

Сварка полуавтоматом потолочный шов видео
Сварка потолочных швов
Содержание:
Среди существующих видов расположения швов потолочный сварочный шов занимает особое положение. Такое внимание к нему объясняется в первую очередь неудобным положением сварщика при этом процессе. Полезные советы, как решить эту и другие проблемы, интересуют не только осваивающих эту нелегкую работу, но и профессионалов.
Потолочная сварка является своеобразным экзаменом. Сварщик, овладевший таким методом, автоматически повышает свою квалификацию и становится более востребованным. Сферой, где приходится прибегать к потолочной сварке, может быть и прокладка трубопроводов, и строительные площадки, и укрепление беседки на дачном участке.

Особенности выполнения
При сварке потолочного шва капли расплавленного металла под действием силы своей тяжести стремятся упасть вниз. Частично удерживает их от падения поверхностное натяжение. При сваривании горизонтального шва внизу подобной проблемы не существует. Сварочная ванна в этом случае растекается вдоль соединения. Задача сварщика достаточно проста — следить за тем, чтобы шлак не попадал впереди ванны. Иная картина наблюдается, когда потолочная сварка происходит наверху.

Сварочная ванна получается только на одной кромке. Правильно сваривать шов мешают не только брызги и капли раскаленного металла, но и стекание шлака, находящегося в жидком состоянии.
Сварщик с запрокинутой вверх головой и поднятой рукой с электродом быстро устает, что не способствует качеству выполняемой работы. Поэтому частые перерывы становятся производственной необходимостью.
Оборудование
Потолочные швы методом сварки выполняются с помощью обычного трансформатора или инвертора. Отличием инвертора, дающим ему преимущество, является наличие стабилизатора, выпрямителя низкой и высокой частоты, блока управления, рабочего шунта, датчика тока. С помощью электронного регулятора имеется возможность регулировать силу тока в большом диапазоне. Наличие двойной изоляции является защитой от поражения током. Достоинством является компактность устройства и его небольшой вес.
Существует три типа сварочных инверторов:
- Бытовой. Применяют для металлов, имеющих толщину не более 3 мм.
- Полупрофессиональный. Свариваются изделия толщиной, не превышающей 6 мм. Имеет повышенную мощность. Требует небольшие перерывы для охлаждения.
- Профессиональный. Может работать без перерыва 6-8 часов.
Электроды выбирают в зависимости от свариваемого материала. Сварка потолочного шва электродами предполагает их диаметр — 3-4 мм. Чтобы уменьшить количество брызг, перед началом сварки они должны быть хорошо высушены.
Рекомендации
Потолочный шов при сварке получится более качественным, если соблюдать приемы, проверенные временем и практикой:
- при работе использовать короткую дугу, что повысит точность;
- электроды держать, отводя их незначительно вбок, для снижения растекания металла;
- ширина сварного шва не должна превышать диаметр электрода;
- вести шов на «себя», что даст возможность его контроля;
- выбрать комфортный темп работы.
Применение этих рекомендаций упростят процесс и повысят качество шва.
Технология
Сварка потолочных швов предполагает применение различных методик. При всех способах необходимо выполнение общих требований:
- Если толщина свариваемой детали превышает 5 мм, то формируют скос в форме буквы «V».
- Перед началом процесса сваривания детали следует прижать друг к другу как можно плотно, с минимальным зазором. При выполнении этого требования первый проход можно формировать, не совершая электродом колебательных движений.
- Поднося электрод к месту сварки, выдерживают угол 45 градусов.
- Для повышения точности новички могут использовать половинки электродов.
- Работа прерывистыми короткими дугами даст возможность расплавленным каплям быстро остывать. В результате они не будут падать вниз, а прочно сцепятся с местом соединения.
Выполнение требований того, как варить дуговой сваркой потолочный шов обеспечит его прочность и хороший внешний вид сварного шва.
Полумесяц
Такой метод наименее сложен и может быть использован, как потолочная сварка для начинающих.

Положение электрода относительно верхней поверхности — 90-130 градусов. Название способ получил благодаря тому, что сварщик совершает движения, напоминающие полумесяц. Поскольку при этом способе приходится формировать шов за несколько проходов, времени требуется достаточно много. Чтобы избежать подтеков, не следует делать валики слишком широкими. Необходимо все время следить за скоростью процесса. Преимуществами является простота и высокая точность.
Обратно-поступательный
Способ предполагает сварку шва за несколько проходов.

Вначале выполняют корневой шов с помощью электрода, обладающего диаметром 3 мм. Ток при этом не должен быть слишком большой.
Лесенка
Как и при способе полумесяцем положение электрода по отношению к верхней поверхности составляет угол 90-130°С.

