется на производительности оборудования. Поэтому лучше подготовить материал перед распиловкой, а также своевременно проводить заточку и разводку режущего инструмента.
Процесс распиловки
В процессе пиления важно обеспечить равномерную скорость передвижения станины вдоль бревна. Это исключит вероятность холостого движения ленты и обеспечит максимальную производительность.
Перед тем как пилить на ленточной пилораме древесину с высоким содержанием смол, следует позаботиться об обеспечении подачи воды или моющего раствора в зону резанья. Это предотвратит залипание зубьев и обеспечит хорошую скорость распила.
После каждого прохода следует оценивать качество реза и удостоверяться в отсутствии «волнистости», и только затем дальше пилить бревно. Это позволит сразу выявить проблемы с настройкой оборудования и своевременно устранить их.
Периодически необходимо проводить очистку подвижных элементов пилорамы от опилок. Это позволит устранить лишние вибрации при работе агрегата, что может сказаться на качестве распиловки, а также продлит ресурс узлов.
В целом пилить на ленточной пилораме несложно, главное — полностью придерживаться рекомендаций производителя относительно эксплуатации. Не стоит пренебрегать и подготовительными работами, ведь от них напрямую зависит производительность агрегата.
Методика распила дерева на пилораме
Многие мастера разработали свои методики обработки древесины, многолетний опыт работы со станками и измерительными инструментами дает возможность существенно сократить процесс. Чтобы получить качественный материал, пилить на ленточной пилораме нужно с учетом всех факторов, соблюдая правила эксплуатации устройства.
Особенности расчета
Бревно устанавливается в направляющих роликах с фиксацией его в зажимах. Количество получаемого материала рассчитывается исходя из диаметра бревна. Правильный расчет вида и количества материала также влияет на его качество.
Опытный распиловщик, взглянув на бревно, уже способен определить все параметры будущего материала, сразу найти комлевую часть и вершину бревна. Диаметр комлевой части больше, чем вершины. От точности расчета зависит, какой толщины получится горбыль.
Диаметр бревна нужно замерять с вершины. Дальнейшие действия мастера:
- Идеально ровных стволов практически не бывает. Поэтому надо внимательно осмотреть все изгибы, выпуклости.
- Повернуть бревно так, чтобы отходов в виде горбыля получить минимальное количество.
- При установке бревна необходимо убедиться в его свободном движении в направляющих.
- На линейке пилорамы выставить габарит по диаметру бревна плюс максимальная высота выпуклости.
- Размер выпуклости определяется от разницы диаметра комлевой части и вершины.
- Рулеткой замеряется размер наиболее высокой части, от полученного результата начинается отсчет размеров материала.
- Мастер обязан учитывать размер на пропил 2–5 мм.
Поворот бревна
При подходе остатка высоты бревна к нужному размеру его переворачивают. Если надо получить брус толщиной 150 мм, пропиленная ширина и остаток высоты бревна должны быть немного больше этого размера с учетом горбыля.
Когда бревно перевернуто, замеряется остаток высоты после выполненного пропила, и рассчитывается материал до использования этого размера полностью.
Пример расчета:

- Остаток высоты бревна после пропила – 270 мм. Цель – получить брус толщиной 150 мм: 270–150=120 мм.
- Из 120 мм необходимо получить плаху 50 мм: 120–60–3=57 мм. Величина в 3 мм дается на пропил.
- Тесина 25 мм: 67–25–3=40 мм.
- Подгорбыльник 25 мм: 40–25–3=12 мм.
- Горбыль 12 мм.
Дальнейшее получение пиломатериала достигается поворотом бревна на угол 90 градусов и аналогичными расчетами. Одна из распространенных ошибок – не учитывается припуск на пропил или прибавляется большее количество раз. Мастеру нужно быть внимательным.
Технология распила
Технология распиловки выбирается с учетом сорта древесины, размеров бревна, конструктивных особенностей пилорамы.
Качество исходного материала
Эффективность распила зависит от качества сырья. Сначала нужно оценить древесину, отсортировать бревна. Сортировка осуществляется по внешнему виду бревна. Главные признаки:

