

Станок для намотки катушек своими руками
Станок для намотки трансформаторов своими руками
Очень часто при создании электронных самоделок приходится наматывать и перематывать различные трансформаторы и катушки. Хорошим помощником в этом не простом и кропотливом деле, может стать простой в изготовлении и надежный самодельный намоточный станок для импульсных трансформаторов от компьютерных блоков питания и обычных трансформаторов с «Ш» образным магнитопроводом.
Конструкция намоточного станка очень простая в изготовлении, под силу даже начинающему токарю. Станок состоит из вала закрепленного на опоре вращения. С правой стороны имеется ручка для вращения вала. На валу с лева направо одето зажимное устройство, левый и правый конуса для надежного крепления трансформаторов.

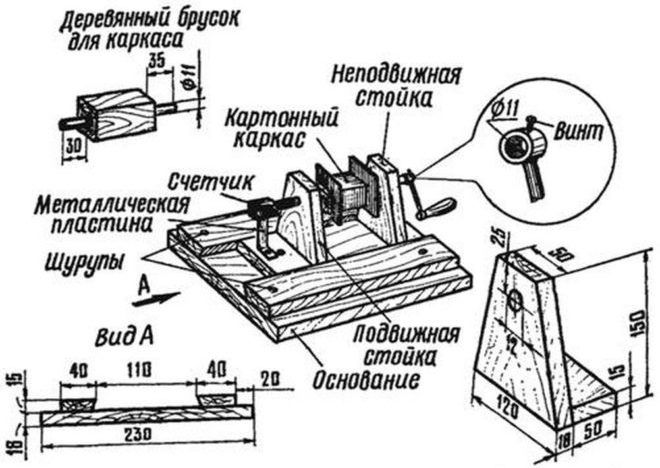
На этой картинке изображен чертеж для изготовления намоточного станка своими руками. Станок рассчитан для намотки импульсных трансформаторов от компьютерных блоков питания и «Ш» образных трансформаторов. Если вы собираетесь мотать, что то очень мелкое или слишком крупное тогда вам надо масштабировать чертеж под ваши нужды. Ну, а если вас устраивает размер станка, смело берите чертеж и отправляйтесь к знакомому токарю. -Хороший токарь сделает намоточный станок за три часа… -Пускай делает. Да, и не забудьте прихватить с собой токарной валюты. Всякий труд должен оплачиваться.

Чертеж намоточного станка для намотки импульсных трансформаторов
Станок оснащен электронным счетчиком оборотов. Который я приобрел в очень известном китайском интернет магазине всего за 7.5$. Пожалуй это не дорого… За эти деньги счетчик комплектуется герконовым датчиком, крепежной пластиной для герконового датчика и маленьким неодимовым магнитом! На передней панели счетчика находится две овальные кнопки. Левая кнопка «Pause» включает прибор и сохраняет показания счетчика, кнопка «Reset» обнуляет показания прибора. Прибор питается всего от одной 1.5В АА пальчиковой батарейки, расположенной на задней панели счетчика оборотов под пластиковой крышкой. Также имеются разъемы для подключения герконового датчика и дополнительной кнопки «Reset». Обзор счетчика оборотов читайте в этой статье.

Герконовый датчик я прикрутил к алюминиевой стойке с помощью крепежной пластины. Неодимовый магнит закрепил на ручке. Для правильной работы прибора необходимо установить зазор между герконовым датчиком и неодимовым магнитом не более пяти миллиметров. Каждое прохождение неодимового магнита над герконовым датчиком счетчик оборотов считает за один виток.

Как же пользоваться станком для намотки трансформаторов?
И так, знакомый токарь изготовил все детали станка за три часа. Вы своими руками собрали намоточный станок и тщательно смазали все вращающиеся детали, установили счетчик витков. Теперь можно приступать к намотке трансформаторов. Откручиваем винтик М5 на зажимном устройстве, снимаем его и левый зажимной конус. Одеваем каркас трансформатора на вал и одеваем левый конус с зажимным устройством. Плоской отверткой фиксируем винт М5 на зажимном устройстве, далее поджимаем каркас двумя гайками. В этом деле главное не перетянуть, иначе расколите каркас. Включаем счетчик витков и если необходимо сбрасываем показания прибора в ноль.

Зачищаем ножом конец провода от лака и прикручиваем к клейме каркаса от трансформатора. Левой рукой направляем провод, а правой вращаем ручку. После нескольких минут тренировок провод будет ложиться ровными слоями. Каждый слой провода во избежание пробоя изолируем несколькими слоями обыкновенного скотча. Не забывайте наблюдать за показаниями счетчика.

Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
Рекомендую посмотреть видеоролик о том, как сделать станок для намотки трансформаторов своими руками.
Намоточный станок своими руками
В прошлой статье я поделился с Вами, как перемотать вторичные обмотки трансформатора под необходимое напряжение. Толстая проволока наматывалась вручную, так как другим способом в домашних условиях аккуратно уложить виток к витку не представлялось возможным. С меньшим диаметром обмоточного провода можно применить более технологичный способ, что позволит сократить время и усилия при намотке, а так же, что немало важно, изготовление трансформатора не будет отличаться от заводского исполнения. Далее будет описана простая конструкция самодельного намоточного станка, с помощью которого Вы с легкостью сможете намотать катушки, дроссели, силовые и звуковые трансформаторы.
Основание (станина) намоточного станка
Сделать станок для намотки трансформаторов можно из любого прочного легко обрабатываемого материала. Самым подходящим будет: метал, фанера (дерево) или пластмасса. В зависимости от того, что у Вас есть в наличии и с чем Вы любите больше всего работать, можно отдать предпочтение тому или иному материалу.
В основном мастерю самоделки из того, что у меня есть под рукой, так и в этом случае, в завалах барахла под названием «в хозяйстве пригодится» нашлись обрезки из 10 миллиметровой полужесткой пластмассы, которую успешно применил в конструкции намотчика и его элементов.
Изначально, при разработке, необходимо сделать пробный макет, продумать компоновку намотчика, задать себе вопрос, какие необходимые функции должно выполнять устройство. В процессе макетирования легко дополнять и совершенствовать, подгонять размеры, что позволит на выходе получить самый удачный вариант.

По проекту у нас три оси:
Первая ось (намотчик) — на ней будет вращаться наматываемая катушка трансформатора. На одном конце будет крепиться счетчик количества сделанных витков, а на другой стороне привод вращения оси с набором шкивов. Привод может быть ручным в виде закрепленной ручки на оси либо электрическим в виде шагового двигателя.
Вторая ось (укладчик) — на ней будет «бегать» поводок укладчика проволоки, также на оси будет закреплен второй набор шкивов, который через ременную передачу с помощью пассика будет сопрягаться с первым набором шкивов на первой оси.
Третья ось (держатель катушек) – служит опорой для катушки с обмоточным проводом.
На этапе проектирования следует правильно разнести оси между собой, чтобы каркас наматываемой катушки трансформатора не цеплялся за станок и не задевал другую ось, также выбрать высоту расположения катушки с проволокой, чтобы можно было свободно навешивать разные по габаритам катушки. Можно предусмотреть дополнительную ось для смотки-намотки проволоки с катушки на катушку.
По разметке на выбранном материале для станины ножовкой по металлу вырезаем части основания станка (боковины, дно, поперечины), также высверливаем необходимые отверстия. С помощью металлических уголков и саморезов скрепляем все составляющие вместе.




Счетчик оборотов для подсчета витков
Один оборот равен одному витку — так раньше в уме подсчитывал, мотая трансформатор на примитивном приспособлении. С появлением полноценного намоточного станка с предусмотренным счетчиком стало намного проще, но самое важно, что при намотке витков процент на ошибку свелся практически к нулю.

В рассматриваемом намотчике использован механический счетчик УГН-1 (СО-35) от советской аппаратуры. Его можно заменить на велосчетчик или механический счетчик от старого бытового магнитофона, где он отмерял расход ленты. Также можно собрать простой счетчик своими руками, имея только калькулятор, геркон, два провода и магнит.
Разберите калькулятор на два контакта, замыкаемых кнопкой «равно», припаяйте два провода, а на концы проводов запаяйте геркон. Если поднести магнит к геркону, то его пластины внутри стеклянной колбы замкнутся и на калькуляторе произойдет имитация нажатия кнопки. Используя функцию сложения калькулятора 1+1 можно подсчитывать обороты.