Способ лесенкой удобен при выполнении длинного сварного шва. Главная особенность — периодическое отведение в сторону электрода для застывания металла, что препятствует его растеканию.
Сварка полуавтоматом
При выполнении потолочного шва применяется сварка полуавтоматом. Метод распространен для сваривания металлов различной толщины. Для этого способа используется полуавтоматический сварочный аппарат. Сваривание происходит при подаче медной или алюминиевой проволоки. Применение метода ускоряет процесс сварки, снижается потребление электроэнергии. Шов получается качественным.
Безопасность
Поскольку при сваривании шва, находящегося наверху, существует опасность попадания раскаленных капель на исполнителя, его защита приобретает особое значение. Костюм сварщика выполняют из плотного огнестойкого материала. Рукавицы должны перекрывать края рукавов. Голову и лицо защищает маска. Рядом с производством работ не должны находиться легковоспламеняющиеся материалы и предметы.
Интересное видео
Технология сварки полуавтоматом для новичков: первый опыт
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
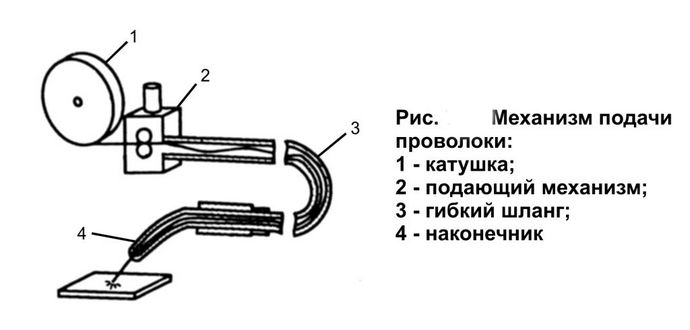
- механизма подачи проволоки.
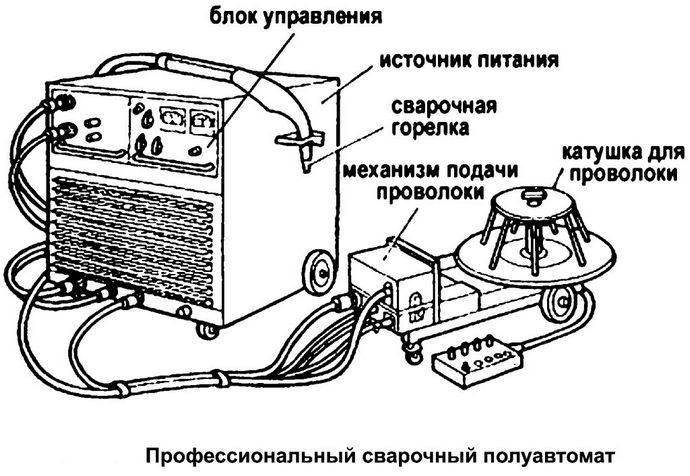
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
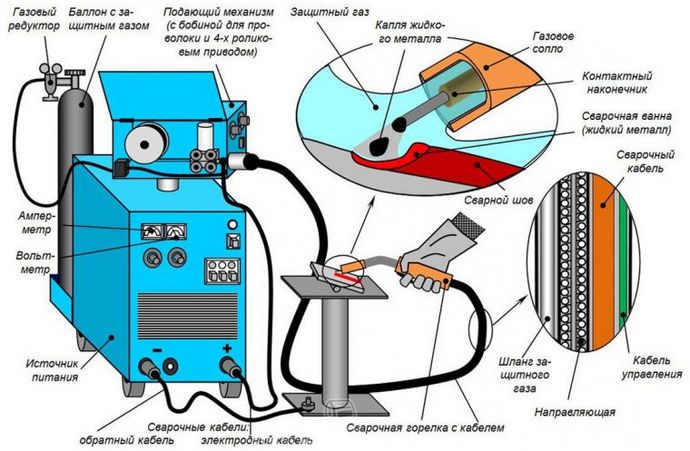
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

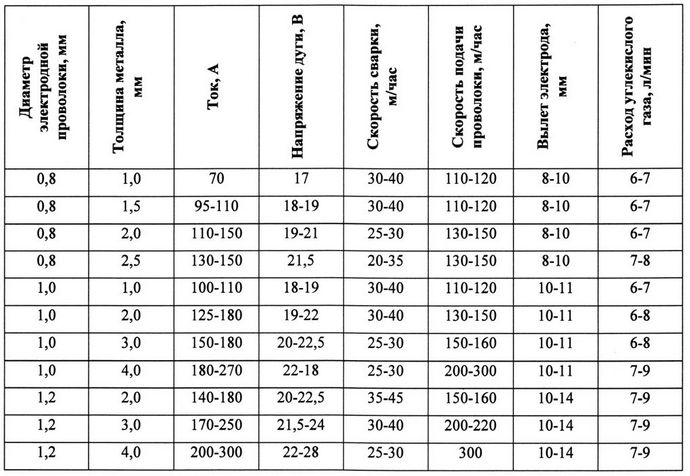
Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
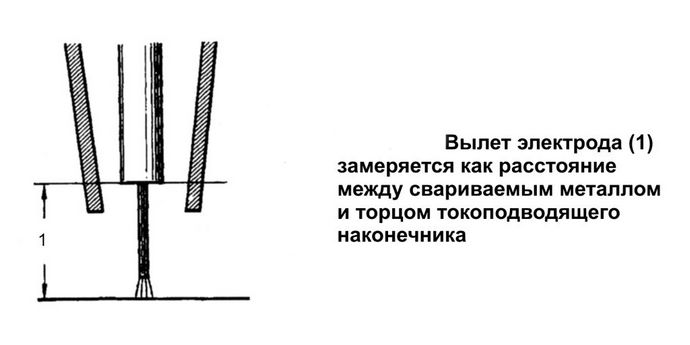
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Как правильно варить полуавтоматом
Сварка типа MIG-MAG вполне заслуженно носит звание любительского способа соединения металлоконструкций, тем не менее это обособленная технология, имеющая свой регламент выполнения работ и требования к квалификации сварщика. Обо всём этом — в нашем обзоре по полуавтоматической сварке.

