

Станок для производства брусчатки своими руками
Как правильно собрать станок для производства тротуарной плитки своими руками?
Для производства средних и больших партий прессованной плитки используется станок для ее изготовления и устройство для резки.

Станок для производства тротуарной плитки
Изготовить мини-агрегат для производства такой продукции можно своими руками.
1 Устройство профессионального станка для производства плитки
То, как устроен стационарный агрегат для изготовления тротуарного покрытия, можно рассмотреть на примере станка «Тандем». Он представляет собой модернизированную модель, известную как РПБ 1500. Устройство «Тандем» ( РПБ 1500) помогает, несмотря на свои небольшие габариты организовать массовый выпуск продукции. Мини-станок РПБ 1500 «Тандем» для производства плитки состоит из:
- матрицы;
- платформы;
- емкости для раствора;
- виброустановки;
- пресса.
Принцип работы станка «Тандем» не отличается от особенностей работы агрегата, изготовленного своими руками. Для начала производства продукции, в специальную емкость засыпается подготовленный раствор.
Емкость станка «Тандем» передвигается к формам и через их дно обеспечивает подачу бетона к матрице. Далее поверх массы укладываются пластины, которые и прижимают ее к поверхности платформы. Для качественной утрамбовки полученного сырья и избавления от воздушных пустот используется метод вибропрессования.
В результате колебаний, раствор под давлением практически мгновенно подвергается уплотнению. Далее формы своими руками поднимаются, а на платформе агрегата «Тандем» размещается уже готовая тротуарная плитка. Подставку, с размещенной продукцией вынимают и оставляют высыхать.

Схема устройства вибростола для производства плитки
Станок, по аналогу агрегата «Тандем» можно изготовить своими руками, но показатели его мощности будут в разы ниже профессионального оборудования.
1.1 Самодельное оборудование для домашней эксплуатации
Для производства бетонных изделий своими руками в домашних условиях необходимо наличие:
- вибростола;
- прессовального станка;
- полиуретановых форм для заливки раствора.
В процессе сборки вибрационного стола своими руками его можно усовершенствовать и дополнительно укомплектовать пластиной для пресса. Для работы будет нужен:
- сварочный аппарат;
- болгарка;
- дрель;
- болты для крепежа.
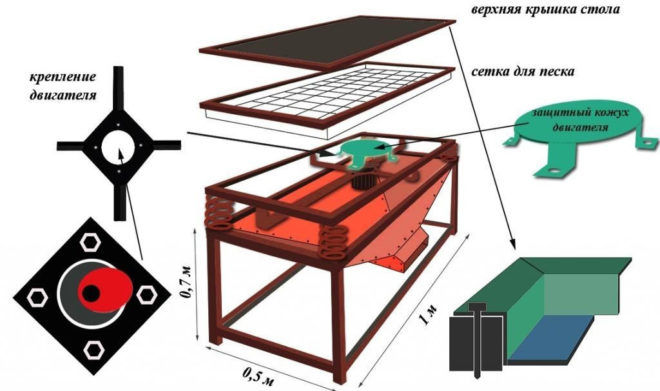
Для изготовления вибростола необходимо сооружение металлического каркаса. Перед началом конструирования рекомендуется разработать чертеж, на основании которого двигатель будет в нужном положении располагаться под столешницей.

Вибростол сделанный своими руками
Каркас сваривается из уголков с размерами 50×50 мм и крепится стойках с пластинами. Они располагаются в нижнем торце детали и помогают надежно фиксировать агрегат для производства плитки на месте. На углах и посередине каркаса крепятся металлические пружины. К пружинам крепится столешница, оснащенная бортами.
Снизу прикручивается двигатель, его можно изъять их старой стиральной машины. Панель для производства изделий своими руками должна представлять собой плоскую крышку, на которую будет оказываться сильное давление.
Все элементы по своим размерам должны быть меньше форм для прессовки изделий.
Каркас сваривается из листового металла и профилей, а емкость для раствора нужно подобрать в форме трапеции, которая сужается к низу. Дно должно быть откидным, оно будет обеспечивать подачу смеси в матрицу.
Матрица выполняется в форме опалубки. Ее можно сконструировать из металла или деревянных реек. Сверху матрицы размещается передвижной пресс, состоящий из пластин, осуществляющих нажим на формы.
1.2 Как работает самодельный станок для производства тротуарной плитки? (видео)
к меню ↑
2 Делаем формы под плитку
Для изготовления фигурной тротуарной плитки своими руками лучше всего использовать оборудование, оснащенное вибрационным столом. Здесь одним из важных элементов является форма, в которую производится заливка раствора. Формы изготавливаются с применением полиуретана и силикона.
Ввиду того, что готовые изделия стоят достаточно дорого, есть возможность сэкономить, сделав их самостоятельно.
С этой целью подготавливается сырье – полиуретан и отвердитель. В начале делается матрица, обеспечивающая заливку раствора. В качестве матрицы можно использовать стандартную плитку-образец или отдельно изготовленный элемент со схожими формами и соотношениями размеров.
Для создания формы необходимо приобрести гипс. Он является самым лучшим вариантом для создания фигур и декоративных элементов с любой степенью сложности. Для того чтобы самостоятельно сделать форму, объемный элемент заливается жидким полиуретаном.

Полиуретановые формы для тротуарной плитки
Ввиду того, что полиуретан предварительно смешивается с отвердителем, спустя 4-6 часов он превращается мягкое монолитное изделие. После того как оно полностью высохнет, его можно отсоединить от заготовки. Так как полиуретан отпечатывает на себе мельчайшие детали изгибы и выступы матрицы рекомендуется использовать шаблон, выполненный по эталонному образцу.
Для налаживания достаточного объема производства тротуарной плитки необходимо будет сделать более 10 форм для заливки.
к меню ↑
2.1 Способы резки плитки
Наиболее важным и трудоемким процессом при производстве тротуарного покрытия является процесс резки изделий. Сам процесс резки выполняется строго по направлению заранее намеченной линии. Плитка перед началом проведения резки надежно фиксируется на ровной и твердой поверхности.
Процесс резки производится при помощи двух основных элементов гильотины или болгарки.
По возможности рекомендуется использовать специальный электрический инструмент для резки. Если объем продукции будет небольшим, то можно применить обычную ручную ножовку по металлу.
Самым распространенным методом резки плитки для тротуара является тот, в кромках которого применяется болгарка, оснащенная алмазным диском. Диаметр диска должен составлять более 240 мм. Рекомендуется использовать диски таких производителей, как «Bosch» или «Ди Стар».
В процессе резки актуально применение болгарки с показателем мощности в 2 кВт. Если в процессе возникают застревания режущей кромки, то сверху брусок нужно посыпать песком. Обрабатываются плиточные края шлифовальной машинкой. Если объем продукции будет большим, то для ее разрезки необходимо применить специальный нож-гильотину.