Далее закрепляем самодельный диск на первую ось. К диску приклеиваем магнит, а на корпусе станка или кронштейне крепим геркон. Геркон располагаем так, чтобы при обороте диска магнит проходил рядом с герконом и смыкал его контакты.
По такому принципу можно заменить геркон на концевой выключатель, а диск сделать в виде эксцентрика. Диск-эксцентрик, вращаясь своей выпуклой частью, будет нажимать на концевик
Укладчик витков
Укладчик проволоки служит для равномерной намотки, виток к витку, обмоточного провода на каркас изготавливаемого трансформатора или катушки. Плотность намотки зависит от того, с какой скоростью вращаются оси, а так же от диаметра выбранной проволоки. Необходимое соотношение скорости вращения первой и второй оси можно достичь с помощью шкивов и ременной передачи. При работе отлаженного механизма станка происходит одновременное перемещение ролика укладчика с определенным шагом и укладка проволоки на каркас наматываемого трансформатора. В двух словах не объяснить, но при дальнейшем прочтении статьи станет все понятно.
В рассматриваемой конструкции использована шпилька-штанга заводского изготовления М6 с шагом резьбы 1мм. В боковины станины намоточного станка параллельно друг другу закрепляют подшипники в заранее просверленные для них отверстия, далее в них вставляют шпильку. Для наилучшего скольжения смазываем подшипники. На шпильке перемещается направляющий ролик, через который продевается проволока.


Направляющий ролик для укладки проволоки можно изготовить самостоятельно, имея небольшой отрезок П-образного алюминиевого профиля, удлиненную гайку-втулку, соответствующую по резьбе шпильке, и подающий ролик с канавкой посередине.

В П-образном профиле сверлятся отверстия параллельные друг другу. Верхняя пара отверстий — для ролика, а нижняя — для удлиненной гайки. Диаметр верхних отверстий в стенках профиля подбирается по оси, на которой будет закреплен ролик, а нижние на миллиметр больше диаметра резьбы шпильки. Под расстояние между стенками профиля впритирку подгоняется по размеру удлиненная гайка. Затем эта конструкция наворачивается на шпильку укладчика.




Шпилька фиксируется гайками по бокам так, чтобы она могла вращаться без смещений. С одной из сторон оставляется запас шпильки, чтобы на нее накручивать шкивы для сопряжения первой и второй оси.
Два шкива соединены ременной передачей
Оси в намоточном станке соединены между собой системой шкивов различного радиуса. Шкивы, закрепленные на осях, вращаются с помощью ременной передачи. В качестве ремня используется пассик.
Чтобы рассчитать шкивы согласно диаметру обмоточной проволоки примем следующие условия и выведем формулу:
— Шкив оси укладчика равен 100мм;
— Шкив на оси с закрепленной катушкой (намотчика) равен толщине необходимой проволоки, помноженной на 100.
Например, для 0,1мм проволоки применим 10 мм шкив на оси намотчика. Для диаметра 0,25 проволоки 25 мм шкив.
По возможности лучше изготовить шкивы с шагом 1 мм и подбирать в процессе намотки, используя данную формулу
Погрешность зависит от точности диаметра изготовленных шкивов и натяжения пассика. Если применить в конструкции в качестве привода шаговый двигатель с шестереночной передачей вместо пассика и точно выпиленных шкивов, то погрешность можно приблизить к нулю.
Теперь расскажу, как сделать шкив своими руками в домашних условиях не обращаясь к токарю. Набор шкивов у меня сделан из того же материала, что и станина намоточного станка. Разметил с помощью циркуля необходимые диаметры шкивов и добавил несколько миллиметров в большую сторону, чтобы проточить канавку для пассика до нужного размера. По контуру разметки просверлены шуруповертом отверстия и прорезаны перегородки между ними. Так набрал необходимое количество заготовок для шкивов. В роли токарного станка у меня была приспособлена ненужная мясорубка «Помощница».


Точно уже не помню, нарезал резьбу на валу двигателя мясорубки либо там оказалась подходящая, но через длинную гайку-втулку была прикручена шпилька. На шпильку через гайки и шайбы прикручивалась заготовка чуть большего диаметра, чем требовался шкив. Включалась мясорубка и ножовкой по металлу/ напильником скруглялись все неровности до круглой формы, а надфилем протачивалась бороздка (канавка) для пассика. В процессе штангенциркулем периодически проверялись диаметры самодельных шкивов.


Составные части намоточного станка и принцип его работы
Элементы намоточного станка собирались неспешно. Почти все было взято от старой советской киноаппаратуры. Подвижные части: ручка, шпильки осей, направляющий ролик — все оснащено подшипниками. Шпильки, гайки, шайбы и уголки были куплены в магазине, торгующем метизами. Потратиться пришлось только на шпильки, длинные гайки и уголки. В остальном все сделано из подручных материалов, имеющихся в наличии.

Для точного подбора плотности намотки проволоки на шпильку укладчика нанизывается набор из нескольких шкивов. Так, в случае не плотной намотки, можно было на один размер перебросить пассик и подогнать скорость вращения осей. Пассик в процессе намотки проволоки перекручивают в зависимости от направления хода намотки по типу формы «Восьмерка» либо прямое расположение пассика. Следует сделать пару десятков пробных витков, чтобы правильно подогнать шкивы под диаметр проволоки.


Из дерева либо другого материала изготавливают основу по форме внутренней части катушки трансформатора и гайками-барашками фиксируется на шпильке. Так же для фиксации катушки можно сделать универсальные удерживающие уголки. Демонстрация работы намоточного станка показана на видео:
[Здесь будет видео процесса намотки трансформатора]
Инструкция по изготовлению намоточного станка
Для всех радиолюбителей, либо энтузиастов увлекающихся звуковоспроизводящей аппаратурой, намоточный станок является крайне востребованным оборудованием. Такие устройства используются для намотки однослойных и многослойных катушек цилиндрического типа для трансформаторов.

В данной статье мы изучим устройство и принцип работы намоточного станка, а также рассмотрим пошаговую инструкцию, следуя которой вы сможете сделать такое оборудование своими руками.
1 Конструкция и принцип работы
Намоточный станок незаменим при производстве однотипных изделий. Существует два вида таких агрегатов — автоматические и ручные, при этом последние в промышленной сфере практически не распространены из-за ограниченной функциональности.
Однако габаритные размеры, большой вес и стоимость автоматических намотчиков делают их неприменимыми в быту, поэтому для дома лучше обзавестись ручным станком. Стандартная конструкция такого устройства состоит из следующих элементов:
- несущий каркас из двух вертикальных стоек из металла либо дерева, между которыми зафиксированы горизонтальные оси (на центральной стойке — для пластин с колесиком, на внешней — для самой катушки);
- большая и малая шестерни, передающие на катушку крутящий момент;
- ручка, зафиксированная на большой шестерни, посредством которой вращается ось с катушкой;
- крепежные элементы — винты и гайки.
![]()
Схема конструкции намоточного станка
Принцип действия такого устройства предельно прост — вращение ручки приводит к намотке на вращающийся каркас проволоки либо кабеля, за равномерность намотки отвечает направляющая укладчика, которая перемещает проволоку в горизонтальной плоскости.
Контроль количества витком может выполняться как визуально, так и с помощью специальных счетчиков, простейшим из которых является обычный велосипедный одометр. В более продвинутых станках в качестве счетчика используется специальный магнитно-герконовый датчик.
к меню ↑
1.1 Магазинные станки
Среди промышленных намоточных агрегатов повсеместной популярностью пользуется станок для намотки кабеля СРН-05М3. Данная модель была запущена в эксплуатацию еще во времена СССР, и с тех пор хорошо себя зарекомендовала благодаря высокой надежности и производительности. На вторичном рынке СРН-05М3 можно найти за 15-20 тыс. рублей.

СРН-05М3 выполнен в корпусе из чугуна, вес оборудования составляет 80 кг, габариты — 877*840*142 см . Станок позволяет наматывать однослойные, двухслойные и тороидальные катушки в режиме автоматической укладки. Минимальный диаметр кабеля — 0.05 мм, максимальный — 0.5 мм. Агрегат комплектуется однофазным электромотором типа УЛ-62, мощность которого составляет 0.18 кВт. Наибольшая скорость вращения при намотке — 5100 об/мин.

Для бытовой эксплуатации лучшим выбором будет ручной станок NZ-1 (Китай). Несмотря на страну происхождения NZ-1 является достаточно надежным и функциональным оборудованием. Агрегат предназначен для наматывания катушек диаметром до 150 мм, с максимальной шириной не более 100 мм. Коэффициент передаточного отношения составляет 1:08 в быстром режиме намотки и 1:0.1 в медленном. Максимальная скорость — не более 1000 об/мин.
NZ-1 укомплектован счетчиком витков механического типа. Корпус выполнен из металла, опорная станина — из чугуна. Станок оснащен шкивом, что позволяет подключаться к нему электродвигатель через ременную передачу и работать в автоматическом режиме. Стоимость такого оборудования варьируется в пределах 4-5 тыс. рублей.
к меню ↑
1.2 Самодельный намоточный станок (видео)
к меню ↑
2 Делаем станок для намотки своими руками
Представленный в данном разделе статьи станок для намотки кабеля позволяет работать с катушками на квадратном, круглом и прямоугольном каркасе с диагональю до 200 мм, его можно будет комплектовать разными шкивами, что позволит менять шаг намотки в пределах 0.3-3.2 мм.

