

Подставка для сварочного аппарата своими руками
Приспособления для сварки
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала. Еще хуже, когда элемент приваривается, но не в том положении, которое требуется — незаметно сдвинулся или деформировался после остывания металла. Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ. В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование — транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр. В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина — универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она — первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько — различных размеров и конфигураций.
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы — самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Установочно-закрепляющие приспособления
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.
Приспособления для сварки труб
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Приспособления с магнитами
Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Есть варианты и проще:
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками. Только важно помнить, что под воздействием высоких температур (некоторые магниты — под воздействием не очень высоких температур) постоянные магниты размагничиваются.
Газовые линзы
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
В качестве основного устройства для вторичной защиты используется металлический кожух («сапожок»), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы «сапожок» качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и «сапожок», но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Тележка для сварочного аппарата своими руками
Время чтения: 3 минуты
Современные сварочные агрегаты стали меньше и легче, некоторые модели можно даже повесить на плечо и забрать на высоту, чтобы произвести сварочные работы. Но эти утверждения справедливы относительно маломощных инверторов, которые приобретаются начинающими или домашними сварщиками. А что делать, если вы хотите купить большой профессиональный полуавтомат и при этом быть мобильным?

Самое простое и недорогое решение этой проблемы — сварочная тележка. Компактная тележка для сварочного аппарата позволит нагрузить ее, при этом удобно и быстро перемещать за счет колес. В этой статье мы расскажем, какой должна быть тележка и как сделать ее своими руками.
Общая информация
Тележка для сварочного полуавтомата с баллоном имеет предельно простую функцию — перемещение оборудования из одной точки в другую с минимальными физическими усилиями. Но, несмотря на такие простые требования, тележка должна быть изготовлена с учетом некоторых особенностей, чтобы быть максимально универсальной и удобной.
Прежде всего, определитесь с грузоподъемностью тележки. Сколько она должна выдерживать? 100? 200 килограмм? Именно с этого и стоит начинать проектирование, если вы собираетесь делать чертеж сами. Оптимальная грузоподъемность тележек под сварочный аппарат с газовым баллоном — 250 килограмм.
Также обратите внимание на дополнительные ниши и отсеки. Ведь помимо сварочного аппарата и баллона вам нужно хранить кабели, присадочную проволоку и прочие мелочи. Предусмотрите заранее места для хранения.
Конечно, лучшее решение — это покупная сварочная тележка, которая сделана профессионалами на производстве и испытана. Но если вы хотите сэкономить или представленная в магазине тележка вам не подходят по габаритам, то можно изготовить ее для полуавтомата с баллоном своими руками.
Тележка своими руками
Тележка под сварочный аппарат может быть изготовлена из различных материалов. Это может быть профильная труба, металлические пластины, металлические уголки и пр. Словом, все, что вам удастся найти в ближайшем магазине или у себя в гараже.
Сначала нарезаем заготовки в соответствии с вашим чертежом. Если у вас нет чертежа, можете использовать чертежи из открытого доступа. Например, такой:

Далее шлифуем детали, если это необходимо. Сварку нужно начинать с каркаса, и лишь затем приваривать полки, место под баллон и т.д. Если вы используете присадочную проволоку при сварке, то ее состав должен быть схож с составом металла, который вы варите. Это крайне важно для формирования прочных и надежных швов. А мы помним, что тележка должна выдержать немалый вес.
После сварки зачистите швы с помощью шлифовальной машинки или болгарки. Это делается исключительно из эстетических соображений. Если красота вашей работы вам не важна, то можете проигнорировать этот этап.
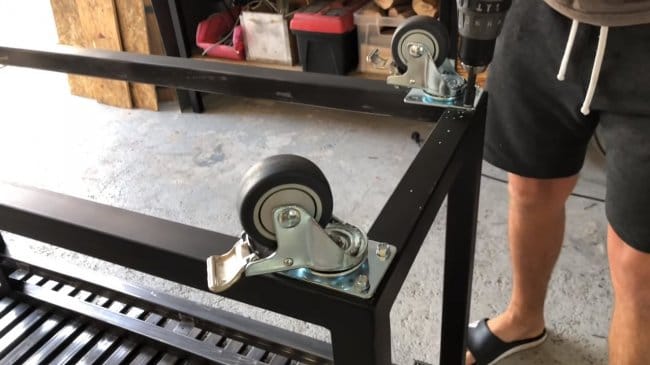
Положите сваренную конструкцию таким образом, чтобы получить доступ ко дну тележки. По краям приварите металлические пластины с колесами. Также колеса можно просто приварить прямо к каркасу. Сами колеса должны быть изготовлены из толстой резины и поворачиваться на 360 градусов.
Вот и все, тележка для сварочного полуавтомата своими руками готова. Данная варочная тележка достаточно проста в изготовлении, надежна и стоит совсем недорого. При желании вы можете покрасить тележку в какой-нибудь цвет. Мы советуем использовать аэрозольные краски (те, что в баллончиках). Они удобны и позволяют окрасить всю тележку за раз.
Вместо заключения
Сварочная тележка — это удобное и недорогое приспособление. Ее можно купить, а можно сделать своими руками с минимальными затратами. В некоторых случаях вам даже не придется покупать материалы для ее изготовления, если у вас есть в гараже обрезки профильных труб или подобных металлических деталей. В таком случае ваши затраты будут равны нулю.
А какая тележка у вас? Может быть, вы знаете иные виды конструкций, которые удобны и просты в эксплуатации? Поделитесь своим опытом в комментариях ниже. Ваш опыт будет полезен для других умельцев. Желаем удачи в работе!
Стол для сварочных работ из профильных труб


А еще достоинства стола в том, что не нужно постоянно лепить на деталь массу, провод которой обычно мешает. Для сварки нужно просто положить изделие на металлический стол и на нем уже будет масса. Столик для себя автор сварил из профильных труб. Столешница выполнена в виде решетки, через которую просыпается мусор на съемный поддон. Также в столе есть полочки для сварочного аппарата, электродов и прочих инструментов. Если вы хотите себе такой стол, предлагаю ознакомиться с проектом более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
— прямоугольные профильные трубы;
— OSB или подобный прочный листовой материал;
— листовая сталь для поддона;
— колесики для тележек;
— стальные пластинки;
— краска по металлу.
Процесс изготовления столика:
Шаг первый. Столешница
Первым делом нарезаем нужное количество материалов для изготовления столешницы. Она сделана из двух составляющих, это много отрезков труб непосредственно для решетчатой столешницы, а также еще два куска трубы в качестве основы, к которой все приваривается. Автор нарезает трубы болгаркой, это долго и неудобно, так как резать приходится с двух сторон. Хорошо бы для резки труб иметь торцовочную пилу или подобный станок.
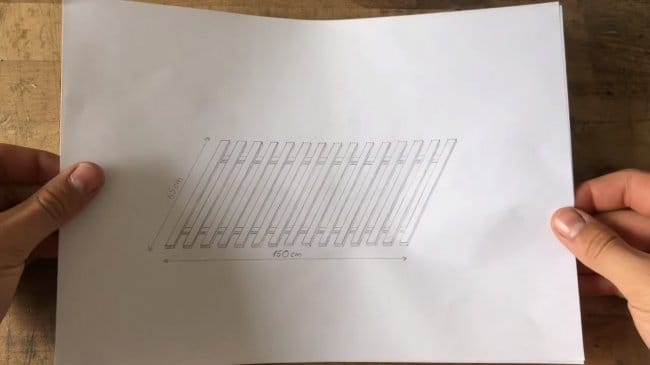

