Процесс выемки готовой плитки из формы
Инструмент представляет собой небольшой станок с укладочным столом, ножом и ручкой, которая обеспечивает необходимое усилие. Перед началом резки изделие располагается в пространстве между столом и лезвие. Далее при нажиме на ручку нож опускается и производит рубку материала. Резку (скалывание) нужно проводить по строго намеченной линии без сильного давления на изделие.
Сейчас на рынке представлен целый ряд аппаратов, помогающих в такой работе, наиболее востребованные механизмы – это «Максим» и «АL». Они обеспечивают высокое качество и ровность при разрезке. Особым преимуществом представленных гильотин является отсутствие цементной пыли при выполнении работ и высокая скорость процесса.
Разделение плитки для тротуара можно проводить специальным электрическим инструментом, который представлен в виде небольшой дисковой пилы. В работе хорошо зарекомендовала себя пила «Eibenstock» EST 350, она отличается высокой скоростью и качеством нарезки.
2.2 Общие рекомендации к работе
Для наладки полноценного и качественного производства представленных изделий необходимо учитывать ряд рекомендаций. Так, например, станок, оснащенный прессом должен оказывать равномерное давление на каждый с м² залитого раствора. Следует знать, что слишком интенсивная вибрация может нарушить монолитность массы и привести к деформации плитки.
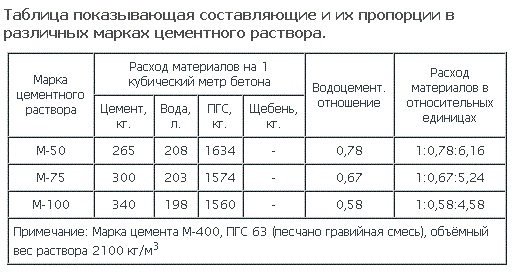
Для того чтобы приготовить качественный бетон необходимо использовать щебень вместе с пластификатором – это увеличит эластичность раствора. Для изготовления плитки следует выбирать марку раствора с маркировкой не ниже М500. После изготовления продукции заготовки просушиваются в течение суток.

Виды тротуарной плитки, которую можно сделать своими руками
Для того чтобы ускорить этот процесс можно использовать специальную сушилку. В производственном помещении должны соблюдаться оптимальные условия для хранения полученных изделий – температура, влажность и отсутствие пыли. Оборудование, применяемое в домашних условиях для производства тротуарного покрытия необходимо периодически проверять на предмет исправности.
Также важно заранее позаботится о помещении, в котором будет складироваться готовая продукция. При производстве подобных изделий лучше приобретать уже готовое заводское оборудование, но для небольших объемов станок, собранный своими руками послужит хорошей альтернативой.
Изготовление станка для производства тротуарной плитки
Не секрет, что покрытия на частных участках и объектах в черте города в большинстве случаев выполняются из плитки (брусчатки). Это позволяет добиться одновременно следующих моментов:
- долговечность;
- привлекательность;
- экологичность.
Ввиду этого тротуарная плитка является наиболее востребованным материалом. Будет это идея массового производства либо обыкновенное желание сделать покрытие на своем участке, необходим специальный станок для ее производства. А сделать эту конструкцию для изготовления плитки, не составит труда.
Что нужно знать о станке?
С виду это комплексная установка, имеющая скромные габариты. Взглянув на нее, и в голову не придет, что этот агрегат способен запустить массовое производство. Впрочем, станок для производства тротуарной плитки вполне сгодится и для личных нужд.
Кто-то предпочитает купить уже готовую конструкцию, дабы не тратить время на ее сбор. Но тем, кому немаловажно такое слово, как «экономия», целесообразней соорудить конструкцию самостоятельно.
В первую очередь важно изучить составляющие станка:
- платформа;
- матрица;
- установка режима «вибро»;
- емкость под раствор;
- прессовый механизм.
Перечислены основные части, наличие которых обязательно.
Принцип работы
Станок для изготовления тротуарной плитки функционирует следующим образом:
- раствор закладывается в специальную емкость;
- он попадает в формы;
- масса прижимается к платформе благодаря специальным пластинам;
- включается режим вибрации (для лучшей утрамбовки);
- происходит уплотнение массы (колебание + давление);
- формы приподнимаются, оставляя на платформе готовое изделие;
- изделие переносится в специально отведенное место, где оно высыхает.

Если внимательно прочитать принцип действия еще раз, то можно смело заявить, что пресс для производства тротуарной плитки сделать самостоятельно не только можно, но и просто.
Основа производства
Сделать качественный облицовочный материал, не покидая собственного участка, можно. Но для этого необходимо учесть все важные факторы для полноценной заливки бетона, а также его прессования. В ином случае, изделия попросту будут рассыпаться, стоит им покинуть свои формы.
Для того чтобы изготовить станок по производству тротуарной плитки своими руками необходимо акцентировать внимание на изготовлении следующих составляющих:
- станок для прессовки;
- вибростол;
- формы, в которые будет происходить заливка.
Стоит отметить, что наличие станка позволяет осуществлять производство не только плитки, но и искусственного камня.
Как сделать вибрационный механизм?
Для начала следует позаботиться о наличии инструментов, которые будут необходимы для работы:
- дрель;
- болгарка;
- сварочный аппарат;
- крепежные болты.
При помощи сварочного аппарата необходимо приварить металлические элементы, чтобы получился стол. Он будет основой станка для производства плитки. Не стоит думать, что это очень просто.
Необходимо сделать специальный чертеж, где будет отмечено расположение двигателя. Главное, чтобы он располагался над столешницей, и был защищен от попадания посторонних элементов.
Первое, что необходимо выполнить – это сварить каркас из металлических уголков (50 мм на 50 мм). Он понадобится, чтобы зафиксировать установку на одном месте, и исключить ее движение в стороны.
По углам и в середине конструкции необходимо закрепить металлические пружины. Они нужны для того, чтобы исключить удары столешницы, и не допустить ее скорого выхода из строя.
Внизу происходит вживление двигателя в конструкцию. Нет нужды приобретать дорогостоящий агрегат для этих целей. Вполне может пригодиться и движок от старой стиральной машинки (главное – рабочий). Обязательно следует позаботиться о защитном кожухе для него.
Пресс для изготовления плитки и искусственного камня обустраивается на вибрационном столе при помощи специальной панели, которая сможет вынести большое давление.
Если появится желание оборудовать станок емкостью для раствора, то важно помнить, что она должна быть выполнена в форме трапеции, у которой сужение происходит в нижней части. Дно должно быть фиксируемым, дабы его можно было, когда нужно, открывать и закрывать.
Как происходит изготовление форм?
Для того чтобы изготавливать плитку и искусственный камень необходимо наличие специальной формы, в которую будет заливаться раствор. Некоторые предпочитают такие изделия покупать.

