

Самодельные тиски для фрезерного станка
Станочные тиски для сверлильного станка: виды, особенности
Тиски, используемые для оснащения сверлильного станка, выполняют очень важную функцию. Они обеспечивают надежную фиксацию детали, что необходимо для того, чтобы сверление было выполнено с максимальной точностью. На современном рынке представлено большое разнообразие моделей тисков для сверлильных станков. Каждая из этих моделей имеет свои конструктивные особенности и сферы применения.

Станочные тиски из литейного чугуна, предназначенные для простых сверлильных операций
Назначение и использование тисков для сверлильного станка
Сверлильные станки, которые могут быть как напольными, так и настольными, предназначены для того, чтобы формировать отверстия в деталях, изготовленных из разных материалов. Выполнить такую технологическую операцию с максимальной точностью и безопасностью и позволяют, как было указано выше, тиски для сверлильных станков.
Не все модели сверлильного оборудования имеют в своей базовой комплектации тиски. Последние, хотя и незначительно, повышают стоимость станка. Объясняется отсутствие в базовой комплектации оборудования такого приспособления, как тиски сверлильные, еще и тем, что при работе с заготовками из мягких материалов (древесины, пластика и др.) они могут и не потребоваться. При сверлении отверстий в таких материалах создаются очень незначительные силы резания, и удержать заготовку несложно своими руками.

Использование тисков при сверлении металлов значительно повышает точность и безопасность работы
Особенно незаменимыми станочные тиски являются в тех случаях, когда деталь для выполнения сверления необходимо выставить под определенным углом. Конечно, вместо тисков для сверлильного станка можно использовать несложные зажимные приспособления, которые не составит труда изготовить своими руками. Однако, если вас интересует надежность фиксации заготовки, безопасность выполнения работ на станке и высокая точность осуществляемых технологических операций, лучше приобрести серийные модели. В большинстве случаев справятся с такими задачами и самодельные тиски для сверлильного станка.
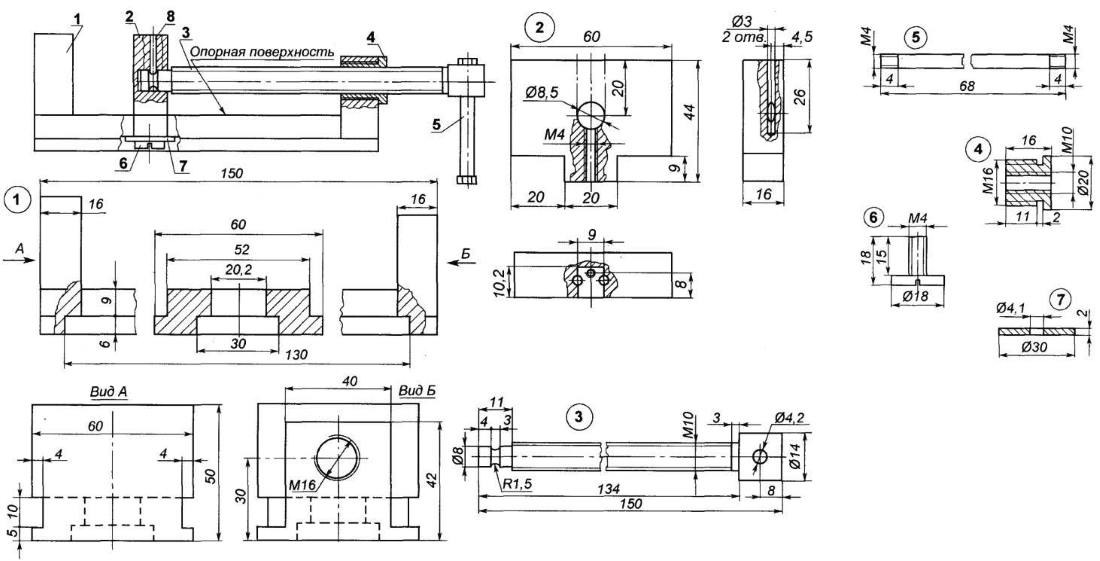
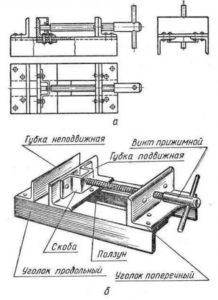
Чертеж малогабаритных самодельных тисков: 1 – корпус; 2 – губка подвижная; 3 – винт; 4 – втулка; 5 – вороток; 6 – фиксатор; 7 – шайба; 8 – штифт (нажмите для увеличения)
Конструкция и принцип действия зажимных приспособлений
Поскольку станочные тиски необходимы для надежной фиксации детали в процессе обработки, они состоят из прочных стальных элементов. В зависимости от типа и назначения станочных тисков их конструкция может серьезно варьироваться.
Самыми недорогими и наименее функциональными являются тиски неповоротного типа, но у таких моделей наиболее жесткая конструкция. К слову, самодельные тиски для сверлильного станка чаще всего относятся к неповоротным.
В среднюю ценовую категорию входят поворотные модели, функциональность которых позволяет выполнять операции сверления более эффективно. Достоинства тисков первого и второго типа объединяются в универсальных приспособлениях для сверлильного станка, что, естественно, делает стоимость таких устройств достаточно высокой.
Даже тиски одного типа, но произведенные разными компаниями, могут иметь определенные конструктивные отличия. Это объясняется тем, что каждый из производителей старается наделить свою продукцию дополнительными опциями, сделать ее более надежной и удобной в работе.