Обзор технологии сварки
MIG/MAG это сварка металлической проволокой (M — Metal) в среде инертного (IG — Inert Gas) или активного защитного (AG — Active Gas) газа. Проволока подаётся автоматически, при этом скорость подачи корректируется в соответствии с действующей силой сварочного тока. Это одна из главных особенностей полуавтомата, которой обусловлено важное технологическое отличие от сварки покрытыми электродами: вместо стабилизации силы тока источник питания обеспечивает постоянное напряжение.
Как и при прочих видах сварки, суть MIG/MAG заключается в переносе металла с присадки в сварочную ванну, однако сам процесс весьма специфичен, что необходимо понимать для освоения необходимых навыков работы. Существует два механизма переноса металла:

Первый: когда проволока касается свариваемой детали, происходит замыкание, проволока разогревается, стекает в сварочную ванну, частично испаряясь, поддерживая тем самым кратковременное воспламенение дуги, за счёт чего разогревается вся область сварочной ванны. После того, как край проволоки расплавился, цепь размыкается, затем металл снова касается детали и все повторяется снова с частотой около 20–30 раз в секунду. Такой механизм называется цикличным замыканием.
Второй механизм сварки — перенос распылением. Если проволока будет подаваться с достаточно малой скоростью при высоком напряжении, а газовая среда будет способствовать продолжительному горению дуги, присадка не коснется самой детали, но будет оплавляться мелкими каплями и падать в кратер сварочной ванны, а также на прилегающую к ней область. При таком способе сварки происходит гораздо более интенсивный нагрев широкой зоны, что незаменимо при заполнении крупных швов и сваривании толстых заготовок. Характерное отличие — щёлкающий и одновременно шипящий звук дуги вместо ритмичного треска при цикличном замыкании.
Выбор расходных материалов
При сварке полуавтоматом используется три вида расходных материалов, без правильного выбора которых корректная работа невозможна. Основной расходник — металлическая присадочная проволока с защитным антикоррозионным покрытием. Проволока может отличаться по материалу сплава, диаметру и габариту катушки, который выбирается в соответствии с возможностями аппарата. Материал присадки должен быть максимально близким к составу свариваемых деталей.

Для большинства конструкционных сталей оптимально подходят марки проволоки, начинающиеся на СВ-08Г, по зарубежной маркировке — ER70S. Для нержавеющих сталей следует использовать проволоку СВ-04Х19, СВ-07Х25, СВ-10Х16, где цифры во второй части обозначения указывают на содержание никеля и хрома. Здесь необходимо проявлять бдительность: разнородность материалов детали и шва резко ухудшает прочностные характеристики соединения. Для сварки алюминия подходит проволока марок Д16, ВАД23, АК4 — её также следует выбирать в соответствии с наличием в свариваемых деталях дополнительных присадок. Также для сварки может использоваться порошковая проволока, не требующая защитной газовой среды, но при этом более дорогостоящая.

Проволока всех видов может иметь диаметр от 0,6 мм и выше с шагом 0,2 мм. Самая тонкая присадка применяется для точечного сваривания деталей толщиной менее 1,5 мм, 0,8 мм — до 4 мм, 1 мм — до 6 мм. Проволоку свыше 1 мм любители используют редко, причина тому проста: требуется сварочный ток свыше 200 А, что характерно только для профессиональных сварочных аппаратов.

Второй расходный материал — защитный газ. Для сварки цветных металлов, в частности алюминия, применяется инертный газ аргон, а при значительной толщине заготовок — смесь аргона с гелием. Недостаток аргона в том, что в его среде дуга поддерживается очень активно, что не позволяет варить цикличным замыканием, а ведь именно этот режим рекомендован для чёрных металлов. Из-за этого при сварке конструкционной и нержавеющей стали используется газовая смесь, в которой аргон составляет от 75% по массе, остальное приходится на углекислый газ. Для любой марки сварочной проволоки указывается предпочтительный состав газовой смеси.

Третий расходный материал — токосъёмные наконечники. Во-первых, их следует менять в зависимости от диаметра используемой проволоки. Во-вторых, по мере работы наконечник истирается и диаметр отверстия в нём увеличивается, что вызывает перегрев горелки и сбои в работе сварочного аппарата, вплоть до полного заклинивания проволоки.
Подготовка к работе

Перед началом работы необходимо установить катушку с проволокой на штифт тормозного барабана и отрегулировать прижимной винт, добиваясь полного исчезновения радиального люфта и инерции при вращении. После этого следует переставить направляющий ролик под соответствующий диаметр проволоки, протереть механизм подачи от загрязнений, опустить прижимной ролик и настроить прижим так, чтобы проволока не проскальзывала, но при этом не пережималась слишком сильно.


Конец проволоки необходимо направить в задний раструб штекера подключённой горелки. Шланг при этом должен быть полностью выпрямленным. Нажав на кнопку протяжки, проволоку необходимо провести по сварочному рукаву, предварительно открутив токосъёмный наконечник. Когда проволока выйдет из горелки на 3–5 см, наконечник нужно вернуть на место, надеть сопло и обрезать проволоку заподлицо с краем горелки. Остается только окрутить до упора вентиль на баллоне, настроить давление на выходе редуктора и расход газа, после чего можно приступать к свариванию.