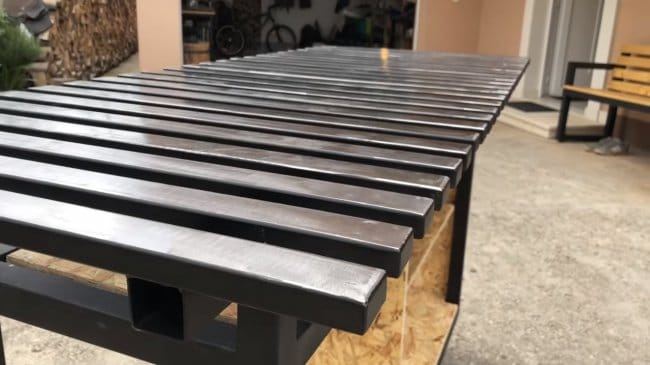
Нарезав нужное количество труб, автор заварил им торцы стальными пластинами и хорошенько зачистил сварные швы при помощи точильного диска. В итоге на вид получились своего рода слитки, которые на самом деле легкие, поскольку полые внутри. При желании можно просто поставить на трубы пластиковые заглушки, но все уже будет смотреться не так интересно. Вот и все, теперь из этих заготовок можно сваривать столешницу. В завершении на концах поперечин также привариваются куски труб, в итоге столешница получает прямоугольную раму.
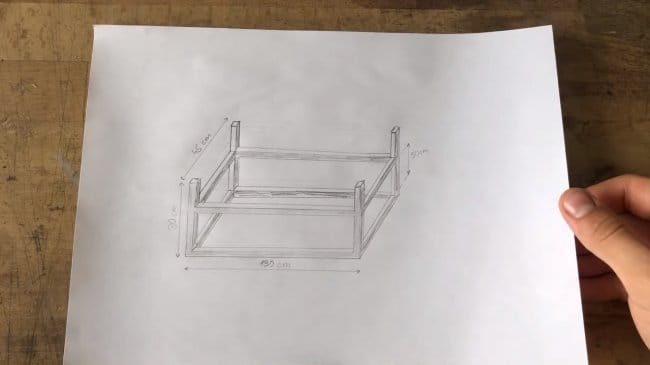
Шаг второй. Изготовление рамы и сборка
Собираем раму для стола, тут все уже немного сложнее, так как нужна повышенная точность и соблюдение прямых углов. Конечно, если у вас имеются магнитные сварочные угольники, а материал ровный, сварить раму не составит большого труда. Сварные швы можно зачистить, чтобы изделие казалось монолитным, так все будет смотреться интересно. Когда рама будет готова, можно прикрепить к ней столешницу, можно ее просто приварить, а лучше крепим при помощи болтов с гайками, чтобы столик можно было разобрать в случае транспортировки.
















Полка непосредственно под столешницей является поддоном, сюда будет падать шлак, раскаленная сталь и так далее. Чтобы мусор не поджег дерево, вырезаем из листового металла вставки и кладем их сверху. Когда мусора скопится много, можно просто вытащить лист и выбросить мусор.
Шаг шестой. Установка оборудования
Устанавливаем в отсек сварочный аппарат, массу крепим к столу, автор приварил для этого кусок арматуры. Под «плюсовой» провод автор сделал сбоку крюк, сюда удобно вешать провод с держателем электрода.
Помимо этого, на столе были расположены тиски, которые часто нужны для сварочных работ. Ну а в оставшиеся отсеки можно положить электроды, маску, а также другое оборудование и даже материалы, места хватит.
Вот и все, теперь столик полностью готов, самоделка получилась красивой и полезной. Надеюсь, вам проект понравился, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное, не забывайте делиться с нами своими идеями и самоделками!





Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Приспособления для сварки
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала. Еще хуже, когда элемент приваривается, но не в том положении, которое требуется — незаметно сдвинулся или деформировался после остывания металла. Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ. В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование — транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр. В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина — универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она — первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько — различных размеров и конфигураций.
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы — самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Установочно-закрепляющие приспособления
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.
Приспособления для сварки труб
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Приспособления с магнитами
Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Есть варианты и проще:
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками. Только важно помнить, что под воздействием высоких температур (некоторые магниты — под воздействием не очень высоких температур) постоянные магниты размагничиваются.
Газовые линзы
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
В качестве основного устройства для вторичной защиты используется металлический кожух («сапожок»), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы «сапожок» качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и «сапожок», но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Индивидуальный сварочный стол своими руками для удобной и безопасной работы мастера
Если в домашней мастерской сварочные работы производятся часто, просто необходимо иметь небольшой сварочный столик, благодаря которому можно будет при помощи сварочного аппарата выполнять сбору сложных изделий. Если изделие изготовить из металла, то оно будет служить заземляющим контуром. На полках стола можно разместить сварочный аппарат, инструменты, электроды и другие вспомогательные детали.
Сварочный стол призван повысить комфорт мастера, увеличить скорость и эффективность работы. Часто удается решить проблему путем использования стандартного покупного стола, но собственная конструкция является более предпочтительной.

Требования к столу для сварки
При работе используется ток с высоким напряжением, поэтому стол, предназначенный для сварочных работ, должен быть удобным и безопасным.
Конструкция стола должна отвечать таким требованиям:
- Над столом должна находиться принудительная вытяжка для того, чтобы выводить на улицу сварные газы и пыль из зоны проведения сварочных работ.
- Рекомендуется применять улиточный вентилятор, размещенный на небольшой высоте.
- По возможности столешницу нужно окантовать медной полосой. На ней очень удобно при зажигании дуги с электрода сбивать обмазку.
- Обязательно иметь местную подсветку зоны работы. Оптимальное напряжение для нее — 36 вольт, так что понадобится использовать понижающий трансформатор.
- В нижней части столешницы можно расположить полки для хранения электродов и вспомогательных инструментов: зубила, молотков, металлических щеток.
- Должно иметься закрытое отделение для хранения предметов, которые используются редко.
Самое главное требование — конструкция не должна состоять из огнеопасных материалов.

Виды конструкций
Чтобы производить сварочные работы в домашних условиях, можно использовать два вида столов: обычный, предназначенный для сварки средней сложности, и сборочно-сварочный, на котором выполняются более сложные задачи.
По удобству использования столы должны отвечать следующим требованиям:
- высота должна находится в пределах в 70–85 см;
- минимальные габариты поверхности — 80 × 100 см;
- высота стола вместе с защитным экраном — не ниже 140 см.
Простой сварочный стол своими руками
Изделие должно быть прочным, легко собираться, конструкция должна быть удобной для работы сварщика. Жесткая рама варится из металла, состоит из четырех стоек и уголка, также это может быть профильная труба. На высоте примерно 20 см от пола стойки соединяются при помощи уголков, сверху привариваются к раме, на которой располагается металлическая столешница. На ней могут иметься пазы для того, чтобы крепить свариваемые заготовки.

На стальной раме желательно для сварочного провода приварить кронштейны, рекомендуется под столешницей разместить поддон для сборки окалины и пыли.

Сбоку можно расположить тумбу с несколькими отделениями для того, чтобы хранить различные инструменты. Рядом желательно расположить подставку для емкости с водой.

Полупрофессиональный
Стол для сварки своими руками полупрофессионального назначения имеет довольно сложную конструкцию с дополнительной комплектацией. Его схема практически не отличается от простого изделия, но на ней предусмотрена установка дополнительного оборудования для металлообрабатывающих операций: фрезеровки, сверления и т. д. Также она может иметь встроенную вентиляционную систему.
Для жесткости конструкции ножки стола часто прикрепляются к полу при помощи бетонной стяжки или анкерных болтов. Особенностью такой конструкции будет то, что в этом случае рабочую платформу можно поворачивать, благодаря этому сварщик может варить с одного места.
Сборочно-сварные конструкции комплектуются:
- слесарными тисками;
- струбцинами;
- поворотными приставками.
Защитные ширмы, вентиляционные воздуховоды и другие материалы облицовки рабочей зоны выполняются из негорючих материалов. Раньше для этого использовалась асбестовая ткань. В настоящее время применяются современные материалы: базальтокартон или суперсил.
- Масса всей конструкции для жесткости должна иметь вес больше 180 килограмм.
- Рабочая зона должна освещаться без бликов, мешающие работе во время сварки.
- Конструкция должна снабжаться поворотным механизмом рабочей платформы и иметь встроенную вентиляцию.