Но стоит помнить, что цена его не является экономичной.
Изделие выполняется из следующих материалов:
Полиуретан с отвердителем заливается на образец (его можно купить либо одолжить). После высыхания слой можно отделить от готовой формы. Изделие готово. Если образца нет, то его можно изготовить из гипса. Для того чтобы выпускать плитку в должном количестве, понадобится, как минимум, 10 форм.
Следует помнить, что образец должен быть целым. Исключено использование формы с наличием царапин, трещин и т. д.

Дело в том, что полиуретан отпечатывает в себе каждую деталь.
Что следует учесть при работе со станком?
Изготовление искусственного камня и плитки, казалось бы, процесс незамысловатый, но важно помнить о некоторых моментах.
- Давление, направленное на раствор в формах должно быть равномерным. Не допускается сбоев в работе.
- Многие думают, что сильная вибрация оказывает благоприятное действие на формирование изделия. Это неверно. Слишком мощный вибрационный поток разрушает изделие, поэтому не следует его допускать.
- Если есть желание увеличить прочность и эластичность раствора, то используются щебень и пластификаторы.
- Предпочтение отдается марке цемента М500.
- Чтобы изделие не потрескалось в первые дни эксплуатации, его необходимо хорошенько просушить. В идеале – снятые с вибростола формы, равномерно наполненные раствором, сушат в течение 24-х часов. Для снижения времени используются специальные приспособления.
- Производственное помещение (или место, где происходит сушка плитки) должно соответствовать требованиям касаемо влажности и температуры. А также исключается наличие мусора, посторонних элементов и пыли.
- После изготовления очередной партии плитки или камня, оборудование необходимо тщательно очистить. Следует отбить составляющие станка от прилипшего раствора.
- Если речь идет о запуске массового производства, то наличие специально отведенного помещения для изготовления и сушки изделий просто необходимо.
- Следует помнить о технике безопасности во время работы. Не следует прибегать к очистке станка, если в нижние части просочилась часть раствора, во время работы двигателя.
Для тех, кто хочет запустить массовое производство плитки, а не изготовить небольшое количество в личных целях, лучше всего прибегнуть к приобретению готового оборудования. Хотя, при особых технических навыках высока вероятность выполнить конструкцию, способную конкурировать с магазинными позициями.
Изготовление станка для производства тротуарной плитки своими руками
Тротуарная плитка стала неотъемлемой частью экстерьеров дворов и придомовых территорий частных домов, подъездных и садовых дорожек загородных коттеджей и дач, стоянок фирм и производственных предприятий. Еще долго можно перечислять все возможные варианты применения этого вида декоративного покрытия. Существует большое количество видов и классов плитки, отличающихся габаритами и характеристикам. Один из способов ее производства – отливка из специальных форм.
Для отливки брусчатки используется станок для производства тротуарной плитки. Существует несколько разновидностей станков, отличающихся друг от друга уровнем механизации процесса и объемом выпуска готовых изделий. Самые простые из них – это вибростолы. Такой станок для изготовления тротуарной плитки можно сделать своими руками в домашних условиях.

Этапы сборки вибростола

Если Вы умеете обращаться с ручным инструментом, электроинструментом и электрической сваркой, имея в своем распоряжении необходимые материалы, изготовление вибростола для производства тротуарной плитки не составит для Вас особой проблемы.
Процесс сборки можно условно разделить на несколько этапов:
- Выбор способа установки;
- Монтаж каркаса;
- Изготовление столешницы вибростола;
- Сборка амортизирующего механизма;
- Установка электродвигателя.
Первое, на чем необходимо акцентировать внимание – это габариты. Давать Вам советы и рекомендации о размерах агрегата не уместно, так как эти характеристики зависят исключительно от того, какие объемы продукции должно производить оборудование для изготовления тротуарной плитки. На эту величину непосредственно влияет наличие форм для отливки плитки. К слову, на нашем сайте вы можете найти информацию по выпуску различных видов форм своими руками.
Выбор способа установки

Перед тем, как планировать работы и проектировать конструкцию агрегата, необходимо для себя определить, будет Ваше устройство переносным, или стационарно установлено на определенном месте. Разница этих вариантов в следующем.
Если оборудование для производства блоков и тротуарной плитки будет переносным, его ножки должны быть оборудованы устройствами, позволяющими устанавливать конструкцию на поверхности с разным покрытием.
Ножки стационарного станка будут на 20-30 см длиннее, потому, что их необходимо забетонировать в пол на месте установки. Можно в пол вмонтировать закладные конструкции, но тогда на ножках должны быть приспособления для крепления к закладным. Определившись с местом и способом установки, можно приступать к расчету количества материала, необходимого для изготовления каркаса.
Монтаж каркаса