Детали перед свариванием необходимо тщательно зачистить и подточить края, чтобы на стыке не было зазора более 1 мм. Края деталей на 20–25 мм от области сварки должны быть избавлены от краски, грязи, ржавчины и даже от потемневшего слоя окислов, для полуавтомата это критически важно.

Режимы сварки
Даже профессионалы перед свариванием какой-либо конструкции или детали выполняют несколько пробных швов на материалах такого же типа. Цель проб — установить оптимальные настройки для стабильного горения дуги и температурного режима, соответствующего толщине свариваемых деталей.
Для настройки сварочного режима предусмотрено два регулятора: V — напряжение и А — скорость подачи проволоки и соответствующий ей сварочный ток. Также имеется тумблер переключения скоростного режима: проволокой 0,8 мм и менее следует варить на увеличенной скорости, более толстой — на пониженной. Некоторые аппараты имеют третий регулятор индуктивной составляющей тока, он предназначен для настройки профиля сварочного шва.

Пробная настройка выполняется непосредственно возле аппарата, при этом регуляторы должны быть изначально повёрнуты в крайнее левое положение. После розжига дуги необходимо постепенно увеличивать скорость подачи и напряжение для достижения соответствующего сварочного режима. При глубине шва до 2 мм и ширине до 4 мм оптимально варить цикличным замыканием. Скорость нужно увеличивать до тех пор, пока редкие щелчки не сменятся стабильным треском с частотой около 20 Гц. Если при этом слышны пропуски, следует немного повысить напряжение, если же метал сильно разбрызгивается — снизить.


В случаях, когда в сварочной ванной скапливается избыток металла, следует снизить скорость подачи или ускорить движение горелки, но только если это позволяет температурный режим. Чтобы увеличить скорость плавления, сопло горелки нужно вести ближе к детали. Если требуется наложить заполняющий шов толщиной более 2 мм или шириной от 5–7 мм, сварка ведётся распылением, для чего напряжение нужно поднять практически до максимума. Скорость подачи при этом повышается от нуля до того момента, когда аппарат начнёт варить в цикличном режиме, а затем снижается до приемлемого удобства ведения сварочного шва в соответствии с его шириной и глубиной.

Настройка индуктивности выполняется после того, как режим сварки будет стабильно настроен. Повышение индуктивности приводит к увеличению температуры дуги, из-за чего валик шва растекается сильнее и становится более пологим, однако при этом прогревается только верхний слой материала. При низкой индуктивности нагрев осуществляется вглубь шва, однако валик при этом более выпуклый. Индуктивность нужно настраивать с тем учётом, чтобы края валика расплавлялись и мягко сопрягались с прилегающими поверхностями.

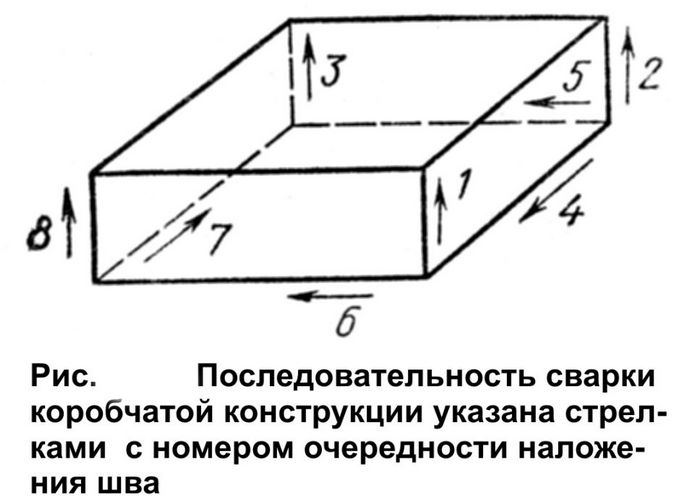
Пространственное положение шва
Преимущества полуавтоматической сварки наиболее ярко проявляются при сварке объёмных конструкций, где необходимо периодически изменять положение шва. При этом производится минимальная корректировка настроек, в большинстве же случаев дополнительных манипуляций не требуется. Тем не менее техника выполнения швов имеет специфические отличия.
Видео по теме:
Начинающим следует учиться основам сварки полуавтоматом в нижнем положении шва. Горелка удерживается под углом в 60°, проволока должна быть направлена в сторону шва. При этом крайне важно постоянно поддерживать расстояние от поверхности до сопла около 5–10 мм. Поднимая горелку вертикально можно добиться повышения температуры и регулировать пологость валика без изменения настроек аппарата. Скорость ведения горелки должна быть постоянной и при этом коррелировать со скоростью подачи проволоки так, чтобы проволока всё время находилась в передней части кратера и поддерживалась одинаковая толщина на всей протяженности шва, при этом расплавленный металл должен застывать волнообразными наростами в 10–15 мм от сварочной ванны.
После освоения швов в нижнем положении, можно переходить к горизонтальному. Горелка при этом удерживается под 45° к поверхности и направляется вверх под углом в 15–20° от вертикали чтобы компенсировать текучесть металла. Горелка ведётся носиком вперед от себя, проволока удерживается на переднем краю кратера. Скорость подачи проволоки и ведения шва рекомендуется немного снизить для более качественного контроля над сварочной ванной.
Вертикальные швы выполняют подобной техникой сварки, но при этом сопло нужно удерживать параллельно шву под наклоном к поверхности в 45°, проволока направляется к центру сварочного кратера. Движение горелки осуществляется сверху вниз, оно должно быть достаточно быстрым чтобы обогнать стекающую каплю металла. Потолочные швы варить ненамного сложнее, но гораздо менее удобно. Горелку нужно вести носиком вперёд, проволока направляется на передний кран ванны и стык перед ней. Потолочный шов выполняется достаточно тонким чтобы не допустить стекание расплавленного металла вниз.
Коренные, заполняющие и косметические швы
В заключение следует рассказать о разнице сварки полуавтоматом деталей разной толщины. Практический максимум толщины шва при работе с любительскими аппаратами — 1,5..2,5 мм при толщине проволоки до 0,6–1 мм. Выполнение более глубоких сварочных швов следует выполнять в несколько этапов.