Из каких материалов лучше изготавливать
Главное условие для материалов: устойчивость и способность выдержать большой вес обрабатываемых заготовок.
Для изготовления можно использовать:
- стальные уголки;
- профильные трубы;
- мелкие швеллеры;
- двутавровое железо с листовым прокатом.
Стойки стола для высокой прочности лучше всего изготавливать из профильной трубы сечением 60 × 60 × 2 мм или уголка 63 × 63 × 4 мм.
Рабочую поверхность желательно изготавливать из уголка или швеллера, установленного на ребро вверх плоскостью. Между деталями должно оставаться расстояние для струбцин и крепежных инструментов, с помощью которых свариваемые заготовки будут при надобности крепиться.
Вспомогательные конструкции для увеличения площади рабочей поверхности целесообразнее изготавливать из профильных труб, так как они легче уголка. Каркас экрана рекомендуется изготавливать из профильной трубы, а сверху накладывать тонкий лист металла. Экран желательно монтировать с боковыми бортами.
Самостоятельное изготовление стола для сварки
Проблема самостоятельного изготовления стола для сварки состоит в том, что на данный момент мало информации о таких конструкциях. Если брать за основу модели, которые изготавливаются для промышленных целей, то их чертежи довольно сложны, а многие функции невозможно использовать. Простой чертеж является альтернативой промышленным, его можно самостоятельно улучшить и доработать.
Необходимые инструменты и материалы
Чтобы создать комфортные условия для проведения сварочных работ, рекомендуется приобрести набор инструментов с функциями надежного крепления свариваемых деталей и возможностью быстро изменять их пространственное положение. Они должны быть прочными и стойкими к резким переменам температуры.
К таким инструментам можно отнести струбцины и зажимы, при помощи которых заготовки можно крепить к рабочему столу или между собой. Магнитное основание служит для фиксации мелких деталей, которые другими приспособлениями закрепить невозможно.

Определение размеров и заготовка деталей
В качестве примера можно использовать конструкцию, изготовленную из стального уголка и профилированных труб. Естественно, что изготавливать можно с другими размерами, материалами и изменять геометрические формы.

Столешница
Из сплошного полотна столешницу делать не рекомендуется. Поверхность лучше сварить из профильной трубы с размерами по периметру 60 × 40 × 2 мм. Внутренняя решетка варится из профиля, имеющего сечение 30 × 30 × 1,2 мм.
С помощью болгарки нарезаются заготовки труб.


В первую очередь монтируется наружная рама. Внутренний профиль вырезается по проему рамы и вставляется в ее середину на расстоянии около 40 мм, после сварные швы зачищаются при помощи болгарки.

Ножки
Четыре ножки вырезаются из трубы диаметром 50 мм. Их длина составляет около 760 мм.

Вырезанные стойки свариваются по углам крышки.

При приваривании ножек к крышке важно не допускать их перекоса. Они должны монтироваться с рамой четко под углом 90 градусов. Для обеспечения такого ровного угла, необходимо использовать угольник и рулетку.

Дополнительный пояс жесткости каркаса
После приваривания ножек к столешнице для увеличения жесткости конструкции дополнительно делается обвязка. Для этого на высоте 200−300 миллиметров ножки свариваются при помощи уголка сечением 40 × 40 миллиметров.