Каркас можно выполнить из металла разного профиля. Но практический опыт показывает, что оптимальным вариантом будет металлический уголок со стороной 50-70 миллиметров. Высоту ножек каждый определяет исключительно из своих соображений и требований. Не стоит забывать об одном: при монтаже к высоте ножек прибавится высота столешницы с амортизирующим устройством.
Габариты каркасы зависят от того, какой будет столешница. В свою очередь ее размеры обусловлены объемом производства плитки и наличием форм для плитки. Небольшой вибростанок для производства тротуарной плитки может иметь размеры 50х40 сантиметров. Если этого недостаточно – 100х70 см. А может быть и так, что Вы смастерите агрегат по размерам имеющейся в наличии заготовки для столешницы. Размеры вещь очень условная и достаточно индивидуальная. Лучше Вас самих никто не может знать, что Вам надо.
Верхние концы ножек соединяем между собой по периметру при помощи того же уголка. Детали между собой соединяем при помощи сварки. Металлические уголки опоясывающего каркаса располагаем так, чтобы их боковые стороны смотрели внутрь периметра и вниз. Сверху должна получиться полочка, на которой будет устанавливаться столешница. Торцы верхних перемычек для удобства стыковки при помощи болгарки с отрезным диском срезаем под углом 45 градусов. С мест сварки оббиваем окалину.
При сборке при помощи угольника контролируем углы конструкции: они должны быть прямыми, ровно 90 градусов. В противном случае возникнут серьезные проблемы на последующих этапах сборки.
Чтобы конструкция была устойчивой, нижние части ножек по периметру фиксируем перемычками. Их можно выполнить из металлической полосы, трубы – любого подручного металла, толщина которого приблизительно равна толщине ножек. Если есть необходимость дополнительно укрепить каркас, между ножкой и опоясывающей планкой можно приварить распорку или откос в виде прямоугольного треугольника. Это сделает раму более жесткой и устойчивой.
Если вибростанок будет переносным, к нижним торцам ножек привариваем квадратные или круглые пластинки, которые будут выполнять функцию опор. Если стационарная установка будет крепиться к закладным конструкциям – необходимы монтажные отверстия или крепежные элементы.
Изготовление столешницы

Следующим этапом построения вибростола для производства тротуарной плитки своими руками станет изготовление столешницы. Эта часть агрегата будет подвержена воздействию вибрации, поэтому должна быть прочной и надежной.
За основу берем лист металла толщиной не менее 5 миллиметров. Его размер должен быть таким же, как и размер каркаса. При необходимости может выступать за основание на 5-7 см. Из металлического уголка шириной 50 мм или больше свариваем рамку, в которую плотно войдет лист основания, после чего тщательно свариваем между собой все элементы конструкции. Сварные швы очищаем от окалины. Чтобы правильно состыковать нижние стороны уголков, образующих раму, аккуратно болгаркой срезаем торцы под углом 45 градусов. Столешница практически готова. Осталось закрепить двигатель или виброустройство. Но об этом несколько позже.
Амортизирующий механизм
Для уплотнения раствора в формах столешница должна создавать определенный уровень вибрации, в то время, как сделанный своими руками станок для производства тротуарной плитки должен оставаться неподвижным. Достичь этого можно при помощи амортизаторов. В нашем случае с этой ролью справятся пружины от передней вилки мотоцикла или мопеда. Может быть использована любая пружина, которая будет «работать» под весом столешницы, нагруженной формами с раствором для изготовления плитки.
Альтернативой пружинам могут стать резиновые подушки высотой 80-100 миллиметров, но все-таки лучше использовать металл.
Возьмем 4 одинаковых пружины высотой 5-10 см. Чтобы зафиксировать ее на основании аппарата и его столешнице, можно поступить следующим образом. Необходимо подобрать обрезок металлической трубы, которая относительно плотной войдет внутрь витков пружины. По углам станины вибростола привариваем эти трубки и надеваем на них шайбы. Длина трубки не должна превышать 1/3 – 1/2 длины пружины.
Чтобы сделать верхние крепления, можно использовать ту же технологию, что и для нижних. В этом случае длина трубок не должна превышать 1/3 длины пружин.
Более рациональный вариант – это подобрать обрезки труб такого диаметра, чтобы пружины достаточно плотно вошли внутрь. Из них сделаем «стаканы», приварив снизу к углам столешницы. Высота стаканов может примерно равняться 50 мм. Верхние и нижние крепления пружин должны располагаться максимально соосно, иначе механизм не будет правильно функционировать. Надеваем пружины на направляющие станины, и, направив их верхние концы в стаканы, устанавливаем столешницу. Осталось установить двигатель.
Установка двигателя

Для того, чтобы привести устройство в движение, нужен эксцентрик, вращаемый электродвигателем. Установить его можно двумя способами:
- Непосредственно на валу электродвигателя, установленного на нижней стороне столешницы;
- На отдельном валу, установленном на нижней стороне столешницы и приводимом в движение ременной передачей при помощи шкива.
Первый вариант более простой в исполнении. Минусом а этом случае будет повышенная нагрузка на подшипники или втулки вала, вызванные разбалансировкой при вращении эксцентрика. Если перед использованием в двигателе заменить родные втулки или подшипники на усиленные подшипники, при изготовлении небольшого количества плитки, то вибростол прослужит достаточно долго. Крепление для электромотора приваривается к столешнице. Эксцентрик делается из цельного куска металла и плотно надевается на вал, после чего двигатель надежно фиксируется при помощи болтов и гаек с гроверными шайбами.
Во втором варианте эксцентрик устанавливается на отдельном валу с усиленными подшипниками, который монтируется на тыльной стороне столешницы. Двигатель крепится на отдельной конструкции, которая:
- Монтируется на поверхности столешницы;
- Крепится на станине особым образом по принципу самонатяжения ремня. К основанию двигатель прикрепляется за одно (или одну пару) крепежное ухо таким образом, что остается подвижным. Второй точкой опоры станет шкив с надетым на него пасом.
Вращательное движение на вал подается ременной передачей через шкивы. В первом случае натяжения ремня стабильно, так как все части виброустановки находятся в одинаковом состоянии.
Во втором случае ремень, благодаря специальному креплению, натягивается под весом двигателя. Для соблюдения мер безопасности, во избежание несчастных случаев, эксцентрик надо закрыть защитным кожухом, сделанным из листового железа.
Стоит напомнить, что мощность электромотора должна соответствовать габаритам вибростола. Если он будет маломощным – раствор в формах не уплотнится до требуемой степени. Чрезмерная вибрация вредна не только для изделий, но и для самого приспособления. Как вариант, можно использовать двигатель от старой стиральной машины. Можно применить готовый вибратор типа ИВ98 или ИВ99, но сегодня мы говорим о самодельном агрегате.
Еще один нюанс – пусковое устройство. Подключать мотор в сеть напрямую, через штепсельную розетку небезопасно и неудобно. На станине для этого нужно установить пусковую кнопочную станцию. Как правило, они выпускаются в диэлектрическом корпусе. Для распайки проводов можно установить заводскую монтажную коробку, в которой можно, при необходимости, разместить и пусковой конденсатор электродвигателя.
Удаляем окалину со сварных швов, грунтуем металл составом, предотвращающим возникновение коррозии. Окрашиваем конструкцию.
Обзор вибропрессов для изготовления тротуарной плитки
Более производительным и механизированным устройством является вибропресс для производства тротуарной плитки. Рабочая смесь загружается в резервуар, из которого осуществляется заполнение форм. Формы установлены в специальном отсеке устройства и могут заменяться. Их разновидность может колебаться от нескольких видов до десятков и зависит от класса станка.
После наполнения форма закрывается и при помощи механического приспособления подвергается вибропрессованию. Цены на такое оборудование начинаются примерно с 340 у.е. и возрастают по мере увеличения функциональных возможностей аппаратов.
Станок Вибромастер-Универсал-480В оборудован электродвигателем с рабочим напряжением 220В и позволяет за рабочий день изготавливать 480 блоков. Одновременно заливка раствора осуществляется в 2 формы. Цена станка составляет примерно 460 у.е. Такой же станок на 4 формы Вибромастер-Универсал-740В может изготовить за день 740 единиц продукции. Его цена будет колебаться в районе 560 у.е.
Оборудование для производства тротуарной плитки методом вибропрессования, в комплекте с которым поставляется бетономешалка, линия автоматической подачи раствора, пресс, снабженные гидравлическими приводами имеют значительно более высокую производительность и позволяет прессовать очень широкий ассортимент блоков и тротуарной плитки. Вибропресс Мастек –Метеор имеет цену 6050 у.е.
К слову стоит отметить, что простейший вибростол со сменной формой заводского производства обойдется Вам как минимум в 136 у.е.
Как правильнее поступить: купить готовый станок или по чертежам и схемам собрать своими руками – решать только Вам. И если выбор падет на самодельное устройство, мы всегда придем Вам на помощь добрым словом и полезной информацией.
Технология изготовления брусчатки