- кривизна;
- объем ложного ядра;
- количество сучков;
- диаметр.
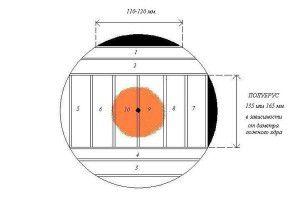
Бревно делится на 4 равные грани. Чистой считается грань, не имеющая сучков, трещин, гнили, рубцов, сколов, повреждений от насекомых. Отсюда получается пиломатериал самого высокого качества.
Бревна, предназначенные для распила, должны быть складированы с учетом требований. Чем раньше после рубки дерева бревно попадает в распиловку, тем легче с ним работать. В высохшем сырье пила может давать волну, и толщина досок будет меняться. Самая ценная древесина снаружи бревна, к центру качество падает.
Способы пиления
В процессе распиловки нужно учитывать толщину доски, компенсацию конусности, переворот бревна. Пилить на ленточной пилораме мастера могут тремя способами.
Простое пиление
 Бревно подлежит распилу до конца с получением необрезных досок, но переворот не производится. Метод простой и быстрый, но имеет недостатки. Полученные доски нужно затем обрезать с боков.
Бревно подлежит распилу до конца с получением необрезных досок, но переворот не производится. Метод простой и быстрый, но имеет недостатки. Полученные доски нужно затем обрезать с боков.
Пиломатериал выходит низкого качества с множеством отходов. Центральные доски легко растрескиваются, способ подходит для работы с низкосортной древесиной.
Круговое пиление
Сделав пропил, распиловщик переворачивает бревно на другую грань, и так по кругу до оставшейся центральной части. Для средних и высших сортов древесного сырья способ наилучший, но на отдельных пилорамах тяжело переворачивать бревно. Подходит для пилорам с гидравликой.
Пиление бруса
Начало распила производится по кругу, а центральная часть оставляется в виде определенных размеров бруса. Пиление бруса обеспечивает максимальную производительность пилорамы, способ используется для распиловки бревен среднего и низкого сорта.
Первый пропил
Важным является выбор грани распиливаемой древесины для начала обработки. При пилении бруса и круговой обработке мастера пользуются 2 методами.
Худшая грань подлежит распилу первой, конусность бревна не учитывается. Учет подобной особенности означает наклон, поднятие бревна так, чтобы пила работала параллельно коре. Из этой части выйдут короткие доски и большое количество горбыля.
Так как конусность не учитывается, с лучшей грани бревна пиление будет идти параллельно коре без наклона и подъема, такой подход позволит получить максимум длинных досок хорошего качества.
Начинать с распила наилучшей грани бревна, но конусность при этом учитывать. То есть установить бревно так, чтобы пилу направить параллельно коре.
Результат получится одинаковым, но во втором способе распиловщику легче выбрать наилучшую грань, так как она видима. В первом способе лучшая часть скрыта и возможны неточности при установке бревна. Если распиливаемая древесина высокого качества, оба способа работают одинаково. С сырьем более низкого качества лучше применять второй способ.
Переворот бревна
Если поворот производится на 180 градусов, получаются необрезные доски, требующие дополнительной обработки с боков, а потом полубрус распиливается на обрезную доску.