Профессиональные станочные тиски могут комплектоваться различными зажимными планками
Какими бы функциональными возможностями ни обладали станочные тиски, основу их конструкции составляют обязательные элементы, к которым относятся:
- планки, выполняющие роль основания тисков;
- две губки, обеспечивающие зажим обрабатываемой заготовки;
- винт с ручкой, за счет которого обеспечивается перемещение подвижной зажимной губки;
- пластины, служащие рабочими элементами зажимных губок;
- ряд дополнительных деталей.

Устройство простейших станочных тисков
Планка, выполняющая роль основания, является несущим элементом, на котором фиксируются все остальные детали тисков. Именно на планке, которая изготавливается из жесткого и износостойкого металла, просверливается отверстие под винт, монтируются подвижная и неподвижная губки. Для обеспечения точности перемещения на нижней части подвижной губки имеется прямоугольный хвостовик, который вставляется в вырез, выполненный на неподвижной губке.

Хвостовик, отвечающий за параллельный ход губок
Винт, отвечающий за перемещение подвижной губки, находится с ней в соединении, что обеспечивается специальным стопорным кольцом. Вращаясь в резьбовом отверстии планки-основания, винт перемещает подвижную губку, обеспечивая тем самым зажим обрабатываемой на сверлильном станке заготовки. Чтобы понять, как работают тиски, можно посмотреть соответствующее видео.
И серийные модели, и самодельные тиски для сверлильного станка могут быть выполнены по различным схемам воздействия винта на подвижную губку. В простейших моделях тисков, которые несложно изготовить своими руками, винт напрямую соединен с подвижной губкой, которую он либо тянет (разжимает губки), либо толкает (сжимает губки), что зависит от направления его вращения. В более сложных моделях, к числу которых могут относиться как неповоротные, так и поворотные тиски, вращение винту передается за счет шестеренных передач, что облегчает работу оператора сверлильного станка. Благодаря шестеренным передачам требуется совсем небольшое усилие, чтобы сжать или разжать губки тисков.
Следует иметь в виду, что наличие шестеренного механизма совсем не является критерием, на котором следует акцентировать внимание при выборе зажимных приспособлений для сверлильного станка. Многие известные производители, продукция которых пользуется успехом у специалистов во всем мире, выпускают устройства, принцип действия которых реализован по стандартной схеме, что не делает их менее эффективными или неудобными в использовании.

Тиски с гидравлическим усилением обеспечивают стабильное сжатие, независимое от ударов и вибраций
Важными конструктивными элементами тисков любого типа, испытывающими значительные нагрузки в процессе работы и обеспечивающими надежность фиксации обрабатываемой заготовки, являются прижимные пластины, или планки. Такие элементы, изготавливаемые из прочного металла, крепятся к рабочим поверхностям зажимных губок при помощи винтовых соединений.
В стандартном исполнении прижимные планки имеют плоскую рабочую поверхность, на которую нанесена крестовая насечка. Используются и более специализированные типы планок, которые необходимы для обработки заготовок определенной формы. Рабочие поверхности таких планок могут быть выполнены в различной форме (угловая, вогнутая и др.). В некоторых современных моделях тисков прижимные планки могут быть подпружиненными. Такая конструкция позволяет несколько повысить удобство фиксации деталей в зажимном приспособлении сверлильного станка.