Приведенная схема демонстрирует каркас станка. Для сборки станины используются металлические листы толщиной 15 мм (для основания) и 5 мм (для боковых участков). Экономия на толщине металла не приветствуется, так как она ведет к уменьшению веса агрегата и, как следствие, ухудшению его устойчивости.
Вам потребуется вырезать заготовки станины (размеры соблюдаются) и просверлить в них два сквозных отверстия, затем боковушки привариваются к пластине основания. В нижнее отверстие нужно смонтировать 2 подшипника, в верхнее — втулки под вал вращения.

В качестве вала можно использовать пруток гладкой арматуры 12 мм, которую предварительно нужно отшлифовать и покрасить. Для втулки укладчика можно брать пруток диаметром 10 мм, по всей длине которого нарезается резьба стандарта М12*1,0.

Шкивы лучше вытачивать тройные, однако учитывайте, что их совокупная толщина не должна превышать 20 мм. При большей толщине потребуется дополнительно увеличивать длину валов на аналогичный размер. Указанная в схеме комбинация шкивов позволяет применять 54 разных шага намотки. Если вам необходимо работать с проводами диаметром менее 0.31 мм, потребуется дополнительный шкив 12/16/20 мм, с ним вы сможете наматывать провода 0.15 мм.

Рукоять намоточного станка
Для сооружения ручного привода вам потребуется крупноразмерная шестерня и рукоять, которые фиксируются посредством цангового зажима на верхнем валу. Благодаря использованию цанги вы сможете при необходимости прервать намотку фиксировать ручку, тем самым препятствуя разматыванию катушки.
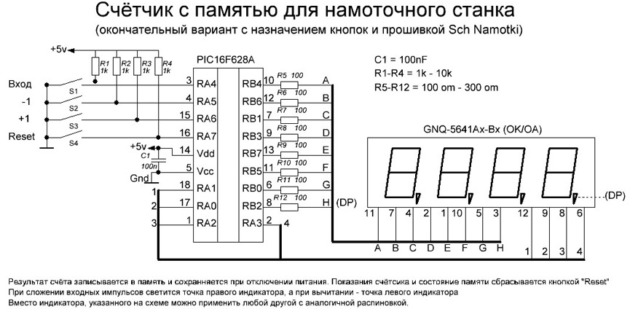
Счетчик витков для намоточного станка делается из обычного калькулятора. Также вам потребуется магнит с герконовым датчиком (можно купить в любом магазине радиотехники), выводы которых необходимо присоединить к контактам калькулятора на кнопке «=».
к меню ↑
2.1 Как работать на самодельном станке?
И так, оборудование готово, как же на нем работать? Чтобы установить каркас для намотки необходимо выдвинуть из посадочного гнезда верхний вал на длину, равную длине оправы. Далее на вал монтируется правый диск и оправка катушки, поверх которой надевается сама катушка. На следующем этапе устанавливается левый диск и навинчивается гайка, после чего все устанавливается в первоначальную позицию.

Намоточный станок в сборе
В отверстие на верхнем валу размещается гвоздик и производится центровка оправы, после которой каркас зажимается гайкой. Дальнейшие операции выполняются в следующей последовательности:
- На подающем валу размещается подходящей по диаметру шкив.
- Посредством вращения шкива укладчик перемещается в крайнее положение, к одной из сторон катушки.
- На шкив одевается пассик провода — кольцом либо восьмеркой. Конец провода необходимо продеть под средним валом, размесить в желобе укладчика и зафиксировать на каркасе. Натяжение провода регулируется посредством зажимов на укладчике.
- В начале намотки на калькуляторе набирается комбинация «1+1», после чего производится вращение ручки. С каждым полным оборотом вала калькулятор самостоятельно будет увеличивать число на экране на единицу, тем самым считая количество витков провода.
Поскольку данное оборудование имеет предельно простое устройство, в котором отсутствует какой-либо контроллер управления намоточным станком, в процессе работы вам потребуется постоянно следить за катушкой и при необходимости поправлять кабель на каркасе вручную.

Соотношение диаметров шкивов станка
Если вы хотите сделать станок более функциональным, потребуется усложнить конструкцию добавив в нее контроллер. Это позволит автоматизировать рабочий процесс, однако для полностью механической укладки в пару к контроллеру необходимо установить шаговый двигатель (подойдет обычный 24-вольтовый привод, работающий в режиме 44-60 шагов на оборот). Силовые транзисторы к данному комплекту подбираются исходя из характеристик мотора. В качестве контроллера оптимально подойдет прибор АТмега8, купить который можно за 150-200 рублей.
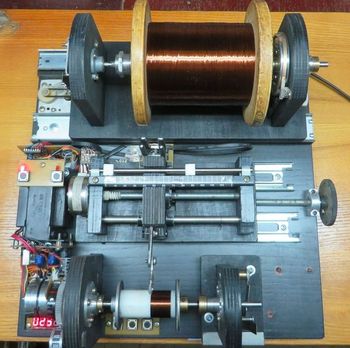
Самодельный намоточный станок.
В радиолюбительской практике, часто возникает необходимость намотать/перемотать различные обмотки трансформаторов, дросселей, реле и др. .
При разработке данного станка, ставились следующие задачи:
1. Малые габариты.
2. Плавный старт шпинделя.
3. Счётчик до 10000 витков (9999).
4. Намотка с автоматической укладкой провода. Шаг укладки (диаметр провода) 0.02 — 0.4мм.
5. Возможность намотки секционных обмоток без перенастройки.
6. Возможность закрепления и намотки каркасов без центрального отверстия.
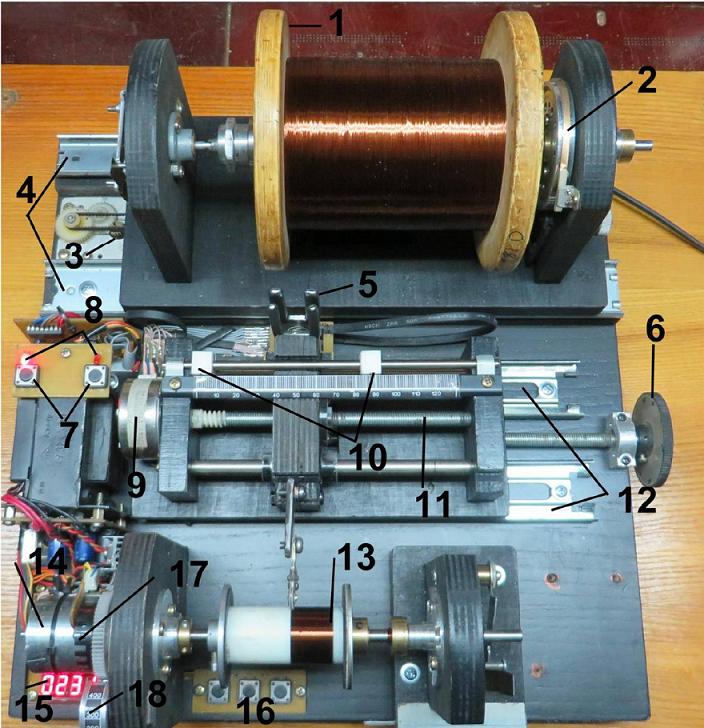
Рисунок 1.
Внешний вид намоточного станка.
Состав намоточного станка.
1. Подающая бобина (катушка с проводом).
2. Притормаживание (тормозной механизм).
3. Шаговый двигатель центровки бобины.
4. Шариковые мебельные направляющие.
5. Шторка оптических датчиков механизма центровки бобины.
6. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
7. Кнопки ручного переключения направления укладки.
8. Светодиоды направления укладки.
9. Шаговый двигатель позиционера.
10. Шторки оптических датчиков границы намотки.
11. Винт позиционера.
12. Шариковые мебельные направляющие.
13. Наматываемая катушка.
14. Двигатель намотки.
15. Счётчик витков.
16. Кнопки настройки.
17. Оптический датчик синхронизации.
18. Регулятор скорости.
Устройство и принцип действия.
Подающий узел.
Подающий узел предназначен для закрепления на нём бобины с проводом, различных величин, и обеспечения натяжения провода.
В него входит механизм крепления бобин и механизм подтормаживания вала.

