
Методы контроля сварных швов трубопроводов
Физические методы контроля сварных швов
Радиационная дефектоскопия — рентгено- и гамма-графический метод контроля.
Радиационная дефектоскопия — рентгено- и гамма-графический метод контроля.Рентгено- и гамма-графия — это метод получения на рентгеновской пленке или экране изображения предмета (изделия), просвечиваемого рентгеновским или гамма-излучением. Он основан на способности рентгеновского и гамма-излучения проходить через непрозрачные предметы, в том числе через металлы, и действовать на рентгеновскую пленку и некоторые химические элементы, благодаря чему последние флуоресцируют (светятся).
При этом дефекты, встречающиеся при сварке в теле изделия и чаще всего имеющие характер пустот (непроваров, трещин, раковин, пор и т. д.), на рентгеновской пленке (на рентгенограммах) имеют вид пятен (раковины, поры) или полос (непроваров).
Как правило; просвечивают 3 — 15% общей длины сварного шва. У особо ответственных конструкций просвечивают все швы.
Рентгеновские аппараты, применяемые для контроля изделий, состоят из рентгеновской трубки, источника питания и пульта управления. В качестве источника питания применяют повышающий трансформатор, во вторичную цепь которого включают кенотроны для выпрямления анодного тока и высоковольтные конденсаторы, позволяющие удвоить или утроить напряжение вторичной обмотки трансформатора. Схема просвечивания рентгеновским излучением изделия показана на рис. 120.
В зависимости от режима просвечивания (при толщине металла До 50 мм), качества пленки и правильности дальнейшей ее обработки удается выявить дефекты размером 1 — 3% от толщины контролируемых деталей.
В настоящее время широкое применение нашли рентгеновские аппараты РУП-120-5-1, РУП-200-5, РУП-400-5, Мира-2Д и Мира-3Д и др.
Гамма-излучение образуется в результате внутриатомного распада радиоактивных веществ. В качестве источников гамма-излучения применяют следующие радиоактивные вещества: тулий-170, иридий-192, цезий-13 7, кобальт-60 для просвечивания металла толщиной 1-60 мм.

Гамма-излучение, действуя на пленку так же, как и рентгеновское, фиксирует на ней дефекты сварки. Чувствительность гамма-контроля ниже чувствительности рентгеновских снимков; например, на гамма-снимках при просвечивании стали толщиной 10-15 мм кобальтом-60 выявляются дефекты глубиной 0,5 — 0,7 мм, тогда как на рентгеновских снимках видны дефекты глубиной 0,1-0,2 мм.
Чувствительность гамма-снимков, полученных при помощи радиоактивных изотопов — тулия-170, иридия-192 и других, приближается к чувствительности рентгеновских.
Гамма-излучение вредно для здоровья человека, поэтому ампулы с радиоактивным веществом помещают в специальные аппараты — гамма-установки, имеющие дистанционное управление (рис. 121).
Схема панорамного просвечивания сварных стыков трубопроводов с помощью гамма-источника показана на рис. 122.

Сварный шов при радиационной дефектоскопии бракуется, если на рентгеновском или гамма-снимке обнаружены следующие дефекты:
шлаковые включения или раковины по группе А (отдельные дефекты) и В (скопление дефектов) размером по высоте шва более 10% толщины стенки, если она не превышает 20 мм, а также более 3 мм при толщине стенки более 20 мм;
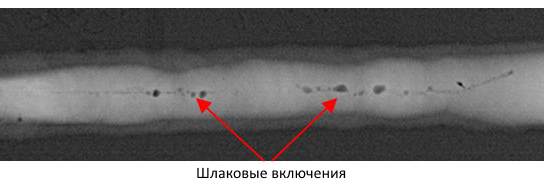
шлаковые включения, расположенные цепочкой или сплошной линией вдоль шва (группа Б), при суммарной их длине, превышающей 200 мм на 1 мшва;
поры, расположенные в виде сплошной сетки;
скопление на отдельных участках шва свыше пяти пор на 1 см 2 площади шва.
Дефекты распределяют по группам А, Б, В по следующим признакам:
А — отдельные дефекты, которые по своему расположению не образуют цепочки или скопления;
Б — цепочка дефектов, расположенных на одной линии в количестве более трех с расстоянием между ними, равным трехкратной величине дефектов и менее;
В — скопление дефектов в одном месте с расположением их в количестве более трех с расстоянием между ними, равным трехкратной величине дефектов и менее.
Ультразвуковой метод контроля. Этот метод основан на способности высокочастотных колебаний частотой около 20000 Гц проникать в металл и отражаться от поверхности дефектов (от встретившихся препятствий). Отраженные ультразвуковые колебания имеют ту же скорость, что и прямые колебания. Это свойство имеет основное значение в ультразвуковой дефектоскопии.
Узкие направленные пучки ультразвуковых колебаний для целей дефектоскопии получают при помощи пьезоэлектрических пластин кварца или титаната бария (пьезодатчика). Эти кристаллы, помещенные в электрическом поле, дают обратный пьезоэлектрический эффект, т. е. преобразуют электрические колебания в механические. Таким образом, пьезо-кристаллы под действием переменного тока высокой частоты (0,8 — 2,5 МГц) становятся’ источником ультразвуковых колебаний и создают направленный пучок ультразвуковых волн в контролируемую деталь.
Отраженные ультразвуковые колебания улавливаются искателем (щупом) и затем преобразуются в электрические импульсы. Отраженные электрические колебания через усилитель подаются на осциллограф и вызывают отклонение луча на экране электронной трубки. По виду отклонения судят о характере дефекта.
Схема ультразвукового метода контроля сварных соединений показана на рис. 123.

