

Сварка полуавтоматом алюминия для начинающих видео
Сварка алюминия полуавтоматом в аргоне видео


сварка алюминия полуавтоматом MIG/MAG

Сварка алюминия полуавтоматом AuroraPRO OVERMAN 180

TIG сварка алюминия для чайников Ч.1 (1/3)

Сварка алюминия в аргоне. Настройка аппарата на примере INTER TIG 200 AC/DC PULSE

Сварка в среде газовой смеси аргона и углекислого газа

Сварка алюминия полуавтоматом Tesla MIG MAG TIG 303

Сварка алюминия полуавтоматом в среде аргона

Учимся варить аргоном алюминий.

Аргонная сварка для новичков. Обучение аргонодуговой сварке. Как правильно варить аргоном

Аргонная сварка алюминия, чугуна, нержавейки/argon welding

сварка алюминия в аргоне полуавтоматом ариа

Сварка вертикального шва аргоном

Аргонодуговая сварка алюминия.Теория и практика.

Как варить алюминий без аргона,а инверторной сваркой(Ремонт крышки вариатора 139QMB) [перезалито]

сварка алюминия аргоном урок 2

Сварка алюминия Tig (ремонт диска)


Время сварки@3 — Сварка алюминия для начинающих

Сварка алюминий банки, Aurora PRO INTER TIG 200 AC/DC PULSE.

Сварка алюминия для начинающих

Сварка порошковой самозащитной проволокой (без газа) OVERMAN (160/180/200) и SPEEDWAY 175

Аргонная (аргоновая) сварка TIG. Часть 1

Сварка алюминия для начинающего сварщика Настройка Aurora InterTIG 200 AC DC PULSE

Сварка алюминия аргоном.

Сварка алюминия электродом по алюминию Попытка номер два

Сварка нержавейки, качество сварного шва .

TIG Сварка алюминия на постоянном токе, обычным инвертором DC.

Преимущества сварки в смеси Ar + CO2.wmv

Аргонодуговая сварка нержавейки (РУССКИЙ ПЕРЕВОД)

Примеры искусной аргонодуговой сварки

Сварка корня трубы,аргон.

Аргонодуговая сварка алюминия. Часть 3

Импульсный режим в полуавтомате для сварки алюминия в среде аргона.

Аргонная сварка или поделки по красоте

сварка алюминия аргон полуавтоматом ариа 260 пром ультра

Сварка толстого алюминия полуавтоматом с импульсным режимом АРИА МИГ 260 ПРОМ

Сварка алюминия полуавтоматом SPEEDWAY 160

Качество сварных швов на алюминии. Сварка алюминия полуавтоматом с насадкой по алюминию.

Сварка алюминия в среде аргона

Как превратить инвертор для ручной сварки в полуавтомат

Полуавтомат Tesla MIG/MAG/TIG/MMA 303 отзыв Владимира Владимировича, г.Тячев

Техника аргонодуговой сварки нержавейки с наложением многослойных швов

Доктор сварка фильм 1 — сварка нержавеющей стали (сварка нержавейки) ЗВОНИ 8 (812) 677 20 14

Сварка полуавтоматом порошковой проволокой без газа

Как «заварить» дюралюминиевый капот без аргона?

Полуавтоматическая сварка без газа HOT MIG-1

Секрет СВАРКИ ЧУГУНА.