Рисунок 2.
Подающий узел.
Подтормаживание.
Без подтормаживания подающей бобины, намотка провода на каркасах будет рыхлая и качественной намотки не получится. Войлочная лента «2», тормозит барабан «1». Поворот рычага «3», натягивает пружину «4» — регулировка силы торможения. Для разной толщины провода, настраивается своё притормаживание. Здесь используются готовые детали видеомагнитофона.
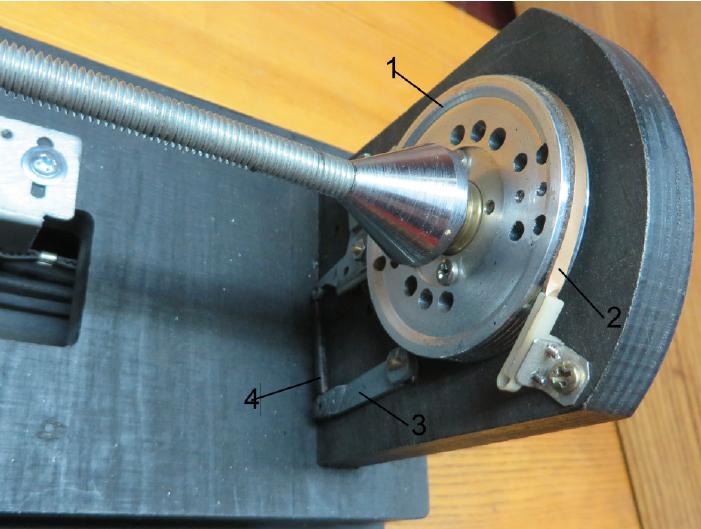
Рисунок 3.
Подтормаживающий механизм.
Центровка бобины.
Малые габариты станка и расположение в непосредственной близости, наматываемой катушки и подающей бобины с проводом, потребовали ввести дополнительный механизм центровки подающей бобины.
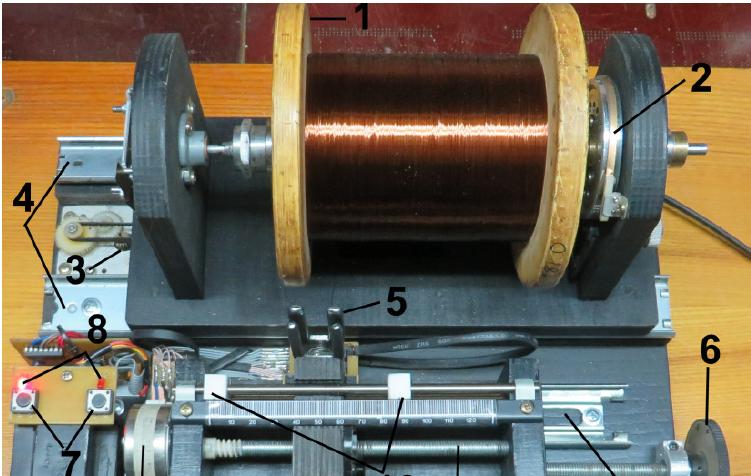
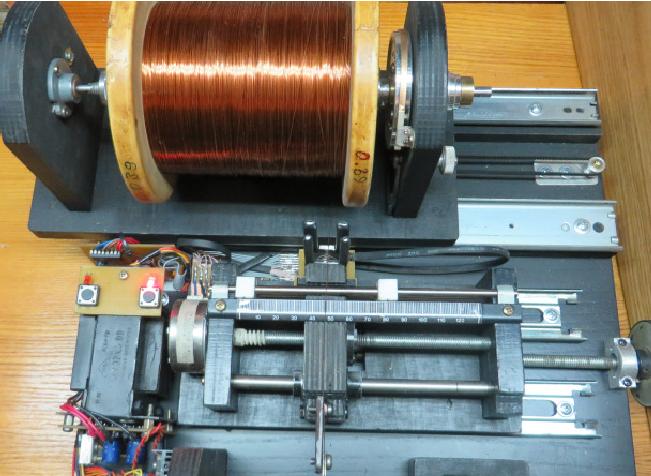
Рисунок 4, 5.
Центрирующий механизм.
При намотке катушки, провод с бобины воздействует на шторку «5», выполненной виде “вилки” и шаговый двигатель «3», через редуктор с делением 6 и зубчатый ремень, по роликовым направляющим «4», автоматически сдвигает бобину в нужном направлении.
Таким образом, провод всегда находится по центру см. рис 4, рис 5:
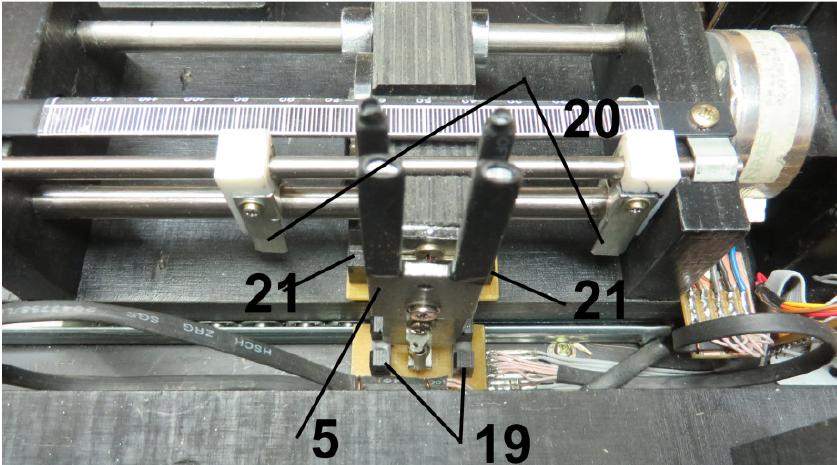
Рисунок 6.
Датчики, вид сзади.
Состав и устройство датчиков.
19. Оптические датчики механизма центровки бобины.
5. Шторка перекрывающая датчики механизма центровки бобины.
20. Шторки перекрывающие датчики переключения направления позиционера.
21. Оптические датчики переключения направления позиционера.
Позиционер.
Шторками «20» рис. 6 — выставляется граница намотки. Шаговый двигатель, перемещает механизм укладчика, пока шторка не перекроет один из датчиков «21» рис. 6, после чего меняется направление укладки.
В любой момент можно изменить направление укладки кнопками «1» рис. 7.
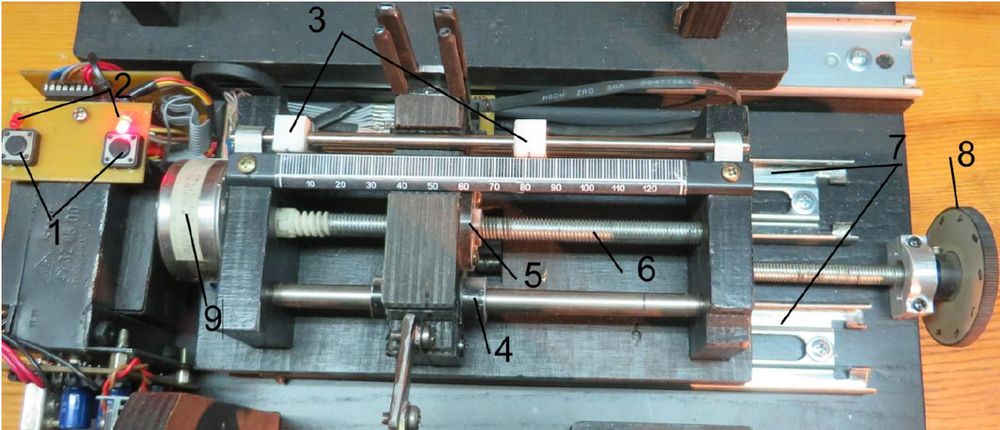
Рисунок 7.
Укладчик.
Скорость вращения шагового двигателя «9» рис. 7, синхронизирована с помощью датчика «10», «11» рис 8, с вращением наматываемой катушки и зависит от диаметра провода установленного в меню. Диаметр провода, может быть выставлен 0.02 – 0.4мм. С помощью ручки «8» рис. 7, можно передвинуть весь позиционер в сторону, не изменяя границы намотки. Таким образом, можно намотать другую секцию в многосекционных каркасах.
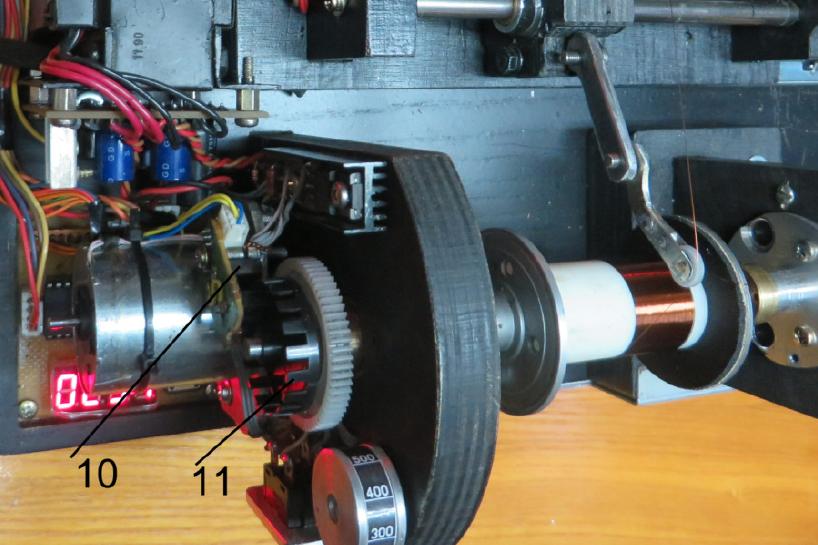
Рисунок 8.
Оптодатчик.
Состав позиционера и оптодатчика (рис. 7-8).
1. Кнопки ручного переключения направления укладки.
2. Светодиоды направления укладки.
3. Шторки перекрывающие датчики переключения направления позиционера.
4. Линейный подшипник.
5. Капролоновая гайка.
6. Ведущий винт. Диаметр 8мм, шаг резьбы 1,25мм.
7. Шариковые мебельные направляющие.
8. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
9. Шаговый двигатель.
10. Оптический датчик синхронизации.
11. Диск, перекрывающий датчик синхронизации. 18 прорезей.
Приёмный узел.
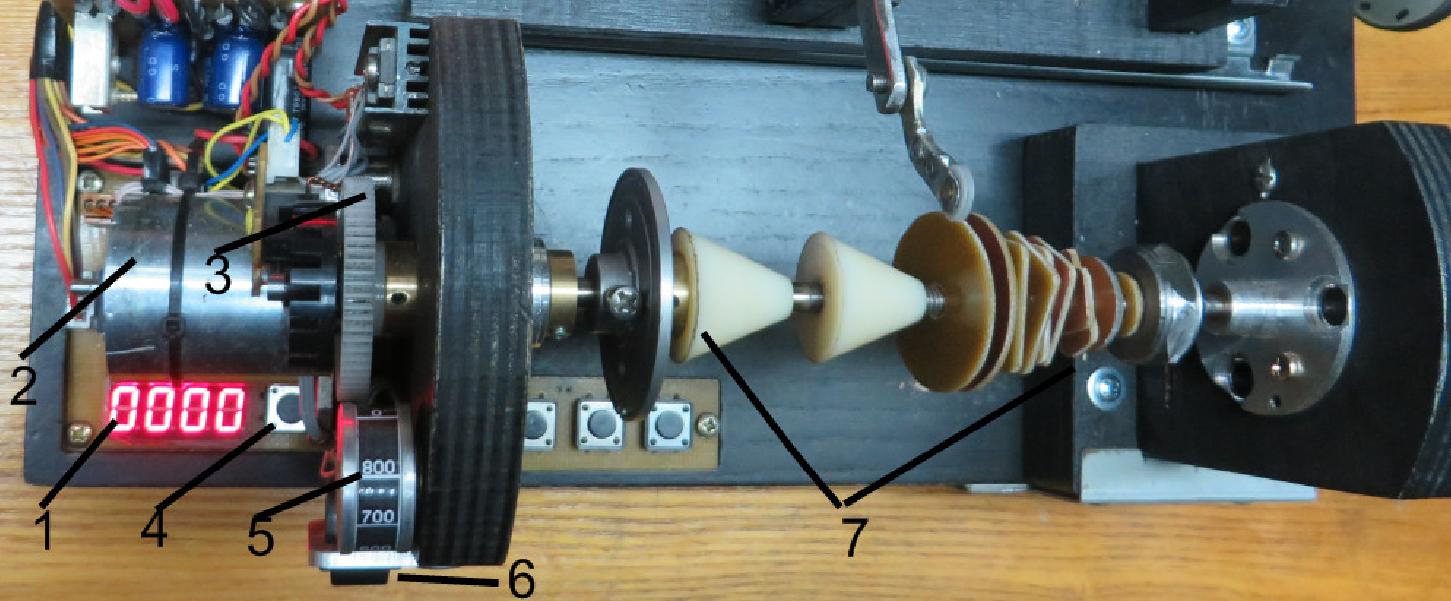
Рисунок 9.
Приёмный узел.
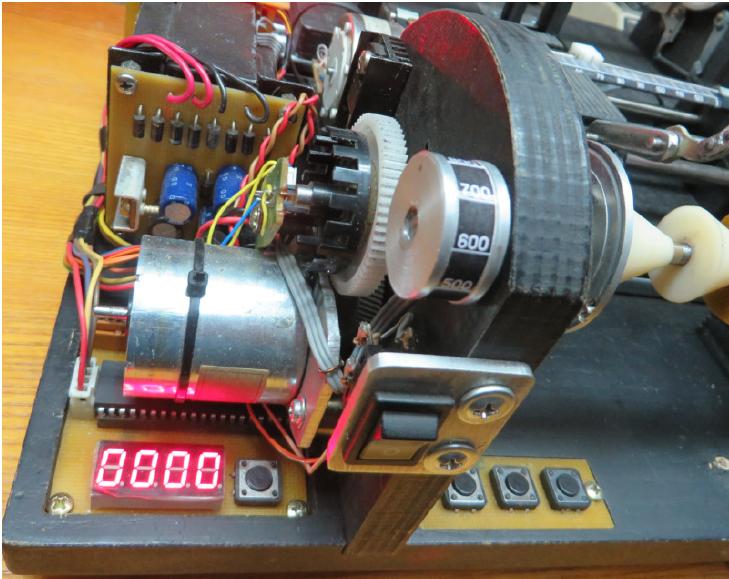
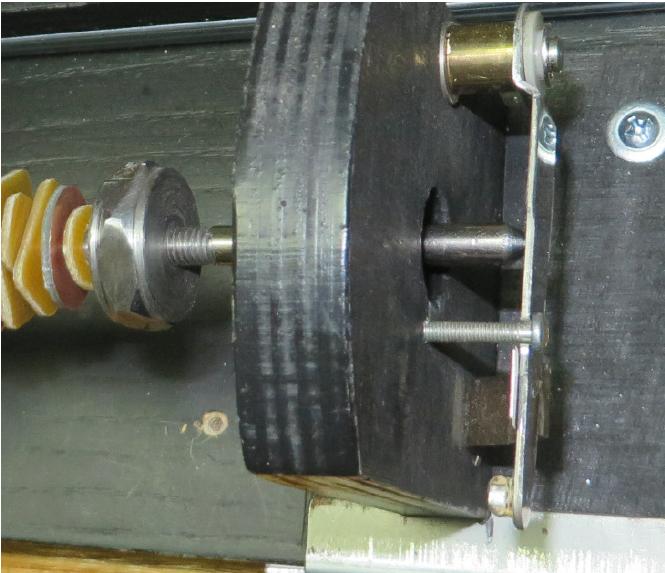
Рисунок 10, 11.
Приёмный узел.
1. Счётчик витков.
2. Коллекторный высокоскоростной двигатель.
3. Шестерня редуктора.
4. Кнопка «сброс счётчика».
5. Регулировка скорости.
6. Включатель «Старт намотки».
7. Крепёж наматываемой катушки.
Вращение наматываемой катушки, производит коллекторный высокооборотный двигатель через редуктор.
Редуктор состоит из трёх шестерён с общим делением 18. Это обеспечивает необходимый вращающий момент на малых оборотах.
Регулировка скорости двигателя, производится изменением питающего напряжения.