Уголок приваривается плоской стороной вниз. В середину уголка можно уложить полку из толстой фанеры или ДСП для хранения сварочного аппарата и инструмента.

Изготовление и монтаж ручки для переноса
Для удобства перестановки на другое место столик можно снабдить ручками. Они изготавливаются из круглого прута диаметром 14 миллиметров, имеют форму «П» и привариваются с двух сторон столешницы.

Колеса для передвижения
Стол желательно снабдить колесиками для удобства перемещения. Если изделие будет стационарным, то средства передвижения лучше не использовать, потому что при работе конструкция будет неустойчива. Придется снабжать колеса тормозами.

Ниша под инструменты
Инструменты хранятся в специальном ящике, который может быть выполнен из листового металла или ДСП. Лучше всего изготовить отдельную тумбочку с несколькими полками, на которых и размещается инструмент.

Защитный кожух
Защитный кожух предназначен для того, чтобы не допустить брызг металла, разлетающихся при сварке. Каркас делается из уголка, а короб — из тонкого металла. Он крепится к верхней плоскости штифтами. При работе с деталями, которые выступают за габариты стола, защитный кожух снимают.

Снизу можно приварить ванночку с невысокими бортиками для окалины. Ее устанавливают с наклоном, чтобы окалина постепенно собиралась к нижнему краю.

Посмотрите видео, где показан процесс изготовления полупрофессионального сварочного стола.
Дополнительные инструменты
Для максимально комфортных условий работы рекомендуется дополнительно приобрести набор инструментов для надежной фиксации деталей — струбцины и зажимы.
Магнитное основание служит для фиксации мелких деталей, которые невозможно закрепить другими приспособлениями.
Меры безопасности во время сварки
Для того, чтобы проводить сварочные работы было удобно и безопасно, необходимо соблюдать простые правила. Выполнение этих требований поможет также повысить качество выполняемых работ.
- Работать можно только в проветриваемых помещениях или в местах, где имеется вытяжная вентиляция.
- Пользоваться всеми необходимыми для сварщика средствами личной защиты: специальной невозгораемой одеждой, обувью, кожаными или брезентовыми рукавицами, сварочной маской или щитком, а в отдельных случаях респиратором.
- Изолировать все соединения сварочных кабелей, их изоляция должна не иметь повреждений.
- С рабочего места убираются все возгораемые материалы и вещества.
- Обязательное освещение рабочего места устанавливается без наличия бликов и миганий.
На что обратить внимание, когда приходится выбирать готовые столы
Выбирая стол для домашней мастерской, лучше всего отдать предпочтение более универсальной конструкции. Такие сварочно-сборочные виды верстаков подойдут как для работы с оборудованием, так и для других функций: шлифовки, сверления, заточки, расклепки и прочих.
По внешнему виду — это стальная поверхность, которая собрана из полос металла, имеет отверстия и прорези для крепления струбцин и тисков.
Выбирая такой стол нужно руководствоваться следующими требованиями:
- Рабочая зона выполнена из негорючего и тугоплавкого материала.
- Надежность и устойчивость конструкции, которая обеспечивается за счет веса в 180-200 кг.
- Возможность вращать рабочую поверхность в требуемом направлении.
- Для установки сверлильного или фрезерного оборудования такие верстаки должны иметь пазы в поверхности, а конструкция обеспечивать надежность при различных нагрузках.
Видео
На видео представлен готовый сварочный стол и показаны практически все его технологические свойства.
Какие приспособления помогают проводить сварку
При производстве сварочных работ необходимо надежно закрепить свариваемые детали между собой и удобно расположить. Некоторые виды сварки можно осуществлять только в определенном положении, соответственно должен быть расположен и сварочный стык.
Надежность крепления также важна. Во время сварочных работ по шву возникают большие напряжения, которые должны до конца процесса компенсироваться закрепляющим оборудованием.
Виды вспомогательных механизмов
Различные механизмы и подсобные детали изготавливают на предприятиях и в домашних условиях. Простейшие из них легко сделать своими руками. В общем случае вспомогательные приспособления для сварки бывают трех видов:
- механизмы для установки, сборки, предварительной фиксации;
- зажимные приспособления;
- комбинированные устройства.