Как варить красивые швы начинающим сварщикам
Новости
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Где купить металлорукав  Для защиты электрических кабелей и проводов самого разного назначения давно уже найдено отличное решение — использование металлорукавов. С их помощью производится укладка силовых линий в траншеях, прокладываются
Для защиты электрических кабелей и проводов самого разного назначения давно уже найдено отличное решение — использование металлорукавов. С их помощью производится укладка силовых линий в траншеях, прокладываются
Сравнительный микроскоп  Новый фитнес-трекер Mi Band 4 от Xiaomi – один из лучших гаджетов 2019 года. В отличие от своих предшественников он оснащен цветным 0.95-дюймовым AMOLED экраном, для которого сам производитель уже придумал
Новый фитнес-трекер Mi Band 4 от Xiaomi – один из лучших гаджетов 2019 года. В отличие от своих предшественников он оснащен цветным 0.95-дюймовым AMOLED экраном, для которого сам производитель уже придумал
Бетонные заводы и вибропрессы Рифей  Светодиодные лампы являются безопасным, долговечными и более экономически эффективными. Они имеют основополагающее значение в создании более экологически устойчивого и энергоэффективного бытового
Светодиодные лампы являются безопасным, долговечными и более экономически эффективными. Они имеют основополагающее значение в создании более экологически устойчивого и энергоэффективного бытового
Светильники споты  Светодиодные лампы являются безопасным, долговечными и более экономически эффективными. Они имеют основополагающее значение в создании более экологически устойчивого и энергоэффективного бытового
Светодиодные лампы являются безопасным, долговечными и более экономически эффективными. Они имеют основополагающее значение в создании более экологически устойчивого и энергоэффективного бытового
Доставка цветов Днепр  Еще не определились с почтовым сервисом? Обязательно прочтите нашу статью о том, какую электронную почту стоит выбрать. Деловому человеку удобно использоваться имя и фамилию в адресе. В большинстве случаев
Еще не определились с почтовым сервисом? Обязательно прочтите нашу статью о том, какую электронную почту стоит выбрать. Деловому человеку удобно использоваться имя и фамилию в адресе. В большинстве случаев
Хорошая ювелирная мастерская  Ювелирные изделия пользовались спросом всегда. Одних привлекает возможность сохранить свои деньги, вложив их в драгоценные камни и золото. Других же, помимо ценности ювелирных украшений, манит их красота.
Ювелирные изделия пользовались спросом всегда. Одних привлекает возможность сохранить свои деньги, вложив их в драгоценные камни и золото. Других же, помимо ценности ювелирных украшений, манит их красота.
Вызов мастера на час  Когда вы находите дома старые часы, и они не идут, хочется тут же разобрать их и починить. Правда, для этого понадобится кропотливость и внимательность. И труднее всего может оказаться процесс снятия
Когда вы находите дома старые часы, и они не идут, хочется тут же разобрать их и починить. Правда, для этого понадобится кропотливость и внимательность. И труднее всего может оказаться процесс снятия
Ковролин  После приобретения квартиры нужно перевезти туда все вещи, технику, мебель. Здесь важно учесть все детали и правильно распланировать переезд. Сперва нужно разложить все вещи. Для их упаковывания пригодятся
После приобретения квартиры нужно перевезти туда все вещи, технику, мебель. Здесь важно учесть все детали и правильно распланировать переезд. Сперва нужно разложить все вещи. Для их упаковывания пригодятся
Бассейн руза  Нашим современникам довольно часто приходится путешествовать и проводить немало времени вне дома. Разумеется, даже вдали от дома хочется чувствовать себя в комфорте и в уютной, приятной обстановке. Несмотря
Нашим современникам довольно часто приходится путешествовать и проводить немало времени вне дома. Разумеется, даже вдали от дома хочется чувствовать себя в комфорте и в уютной, приятной обстановке. Несмотря
Особенности сварки алюминия полуавтоматом – технология и оборудование
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. Однако освоить этот сложный процесс может почти каждый желающий, затратив на это не так уж много времени и приложив к обучению свое старание и желание овладеть новыми полезными навыками.

Процесс сварки алюминия полуавтоматом
В чем заключаются особенности и сложности сварки деталей из алюминия
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.