Тиски с призматическими губками
Виды станочных тисков
Все тиски, используемые для оснащения сверлильных станков, можно разделить на два основных типа:
Тип тисков подбирают в зависимости от того, какие технологические задачи необходимо решить с их помощью.
Тиски данного типа часто называют стационарными. Они имеют наиболее простую конструкцию, поэтому их часто изготавливают своими руками. Принцип работы такого приспособления, фиксируемого на рабочем столе сверлильного станка в одном положении, описан выше.
Используя неповоротные модели тисков, в детали можно сделать только одно отверстие, после чего необходимо разжать губки приспособления и переставить деталь (либо переместить сами тиски по поверхности рабочего стола).
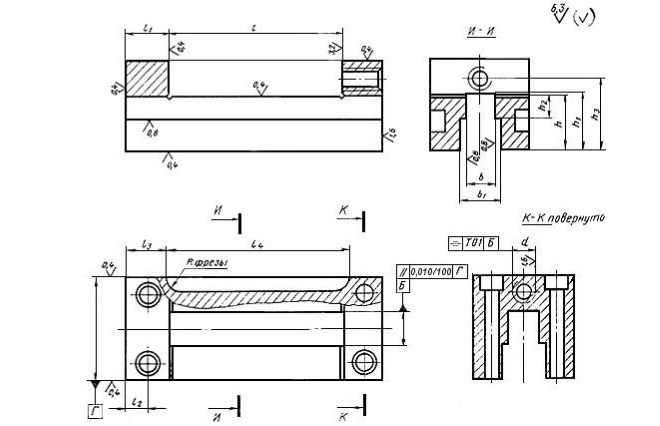
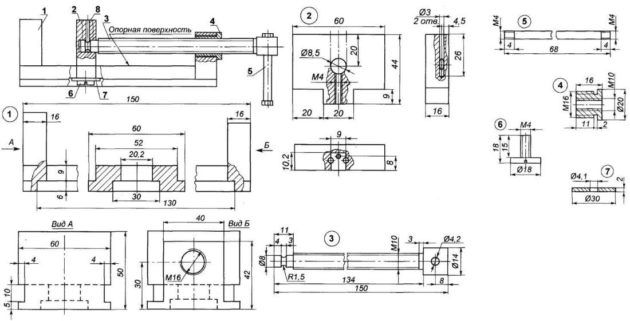
Чертеж высокоточных станочных тисков неповоротного типа
Тиски данного типа отличаются повышенной жесткостью конструкции, но требуют большего количества времени для выполнения вспомогательных технологических операций, если сравнивать их с поворотными моделями. Плюсом таких тисков для сверлильного станка является и то, что они отличаются доступной стоимостью.
Поворотные тиски – это своего рода координатные приспособления для сверлильного станка. Они позволяют, не разжимая обрабатываемую деталь, менять ее пространственное положение в процессе обработки. Устройства данного типа появились на рынке в тот момент, когда потребовалось сделать эффективные и надежные зажимные приспособления для обработки заготовок в условиях серийного производства.
Благодаря наличию специальной поворотной платформы губки с зафиксированной в них деталью могут вращаться на 360 градусов. Выполнив сверление в одном месте, такую платформу можно легко повернуть на требуемый угол, не разжимая деталь, и просверлить отверстие в другом месте.
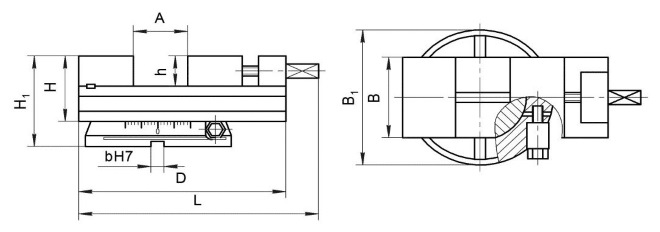
При подборе поворотных тисков для сверлильного станка учитывают габаритные и посадочные размеры
Более продвинутые модели поворотных тисков за счет наличия на их основании крестовых направляющих позволяют не только поворачивать зажимные губки на требуемый угол, но и перемещать их в горизонтальной плоскости по двум осям. Сделать подобное устройство своими руками значительно сложнее, чем неповоротные тиски, но при желании можно. Такое приспособление для сверлильного станка позволяет значительно повысить производительность технологических операций, что особенно актуально для серийного производства.
Существует еще одна разновидность поворотных тисков для сверлильного станка. Их основание-платформа с достаточно сложной конструкцией позволяет поворачивать губки с зажатой в них деталью в трех плоскостях. Такие высокотехнологичные тиски, следить за манипуляциями с которыми очень интересно даже по видео, называются глобусными.
Глобусные тиски для сверлильного станка

Ещё одна разновидность поворотных тисков – синусные
Глобусные поворотные тиски благодаря своим функциональным возможностям позволяют выполнять наклонные отверстия в деталях. Для решения этой задачи не нужно кропотливо выбирать правильное положение детали в губках, на что всегда уходит достаточно много времени. Чтобы сделать наклонное отверстие, используя глобусные тиски, достаточно просто зафиксировать в них заготовку, а затем при помощи специального лимба повернуть подвижную платформу устройства на требуемый угол.
Описанные типы тисков отличаются различной степенью универсальности. Для работ на сверлильном станке в условиях домашней мастерской лучше всего выбрать простейшие неповоротные тиски. Как было сказано выше, их несложно сделать и своими руками. Однако перед тем как приступить к их изготовлению, следует запастись чертежами и посмотреть соответствующее видео в интернете.
Технология изготовления самодельных тисков для сверлильного станка
Не все модели станочного оборудования выпускаются совместно с тисками. Если их приобретать отдельно, то они довольно дорого стоят. Станочные тиски несложно изготовить самостоятельно. Для этого можно применить сподручные материалы.
Функциональное назначение тисков
Технологические операции по сверлению отверстий на специально предназначенном оборудовании выполняются с использованием тисков. С помощью последних заготовка надежно закрепляется, что позволяет с максимальной точностью настроить рабочее сверло. Металл для изготовления оснастки применяется прочный, в противном случае приспособление быстро износится.