Детали толщиной в 1,5 мм и менее не сваривают сплошным швом чтобы не допустить коробления металла при нагреве. Шов состоит из точек диаметром 3–4 мм, что соответствует удержанию кнопки на горелке около 1 секунды, расположенных с шагом от 10 до 25 мм. Детали до 4 мм варят с двух сторон: сначала их позиционируют с зазором около 0,5 мм и проводят обычный сварной шов с лицевой стороны в режиме цикличного замыкания. После этого немного поднимают напряжение и выполняют провар с изнанки, оставляя тонкий пологий валик шва.
Сваривание деталей толщиной 6 мм или более требует основательной подготовки: сначала кромки подтачивают для плотного прилегания, затем с лицевой стороны снимают крутую фаску под 30°, оставляя на дне шва прямой участок кромки от 1 до 2 мм. Перед свариванием детали должны быть надёжно обездвижены с образованием зазора в 0,5–2 мм в зависимости от толщины, для чего их можно временно соединить между собой пластинами на ребро с тыльной стороны.

Первый этап — выполнение коренного шва. Его варят в режиме цикличного замыкания, добиваясь чтобы шов заполнил дно стыка до того уровня, где начинается скос фаски. Далее аппарат переводят в режим сварки распылением и заполняют шов на всю глубину в несколько проходов. При этом обязательно нужно следить, чтобы края стыка тщательно разогревались, о чём свидетельствуют цвета побежалости на поверхности металла в прилегающей области. После завершения коренного шва и между проходами заполняющего шва дно стыка необходимо обязательно зачищать металлической щёткой, а лучше — абразивным диском.
Когда стык между деталями будет заполнен почти заподлицо с поверхностью, его накрывают косметическим швом. Скорость подачи при этом немного снижается, а сварка ведётся широким фронтом — около 8–15 мм в зависимости от толщины детали. Проволока при этом ведётся из стороны в сторону по переднему краю сварочной ванны, скорость колебаний должна быть настолько высокой, чтобы оба края поддерживались в разогретом состоянии, при этом наплывы металла на шве получаются достаточно мелкими. Горелка при этом ведётся к себе, носик направлен в переднюю часть ванны. Края косметического шва должны быть качественно оплавлены для сцепления с поверхностью металла, высота валика — не более 1,5–2 мм.
Сварка полуавтоматом для начинающих
Какой начинающий сварщик не мечтает поработать с полуавтоматической горелкой MIG/MAG? Но такое оборудование выходит за пределы любительского ценника и становится боязно, что в итоге инвертор будет бесцельно пылиться. Спешим успокоить: технологию сварки полуавтоматом освоить довольно просто.
Суть сварки в среде защитного газа
Исконной проблемой при сваривании металлов считается поддержание температурного режима. Если нагрев будет недостаточным, то не произойдёт качественного расплавления кромок соединяемых деталей и их перемешивания между собой и присадочным материалом. Если же повысить температуру, металл начнёт кипеть и испаряться, активизируются химические реакции с атмосферными газами. Ситуация осложняется и тем фактом, что некоторые металлы и сплавы начинают бурно химически реагировать уже при температурах, недостаточных для образования качественного сварочного шва.
Эта проблема в разных типах сварки решается по-разному. Рассматриваемая нами сегодня полуавтоматическая сварка, также именуемая MIG/MAG, имеет два технологических отличия от прочих способов. Первое — подача защитного газа непосредственно в зону плавления, и второе — регулировка скорости подачи присадочного материала с соответствующей автоматической подстройкой силы сварочного тока. Подача сварочной проволоки осуществляется механически с помощью протяжного механизма, при этом правильное соотношение скорости и температуры плавления обеспечивает равномерное заполнение шва и высокую производительность сварочных работ.
В качестве защитной среды могут использоваться активные газы, такие как кислород, азот и водород, либо инертные — аргон или гелий. На практике большинство сварщиков используют смесь аргона и углекислоты в соотношении 4:1, чего достаточно для большинства типовых задач. Варьировать смеси приходится при сваривании специфичных материалов, таких как латунь, дюраль или инструментальные высоколегированные стали.
Несмотря на высокую стоимость расходных материалов (газа и проволоки), сварка в полуавтоматическом режиме наилучшим образом подходит для освоения новичками по двум причинам. Первая — простота выполнения сварочного шва, необходимо лишь обратиться к справочной документации, чтобы установить соответствующие параметры инвертора для определённого типа соединения. Второй плюс это эргономика: полный визуальный контроль за состоянием шва, отсутствие ограничений в пространственном положении и, что самое важное, возможность сваривания даже очень тонких деталей. Из минусов можно назвать разве что привязанность к рабочему месту, хотя при использовании газовых баллонов малой ёмкости мобильность можно существенно повысить.
Инвертор, мощность, род тока
Для полуавтоматической сварки используют инверторные и трансформаторные преобразователи электрического тока со встроенным механизмом подачи проволоки. Ввиду повышенной технической сложности даже простейшие аппараты этой категории сопоставимы по цене с полупрофессиональными агрегатами ММА для сварки покрытыми электродами.