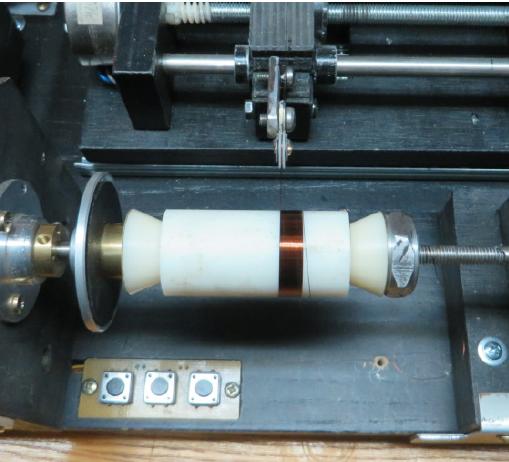
Рисунок 12, 13.
Крепление каркаса имеющего отверстие.
Конструкция приёмного узла позволяет закреплять, как каркасы имеющие центральное отверстие, так и каркасы, таких отверстий не имеющие, что хорошо видно на рисунках.
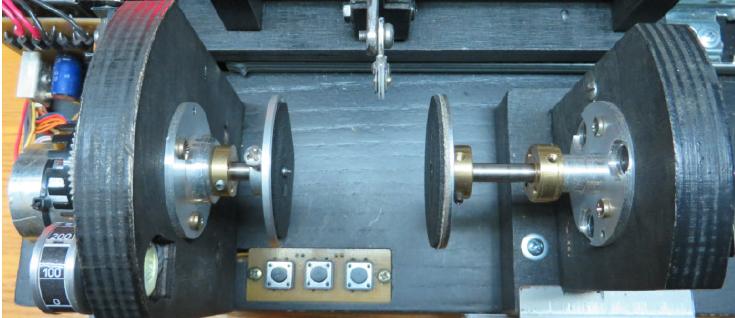