Зачистка алюминиевой заготовки углошлифовальной машиной
Подготовка деталей из алюминия и сплавов на основе данного металла к сварке должна решить сразу две задачи: удаление с поверхности металла тугоплавкой окисной пленки и исключение возможности деформации соединяемых заготовок в процессе выполнения сварочных работ.
Пленку удаляют при помощи механической зачистки области соединения металлическими щетками, напильниками и шлифовальными машинками либо специальными флюсами. Чтобы избежать деформации соединяемых деталей в процессе сварки, их предварительно нагревают в печах или при помощи газовой горелки.
Качественно выполненное сварное соединение алюминиевых деталей
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
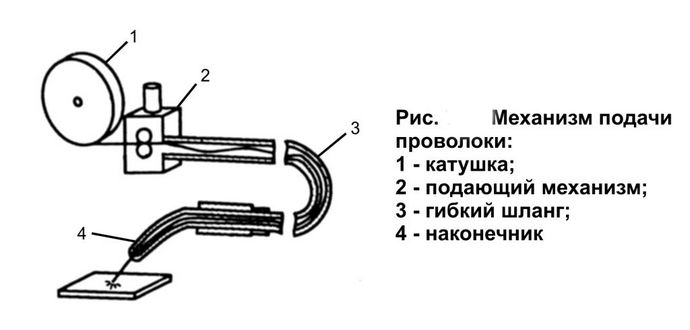
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.

Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Условия сварки алюминия
Алюминий, являясь металлом с высокими прочностными характеристиками, требует особых условий при выполнении сварки. При соблюдении этих условий можно варить детали из данного металла и своими руками.
- Поверхности соединяемых заготовок должны пройти обязательную очистку от окисной пленки, для чего можно использовать механические или химические способы.
- Необходимо применение наконечника с отверстием большего диаметра, чем диаметр сварочной проволоки.
- Сварку следует выполнять в среде защитного газа, в качестве которого преимущественно используется аргон.
- Требуется следить за стабильностью длины сварочной дуги. Интервал этого параметра должен составлять 12–15 мм. Следует также контролировать скорость выполнения сварки, которая не должна быть слишком высокой (в противном случае не получится достичь качественной проварки соединяемых деталей).
- Если сварка выполняется без использования защитного газа, необходимо выполнять ее при помощи порошковой проволоки или под слоем специального флюса. Защита зоны сварки необходима для того, чтобы минимизировать влияние на нее негативных факторов внешней среды, а также не допустить образования на поверхности соединяемых деталей тугоплавкой оксидной пленки.
- Чтобы формирование сварного шва не сопровождалось его деформацией, подачу защитного газа следует отключать не сразу после окончания процесса сварки, а спустя 5–7 секунд.
- Достичь хороших результатов при выполнении сварки полуавтоматом алюминия позволяет использование четырехтактного импульсного режима.
Соблюдение вышеперечисленных условий выполнения полуавтоматической сварки деталей, изготовленных из алюминия и сплавов на основе данного металла, не гарантирует высокого качества формируемого соединения, если неправильно выбраны рабочие режимы такого технологического процесса.
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции. Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции.
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
- Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
- Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
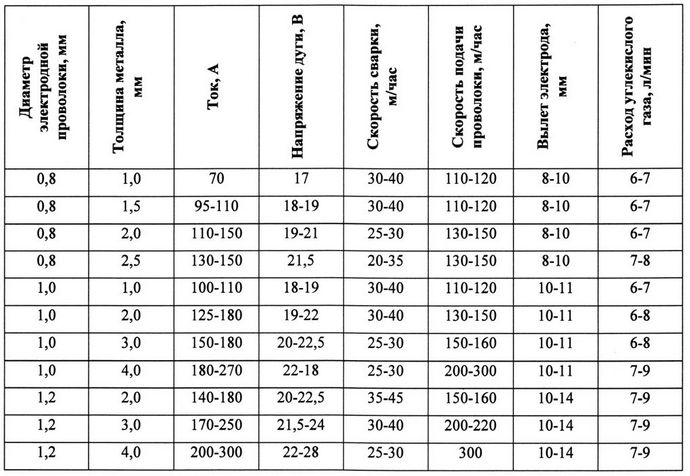
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
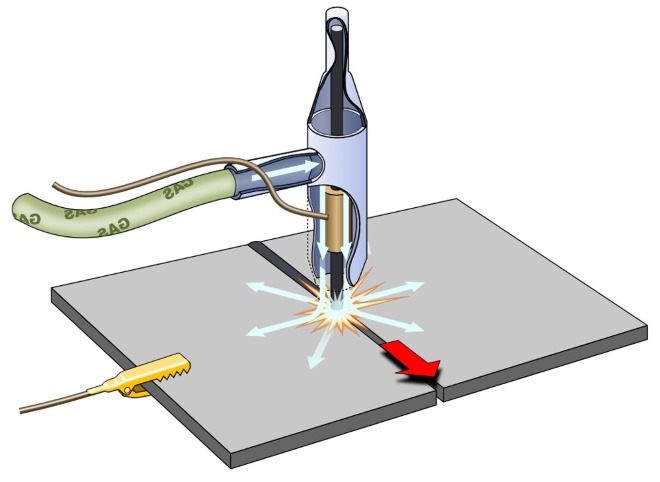
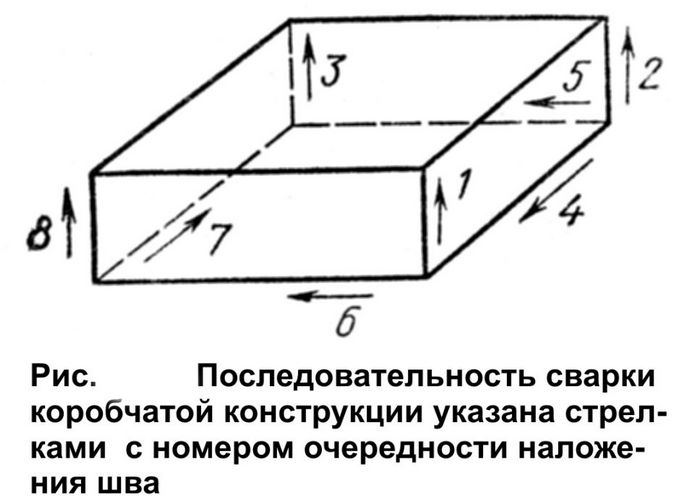
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации.
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение.
При выборе подходящего агрегата следует учитывать ряд параметров.
В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Сварка деталей из алюминия и сплавов на основе данного металла является достаточно сложным технологическим процессом, к выполнению которого следует привлекать только квалифицированных специалистов, обладающих опытом работы в данной области.
Как варить алюминий полуавтоматом для начинающих
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля электродами не сделать надежных соединений. При сварке алюминия полуавтоматом швы получаются качественные. Можно варить легкий металл электродуговой сваркой в среде аргона или углекислого газа с использованием специальных тугоплавких электродов и присадочной проволоки, но сварка полуавтоматом – наиболее эффективный и надежный метод обработки алюминиевых сплавов.
Если проводят сварку алюминия полуавтоматом без газа, применяют защитные флюсы или используют специальную многокомпонентную порошковую проволоку, которая при нагревании создает газовое облако, препятствующее окислению.

Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий варят на высоких токах, поэтому для профессиональной работы лучше выбирать трехфазный сварочный аппарат на 380 В. Бытовые подключаются к стандартной сети 220 В, удобны полуавтоматы с двумя входами.
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 3 метра, мягкая присадка в длинном шланге будет перегибаться, металл легко поддается деформации. Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Что еще нужно для сварки алюминия полуавтоматом
Для TIG сварки используют вольфрамовый неплавящийся электрод. В качестве защитного газа используют баллоны с углекислотой или инертный защитный газ (аргон или смесь аргона и гелия). При выборе присадочного материала учитывают марку свариваемого сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей используют присадку диаметром от 1,2 до 1,6 мм, для тонких – от 0,8 до 1,2 мм.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.
Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Сварка алюминия полуавтоматом – видео применения полуавтомата
 Наиболее скоростным способом сварить алюминий является использование полуавтомата. Именно при помощи данного оборудования, возможно, создать неразъемное соединение заготовок из конструкционных предметов. Полуавтоматические агрегаты позволяют применять совместно транспортеры присадочной проволоки, которые дают шанс наложить шов буквально со скоростью в тридцать метров в час.
Наиболее скоростным способом сварить алюминий является использование полуавтомата. Именно при помощи данного оборудования, возможно, создать неразъемное соединение заготовок из конструкционных предметов. Полуавтоматические агрегаты позволяют применять совместно транспортеры присадочной проволоки, которые дают шанс наложить шов буквально со скоростью в тридцать метров в час.
Для наглядного просмотра стоит обратить внимание на пособие в интернете под названием «Сварка алюминия полуавтоматом видео». Конечно, не стоит забывать о применяемых для работы оснащениях и моделях. Именно сварочное оборудование способно гарантировать исход и результат общей работы.
Внешний вид сварочного полуавтомата, предназначенного для алюминия
Из курса «Сварка алюминия полуавтоматом видео» видно, что непосредственное используемое устройство бывает двух разновидностей:
Виды не настолько важны, насколько важно поддержание стабильности при подаче проволоки и импульсные режимы с переменным током. Вышеописанное условие способно реализоваться при помощи подающегося механизма с четырьмя роликами. Поверхности таковых вальцев должны обладать формой дуги.
Благодаря данной схеме транспортирование проволоки будет осуществляться по трехметровому длинному шлангу к непосредственному держателю. Другим условием является присутствие импульсного режима и переменного тока. Струйное плавление нуждается всегда без исключения в показателях в 270 Ампер.

Сварка алюминия инверторным полуавтоматом
Сварочный полуавтомат для алюминия применяется при деятельности, проходящей в несколько этапов:
- Работник активно заправляет в аппаратную систему проволочную бобину. Затем подтягивает ее через подачу к непосредственной горелке;
- Агрегат подстраивается под обратный рабочий режим с подачей электричества. То есть на электрод устанавливается плюс, а на деталь, естественно, минус. Таким образом, появляется гарантия, что на электроде установлена максимальная градусная температура;
- По итогу вышеописанных действий, к оснащению подключают гелиевые или же аргонные баллоны;
- Четвертый этап предполагает в себе подготовку необходимой для сварки детали. Она обезжиривается и очищается. Таким образом, она сможет беспрепятственно прижаться к другой поверхности. В случае очень сильного загрязнения, к аргону добавляется кислород 3 или же 4 процентов. Показатель зависит от баллонного объема;
- При сварочной работе первоочередно проплавливается кратер в стыковой детальной области. Выемку необходимо полноценно заполнить алюминием. Что касается кратера, то его можно пробить импульсным током и, конечно же, генерируемым инвертором. Затем кратер смещается и заполняется потоком алюминия, который стекается по плавящейся проволоке. Важно быть внимательным. Стоит следить за дугой, которая может прожечь алюминий;
- Последним этапом является создание завершающего шва. Он оканчивается кратером, заполненным непосредственным алюминием. Финальной точкой будет аргонный обдув. Таким образом, появится дополнительная прочность у деталей.

Безопасность при сварке
Пособие в интернет – сети «Сварка алюминия полуавтоматом видео» поможет обучить новичков и опытных специалистов мерам безопасности при работе.
Вообще, сварка экологичного, мягкого и безопасного материала алюминия является достаточно грязной и тяжелой работой. В момент горения в алюминиевых парах сварочной дуги образуется определенная генерация, где появляется максимально мощный ультрафиолетовый поток излучения. Вполне вероятно при неопытности и невнимательности загореться, не смотря даже на имеющуюся специализированную робу.