Подготовка материалов
Чтобы изготовить станочные тиски следует подготовить материалы:
- Основание.
- Металлическая пластина 35 мм шириной, 8 мм толщиной.
- Профильная труба размером 20*40 мм, длиной 5 см
- Два уголка 50 *50 мм, 10 см и 8 см.
- Планки для губок
- Шпилька с гайкой и головкой болта с отверстием на одном конце. На конце шпильки тоже выполняется отверстие.
- На свободный конец шпильки следует подготовить гайку контровочную, сверху которой надевается шайба.
Для того чтобы оснастка была устойчива на платформе сверлильного станка необходимо изготовить основание. В качестве этого элемента предлагается использовать профтрубу 20*20 мм. Длину заготовок можно выполнить различную, учитывая размер рабочего основания сверлильного станка.
Для губок предлагается применить планки, выполненные из старых напильников. Предварительно следует прокалить для обеспечения прочности и просверлить в каждой из них по два отверстия для крепления болтов.
Каждую деталь по отдельности следует ошкурить или почистить металлической щеткой от заусениц и иных дефектов металла.
Отдельные детали подготовлены. Можно приступать к изготовлению приспособления.
Процесс изготовления
Самодельные тиски для сверлильного станка следует поэтапно собрать.
Технология выполнения работ:
- Профиль 20*40 мм устанавливается между заготовкой из профтрубы примерно на расстоянии от одного края 1/3 часть.
- Части рекомендуется закрепить на болтовые соединения, чтобы их можно было периодически разбирать и смазывать техническим маслом.
- Металлическую пластину плашмя расположить со стороны 2/3 части от установленного профиля, захватывая обе профтрубы.
- Эта деталь будет привариваться с помощью сварки.
- С противоположной стороны основания следует приварить уголок длиной 8 см по центру.
- С внутренней стороны к нему будет закреплена губка на болты.
- Уголок длиной 10 см будет расположен напротив уголка меньшего размера. И соответственно к нему тоже закрепиться на болты вторая губка.
- Губки должны быть расположены четко против друг друга.
- Подготовленную шпильку положить концом, на котором находится гайка на металлическую пластину. Для обеспечения жесткости соединения следует выполнить сварку.
- Эту же шпильку с шайбой на конце следует приварить к уголку, который будет обеспечивать непосредственный обрабатываемого изделия.
- На свободном конце шпильки в отверстие шайбы устанавливается болт или шуруп для облегчения вращательных движений.
По окончании работ необходимо произвести зачистку оборудования металлической щеткой, обезжиривание растворителем, грунтование и окрашивание металлической поверхности. Так будет обеспечиваться защита от внешних воздействий и перепадов температур.
Оснастка подготовлена и сверлильный станок укомплектован. Теперь операции по сверлению отверстий можно выполнять уверенно.

Как работает оснастка
Самодельные тиски выполняют предназначенную функцию следующим образом:
- Свободный конец шпильки с шурупом на конце выворачивается, что дает возможность отодвинуть подвижную губку от неподвижной.
- Между губками устанавливает заготовка, с выполненной заранее разметкой для просверливания отверстия.
- Шпилька закручивается до тех пор, пока не обеспечится надежное зажатие заготовки.
Теперь заготовка установлена на рабочую платформу, и сверлильный станок готов к запуску и выполнению задач.
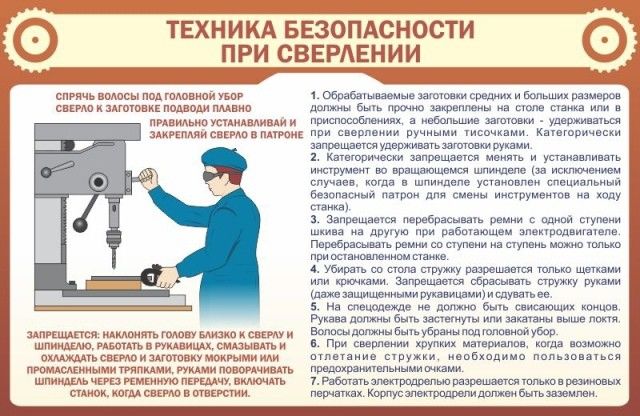
Техника безопасности
При выполнении работ не нужно забывать о собственной безопасности. Перечень мероприятий охраны труда:
- Использовать одежду, защищающую участки открытые участки тела.
- Обувь должна быть закрытого типа (в сандалиях, сланцах или тапках работать нельзя).
- Пользоваться защитными очками, а лучше защитным экраном.
- На голове должен быть головной убор.
- На рабочем месте не должно быть посторонних предметов.
Видео по теме: Самодельные тиски для сверлильного станка
Самодельные станочные тиски своими руками
Очень сложно держать металлическую заготовку руками и одновременно ее обрабатывать. Если необходимо жестко фиксировать деталь под углом, мастеру и вовсе не позавидуешь. Для такой работы просто необходимы тиски. Но большинство производителей не включают в комплект оснастку, которая автоматически повышает стоимость оборудования. Фабричные фрезерные тиски стоят относительно недорого и, тем не менее, некоторые умельцы умудряются сделать своими руками самодельные аналоги. Хотя это совсем непросто.
Виды и назначение тисков
Дополнительные приспособления для фрезерного станка бывают универсальными и специальными. Поворотные станочные тиски относятся к универсальному типу оснастки, их можно использовать для работы на различном оборудовании с разными заготовками. Существует несколько видов тисков для выполнения специальных операций.
Станочные поворотные тиски предназначены для закрепления деталей на станке во время обработки: фрезерования, сверления, шлифования и других. Их используют в единичном или массовом производстве на оборудовании следующих типов:
- фрезерных станках;
- сверлильных станках;
- обрабатывающих центрах;
- электроэрозионных станках;
- плоскошлифовальных станках;
- станках с числовым программным управлением.
Тиски удобно использовать для измерения деталей и их поверки.
Виды тисков для фрезерных аппаратов:
- неповоротные тиски;
- 2-х поворотные;
- глобусные или 3-х поворотные;
- поворотные.
Виды тисков для шлифовальных аппаратов:
- лекальные;
- прецизионные;
- модульные;
- самоцентрирующиеся;
- синусные.
Тиски фрезерного типа различаются по степени механизации и бывают:
- с пневматическим приводом;
- с ручным приводом на винтовой передаче;
- с гидроусилителем прижима.
Основное требование к универсальной оснастке — точность выполняемых манипуляций. Этот показатель является определяющим для использования тисков на оборудовании различного типа. Поворотные модели пользуются большим спросом, потому что предоставляют большие технические возможности использования и более удобны.
Конструкция и принцип действия поворотных тисков