Рисунок 14, 15.
Крепление каркаса не имеющего отверстие.
Электрическая схема.
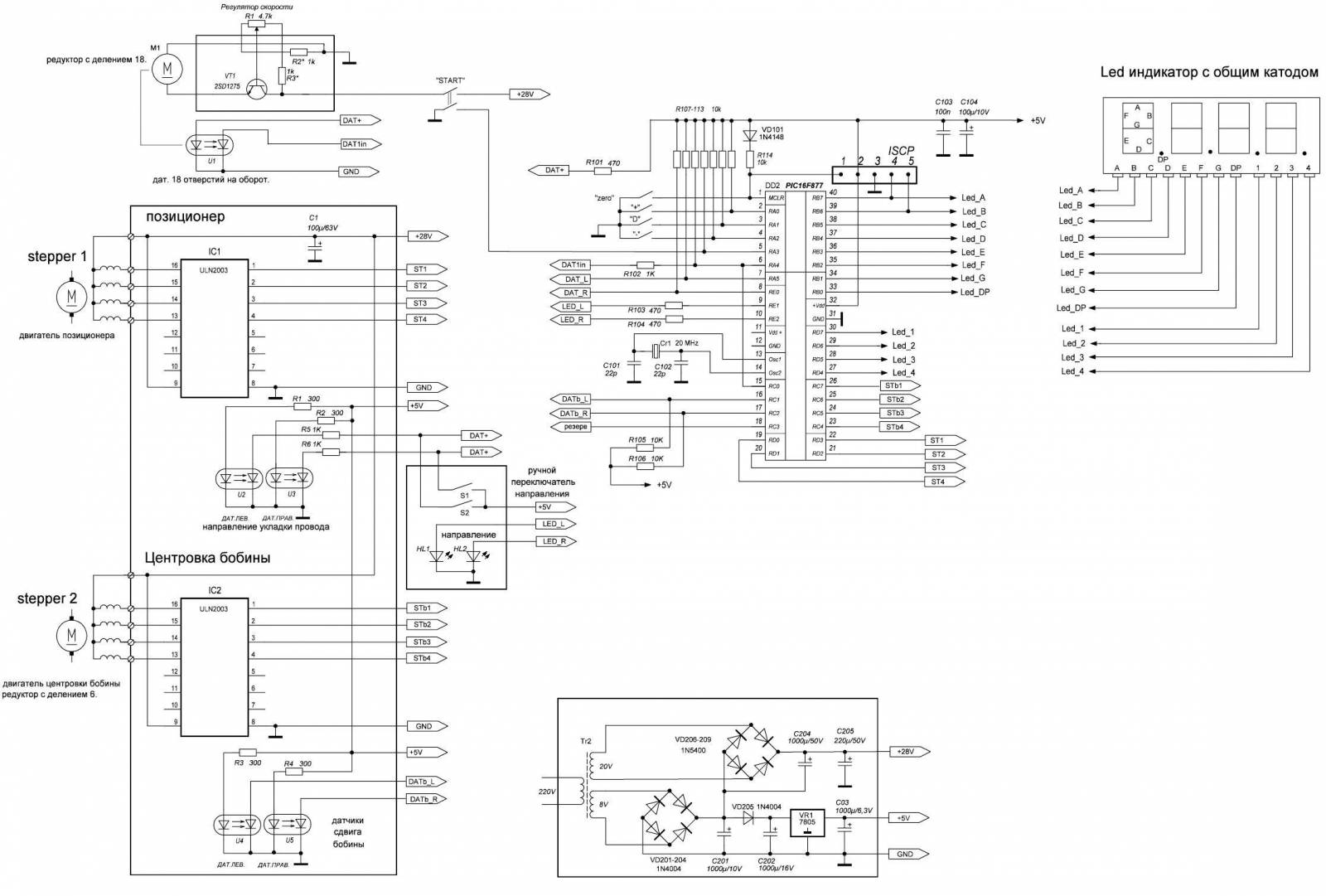
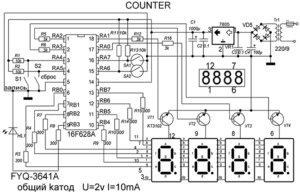
Рисунок 16.
Электрическая схема намоточного станка.
Всеми процессами станка, управляет микроконтроллер PIC16F877.
Индикация количества витков и диаметра провода, отображается на светодиодном четырёх знаковом индикаторе. При нажатой кнопке «D», отображается диаметр провода, при отжатой количество витков.
Для изменения диаметра провода, нажать кнопку «D» и кнопками «+», «-» изменить значение. Установленное значение автоматически сохраняется в EEPROM. Кнопка «Zerro» — обнуление счётчика. Разъём «ISCP» служит для программирования микроконтроллера.
P.S. Чертежей механической части не существует, потому что устройство изготовлялось в одном экземпляре, и конструкция формировалась в процессе сборки.
В данной конструкции были использованы имеющиеся в разборке элементы и узлы (не имеющие маркировки) от видеомагнитофонов и принтеров.
Ни в коем случае я не настаиваю в точном повторении данной конструкции, а лишь как в использовании каких-либо узлов от неё в своих конструкциях.
Повторение данного устройства возможно опытными радиолюбителями, имеющие навыки работы с механикой и способными изменить конструкцию под свои, имеющиеся механические части.
Механическая часть соответственно, может быть реализована по другому.
Редукторы на двигателях, могут быть и с другим делением.
Чтобы программа работала правильно, необходимо соблюсти ряд условий, а именно;
Оптический датчик «17» рис 1. , может быть другой конструкции, но обязательно на 18 отверстий.
Винт позиционера, обязательно с шагом 1,25мм – это стандартный шаг для винта диаметром 8мм.
Шаговый двигатель позиционера 48 шагов/оборот, 7.5 градусов/шаг – это самые распространённые двигатели в оргтехнике.
Демонстрационный ролик работы станка:
Ниже в прикреплении (в архиве) собраны все необходимые файлы и материалы для сборки намоточного станка.
Если по сборке и наладке у кого-то возникнут какие либо вопросы, то задавайте их здесь на форуме. По возможности постараюсь ответить и помочь.
Желаю всем удачи в творчестве и всего наилучшего!
 Архив «Намоточный станок».»
Архив «Намоточный станок».»
Изготовление намоточного станка своими руками
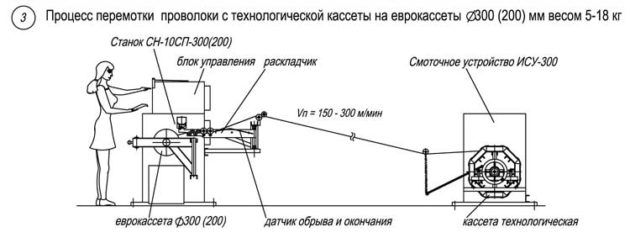
В работе радиолюбителей и электриков полезны устройства для наматывания медного провода диаметром 1,5 мм на специальную электрическую катушку. В промышленных условиях данный процесс требует скорости и точности. Домашние мастера могут воспроизвести такую технологию. Для этого понадобится самодельный намоточный станок. Для него характерны такие признаки:
- простота создания и эксплуатации;
- возможность использования разных трансформаторов;
- наличие дополнительных функций: подсчет количества проволочных мотков.
Метод работы намоточного станка
Станок для намотки – востребованное оборудование, с помощью которого наматывают трансформаторные однослойные и многослойные катушки цилиндрического типа и всевозможные дроссели. Намоточное устройство равномерно распределяет проволоку обмотки с определенным уровнем натяжения. Оно бывает ручным и автоматическим, и работает по такому принципу:

- Вращение рукоятки задает намотку проводки или кабеля на каркас катушки. Она служит основанием изделия и надевается на специальный вал.
- Проволока перемещается горизонтально благодаря направляющему элементу укладчика.
- Количество витков определяют специальные счетчики. В самодельных конструкциях эту роль может выполнять велосипедный спидометр или магнитно-герконовый датчик.
Ручной прибор для укладки провода довольно примитивный, поэтому редко применяются на производстве.
Намоточный станок на механическом приводе позволяет выполнять сложную обмотку:

Он функционирует с помощью электрического двигателя, который задает движение промежуточного вала с использованием ременной передачи и трехступенчатых шкивов. Большую роль при этом играет фрикционная муфта сцепления. Благодаря ей станок работает плавно, без толчков и обрывов проволоки. Шпиндель с закрепленной оправой, на которую надета катушка, производит запуск счетчика. Намоточный станок настраивается с помощью винта под любую ширину катушечного каркаса.
Современные модели оснащены цифровым оборудованием. Они работают посредством специально заданной программы, которая хранит информацию в запоминающем устройстве. Значение длины и диаметра провода позволяет точно определить точку пересечения линий.
Механизм намоточного станка
Станок для намотки классифицируют по группам:
- рядовой;
- универсальной;
- тороидальной намотки.