Если говорить о яркости дуги, то она способна достаточно сильно давить на глазную сетчатку. Поэтому при частых и регулярных работах необходимо быть максимально внимательным к собственному здоровью. Нередко у людей появляются обострения катарактовых заболеваний.
Абсолютно любая, даже минутная, сварочная деятельность обязана проводиться в специальных условиях и в определенной одежде. Главным помощником и защитой станет маска с встроенными световыми фильтрами, передними и задними стеклами.
Важно помнить, что территория сварочного стола и общее пространство должны регулярно проветриваться. Этому поспособствует специализированная приточная вытяжная вентиляция.
Еще по этой теме на нашем сайте:
- Сварка нержавейки электродом — процесс сварки нержавеющей стали
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется.
Аргонодуговая сварка — видео уроки для начинающих
Принцип аргонодуговой сварки заключается в плавлении цветного металла при помощи плавящегося или неплавящегося электрода под действием инертного газа. Наиболее частым инертным газом выступает аргон, благодаря.
Какой сварочный аппарат для сварки алюминия и дюралюминия выбрать новичку
Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой.
Сварка аргоном — видео, как правильно производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые.
Технология сварки полуавтоматом для новичков: первый опыт
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
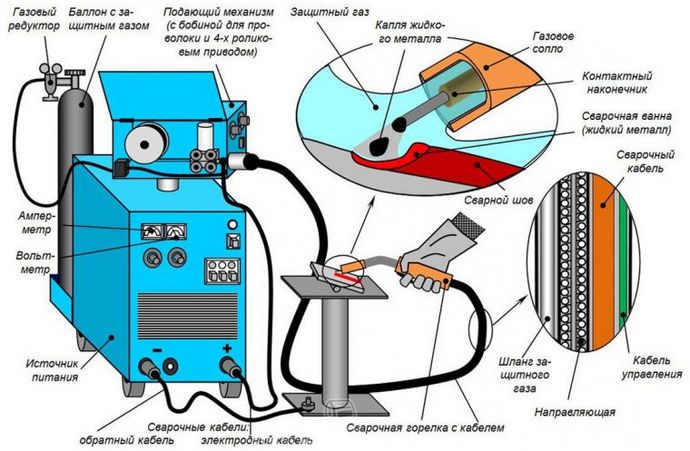
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
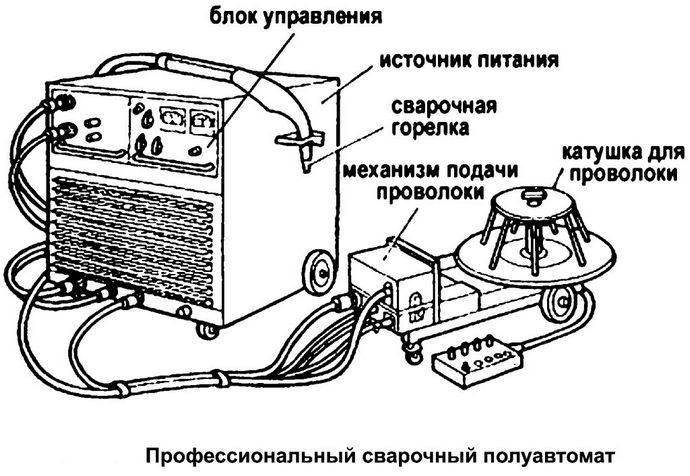
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
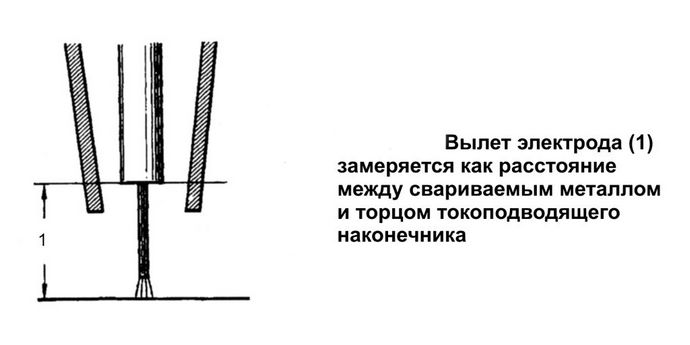
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Технология сварки алюминия полуавтоматом