Изготавливают инструмент из ковкого чугуна или нержавеющей стали. Для дополнительной прочности все функциональные грани закаляются и шлифуются.
Конструкция любых тисков содержит: основание, пару зажимных губок, одна из которых жестко зафиксирована, вторая подвижна, направляющую и зажимной винт. В дополнение к базовым элементам, поворотные оснащены дополнительными деталями, которые расширяют их функционал.
Основание представляет собой планку, на которую крепятся зажимы, винт и все передаточные механизмы. Губки (по-научному зажимы) располагаются на подшипниках, к одному из них прикрепляется прижимной винт. В самодельных конструкциях можно использовать простой стержень с нарезанной резьбой. Заводская модификация подразумевает размещение на винте шестеренок передачи. Система приведения в движение губок может быть различной. Самая простая — винт вращается в резьбе корпуса и своим концом толкает зажим. То есть при кручении винта вправо губки сближаются, при вращении влево — отодвигаются.
В поворотных моделях механизм перемещения зажимов обычно значительно совершеннее и содержит шестеренки передачи. Шестеренки могут быть конусными или прямоугольными.
Прижимные планки
Одна из особенностей устройства — наличие прижимных планок. Планка захватывает деталь и после этого фиксируется на основании. Планки выполняются разнообразных форм: крестовины, ровной пластинки, угольника, подковы.
На наиболее совершенных поворотных тисках планки оснащены пружинными устройствами, которые позволяют максимально удобно обрабатывать заготовку.
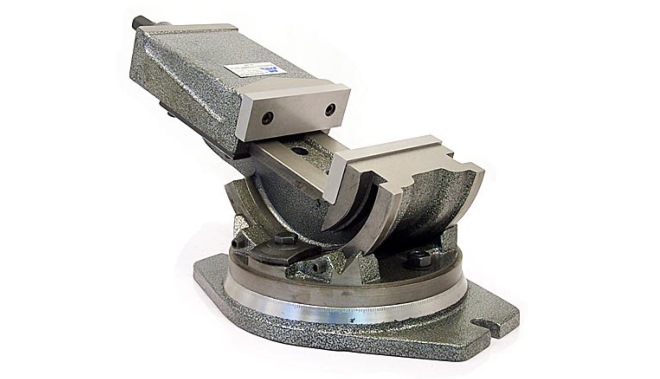
Особенность поворотной конструкции в том, что обычные тиски устанавливают на поворотный стол, который может перемещаться прямо и по кругу. Благодаря этому деталь можно своими руками перемещать на углы от -10 до +90 градусов, крутить в плоскости на 360 градусов и фиксировать в любом необходимом положении. У многих моделей основание съемное.
Жесткость это второе необходимое требование к станочным тискам. Устанавливаются на станок они по шпоночному типу и накрепко фиксируются болтами.
Основные технические характеристики:
- габариты губок (ширина, высота, развод);
- высота и длина;
- усилие зажима;
- продольное и поперечное перемещение;
- масса.
От габаритов зависят размеры деталей, которые можно будет надежно удерживать. Усилие зажима у инструмента с ручным приводом варьируется от 20 000 до 55 000 Н. Минимальный вес устройства составляет 7 кг, самые крупные модели весят более тонны.
Изготовление поворотных тисков своими руками

Чтобы своими руками сделать поворотные тиски, необходимы навыки в металлообработке, сварке и соответствующее оборудование. Самодельное устройство своими руками выполняется из нержавеющей стали.
- Изготавливается струбцина, которая будет удерживать на верстаке самодельные тиски.
- Вырезаем своими руками две стальные пластины, в которых просверливаем по 3 отверстия для направляющих. Свариваем каретку и собираем конструкцию: в среднее отверстие вставляем штырь с резьбой, по краям гладкие штыри — направляющие для прижимной губки. На свободный конец винтового штыря прикрепляем ручку для удобства управления.
- Своими руками на болты прикручиваем неподвижную губку, головки болтов утапливаем в касательной поверхности, гайки располагаем с внешней стороны. Чтобы сделать держатель для прижимной губки, используем сварку. Держатель представляет собой уголок с тремя треугольными ребрами жесткости. К каретке горизонтальная часть держателя крепится на болты. Саму губку также фиксируем болтами. Это позволит в будущем менять губки, например, можно сделать дополнительные из уголка для фиксации труб.
- Изготавливаем своими руками шарнир для изменения положения заготовки. Для этого опять придется воспользоваться сварочным аппаратом. Положение фиксируется с помощью штыря с резьбой и пары гаек.