Укладка площадок, садовых дорожек из вибропрессованной литой плитки или брусчатки является элементом ландшафтного дизайна. Фигурные элементы мощения можно приобрести, но изготовление брусчатки своими руками позволяет снизить затраты, связанные с обустройством. Качественное производство в кустарных условиях требует правильного выбора инструментов, материалов и соблюдения технологии.
Необходимые материалы и инструмент
Качество фигурных элементов мощения (ФЭМ) зависит от соблюдения технологии, использования дополнительных компонентов, улучшающих эксплуатационные параметры. Для изготовления потребуется:

- цемент;
- щебень;
- промытый речной песок;
- вода;
- пластификатор или моющее средство;
- минеральный краситель;
- армирующая проволока;
- гидрофобизатор.
Увеличение пластичности бетонной смеси способствует лучшему уплотнению на вибрационном столе, придает изделиям прочность. Обработка поверхности ФЭМ гидрофобным составом защищает от проникновения влаги, наличие которой в изделиях при пониженной температуре приводит к повреждению элементов кладки.
Использование минеральных красителей позволяет создавать разноцветную брусчатку. Качественные добавки устойчивы к воздействию ультрафиолетовых лучей. Для производства плиток потребуется такой инвентарь и оборудование:
Приготовленный состав, в котором содержится пигмент, разливают на дно и уплотняют в течение 5-10 секунд. При изготовлении однотонной плитки в форму насыпают необходимое до полного заполнения количество смеси.
После этого уплотняют и располагают на стеллаже для просушивания. Предотвратить интенсивное испарение влаги можно с использованием полиэтиленовой пленки. Просушивание изделий должно проводиться при температуре +10…+30ºC.
Если нет форм и некоторых инструментов
Формы для изготовления брусчатки можно приобрести в строительном магазине или сделать из подручных материалов. При покупке изделий для отливки ФЭМ рекомендуется учитывать расчетное количество циклов. Создать простую пресс-форму можно с использованием 5-литровой пластиковой бутыли.
Высота обрезки определяет толщину изделия. Изготовить форму самостоятельно можно из гипса. Хрупкий шаблон требует аккуратного использования.
Уплотнение смеси проводится на специальном столе, который можно приобрести или сконструировать своими руками. Для этого потребуется оборудовать стол резиновым и металлическим листом.

Создать вибрацию можно с помощью электроинструмента. Чтобы упростить решение задачи по уплотнению смеси, рекомендуется использовать 2 куска трубы диаметром 15-25 мм. Для качественной формовки их располагают под металлическим листом и просто качают руками. В случае производства большого количества ФЭМ используется бетономешалка.
Технологический процесс изготовления

Пошаговая инструкция предусматривает последовательное выполнение операций. На рабочем столе располагаются формы, смазанные с внутренней стороны машинным маслом. Это мероприятие позволяет легче вынуть изделие после высыхания.
В каждую форму в виде сетки выкладывается металлическая проволока. После этого готовят цементно-песчаную смесь с добавлением щебня. Компоненты перемешивают в сухом виде и, не выключая миксер бетономешалки, добавляют воду. Консистенция смеси должна напоминать густую сметану.
Для обеспечения однородности массы, повышения качества готовых изделий в массу добавляют гидрофобный состав и моющее средство (пластификатор). Чтобы получить разноцветные изделия, используют минеральный краситель. После этого раствор перемешивают в течение 3-5 минут и останавливают работу бетономешалки.
Качество изделий зависит от соблюдения технологии производства, нарушение которой может привести к повреждению при механической нагрузке.

Некоторые технологические особенности
Для получения насыщенного цвета при изготовлении брусчатки в домашних условиях рекомендуется использовать белый цемент и песок. При добавлении пигмента на стадии замешивания состава требуется большее количество красителя. Технически простой способ окрашивания смеси позволяет получить приглушенные тона.