Каждое изделие имеет индивидуальную конструкцию.
Намоточный станок, выполняющий рядовую укладку проволоки, состоит из таких элементов:
- Механизм намотки имеет вид сварной рамы, которая оборудована двигателем, зубчато-ременной передачей, передней и задней бабкой.
- Механизм раскладки позволяет перемещать длинномерный материал вдоль оси намотки. Это сварная конструкция, по которой двигается каретка с направляющими роликами для провода.
- Модели устройств отличаются друг от друга габаритами и функциональными возможностями.
Стандартная модель прибора для укладки провода несколькими перегибами за один оборот предполагает наличие таких элементов:
- Основной каркас, состоящий из деревянных или металлических стоек, которые занимают вертикальное положение.
- Между опорами расположены две горизонтальные оси: одна предназначена для пластин, другая – для катушки.
- Сменные шестерни, посылающие на катушку вращение.
- Рукоятка, которая вращает катушечную ось. Для ее фиксации используют цанговый зажим.
- Фиксаторы: гайки, винты.
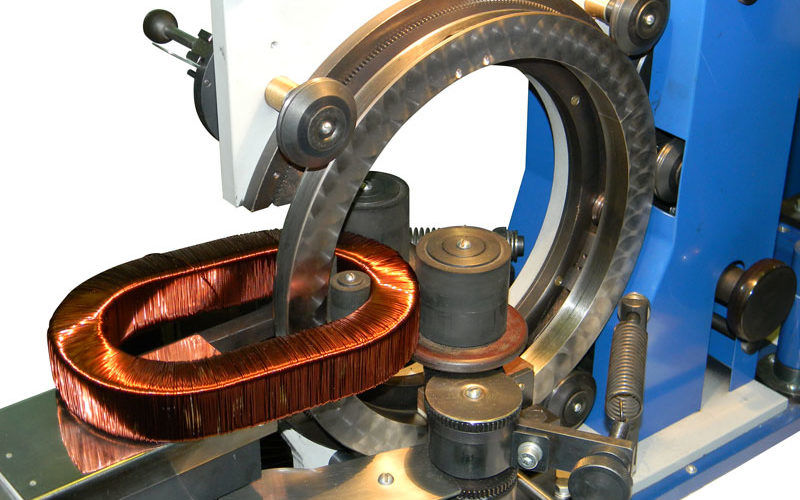
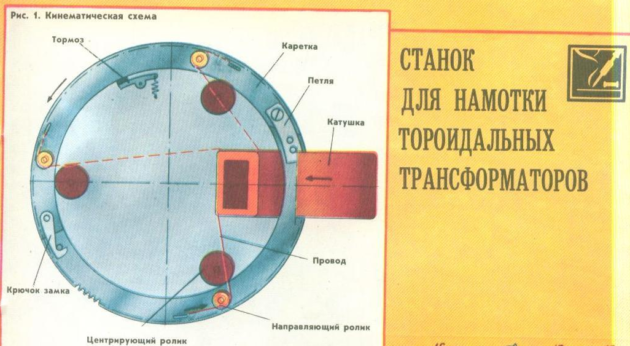
Намотка проволоки на тороидальные сердечники осуществляется посредством специализированного оборудования кольцевого типа:
- Приспособление имеет вид челнока, работающего по принципу швейной иглы.
- Шпуля представляет собой механизм двух пересекающихся колец с вынимающимся сектором, на который устанавливают тороидальный каркас.
- Вращение шпули задает электродвигатель.
Необходимые материалы и комплектация для изготовления
Чтобы собственноручно сделать станок для намотки проволоки на круглый каркас, понадобится несколько деталей.
Станина из листового материала, скрепленного сварочным методом. Оптимальная толщина основания – 15 мм, боковых частей – 6 мм. Устойчивость конструкции обеспечивается ее тяжестью:
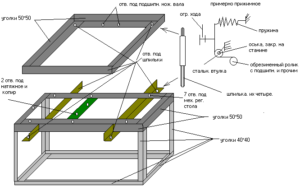
- Боковые части прикладывают друг к другу, одновременно просверливают в них отверстия.
- Подготовленные элементы приваривают к основанию.
- В высоко расположенные пробоины монтируют втулки, в нижние – подшипники, которые можно взять из использованного дисковода.
- Крепежные детали с внешней стороны боковин надежно фиксируют крышками.
Важные составляющие конструкции станка – валы:
- Верхний вал диаметром 12 мм держит каркас катушки. Его роль может исполнять аналогичная конструктивная деталь вышедшего из строя матричного принтера.
- На средний вал такого же диаметра опирается устройство подачи длинномерного материала. Перед вводом в эксплуатацию его желательно отполировать.
- Нижний вал является подающим элементом. Его размеры зависят от шага резьбы.
Втулка укладчика диаметром и длиной по 20 мм. Ее внутренняя резьба совпадает с резьбой нижнего вала.
Шкивы – трехступенчатые, выточенные из стали, общей толщиной не более 20 мм. В противном случае придется увеличить хвостовики верхнего и нижнего валов. Каждый блок содержит три канавки с разным диаметром, в зависимости от сечения проволоки. Их ширина определяется пассиками. Такая комбинация обеспечивает большое разнообразие шагов намотки провода.
Устройство укладчика проволоки
Укладка и намотка проволоки осуществляются за счет трех пластин, скрепленных между собой винтами диаметром 20 мм. В верхней части делают небольшое отверстие 6 мм, куда вставляют винт регулировки натяжения:
- В верхнюю и нижнюю часть внутренней пластины монтируют фторопластовую и стальную втулки диаметром и длиной по 20 мм.
- Между наружными элементами вклеивают кожаный желобок толщиной до 2-х мм, необходимый для выравнивания и натягивания проволоки катушки.
- Вверху укладчика монтируют специальный стержень с резьбой или мини-струбцину, которая скрепляет внешние пластины и регулирует натяжение. Расстояние крепления зависит от диаметра провода.
- Для удобства работы конструкцию дополнительно оснащают откидным кронштейном для катушки.
Изготовление счетчика витков
Для определения количества намотанных витков на станке необходим специальный счётчик. В самодельном станке устройство делают так:
- К верхнему валу крепят электромагнит.
- Герметизированный контакт располагают на одной из боковин.
- Выведенные контакты геркона соединяют с калькулятором в том месте, где находится кнопка «=».
- Катушку с проводом размещают отдельно – на другом валу с рычагами, которые поднимают устройство вверх и складывают его внутрь станка.
Благодаря этим элементам, оборудование становится компактным и не занимает много места.
Принцип работы на станке
Трудиться на сконструированном станке несложно. Технологический процесс требует выполнения определенных действий:
- Верхний вал подготавливают к работе: снимают шкив, задают нужную длину каркаса катушки, устанавливают правый и левый диски.
- В отверстие верхнего вала вставляют крепежное изделие, центрируют и зажимают каркас специальной гайкой.
- На подающий вал монтируют нужный шкив для первичной обмотки.
- Напротив каркаса катушки устанавливается укладчик.
- Пассик одевают на шкивы кольцом или восьмеркой, в зависимости от вида укладки.
- Металлический провод заводят под дополнительный вал, укладывают в желобок, закрепляют.
- Натяжение проволоки регулируют при помощи зажимов, расположенных вверху укладчика.
- Провод должен плотно наматываться на основу катушки.
- На калькуляторе фиксируют числовое значение «1+1».
- Каждый оборот вала прибавляет заданный счет.
- Если витки нужно отмотать назад, на вычислительном устройстве нажимают «–1».
- Когда провод достигнет противоположной части каркаса, с помощью цангового зажима меняют положение пассика.
Под разную толщину металлического провода соотносят шкив с шагом намотки.
Видео по теме: Намоточный станок с укладчиком — своими руками
Намоточный станок своими руками
 Радиолюбителям в работе бывает есть необходимость в намотке или перемотке катушки, трансформатора. Для этой цели хорошо иметь в наличии намоточный станок. В этой статье предлагается вариант изготовления самодельного намоточного станка. Станок позволяет производить рядовую или с принудительным шагом намотку проводов диаметром от 0,04 до 0,65 мм. Шаг намотки изменяется через 0,01 мм. Габариты станка и диаметр ведущего вала рассчитаны на намотку катушек от 6х6 мм до 40х100 мм.
Радиолюбителям в работе бывает есть необходимость в намотке или перемотке катушки, трансформатора. Для этой цели хорошо иметь в наличии намоточный станок. В этой статье предлагается вариант изготовления самодельного намоточного станка. Станок позволяет производить рядовую или с принудительным шагом намотку проводов диаметром от 0,04 до 0,65 мм. Шаг намотки изменяется через 0,01 мм. Габариты станка и диаметр ведущего вала рассчитаны на намотку катушек от 6х6 мм до 40х100 мм.
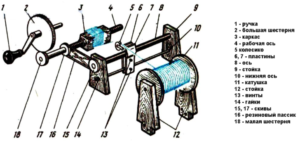
Внешний вид станка