Более простую самодельную поворотную конструкцию можно собрать своими руками из обычных столярных тисков, трещотки для плашек, трубореза и шаровой опоры. Токарные работы понадобятся при изготовлении переходника на шаровую опору. Недостаток этой модели в том, что в плашки удобно вставлять только круглые заготовки. Кроме этого, верхняя часть свободно двигается в шаровой опоре, не продуман фиксатор. Но в качестве примера для доработок и размышлений такая конструкция имеет право на жизнь.
Станочные тиски для сверлильного станка: виды, особенности
Тиски, используемые для оснащения сверлильного станка, выполняют очень важную функцию. Они обеспечивают надежную фиксацию детали, что необходимо для того, чтобы сверление было выполнено с максимальной точностью. На современном рынке представлено большое разнообразие моделей тисков для сверлильных станков. Каждая из этих моделей имеет свои конструктивные особенности и сферы применения.
Станочные тиски из литейного чугуна, предназначенные для простых сверлильных операций
Назначение и использование тисков для сверлильного станка
Сверлильные станки, которые могут быть как напольными, так и настольными, предназначены для того, чтобы формировать отверстия в деталях, изготовленных из разных материалов. Выполнить такую технологическую операцию с максимальной точностью и безопасностью и позволяют, как было указано выше, тиски для сверлильных станков.
Не все модели сверлильного оборудования имеют в своей базовой комплектации тиски. Последние, хотя и незначительно, повышают стоимость станка. Объясняется отсутствие в базовой комплектации оборудования такого приспособления, как тиски сверлильные, еще и тем, что при работе с заготовками из мягких материалов (древесины, пластика и др.) они могут и не потребоваться. При сверлении отверстий в таких материалах создаются очень незначительные силы резания, и удержать заготовку несложно своими руками.
Использование тисков при сверлении металлов значительно повышает точность и безопасность работы
Особенно незаменимыми станочные тиски являются в тех случаях, когда деталь для выполнения сверления необходимо выставить под определенным углом. Конечно, вместо тисков для сверлильного станка можно использовать несложные зажимные приспособления, которые не составит труда изготовить своими руками. Однако, если вас интересует надежность фиксации заготовки, безопасность выполнения работ на станке и высокая точность осуществляемых технологических операций, лучше приобрести серийные модели. В большинстве случаев справятся с такими задачами и самодельные тиски для сверлильного станка.
Чертеж малогабаритных самодельных тисков: 1 – корпус; 2 – губка подвижная; 3 – винт; 4 – втулка; 5 – вороток; 6 – фиксатор; 7 – шайба; 8 – штифт (нажмите для увеличения)
Конструкция и принцип действия зажимных приспособлений
Поскольку станочные тиски необходимы для надежной фиксации детали в процессе обработки, они состоят из прочных стальных элементов. В зависимости от типа и назначения станочных тисков их конструкция может серьезно варьироваться.
Самыми недорогими и наименее функциональными являются тиски неповоротного типа, но у таких моделей наиболее жесткая конструкция. К слову, самодельные тиски для сверлильного станка чаще всего относятся к неповоротным.
В среднюю ценовую категорию входят поворотные модели, функциональность которых позволяет выполнять операции сверления более эффективно. Достоинства тисков первого и второго типа объединяются в универсальных приспособлениях для сверлильного станка, что, естественно, делает стоимость таких устройств достаточно высокой.
Даже тиски одного типа, но произведенные разными компаниями, могут иметь определенные конструктивные отличия. Это объясняется тем, что каждый из производителей старается наделить свою продукцию дополнительными опциями, сделать ее более надежной и удобной в работе.
Профессиональные станочные тиски могут комплектоваться различными зажимными планками
Какими бы функциональными возможностями ни обладали станочные тиски, основу их конструкции составляют обязательные элементы, к которым относятся:
- планки, выполняющие роль основания тисков;
- две губки, обеспечивающие зажим обрабатываемой заготовки;
- винт с ручкой, за счет которого обеспечивается перемещение подвижной зажимной губки;
- пластины, служащие рабочими элементами зажимных губок;
- ряд дополнительных деталей.
Устройство простейших станочных тисков
Планка, выполняющая роль основания, является несущим элементом, на котором фиксируются все остальные детали тисков. Именно на планке, которая изготавливается из жесткого и износостойкого металла, просверливается отверстие под винт, монтируются подвижная и неподвижная губки. Для обеспечения точности перемещения на нижней части подвижной губки имеется прямоугольный хвостовик, который вставляется в вырез, выполненный на неподвижной губке.
Хвостовик, отвечающий за параллельный ход губок
Винт, отвечающий за перемещение подвижной губки, находится с ней в соединении, что обеспечивается специальным стопорным кольцом. Вращаясь в резьбовом отверстии планки-основания, винт перемещает подвижную губку, обеспечивая тем самым зажим обрабатываемой на сверлильном станке заготовки. Чтобы понять, как работают тиски, можно посмотреть соответствующее видео.