С поворотом на 90 градусов получаются необрезные и полуобрезные доски с необходимостью обрезки с одного бока. Метод пиления с переворотом на 180° градусов даст больше более ценных широких досок. Но если станок для обрезки кромки оснащен только одной пилой, переворот на 90 градусов является удобным.
После распила противоположных граней, первой распиливается худшая из оставшихся, но этот вариант не учитывает конусность. Но грань высокого качества нужно распиливать параллельно коре, что увеличивает выход качественного пиломатериала.
Распространенные ошибки и способы исправления
Мастерам известен ряд ситуаций, отрицательно влияющих на процесс обработки материала.
При входе в материал пила скачет вверх, но после этого работает нормально, в конце падает мощность. Причиной часто бывает большой угол заточки зубьев, его необходимо уменьшить на 5 градусов.
Входя в древесину, пила поднимается, потом мастера получают кривую доску. Причина – угол заточки превышает норму, а разводка недостаточна. Нужно увеличить угол заточки на 4–6 градусов, а развод немного увеличить.
После нырков, пила идет ровно, распиловщика называют несколько причин: затупление режущего полотна, малый угол заточки. Если форма зуба соответствует эталону, надо увеличить угол заточки.
Пила идет с постоянными нырками. Малый угол заточки при недостаточной разводке.
На поверхности досок большое количество опилок, увеличена разводка зубьев.
Опилки горячие и спрессованные – заниженный развод.
Пропил получается в виде волны. Если пила довольно острая, то недостаточна разводка. Слишком малая разводка иногда приводит к обрыву пильной ленты.
Полотно трескается у своей задней кромки. Задние упоры роликов, в них лежит бревно, находятся далеко от задней кромки. Необходимо установить расстояние менее 0,3 мм.
Накат опилок на полотно пилы. Малая разводка зубьев, нужно увеличить развод.
Накат опилок на внутреннюю поверхность зуба, на полотне их нет. Плохая заточка зубьев (большая скорость подачи, излишней съем металла). Дополнительные причины – угол заточки велик, пилу использовали после затупления полотна.
После заточки у впадины зуба полотно трескается. Нарушена геометрия зуб или небрежно заправляется камень для заточки.
Настройка пилорамы
Выбор охлаждающего раствора
Пилить на ленточной пилораме с использованием воды для смазки неправильно. Смазку лучше не использовать до «наката» опилок на пилу. Если это произошло, оптимальная обработка: 1/2 смазочного масла для шин бензопил, 1/2 солярки. Смесь наносится с двух сторон полотна пилы, но количество охлаждающего раствора – небольшое.
Такая смазка продлит эксплуатационный срок шкивов пилорамы и уменьшит количество досок со следами цветения.
Снятие натяжения

Полотно в процессе распиловки греется, из-за чего растягивается в длину. После остывания начинается стремление к сжатию. В этот момент возникает перегрузка из-за избытка натяжения, могут появиться трещины.
Полотно запоминает форму шкивов, возникает деформация ремней шкивов, могущая привести к вибрации полотна. Заминается горбик на ремнях, обеспечивающий самостоятельное центрирование пилы. При остановке пиления натяжение с пилы необходимо снимать.
Разводка ленточной пилы
Оптимальной разводка считается, когда между полотном пилы и распиливаемой древесины смеси из 2/3 опилок и 1/3 воздуха. Если выбрасывается опилок 80%, пила правильно разведена.
При присутствии на пропиле множества рыхлых опилок, а на поверхности доски царапин, развод пилы больше чем нужно. Пила при этом функционирует рывками. При недостаточном разводе на поверхности досок в процессе пиления будут оставаться горячие опилки, плотно спрессованные, такая ситуация губительно сказывается на пиле. А после резания древесины на материале останутся волны.
Перед распилом бревна отсортировываются по диаметру:

- Для большего диаметра увеличивается развод, но он выполняется только на 1/3 части зуба сверху.
- Для мягкого дерева следует увеличить развод, заточку надо делать после подготовки оборудования с обязательным соблюдением формы зуба.
Индикатор устройства развода работает в напряженном режиме и часто сбивается, поэтому необходима постоянная его проверка.
Угол заточки рекомендуется соблюдать 10–12 градусов, мягкие породы дерева – до 15 градусов, твердые и мерзлая древесина – 8–10 градусов.
Скорость пиления
При увеличении скорости пиления пропил получается более чистым, но сокращается эксплуатационный срок пилы. Если качество распила падает, необходимо снижение скорости подачи. Начальные 5 минут показатель работы оборудования не должен быть больше 1/2 от максимального значения.
Подготовка к работе
В процессе эксплуатации пилорама требует настройки, проверки всех ее важных узлов. Наиболее значимая часть устройства – ленточные пилы.
Перед началом работы необходимо:

- Проверить, надежно ли закреплены детали и резьбовые соединения.
- Смазать трущиеся поверхности.
- Проверить надежность заземления.
- Включить электродвигатель на холостом ходу, проверить, как двигается лента.
- Проверить установку ленточной пилы, отрегулировав при необходимости.
- Чтобы уменьшить стрелу прогиба пильной ленты, передвинуть левый ролик на 5–10 см от боковых границ дерева.
- Приподнять ленточную пилу над бревном и проверить ее обратный ход.
- Проверить крепление защитных кожухов пилы, зубчатой передачи, клиноремонтной передачи.