Первый вид приспособлений применяют, чтобы установить детали в нужном для сварки положении. Зажимные сварочные приспособления жестко их фиксируют, не дают соскользнуть, повернуться. Комбинированные устройства выполняют обе функции.
Выбор приспособлений связан с условиями выполнения работ. Он также зависит от требований к точности изготовления заготовок, требований к зазорам, конструкции в целом.
К вспомогательным приспособлениям предъявляют определенные требования. Они должны обеспечивать свободное перемещение свариваемых деталей, вызванное нагревом в зоне сварки.
Если варят крупногабаритные изделия, необходимо обеспечить закрепление только в местах сваривания. Для сварщика должен быть обеспечен свободный доступ к месту сварки. Необходимо также обеспечивать быстрое отведение выделяемой теплоты.
Устройства для варки бывают специальными или универсальными. Например, специальный стенд для сборки и сварки рамных изделий представляет собой стол с фиксаторами.
Универсальные стенды выглядят так же, только имеют дополнительные устройства для крепежа изделия, и за счет этого могут фиксировать большую номенклатуру заготовок.
Фиксаторы
 К фиксаторам относятся устройства, обеспечивающие устойчивое положение свариваемого изделия. Они выполняются в виде карманов, упоров, установочных пальцев, призм и шаблонов.
К фиксаторам относятся устройства, обеспечивающие устойчивое положение свариваемого изделия. Они выполняются в виде карманов, упоров, установочных пальцев, призм и шаблонов.
Съемные упоры используют в универсальных стендах, когда необходимо настроится под конкретное изделие, или невозможно снять изделие без его деформации.
Пальцы позволяют точно установить заготовку, их обычно применяют при работе с изделиями, имеющими обработанные плоскости. Призмы используют при сварке различных труб.
Шаблоны представляют собой конструкцию, которая повторяет контур свариваемого изделия. Детали устанавливают в шаблон, сваривают, в результате получаются одинаковые изделия при повторении процесса сварки. Несущим элементом становится сама деталь, а шаблон задает форму.
При единичном изготовлении того или иного изделия, иногда требуется фиксация нестандартным способом. Бывает также, что нет под рукой необходимого приспособления.
В этом случае сварщик сам мастерит его из подручных материалов. Для изготовления самодельных приспособлений для сварки достаточно нескольких обрезков уголков и пары струбцин.
С их помощью можно получить простой и надежный фиксатор. Если нужно получить фиксатор для соединения под прямым углом достаточно приварить уголки перпендикулярно друг к другу, и прихватить их третьим уголком.
Приварив в нужных местах струбцины, получают фиксатор для перпендикулярного соединения изделий. То есть при необходимости сварщик сам может себя обеспечить требуемыми приспособлениями.
Прижимы и стягивающие устройства
 Важную роль играют прижимные (зажимные) приспособления. Они прижимают заготовки к фиксаторам или плоскостям оснастки, и бывают механическими, пневматическими и магнитными.
Важную роль играют прижимные (зажимные) приспособления. Они прижимают заготовки к фиксаторам или плоскостям оснастки, и бывают механическими, пневматическими и магнитными.
Механические прижимы очень просты по конструкции, поэтому самые распространенные. Они надежны, редко выходят из строя и недорогие по цене. Механические приспособления бывают клиновыми, винтовыми и пружинными. Клиновые прижимы обычно используют при выравнивании кромок изделия, при поджиме соприкасающихся частей свариваемых деталей.
Но самые распространенные и универсальные приспособления – винтовые прижимы, их еще называют струбцинами. Они используются большей частью при единичном изготовлении и в домашнем хозяйстве, требуют много времени на установку. Пружинные прижимы используют при сварке мелких и тонких заготовок.
В качестве вспомогательных приспособлений для сварки можно применять пневматические устройства. Они имеют высокое быстродействие, отличаются точностью и «мертвой хваткой».