Сварка полуавтоматом алюминия в последнее время стала часто используемым технологическим процессом в связи с тем, что большое распространение получили полуавтоматы компактного размера и изделия из этого материала и его сплавов.
Алюминий широко применяется при производстве и изготовлении разнообразных строительных конструкций и бытовых изделий.
Алюминий – популярный материал. Он широко применяется при производстве и изготовлении разнообразных строительных конструкций и бытовых изделий, например, сплавы на его основе используют для компонентов и узлов бытовой техники. Этот металл и сплавы из него выделяются отличными техническими эксплуатационными характеристиками. Однако стоит отметить, что алюминий очень капризен.
У начинающих мастеров возникает вопрос о том, можно ли варить алюминий полуавтоматом. Для варки требуется применять определенный перечень оснащения и специальные расходные материалы. Помимо подготовленного оборудования и специальных расходников требуется перед проведением процесса сварки изучать его особенности и строго соблюдать технологические требования.
Основные тонкости работы с материалом
Варить алюминий полуавтоматом можно при помощи плавящихся электродов. Заготовки варят с использованием спецподкладок, имеющих формирующую канавку. Использование этой технологии имеет некоторые преимущества. Главное преимущество – высокая скорость проведения сварочных работ, которая возрастает по мере увеличения толщины обрабатываемого металла или сплава на его основе.
Полуавтоматическая сварка материала с использованием плавкой электродной проволоки осуществляется при постоянном токе, имеющем обратную полярность.
Схема полуавтомата для сварки алюминия.
Горение электродуги происходит в образующихся парах расплавляющегося материала. Катодное пятно, образующееся в сварочной ванне в процессе работы, подвержено постоянному влиянию потока ионов. При достижении поверхностного слоя поток ионов образует большое количество теплоты. Выделение тепла приводит к разрушению оксидной защиты, сформированной на поверхности изделия. В ходе осуществления процесса следует помнить, что при сваривании происходит разрушение тонкой оксидной пленки. Перед началом работ проводятся предварительные манипуляции с заготовкой, для того чтобы произвести разрушение толстого слоя оксидов путем травления или механической обработки.
В процессе плавления электродной проволоки между ней и свариваемыми заготовками образуются капли расплава, которые заполняют свободный объем и формируют сварной шов. Рекомендуется для работы с алюминием применять полуавтоматические агрегаты, оснащаемые тянущими типами подачи электродной проволоки.
Алюминиевые детали можно сваривать при помощи импульсно-электродуговой сварки. Технология сваривания заключается в наложении на рабочий ток импульса, который дает возможность снизить время пребывания металла сварной ванны в состоянии расплава. Использование этого метода позволяет повысить механические характеристики места состыковки заготовок и места формирования стыковочного шва.
Зависимость геометрии шва от режима сваривания
Сварная спецпроволока предназначена для сваривания алюминия.
Когда производится сварка алюминия при помощи полуавтоматического устройства, важно знать, какое оказывает влияние на геометрию шва режим работы агрегата. Такие параметры сварочного процесса, как глубина провара и геометрия шва, напрямую связаны с режимом функционирования агрегата. Чем меньше диаметр используемой в процессе работы электродной проволоки, тем глубже образуемый провар. Эта зависимость является особенно заметной при осуществлении работ с применением рабочих токов небольшой силы. При повышении силы рабочего тока такая зависимость становится менее заметной.
Ширина образующегося шва находится в зависимости от используемого диаметра электродов – чем больше диаметр, тем шире получаемый в процессе работы сварной шов.
Для качественного сваривания алюминиевых деталей требуется учитывать в процессе осуществления работ наличие зависимости глубины провара от скорости сварки. Невысокая скорость обеспечивает минимальную степень провара. При повышении скорости сваривания степень провара также увеличивается, достигая в определенный момент критического значения, после чего дальнейшее возрастание скорости приводит к уменьшению степени проварки. Чаще всего при использовании полуавтомата в бытовых условиях работают на тех режимах, при которых скорость сварки особо не оказывает влияния на степень провара сварочного стыка.