Достижение яркого окрашивания возможно при нанесении сухого пигмента на поверхность изделий. Для этого из формы через 24 часа после заливки вынимают заготовку и посыпают красителем, осторожно втирая минеральный компонент с помощью шпателя. С помощью клейма на этой стадии можно нанести рисунок на лицевую часть фрагментов для укладки.
Рельефный узор создают на стадии формирования изделия. Для этого на дно формы укладывают клеймо, проволоку или другие элементы. Глянцевая поверхность создается при использовании сухого цемента, который втирается шпателем.
Что необходимо учесть
Технология изготовления плитки отличается простотой, но существует много нюансов, которые рекомендуется учитывать перед началом производства. Для изготовления форм выбирают дерево, свинец. При использовании силикона в формовочную деревянную заготовку укладывают изделие, изготовленное из пластилина. На поверхность выливают жидкий материал. После высыхания готовую форму укладывают на жесткую основу и заливают смесь.
В качестве шаблона для изготовления одинаковых элементов укладки можно использовать обрезки металлической трубы требуемого диаметра. Для удобной заливки дно покрывают металлической заплаткой с помощью сварки. Чтобы добиться оригинального оформления допускается использование любых форм.
Изготовить прямоугольные изделия можно из деревянных планок, скрепленных между собой с наружной стороны с помощью скотча. Чтобы готовые изделия вынимались из формы без повреждений, внутреннюю сторону обрабатывают водной эмульсией, состоящей из воды и машинного масла, жидкого мыла. Формы для отливания ФЭМ устанавливают в песок и заполняют подготовленной бетонной смесью. Чтобы обеспечить нормальное высыхание рекомендуется учесть природные факторы: отсутствие снега, порывов ветра, дождя.
При добавлении пластификатора увеличивается время полимеризации состава, но обеспечивается прочность, устойчивость к износу, отсутствие трещин. Использование добавки предотвращает образование пузырьков, которые образуются в процессе приготовления смеси, позволяет работать при минусовых температурах.
Покрытие краской готовой брусчатки позволяет получить насыщенный цвет. Но при частичном истирании изделия, изготовленные путем добавления пигмента в состав, сохранят привлекательный вид.
Брусчатку любых размеров армируют для повышения прочности. При высокой температуре нельзя допускать быстрого высыхания, которое может привести к растрескиванию брусчатки.
Заключение
Процесс создания ФЭМ предусматривает использование технологии вибрационного прессования или литья. Выбор метода производства зависит от условий и возможностей. Индивидуальное изготовление позволяет оригинально оформить садовую дорожку или приусадебную территорию.
Изготовление тротуарной плитки своими руками
Материалы для изготовления
Для производства тротуарной плитки очень важны 3 ингредиента:
цемент;
песок;
вода чистая.
Изготовление раствора для плитки
При изготовлении цементного раствора сперва надо смешать смесь без прибавления воды.
Цемент рекомендовано марки не менее 500, песок обязан быть речной крупнозернистый. Вода обязана быть чистой. Грязная вода приведет к смещению в худшую сторону параметров готового продукта. Соответствие цемента и песка рекомендовано как 1:3. Число цемента по отношению к песку быть может увеличено до 1:2 или же уменьшено до 1:4. Песок в смеси частично допустимо замещать небольшим щебнем или же гранитным отсевом. Вода прибавляется в цементно-песчаную смесь осторожно. Готовый раствор обязан быть умеренно-густым. Для увеличения эксплуатационных качеств и производства цветных продуктов требуются дополнительно:
пластификаторы;
пигментные красители;
армирующие материалы.