Выбор между трансформаторным и инверторным сварочным аппаратом зависит в первую очередь от условий использования. Трансформаторные приборы обладают высокой надёжностью и устойчивостью к нагрузкам, что обусловлено простотой устройства. При этом существует внушительный перечень недостатков: невысокий КПД, чувствительность к напряжению питания, образование помех в питающей сети, низкая степень стабилизации сварочного тока.
Работа инверторов основана на многоступенчатом электронном преобразовании, основными элементами которого выступают малогабаритный импульсный трансформатор и силовые ключи, генерирующие требуемую для каждой ступени природу тока. За счёт этого инверторные аппараты в меньшей степени чувствительны к качеству питающего напряжения, их КПД выше из-за отсутствия потерь энергии на насыщение массивного магнитного сердечника. К плюсам можно добавить малый вес и габариты, возможность точной настройки и высокую степень стабилизации сварочного тока. Главные недостатки — чувствительность к условиям эксплуатации: попадание пыли и влаги внутрь категорически недопустимо, при этом колебания температуры в 20–30 °С приводят к изменению номиналов компонентов схемы, из-за чего наблюдаются существенные отклонения рабочих параметров.
Тем не менее, именно инверторные аппараты рекомендуются для использования новичками, осваивающими азы полуавтоматической сварки. Что касается стоимости, то принципиальной разницы в устройствах в диапазоне цен 15–25 тыс. руб. не наблюдается. Мощность следует выбирать исходя из предполагаемой толщины свариваемых деталей: до 160 А выходного тока при толщине до 4 мм и порядка 200 А при толщине 6–7 мм будет достаточно. Также важно наличие дополнительных функций, таких как протяжка сварочной проволоки без подачи напряжения на неё, смена полярности, выбор скоростного режима подачи проволоки и индикация параметров. Ну и, конечно, не стоит забывать о доверии к бренду.
Присадочная проволока
Существует два вида присадочной проволоки: обычная, требующая защитной газовой среды для сваривания, и порошковая, содержащая флюс. В последнем случае сварка может вестись без подачи газа, однако такой способ можно рекомендовать только для повышения мобильности в случае выполнения неответственных соединений. В целом же большинство преимуществ полуавтоматической сварки проявляются именно при работе с подачей защитного газа.
Сварочная проволока отличается по трём основным критериям: марке сплава, диаметру и массогабаритным показателям бухты. В последних двух отношениях выбор целиком зависит от возможностей инвертора и типоразмера токопроводящего наконечника горелки. С выбором марки сварочной проволоки всё сложнее, здесь придётся обращаться к справочной документации. Общее правило таково, что по составу, то есть по содержанию углерода и легирующих компонентов присадочный материал должен быть максимально приближен к материалу свариваемого изделия. При этом прочностные характеристики проволоки должны немного превосходить материал детали.
Диаметр проволоки также следует выбирать исходя из толщины свариваемого металла. Проволока толщиной 0,8 мм подходит как для работы с тонкостенными изделиями при минимальной скорости подачи, так и для сваривания односторонним швом деталей толщиной до 3 мм. Диаметр проволоки в 1 мм подходит для однопроходной сварки деталей толщиной до 7–8 мм, однако при этом сварочный ток увеличивается до 200 А. Для более массивных металлических изделий можно использовать проволоку до 1,6 мм, способную сваривать детали до 14–16 мм в зависимости от типа соединения, однако при этом качественный прогрев шва возможен только при токах в 300–350 А.
Наиболее распространённой в любительской сварке считается омеднённая сварочная проволока марки ER70S-3 и СВ08Г2С. Основное отличие между ними в содержании кремния и раскисляющих элементов. Вторая из указанных марка требует меньше внимания к подготовке деталей: очистке, удалению ржавчины и масляных загрязнений. Однако если требуется высококачественное соединение ответственных деталей, лучше выбирать проволоку с меньшим содержанием присадок, которая образует шов высокой однородности, поверхность которого в наибольшей степени пригодна к нанесению лакокрасочных покрытий.
Подготовка к работе
Прежде чем приступить к первым пробам, следует подготовить оборудование и детали. До включения аппарата в сеть производится установка горелки и кабеля массы. На баллон с защитным газом нужно установить редуктор и убедиться, что давление в баллоне выше остаточного. После этого на выходной штуцер баллона надевается и обжимается хомутом шланг, обратный конец которого подключается к аппарату. Открытием регулировочного вентиля нужно установить на расходном редукторе значение, рекомендованное производителем сварочного аппарата.