Размеры деталей станка указаны на рисунках ниже. Ведущий вал сделан составным. На левую часть его 5 надет кривошип. На среднюю часть 4 надевается болванка с каркасом катушки трансформатора. На правую часть 3 насаживается ручка.
Кривошип состоит из двух пластин 7 и 8, соединенных двумя винтами МЗ с потайными головками. Пла стина 7 надевается на левую часть ведущего вала 5 и закрепляется винтом МЗ. В прорези пластинки 8 по винту 9 передвигается гайка-ползун 10, к которой прикреплен шток 11 гайкой М4.
Колесо 17 имеет по окружности прорези глубиной 0,5—1,0 мм, за которые цепляется храповик 13. Количество прорезей 200. Шаг нарезки вала подачи 18 равен 2 мм. Таким образом, поворот колеса 17 и вала 18 на одно деление-прорезь перемещает укладчик 25 на 2/200 =0,01 мм. Максимальный угол поворота колеса 17 равен 120°. Это позволяет перемещать укладчик 25 на 0,65 мм. Диаметр колеса 17 выбран равным 63,4 мм. Сделано это для удобства нанесения 200 делений-прорезей по окружности колеса 17. При диаметре 63,4 мм длина окружности колеса 17 равна 63,4-3,14 = 200 мм.
На колесо наклеивают полоску миллиметровой бумаги длиной 200 мм и по ее делениям лобзиком пропиливают прорези глубиной 0,5—1,0 мм.
Детали намоточного станка
![]()

Детали станка: 1—рукоятка, эбонит, текстолит; 2—стержень ручки, алюминий, дюраль; 3—правая часть ведущего вала, сталь, «серебрянка»; 4—средняя часть ведущего вала, сталь; 5—левая часть ведущего вала, сталь «серебрянка»; 6—установочное кольцо левой части ведущего вала 5, сталь, латунь, бронза; 7—пластина для установки левой части ведущего вала 5 и крепления пластины кривошипа 8, дюраль; 8—пластина кривошипа, дюраль; 9—винт изменения размаха колебания кривошипа, латунь; 10—гайка-ползун (к ней крепится шток 11), латунь; 11—шток, дюраль; 12—стержень храповика и крепления штока 11, дюраль; 13—храповик, латунь; 14—контргайка колеса 17 (ось стержня храповика), латунь; 15—винт крепления храповика 13, латунь; 16—винт крепления штока 11 к стержню храповика 13; 17—колесо вала подачи 18, текстолит, гетинакс; 18—вал подачи, сталь «серебрянка»; 19—установочное кольцо для проволоки, намотанной на вал подачи 18, сталь; 20—пластина для винта торможения наматываемой проволоки, латунь; 21—пластина, полиуретановый пластик; 22—тормозная колодка, полиуретановый пластик; 23—пружина, прижимающая укладчик 25, стальная проволока диаметром 0,5 мм; 24—пружина, прижимающая храповик 13 к колесу 17, стальная проволока диаметром 0,4 мм; 25—укладчик, текстолит; 26—пластина поводка 27, полиуретановый пластик; 27—поводок, медная проволока диаметром 3 мм; 28—крючок, скользящий по направляющей 29 и удерживающий укладчик 25, медный провод диаметром 2 мм; 29—направляющая, по которой скользит крючок 28, медный провод диаметром 3 мм; 30—зажимный винт с барашком, латунь, сталь; 31—горизонтальная основа станины, дерево, эбонит, текстолит и др.; 32 — вертикальные стойки станины, текстолит толщиной 10 мм; 33—болт крепления рукоятки, сталь.
Если есть возможность, то вал подачи 18 и отверстие для вала в укладчике 25 вытачивают на токарном станке. Нарезка вала 18 должна иметь шаг 2 мм. Укладчик 25 при вращении по валу 18 не должен иметь люфта, поэтому его лучше сделать разрезным. Тогда, поджимая разрез винтом, можно устранить люфт.
Если нельзя выточить на токарном станке вал подачи 18 и отверстие укладчика 25, то берут калиброванный пруток и на него наматывают плотно виток к витку отожженную медную проволоку диаметром 2 мм. Один конец проволоки закрепляют на одном конце вала 18, вставляя ее в отверстие диаметром 2 мм, специально просверленное в прутке. Другой конец проволоки закрепляют с помощью установочного кольца 19, в котором есть отверстие диаметром 2 мм.
В описываемом образце взят пруток серебрянки диаметром 7 мм. Укладчик 25 сделан из текстолита. С двух сторон на укладчике укреплены стальные пружины 23 диаметром 0,5 мм. Эти пружины входят в углубления между витками медной проволоки, образуя зацепление, благодаря которому укладчик 25 передвигается по валу подачи 18.
К укладчику 25 сверху прикреплено тормозное устройство, состоящее из латунной пластины 20, пластины с вырезом и отверстием 21 и тормозной колодки 22. Наматываемый провод вставляется в отверстие диаметром 1 мм, имеющееся в пластине 21. Тормозная колодка 22 прижимает проволоку к пластине 21 с помощью винта, ввернутого в латунную пластину 20. Этим создается необходимое натяжение наматываемой проволоки. Степень натяжения регулируется вручную. Пластина 21 и тормозная колодка 22 сделаны из полиуретанового пластика.
При повторении конструкции размеры, указанные на рисунке, можно изменять в ту или в другую сторону в зависимости от имеющихся у радиолюбителя возможностей. Необходимо лишь сохранить количество делений-прорезей на колесе 17 и шаг нарезки вала подачи 18.
Сборку станка надо начать со станины. К основе станины 31 прикрепляют винтами вертикальные стойки 32. При этом необходимо следить за тем, чтобы они были строго параллельны. Затем собирают кривошип из пластин 7 и 8. Их соединяют винтами МЗ с потайными головками.
Собранный кривошип насаживают на левую часть ведущего вала 5, закрепляют винтом МЗ, имеющимся в пластине 7, вставляют вал 5 в отверстие в левой вертикальной стойке и закрепляют установочным кольцом 6. После этого ввертывают среднюю часть вала 4 (в нарезку вала 5), на нее навертывают правую часть ведущего вала 3, продев ее через отверстие в правой вертикальной стойке, и на нее насаживают стержень ручки 2 и рукоятку 1.
Далее собирают укладчик 25. Сверху двумя винтами МЗ прикрепляют пластину с вырезом и отверстием 21. С правой стороны привертывают латунную пластину 20 (предварительно положив шайбу). В вырез на пластине 21 вставляют тормозную колодку 22, а в нарезку пластины 20 ввертывают винт МЗ и слегка поджимают тормозную колодку 22. С нижней стороны к укладчику 25 привертывают крючок 28, который скользит по направляющей 29 (вставлена в вертикальные стойки 32 под валом подачи 18) и удерживает от вращения укладчик 25 вместе с валом подачи 18. Если вал подачи сделан с нарезкой, то после этого укладчик 25 можно навертывать на вал подачи 18. Если же вал подачи сделан с намоткой из медной проволоки диаметром 2 мм, то к укладчику 25 надо привернуть болтами МЗ с обеих сторон проволочные пружины 23 и после этого навернуть его на вал подачи 18. В том и другом случае крючок 28 должен быть зацеплен за направляющую 29.
Затем на вал подачи 18 надо насадить шарикоподшипники и закрепить их гайками Мб, а скобками (на рисунке не указаны) и винтами МЗ прикрепить вал подачи 18 к вертикальным стойкам 32.
После этого на вал подачи 18 можно навернуть колесо 17, надеть стержень 12, ввернуть контргайку-ось 14 вплотную к кругу 17 и винтом МЗ прикрепить ее к валу подачи 18. Затем к стержню 12 винтом 15 прикрепляют храповик 13, положив пружинку 24 между стержнем 12 и храповиком 13. При этом пружина 24 должна быть плотно прижата к стержню 12, а храповик 13 совершенно свободно поворачиваться вокруг своей оси-винта 15.
В отверстие пластины 8 кривошипа вставляют винт 9 и ввертывают его в гайку-ползунок 10. На нижний конец винта 9 навертывают две гайки МЗ и законтривают их. Далее шток 11 насаживают на гайку-ползунок 10 и закрепляют гайкой М4. Второй конец штока 11 винтом 16 прикрепляют к стержню 12.
Затем в отверстие укладчика 25 вставляют поводок 27 с насаженным кусочком полиуретанового пластика 26 и винтом МЗ закрепляют его в укладчике 25.
Станок надо снабдить счетчиком оборотов и проградуировать кривошип. Для этого, поставив винт 9 на какую-то высоту в пластине 8 кривошипа, сделать 10 оборотов ведущего вала, замерив штангелем положение укладчика 25 относительно правой или левой вертикальной стойки. После этого на пластине 8 кривошипа надо поставить риску. Риски сделать для проволоки диаметром 0,1; 0,2; 0,3; 0,4; 0,5; 0,6 мм. Это сильно облегчит настройку станка на тот или иной диаметр наматываемой проволоки.
Описываемый станок практически не требует токарных и фрезерных работ и может быть изготовлен радиолюбителем, знакомым со слесарным делом. Широкий диапазон наматываемой проволоки и отсутствие фрикционных соединений выгодно отличают его от подобных конструкций.