Пластификаторы повышают прочность и морозостойкость продуктов. Реже потребуется ремонт покрытия. Рекомендовано прибавлять 0,7-1,0% пластификатора к массе песчано-цементной смеси. В зависимости от того, какую насыщенность цвета вы желаете получить, краситель вполне возможно прибавлять -0,5-10% от единой массы смеси. Армирующие материалы повышают прочность плитки. В качестве таковых материалов больше всего используются железные сетки либо армирующие волокна.
Ключевые технологические операции
Процесс производства тротуарной плитки:
Схема производства плитки: 1. Замешивание бетонной смеси. 2. Составление плитки на вибростоле. 3. Выдерживание продуктов. 4. Выемка готовой плитки. 5. Упаковка плитки. 6. Отгрузка и реализация (для больших производств).
Производство тротуарной плитки своими силами включает в себя простые технологические операции:
подготовка форм для заливки бетона;
изготовление бетонного раствора;
заполнение форм раствором;
уплотнение раствора в формах;
выдержка (сушка) раствора в формах;
извлечение продуктов из форм – распалубка.
Набор и последовательность данных операций остаются постоянными, независимо от размера производства продуктов и их черт. Но использующиеся приборы и оборудование будут находиться в зависимости от этого.
В случае если ожидается своими силами покрыть плиткой очень большие площади, к примеру, парковки для авто около здания, площадку для отдыха, число тротуарной плитки может достигать 1000 шт., а с учетом запаса на ремонт и более. Для производства плитки требуется более сильное оборудование, в том числе и в случае если это обычная брусчатка, чем при производстве плитки для садовых дорожек в численности 100-200 шт. Рассмотрим два данных варианта с стороны медали технологии, используемых инструментов и оборудования.
Возвратиться к оглавлению
Большое производство
Формы для производства плитки
Для солидного производства идеальнее всего применять готовые разнородные формы для ассортимента.
Для этого производства требуется много форм, иначе изготовка плитки затянется на долгий срок. Единый выход при всем этом – приобретение готовых форм.Сейчас рынок предлагает немаленький перечень форм для производства тротуарной плитки различных размеров и форм.
Материал форм – пластики разного вида, сополимеры и резина. В зависимости от материала и качества производства, они выдерживают 100-500 циклов производства плиток. Ремонт их почти что исключен. Ориентировочная необходимость в формах быть может рассчитана отталкиваясь от того, что малое время выдержки продукта в форме до распалубки – 1 день. Надлежит предугадать запас плиток на ремонт покрытия при эксплуатации. Это 10-15% от единого количества.
Для изготовления бетонного раствора своими силами будет нужно бетономешалка с электроприводом. Размер ее рабочего бака вполне возможно выбрать, отталкиваясь от рационального соответствия числа применяемых форм для заливки и производительности бетономешалки.
Вибростол для производства плитки
Вибростолы применяются для равномерного распределения цементной смеси по форме и предотвращения зарождения невесомых камер, делающих плитку хрупкой.
Уплотнение раствора в формах нереально совершить без внедрения специального вибростола для тротуарной плитки. Индустрия изготавливает столы многообразных систем с электроприводом. Незатейливый вибростол нетрудно сделать собственными руками.
Для сушки продуктов в формах гораздо лучше применять стеллажи. Они обязаны быть установлены в местах, защищенных от прямых солнечных лучей и погодных осадков. В формах продукта выдерживаются минимум суток. Освобожденные от формы, они щепетильно складируются до полного высыхания, которое продолжается от 3 недель до месяца.
Возвратиться к оглавлению
Небольшое производство
Древесная формочка для производства плитки собственными руками
При небольшом производстве возможно обойтись самодельными формами. Для этого достаточно соединить друг от друга ровненькие древесные бруски.
При маленьком численности продуктов, изготавливаемых собственными руками, возможно обойтись без внедрения специального оборудования.
Вполне возможно категорически отказаться от покупки форм для заливки. В основной массе случаев их производят своими силами из деревянных планок и собирают на гвоздях или же саморезах. Для возможности распалубки форма делается разъемной. Эта форма может прослужить длительное время. Она ремонтопригодна.
Раствор вполне возможно приготовить в пластиковом ведре пригодной емкости, размешивая смесь дрелью или же перфоратором с насадкой-миксером. Сделать своими силами вибростол вполне возможно из обыкновенной авто покрышки. Уложите на нее железный лист (плиту) шириной 5-10 мм с закрепленным на ней, к примеру, электролобзиком либо иным электроинструментом, вибрирующим во включенном состоянии. Вибростол готов. Другой метод уплотнения бетона: руками необходимо немного потрясти причина, на котором лежат формы, либо саму форму при не очень большом численности применяемых форм.
Для творения на плитке, заливаемой в самодельную форму, благовидного рисунка вполне возможно подсунуть под нее подложку, к примеру, резиновый либо пластмассовый коврик с понравившимся рисунком, покрыв его полиэтиленовой пленкой. Или же приобрести в торговом центре Специализированные трафареты с рисунками. Они накладываются на бетон после заливки и уплотнения. При получении точного следа на плоскости плитки трафареты с нее удаляются.
Возвратиться к оглавлению
Технологические особенности
Формы нужно подготовить к заливке. Предпочтительно смазать внутреннюю поверхность формы специальным маслом для форм.
Пигмент для окраски тротуарной плитки
Важно умеренно распределить красящий пигмент по всему размеру бетонной смеси. Для этого пигмент сначала растворяют в маленьком объёме воды.
При применении пластификаторов и красителей в сухом форме их вполне возможно прибавлять в смесь при ее перемешивании без воды. Важно, чтоб краситель был умеренно распределен по всему размеру. Сгустки красителя образуют раковины в бетоне и портят его прочностные характеристики.
Другой прием внесения данных присадок – растворение их в малом объёме воды и вливание ее в раствор при замешивании. Из любой партии плиток часть нужно отложить на вполне вероятный ремонт.Разные партии будут выделяться по цвету (разнотон). Отложенные из любой партии плитки после этого станет возможно собрать по цвету, ежели будет нужно ремонтировать покрытия.
При производстве цветной тротуарной плитки с целью экономии красителей вполне возможно изготавливать двухслойную плитку. 1-ый слой делается с красителем и раскладывается по формам. Вторым слоем из обыкновенного серого бетона формы заполняются до верха. Меж слоями вполне возможно уложить армирующий материал. Уплотнение раствора в формах при применении всякого приема надлежит создавать до выходы в свет на плоскости железо бетона пузырьков, а потом пленки воды. Это будет свидетельствовать о полном удалении воздуха из раствора.
Проявив находчивость и ловкость опытных рук, вполне возможно без усилий изучить изготовление и укладку тротуарной плитки собственными руками.Так же можно приобрести недорогой мини завод по производству плитки на дому ,в комплекте вы получите и вибростол и формы и пигменты с пластификатором.
Кроме экономии средств, это даст возможность воплотить самые отважные дизайнерские планы на вашем приусадебном и садовом участках.
Изготовление брусчатки своими руками: формы для брусчатки и пошаговая инструкция по укладке
Чем выложить дорожки в саду? Вариантов очень много! Один из самых предпочтительных – брусчатка. Преимущества материала, помимо всего прочего, в том, что его можно сделать и выложить своими руками. Как это сделать? Читайте далее!
 Изготовление брусчатки своими руками
Изготовление брусчатки своими руками
Изготавливаем брусчатку