И серийные модели, и самодельные тиски для сверлильного станка могут быть выполнены по различным схемам воздействия винта на подвижную губку. В простейших моделях тисков, которые несложно изготовить своими руками, винт напрямую соединен с подвижной губкой, которую он либо тянет (разжимает губки), либо толкает (сжимает губки), что зависит от направления его вращения. В более сложных моделях, к числу которых могут относиться как неповоротные, так и поворотные тиски, вращение винту передается за счет шестеренных передач, что облегчает работу оператора сверлильного станка. Благодаря шестеренным передачам требуется совсем небольшое усилие, чтобы сжать или разжать губки тисков.
Следует иметь в виду, что наличие шестеренного механизма совсем не является критерием, на котором следует акцентировать внимание при выборе зажимных приспособлений для сверлильного станка. Многие известные производители, продукция которых пользуется успехом у специалистов во всем мире, выпускают устройства, принцип действия которых реализован по стандартной схеме, что не делает их менее эффективными или неудобными в использовании.
Тиски с гидравлическим усилением обеспечивают стабильное сжатие, независимое от ударов и вибраций
Важными конструктивными элементами тисков любого типа, испытывающими значительные нагрузки в процессе работы и обеспечивающими надежность фиксации обрабатываемой заготовки, являются прижимные пластины, или планки. Такие элементы, изготавливаемые из прочного металла, крепятся к рабочим поверхностям зажимных губок при помощи винтовых соединений.
В стандартном исполнении прижимные планки имеют плоскую рабочую поверхность, на которую нанесена крестовая насечка. Используются и более специализированные типы планок, которые необходимы для обработки заготовок определенной формы. Рабочие поверхности таких планок могут быть выполнены в различной форме (угловая, вогнутая и др.). В некоторых современных моделях тисков прижимные планки могут быть подпружиненными. Такая конструкция позволяет несколько повысить удобство фиксации деталей в зажимном приспособлении сверлильного станка.
Тиски с призматическими губками
Виды станочных тисков
Все тиски, используемые для оснащения сверлильных станков, можно разделить на два основных типа:
Тип тисков подбирают в зависимости от того, какие технологические задачи необходимо решить с их помощью.
Тиски данного типа часто называют стационарными. Они имеют наиболее простую конструкцию, поэтому их часто изготавливают своими руками. Принцип работы такого приспособления, фиксируемого на рабочем столе сверлильного станка в одном положении, описан выше.
Используя неповоротные модели тисков, в детали можно сделать только одно отверстие, после чего необходимо разжать губки приспособления и переставить деталь (либо переместить сами тиски по поверхности рабочего стола).
Чертеж высокоточных станочных тисков неповоротного типа
Тиски данного типа отличаются повышенной жесткостью конструкции, но требуют большего количества времени для выполнения вспомогательных технологических операций, если сравнивать их с поворотными моделями. Плюсом таких тисков для сверлильного станка является и то, что они отличаются доступной стоимостью.
Поворотные тиски – это своего рода координатные приспособления для сверлильного станка. Они позволяют, не разжимая обрабатываемую деталь, менять ее пространственное положение в процессе обработки. Устройства данного типа появились на рынке в тот момент, когда потребовалось сделать эффективные и надежные зажимные приспособления для обработки заготовок в условиях серийного производства.
Благодаря наличию специальной поворотной платформы губки с зафиксированной в них деталью могут вращаться на 360 градусов. Выполнив сверление в одном месте, такую платформу можно легко повернуть на требуемый угол, не разжимая деталь, и просверлить отверстие в другом месте.
При подборе поворотных тисков для сверлильного станка учитывают габаритные и посадочные размеры
Более продвинутые модели поворотных тисков за счет наличия на их основании крестовых направляющих позволяют не только поворачивать зажимные губки на требуемый угол, но и перемещать их в горизонтальной плоскости по двум осям. Сделать подобное устройство своими руками значительно сложнее, чем неповоротные тиски, но при желании можно. Такое приспособление для сверлильного станка позволяет значительно повысить производительность технологических операций, что особенно актуально для серийного производства.
Существует еще одна разновидность поворотных тисков для сверлильного станка. Их основание-платформа с достаточно сложной конструкцией позволяет поворачивать губки с зажатой в них деталью в трех плоскостях. Такие высокотехнологичные тиски, следить за манипуляциями с которыми очень интересно даже по видео, называются глобусными.
Глобусные тиски для сверлильного станка
Ещё одна разновидность поворотных тисков – синусные
Глобусные поворотные тиски благодаря своим функциональным возможностям позволяют выполнять наклонные отверстия в деталях. Для решения этой задачи не нужно кропотливо выбирать правильное положение детали в губках, на что всегда уходит достаточно много времени. Чтобы сделать наклонное отверстие, используя глобусные тиски, достаточно просто зафиксировать в них заготовку, а затем при помощи специального лимба повернуть подвижную платформу устройства на требуемый угол.
Описанные типы тисков отличаются различной степенью универсальности. Для работ на сверлильном станке в условиях домашней мастерской лучше всего выбрать простейшие неповоротные тиски. Как было сказано выше, их несложно сделать и своими руками. Однако перед тем как приступить к их изготовлению, следует запастись чертежами и посмотреть соответствующее видео в интернете.
Тиски станочные своими руками