Так как сжатый воздух упруг, то устройство обеспечивает мягкую компенсацию деформаций возникающих при сварке. Пневматические системы используются в основном при массовом производстве с высоким уровнем механизации. Для захвата и прижима тяжелых деталей (1 тонна и более) используют гидравлические прижимные системы.
Магнитные прижимы (их еще называют держателями) просты в использовании, быстро устанавливаются и снимаются. Их применяют для выравнивания кромок и прижатия плоских изделий к основанию стенда через флюсовую подушку. На предприятиях наибольшее распространение получили электромагнитные прижимы, а в частном пользовании популярны постоянные магниты.
К стягивающим приспособлениям относятся всевозможные стяжки, распорки и домкраты. Они имеют самое разное устройство, иногда довольно сложные конструкции, используются для стягивания и распора заготовок в процессе сварки.
Механизированные стенды
При сварке много времени уходит на подготовительные работы. В этих условиях роль устройств механизации не менее важна, чем сама сварка. Зачастую она вообще незаменима.
Использование стендов, стеллажей и плит позволяет прочно крепить заготовки. Изделие предварительно собирают, и затем уже фиксируется на стенде в требуемой позиции. Стенды часто используют при сварке габаритных, плоских деталей, которые фиксируют электромагнитами или другими прижимами.
Кантователи
 Для поворота крупногабаритных конструкций применяют так называемые кантователи. Они бывают роликового и цевочного типа, рычажные, центровые и цепные.
Для поворота крупногабаритных конструкций применяют так называемые кантователи. Они бывают роликового и цевочного типа, рычажные, центровые и цепные.
Роликовые приспособления используют для поворота больших цилиндрических конструкций. Они полезны при производстве круговых соединений, имеют несколько роликов: один ведущий, остальные используются без привода.
Во избежание проскальзывания ведущий ролик обеспечивается резиновым бандажом. Для кантования конических деталей применяются соответствующие механизмы. Они имеют несколько пар роликов расположенных под углом друг к другу.
Рычажные кантователи используют при поворотах плоских деталей. Центровые приспособления применяют, когда требуется повернуть изделие на 360 °. Цепные устройства используют при сварке крупных деталей большой длины.
Манипуляторы
 Эти устройства приспособлены для поворота свариваемого изделия в процессе работы. Манипулятор может поворачивать деталь в вертикальной и горизонтальной плоскости, делать наклоны под разный угол в горизонтальной плоскости, что обеспечивает получение качественного сварного шва.
Эти устройства приспособлены для поворота свариваемого изделия в процессе работы. Манипулятор может поворачивать деталь в вертикальной и горизонтальной плоскости, делать наклоны под разный угол в горизонтальной плоскости, что обеспечивает получение качественного сварного шва.
Манипуляторы бывают установочные и сварочные. Первые тип приспособлений, их еще называют позиционерами, производит установку заготовки в нужную точку и в требуемом положении, удобном для сборки. Сварочные манипуляторы перемещают изделия по заданной траектории со скоростью, необходимой для производства сварки.
Основными характеристиками манипуляторов является его грузоподъемность, максимально возможные габариты и количество степеней свободы его планшайбы, к которой крепится свариваемая деталь.
На производствах для сварочных работ обычно имеется целый комплекс приспособлений, обеспечивающих установку заготовок в нужной позиции, способных перемещать их по вертикали и горизонтали, вращать.
Дополнительно используются рельсовые пути, тележки и другие приспособления, способствующие ускорению и облегчению процесса сварки. Применяя стандартные, отработанные средства, сварочный процесс происходит значительно быстрее и эффективнее, хотя использование самоделок никогда не вредит этому.