Что нам нужно?
- Форма.
- Компоненты для приготовления смеси.
- Сухая краска (при необходимости).
Делаем форму
Вы можете купить готовую форму в любом строительном магазине, но гораздо выгоднее сделать такое изделие своими руками. Мы рассмотрим пример изготовления деревянной квадратной формы. Аналогичным образом вы можете изготовить шаблон в виде треугольника, ромба, прямоугольника и пр.
 Форма с закрепленной арматурой для создания узорчатой брусчатки
Форма с закрепленной арматурой для создания узорчатой брусчатки  Простая квадратная форма, сбитая из брусков
Простая квадратная форма, сбитая из брусков
Работаем в следующем порядке.
Первый шаг. Размечаем бруски на куски нужных нам размеров. Учитываем, что габариты готовой брусчатки будут равны внутренним размерам шаблона. Нарезаем материал по разметке.
Второй шаг. Собираем бруски в квадрат. С наружной стороны соединяем элементы формы в углах с помощью уголков и шурупов.
Третий шаг. Зашкуриваем форму.
Четвертый шаг. При желании покрываем рамку двойным слоем лака. В будущем благодаря этому плитки будет проще доставать из шаблона.
Чтобы работа шла быстрее, лучше сделать сразу несколько таких форм. Конкретное количество подбирайте индивидуально с учетом масштабов запланированного мероприятия.
 Формочки можно изготовить, нарезав пластиковые трубы разного диаметра
Формочки можно изготовить, нарезав пластиковые трубы разного диаметра
Видео — Как сделать форму для брусчатки
Цены на тротуарную брусчатку
Готовим раствор
Брусчатку можно отливать из разных растворов, но каждый из них готовится на основе цемента и песка.
Если вы планируете изготовить светлую плитку, берите белый цемент и кварцевый песок. Рецепт простой:
- цемент – 1 часть;
- кварцевый песок – 3 части;
- вода – до получения смеси вязкой консистенции.
Чтобы визуально приблизить вид брусчатки к внешности природного камня, добавляем в смесь мелкий гравий. Рецепт элементарный: песок, цемент и гравий смешиваем в равных количествах и добавляем воду до получения раствора вязкой консистенции.
Для увеличения прочности и срока службы плиток можем добавить в смесь немного пластификатора (буквально 1-2 г на плитку).
Если нужна цветная брусчатка, добавляем сухую краску прямо в смесь. Однако в этом случае цвет плиток будет не очень ярким. Если нужен более насыщенный оттенок, красьте брусчатку сверху, вскоре после заливки формы. Принцип прост: раствор в рамке чуть застывает, вы посыпаете заливку красителем желаемого цвета и аккуратно втираете его в основной материал железной гладилкой.
 Красители для бетона
Красители для бетона  Цветная брусчатка
Цветная брусчатка
Заливаем формы
Первый шаг. Устанавливаем формы на ровную горизонтальную поверхность.
Второй шаг. Заливаем раствор примерно на половину объема формы.
Третий шаг. Выкладываем армирующую сетку из проволоки или обрезков стальных прутьев.
Четвертый шаг. Полностью заливаем форму.
Пятый шаг. Тщательно утрамбовываем заливку, выравниваем и заглаживаем поверхность изделий.
Далее работаем в зависимости от того, какой мы хотим видеть свою брусчатку. Если нужна брусчатка с узором, делаем следующее:
- берем жесткую проволоку и выгибаем из нее узор нужной формы;
- вдавливаем полученное клеймо в сырую заливку на желаемую глубину.
 Сделать красивый узор можно даже листом лопуха
Сделать красивый узор можно даже листом лопуха
Если нужна гладкая и блестящая плитка, выполняем ее железнение. Для этого на поверхность еще не успевшего застыть изделия равномерно насыпаем немного цемента и аккуратно втираем его гладилкой. По такой же технологии в плитку можно втереть различные мелкие камушки.
Даем брусчатке высохнуть. Продолжительность высыхания зависит от толщины изделий. В среднем на это уходит 2-3 дня. По возможности оставляйте брусчатку сохнуть прямо в формах – так она точно не треснет. Если на улице жара, периодически смачиваем поверхность изделий водой.
Видео — Технология изготовления тротуарной плитки, брусчатки, бордюров
Выкладываем дорожки
Мы сделали нужное количество брусчатки и готовы к дальнейшей работе.
Первый этап – подготовка проекта и разметка площадки
Берем план нашего участка и прямо на нем вырисовываем будущие дорожки. Продумываем все до мелочей.
Переносим план с бумаги на участок. Для разметки используем любые устойчивые колышки и веревку. Вбиваем колышки с метровым шагом и натягиваем между ними шнур.
 Как выложить садовую дорожку
Как выложить садовую дорожку
Второй этап – земляные работы
Приступаем к рытью траншеи по ширине и длине будущей дорожки. Глубину ямы подбираем так, чтобы после укладки брусчатки ее верхняя поверхность находилась на одном уровне с грунтом либо же немного возвышалась над ним.
 Глубину ямы подбираем так, чтобы после укладки брусчатки ее верхняя поверхность находилась на одном уровне с грунтом либо же немного возвышалась над ним
Глубину ямы подбираем так, чтобы после укладки брусчатки ее верхняя поверхность находилась на одном уровне с грунтом либо же немного возвышалась над ним
В противном случае в углублении будет застаиваться вода. Дополнительно к рассчитанной глубине добавляем 10-15 см для слоя песка, порядка 10 см для гравийной подушки и 4-5 см для цементной заливки (на участках со сложным рельефом).
Удаляем мусор и корни, выравниваем стенки и дно ямы, тщательно утрамбовываем землю. Застилаем траншею геотекстилем, чтобы сорняки не смогли прорасти к нашей брусчатке и испортить ее.
Засыпаем порядка 10 см гравия и 10-15 см песка. Каждый слой утрамбовываем. Вместо гравия можно использовать щебенку – так даже лучше.
 Отсыпка и выравнивание песка
Отсыпка и выравнивание песка  Отсыпка и выравнивание песка
Отсыпка и выравнивание песка  Трамбовка песка виброплитой
Трамбовка песка виброплитой
Заливаем траншею 4-5-сантиметровым слоем цементного раствора (часть цемента, три части песка, вода). Тщательно разравниваем заливку по уровню. Даем цементу несколько суток, чтобы набрать прочность.
Важно! Цемент нужно обязательно заливать только на участках со сложным рельефом. Если местность имеет нормальный рельеф, можно обойтись и без такой заливки.
Третий этап – устанавливаем бордюры
Бордюры сделают наши дорожки более красивыми и аккуратными. Мы можем купить готовые изделия или сделать их самостоятельно, к примеру, из той же брусчатки, только немного более толстой.
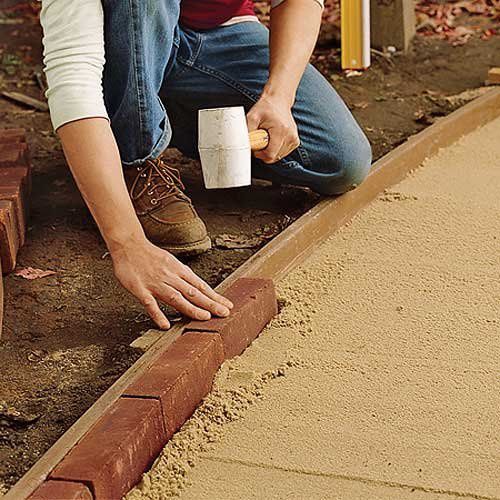 Укладка бордюра
Укладка бордюра  Или можно использовать длинный бетонный бордюр, заранее отлитый в узких формах
Или можно использовать длинный бетонный бордюр, заранее отлитый в узких формах
Для обустройства бордюра роем дополнительные траншеи вдоль будущих дорожек. Устанавливаем в вырытую траншею опалубку и плотно выставляем элементы бордюра, скрепляя их цементным раствором. Высоту окантовки делайте на свое усмотрение. Бордюру даем хотя бы сутки на высыхание и продолжаем работу.
Четвертый этап – укладываем основное полотно
Натягиваем вдоль бордюра шнур – по нему мы будем выкладывать первый ряд брусчатки.
Если вы не заливали цемент, пролейте песчаную подушку водой для дополнительного уплотнения. Цементная заливка в предварительной обработке не нуждается.
Для большего удобства перед началом работы сбиваем из досок короба размерами 100 х 70 см. Устанавливаем такой короб на основание и начинаем мостить брусчатку.
 Укладка брусчатки в форме размерами 100 х 70 см
Укладка брусчатки в форме размерами 100 х 70 см
Плитки выкладываем максимально плотно друг к другу, оформляя желаемый рисунок. В этом моменте ориентируйтесь исключительно на свои предпочтения. Максимальная ширина швов – 1-2 мм. Чтобы они были одинаковыми, устанавливаем пластиковые крестики. Для дополнительного сплочения элементов отделки используем деревянный молоток.
Таблица 1. Расход материала (г/м² ) на облицовку дорожки в зависимости от размеров брусчатки и толщины швов