Перед протяжкой проволоки нужно убедиться, что в канале провода горелки отсутствует присадочный материал, оставшийся после предыдущего использования. Катушка устанавливается на размоточный шток так, чтобы совпадало позиционирование штифтов и посадочных отверстий. Проволока пропускается через прокатывающий ролик, размер канавки в котором соответствует диаметру присадки. После этого на место устанавливается прижимной ролик, затем с помощью регулировочного винта устанавливается такое усилие прижима, чтобы проволока не проскальзывала в канавке. Протяжка проволоки в канал шнура горелки должна осуществляться при снятом токопроводящем наконечнике. После этого на горелку нужно накрутить наконечник соответствующего диаметра и установить на место сопло. После включения в сеть аппарат готов к работе.
Осталось только подготовить детали. Полуавтоматическая сварка крайне чувствительна к качеству поверхности. Свариваемые детали должны быть зачищены до металлического блеска по всей ширине кромки, на которую будет уложен шов. Возникает вопрос: а для чего тогда нужна проволока с раскисляющими присадками? Дело в том, что такая проволока очень удобна для работы с металлопрокатом первичного использования, находившегося на консервационном хранении длительное время. В таком случае остатки прокатной смазки и небольшие вкрапления ржавчины не оказывают существенного влияния на качество шва. Разделка кромок и снятие фасок не требуются при сваривании деталей толщиной до 2–2,5 мм. Более толстые металлические части нужно подготавливать согласно ГОСТ 5264–80 или 8713–79.
Техника сварки полуавтоматом
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки.
Техника сваривания крайне проста, однако требуется предварительная настройка аппарата на обрезках того же материала эквивалентной толщины. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
Настройка аппарата при пробном сваривании производится путём изменения на ходу сварочного напряжения и скорости подачи проволоки. В последнем случае соразмерно скорости подачи увеличивается и сварочный ток, это основное характерное отличие полуавтоматической сварки. Скорость подачи должна быть такой, чтобы сварщик мог осуществлять полный контроль над плавкой металла и заполнением сварочной ванны. При слишком медленной подаче проволоки дуга будет постоянно прерываться, при этом слышен отчётливый ритмичный треск. Если скорость подачи слишком высока, по краям шва цвета побежалости будут очень контрастными, что свидетельствует о перегреве металла.
Многие современные аппараты имеют настройку индуктивности сварочного тока. Суть регулировки заключается в сообщении электронам дополнительной энергии, чем обеспечивается более глубокий прогрев сварочного шва. Для сваривания тонких деталей в нижнем положении индуктивность должна быть нулевой, её повышение требуется только в тех местах, где необходим глубокий провар и нет возможности долго удерживать горелку на одном месте. В качестве примера можно привести вертикальный шов, выполняемый в направлении снизу вверх, а также общие случаи сваривания деталей толщиной 4 мм и более. В целом влияние индуктивной составляющей сварочного тока на удобство сварки трудно описать, лучше самостоятельно опробовать сварку в различных режимах.
Дополнительные рекомендации
Хотя полуавтоматическая сварка не требует специальных приспособлений и техники для работы в разных пространственных положениях, для каждого из них требуются разные настройки напряжения и скорости подачи проволоки. Так, для выполнения вертикальных и потолочных швов значения обоих параметров должны быть ниже, чем при сварке в нижнем положении. В инструкции по использованию сварочного полуавтомата производители указывают таблицу с опорными параметрами, которая подходит для большинства ситуаций. Небольшие коррективы могут вноситься в зависимости от марки стали и сварочной проволоки. В целом, чем выше напряжение — тем шире зона и выше скорость прогрева металла, а чем выше скорость подачи проволоки — тем менее глубоким выполняется провар и тем шире валик, образующийся по верху шва.
Также нельзя забывать, что сварка очень тонких и очень толстых деталей имеет существенные отличия в технике исполнения. Сварка металла толщиной менее 1 мм выполняется преимущественно точечно с интервалом в 4–7 мм, такой способ помогает избежать скручивания деталей от перегрева. Детали толщиной до 4 мм включительно сваривают непрерывным однопроходным швом, предварительно позиционируя их с оставлением зазора, равном примерно половине толщины металла. При этом чем массивнее детали, тем более выраженной будет температурная усадка шва. Чтобы компенсировать это явление, зазор делают расширяющимся к концу шва на 1–1,5 мм.
Детали толщиной свыше 4 мм требуют разделки кромок с образованием фасок. При этом заполнение шва выполняется многопроходным способом. Чтобы увеличить плотность заполнения за один проход необходимо правильно выбрать скорость подачи проволоки и при сварке совершать колебательные движения, направление которых соответствует типу соединения. Так, при плоском сваривании встык горелка колеблется в поперечном направлении, а при угловых соединениях — в продольном или круговом. Очень часто полуавтоматической сваркой заполняют только корень шва, после чего соединённые детали накрывают косметическим проходом с использованием покрытых электродов.
Сварка вертикальных швов снизу вверх видео