Самодельные станочные тиски, сделанные умельцем своими руками: подробное изготовление тисков с фото и описанием.
Итак, для изготовления самодельных тисков, понадобится:
- Винтовая пара от домкрата.
- Уголок на 25 мм.
- Квадрат на 20 мм.
Был в наличии старый сломанный домкрат, решил сделать из него станочные тиски для домашней мастерской.






Из 25-го уголка нужно отрезать 4 заготовки длиной по 20 см.



В двух заготовках делаем продольные пропилы для крепления тисков к столу.


Соединяем уголки вот таким вот образом, привариваем между собой и шлифуем.


От квадрата отрезаем 3 заготовки длиной по 10 см. Отпиливаем и сверлим отверстия под крепление губок и центрального винта.


Далее, привариваем переднюю и заднюю стенку тисков, в передней просверлено отверстие 13,5 мм для винта.

Затем нужно проточить винт и нарезать на конце резьбу М6, в подвижной стенке делаем углубление диаметром 14 мм.



Привариваем гайку винта к передней стенке, лишнее срезаем.


Сделаем фиксатор подвижной стенки.



Делаем губки для тисков из толстой полосы металла.


Красим тиски и собираем конструкцию.

В итоге у нас получились самодельные тиски, с помощью этого приспособления можно зафиксировать заготовку в нужном положении и работать с ней: пилить, сверлить, точить, шлифовать и т. д.
Технология изготовления самодельных тисков для сверлильного станка
Не все модели станочного оборудования выпускаются совместно с тисками. Если их приобретать отдельно, то они довольно дорого стоят. Станочные тиски несложно изготовить самостоятельно. Для этого можно применить сподручные материалы.
Функциональное назначение тисков
Технологические операции по сверлению отверстий на специально предназначенном оборудовании выполняются с использованием тисков. С помощью последних заготовка надежно закрепляется, что позволяет с максимальной точностью настроить рабочее сверло. Металл для изготовления оснастки применяется прочный, в противном случае приспособление быстро износится.
Подготовка материалов
Чтобы изготовить станочные тиски следует подготовить материалы:
- Основание.
- Металлическая пластина 35 мм шириной, 8 мм толщиной.
- Профильная труба размером 20*40 мм, длиной 5 см
- Два уголка 50 *50 мм, 10 см и 8 см.
- Планки для губок
- Шпилька с гайкой и головкой болта с отверстием на одном конце. На конце шпильки тоже выполняется отверстие.
- На свободный конец шпильки следует подготовить гайку контровочную, сверху которой надевается шайба.
Для того чтобы оснастка была устойчива на платформе сверлильного станка необходимо изготовить основание. В качестве этого элемента предлагается использовать профтрубу 20*20 мм. Длину заготовок можно выполнить различную, учитывая размер рабочего основания сверлильного станка.
Для губок предлагается применить планки, выполненные из старых напильников. Предварительно следует прокалить для обеспечения прочности и просверлить в каждой из них по два отверстия для крепления болтов.
Каждую деталь по отдельности следует ошкурить или почистить металлической щеткой от заусениц и иных дефектов металла.
Отдельные детали подготовлены. Можно приступать к изготовлению приспособления.
Процесс изготовления
Самодельные тиски для сверлильного станка следует поэтапно собрать.
Технология выполнения работ:
- Профиль 20*40 мм устанавливается между заготовкой из профтрубы примерно на расстоянии от одного края 1/3 часть.
- Части рекомендуется закрепить на болтовые соединения, чтобы их можно было периодически разбирать и смазывать техническим маслом.
- Металлическую пластину плашмя расположить со стороны 2/3 части от установленного профиля, захватывая обе профтрубы.
- Эта деталь будет привариваться с помощью сварки.
- С противоположной стороны основания следует приварить уголок длиной 8 см по центру.
- С внутренней стороны к нему будет закреплена губка на болты.
- Уголок длиной 10 см будет расположен напротив уголка меньшего размера. И соответственно к нему тоже закрепиться на болты вторая губка.
- Губки должны быть расположены четко против друг друга.
- Подготовленную шпильку положить концом, на котором находится гайка на металлическую пластину. Для обеспечения жесткости соединения следует выполнить сварку.
- Эту же шпильку с шайбой на конце следует приварить к уголку, который будет обеспечивать непосредственный обрабатываемого изделия.
- На свободном конце шпильки в отверстие шайбы устанавливается болт или шуруп для облегчения вращательных движений.
По окончании работ необходимо произвести зачистку оборудования металлической щеткой, обезжиривание растворителем, грунтование и окрашивание металлической поверхности. Так будет обеспечиваться защита от внешних воздействий и перепадов температур.
Оснастка подготовлена и сверлильный станок укомплектован. Теперь операции по сверлению отверстий можно выполнять уверенно.
Как работает оснастка
Самодельные тиски выполняют предназначенную функцию следующим образом:
- Свободный конец шпильки с шурупом на конце выворачивается, что дает возможность отодвинуть подвижную губку от неподвижной.
- Между губками устанавливает заготовка, с выполненной заранее разметкой для просверливания отверстия.
- Шпилька закручивается до тех пор, пока не обеспечится надежное зажатие заготовки.
Теперь заготовка установлена на рабочую платформу, и сверлильный станок готов к запуску и выполнению задач.
Техника безопасности
При выполнении работ не нужно забывать о собственной безопасности. Перечень мероприятий охраны труда:
- Использовать одежду, защищающую участки открытые участки тела.
- Обувь должна быть закрытого типа (в сандалиях, сланцах или тапках работать нельзя).
- Пользоваться защитными очками, а лучше защитным экраном.
- На голове должен быть головной убор.
- На рабочем месте не должно быть посторонних предметов.