Как варить вертикальный шов полуавтоматом

Электродуговая сварка: вертикальные швы

Сварка вертикального шва или как варить вертикал

Территория сварки — вертикальный шов полуавтоматом

. Учимся варить вертикальный шов.

Сварка вертикального шва полуавтоматом

Сварка потолочного шва трубы для начинающих

электродуговая сварка ( вертикальный шов ; снизу — вверх)

CS-V Вертикальная (снизу — вверх) сварка протяженных угловых швов

Авторы: Алексей Чаплыгин и Рыбалка Алексей — 4 Сварка полуавтоматом обучающее видео. Жми лайк!

Как сделать вертикальный шов.

Сварка вертикального шва

Сварка корня шва снизу вверх

Сварка полуавтоматом для чайников (Часть 2)

Сварка полуавтоматом.Часть 2.Техника исполнения сварных швов.

10 ошибок начинающего сварщика. Часть5

сварка вертикальных слепых швов сверху вниз полуавтоматом

Сварка полуавтоматом (горизонтально, потолочное).webm

Сварка.Ручная Дуговая .Вертикальный шов. Урок №3 (часть 1)

Сварка в комбинации импульсов Merkle HighUP

сварка вертикальных слепых швов сверху вниз полуавтоматом

Вертикальный угловой шов. Сверху вниз. Сварка ММА(часть 2)

Работа установки электрогазовой сварки (EGW)

МР-3С. «СпецЭлектрод» Вертикальная сварка.

Установка EGW для электрогазовой сварки вертикальных швов при изготовлении стальных резервуаров

Установка EGW для электрогазовой сварки вертикальных швов при изготовлении стальных резервуаров

Сварка вертикального шва,с большим зазором.

Учимся варить вертикальный шов без отрыва.

Сварка полуавтоматом для чайников (Часть 3)

Электродуговая сварка вертикальный шов

Сварка вертикального углового шва

Сварка полуавтоматическая. Вертикальные швы. Урок№4

Сварка потолочного шва с зазором

Сварочные работы или как правильно класть вертикальный шов

Как варить полуавтоматом угловое соединение в потолочном положении


Система Carpano для сварки вертикальных швов с колебаниями,

Сварка корня шва с отрывом

Сварка вертикальных соединений

Вертикальный шов сварка


Проверка возможности варить снизу вверх и по кругу.

Сварка неповоротного стыка с отрывом

Сварка електродами марки Сила МР -3 вертикальный шов

Сварка корня шва сверху вниз (вариант 1)

Сварка полуавтоматом вертикатьно
Новости
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Где купить металлорукав  Для защиты электрических кабелей и проводов самого разного назначения давно уже найдено отличное решение — использование металлорукавов. С их помощью производится укладка силовых линий в траншеях, прокладываются
Для защиты электрических кабелей и проводов самого разного назначения давно уже найдено отличное решение — использование металлорукавов. С их помощью производится укладка силовых линий в траншеях, прокладываются
Сравнительный микроскоп  Новый фитнес-трекер Mi Band 4 от Xiaomi – один из лучших гаджетов 2019 года. В отличие от своих предшественников он оснащен цветным 0.95-дюймовым AMOLED экраном, для которого сам производитель уже придумал
Новый фитнес-трекер Mi Band 4 от Xiaomi – один из лучших гаджетов 2019 года. В отличие от своих предшественников он оснащен цветным 0.95-дюймовым AMOLED экраном, для которого сам производитель уже придумал
Бетонные заводы и вибропрессы Рифей  Светодиодные лампы являются безопасным, долговечными и более экономически эффективными. Они имеют основополагающее значение в создании более экологически устойчивого и энергоэффективного бытового
Светодиодные лампы являются безопасным, долговечными и более экономически эффективными. Они имеют основополагающее значение в создании более экологически устойчивого и энергоэффективного бытового
Светильники споты  Светодиодные лампы являются безопасным, долговечными и более экономически эффективными. Они имеют основополагающее значение в создании более экологически устойчивого и энергоэффективного бытового
Светодиодные лампы являются безопасным, долговечными и более экономически эффективными. Они имеют основополагающее значение в создании более экологически устойчивого и энергоэффективного бытового
Доставка цветов Днепр  Еще не определились с почтовым сервисом? Обязательно прочтите нашу статью о том, какую электронную почту стоит выбрать. Деловому человеку удобно использоваться имя и фамилию в адресе. В большинстве случаев
Еще не определились с почтовым сервисом? Обязательно прочтите нашу статью о том, какую электронную почту стоит выбрать. Деловому человеку удобно использоваться имя и фамилию в адресе. В большинстве случаев
Хорошая ювелирная мастерская  Ювелирные изделия пользовались спросом всегда. Одних привлекает возможность сохранить свои деньги, вложив их в драгоценные камни и золото. Других же, помимо ценности ювелирных украшений, манит их красота.
Ювелирные изделия пользовались спросом всегда. Одних привлекает возможность сохранить свои деньги, вложив их в драгоценные камни и золото. Других же, помимо ценности ювелирных украшений, манит их красота.
Вызов мастера на час  Когда вы находите дома старые часы, и они не идут, хочется тут же разобрать их и починить. Правда, для этого понадобится кропотливость и внимательность. И труднее всего может оказаться процесс снятия
Когда вы находите дома старые часы, и они не идут, хочется тут же разобрать их и починить. Правда, для этого понадобится кропотливость и внимательность. И труднее всего может оказаться процесс снятия
Ковролин  После приобретения квартиры нужно перевезти туда все вещи, технику, мебель. Здесь важно учесть все детали и правильно распланировать переезд. Сперва нужно разложить все вещи. Для их упаковывания пригодятся
После приобретения квартиры нужно перевезти туда все вещи, технику, мебель. Здесь важно учесть все детали и правильно распланировать переезд. Сперва нужно разложить все вещи. Для их упаковывания пригодятся
Бассейн руза  Нашим современникам довольно часто приходится путешествовать и проводить немало времени вне дома. Разумеется, даже вдали от дома хочется чувствовать себя в комфорте и в уютной, приятной обстановке. Несмотря
Нашим современникам довольно часто приходится путешествовать и проводить немало времени вне дома. Разумеется, даже вдали от дома хочется чувствовать себя в комфорте и в уютной, приятной обстановке. Несмотря
Особенности сварки полуавтоматом
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.

Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
По типу соединения:
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.