Современные ультразвуковые дефектоскопы работают по схеме импульсного излучения, т. е. ультразвуковые колебания от пьезокристалла посылаются не непрерывно, а импульсами; во время пауз отраженные колебания поступают на тот же пьезокристалл, что обеспечивает высокую чистоту приемаотраженных волн.
Пьезокристалл ультразвукового дефектоскопа помещается в специальный призматический или плоский щуп. Поверхность, по которой перемещается щуп, должна быть зачищена до металлического блеска. Для обеспечения необходимого акустического контакта между щупом и контролируемым изделием наносится слой минерального масла.
Промышленностью выпускаются ультразвуковые дефектоскопы УДМ-3, УД-55ЭМ, ДУК-13ИМ и др. Чувствительность дефектоскопов обеспечивает выявление дефектов площадью 2 мм 2 и более. При ультразвуковом методе трудно определить характер дефекта. Наиболее эффективно контроль выполняется при толщине металла более 15 мм; при толщине металла 4-15 мм контроль этим методом возможен, но требует весьма высокой квалификации дефектоскописта (оператора).
Магнитный метод дефектоскопии. Сварной шов стального или чугунного изделия покрывают смесью из масла и магнитного железного порошка (размер частиц 5 — 10 мкм). Изделие намагничивают пропусканием тока через обмотку, состоящую из нескольких витков, намотанных вокруг изделия. Под действием магнитного поля, обтекающего дефект, частицы железного порошка гуще располагаются вокруг дефектов
Этим методом выявляются поверхностные дефекты глубиной до 5 -6 мм. Разрешающая способность порошковой дефектоскопии весьма низкая по сравнению с другими методами контроля-, поэтому она эффективна в основном для контроля гладких, чистых, блестящих поверхностей. Магнитным методом можно проверять качество деталей, изготовленных только из ферромагнитных металлов.
Магнитографический метод контроля. При этом методе, разработанном в нашей стране, результаты записываются на магнитную ленту. Сущность этого метода контроля состоит в намагничивании сварного соединения и фиксации магнитного потока на ферромагнитную ленту. Лента накладывается на контролируемое изделие, которое намагничивается импульсным полем. Магнитное поле, при наличии дефектов, распределяется по поверхности детали по-разному, и соответственно ферромагнитные частицы на ленте намагнитятся в различной степени. Затем ферромагнитная лента снимается с контролируемого изделия и ее «протягивают» через воспроизводящее устройство (рис. 124), состоящее из механизма протяжки и осциллографа с усилителем электрических импульсов.

Результаты магнитографического контроля рассматривают на экране 9 осциллографа 7, на котором при наличии дефектов в контролируемом изделии возникают всплески (вертикальные импульсы). По величине и форме отклонения луча на экране осциллографа судят о величине и характере дефекта сварного соединения.
Магнитографический метод применяется для контроля сварных соединений толщиной не более 12 мм. Этим методом можно выявлять макротрещины, непровары глубиной 4 — 5% от толщины контролируемого металла, шлаковые включения и газовые поры.
Магнитографический метод требует высокой квалификации оператора.
Рентгено-телевизионный контроль. Сущность способа контроля заключается в том, что дефект сварного шва изображается в момент просвечивания на телевизионном экране.
Схема рентгено-телевизионной установки показана на рис. 125. Сварное соединение 2 просвечивается с помощью рентгеновского аппарата 1.Рентгеновское излучение проходит через электронно-оптический преобразователь 3, состоящий из вакуумированной трубки, внутри которой со стороны, обращенной к источнику излучения (рентгеновскому аппарату) и просвечиваемому изделию, укреплен тонкий алюминиевый экран, покрытый флуоресцирующим слоем. На этот слой нанесен светочувствительный слой — фотокатод (такой же, как в обычных телевизионных трубках). С другой стороны электронно-оптический преобразователь имеет диафрагму и усиливающий экран. С такого преобразователя через переходную оптику 4 сигналы поступают на передающую телекамеру 5 и на телевизор 7. Такой метод контроля позволяет резко увеличить производительность труда оператора. При этом можно не только визуально наблюдать внутреннее состояние просвечиваемого изделия, но и фотографировать его при помощи фото- или киноаппарата. Управление такой установкой осуществляется с пульта управления 6.

Контроль плотности соединений. Сварные швы испытывают на герметичность (непроницаемость) керосином, сжатым воздухом (пневматикой), вакуум-аппаратом, при помощи аммиака, гелиевым и галлоидным течеискателями и гидравлическим давлением.
Испытание керосином применяют для сосудов, работающих без внутреннего давления, и как предварительный метод контроля для сосудов, работающих под давлением.
Керосин обладает высокой капиллярностью. На этой его способности основана методика контроля плотности сварных швов. Сварные швы должны быть тщательно очищены от шлака, грязи и осмотрены. Дефекты, выявленные внешним осмотром, должны быть устранены до начала контроля.
Для выявления дефектов (неплотностей) методом керосиновой пробы одну сторону сварного соединения окрашивают мелом, разведенным в воде. После высыхания мела вторую сторону сварного шва обильно смачивают керосином. Керосин, проникая через дефекты в сварном шве, оставляет на меловой краске жирные темные пятна, характеризующие наличие и расположение дефектов. Обнаруженные дефекты вырубают и заваривают вновь. Контроль керосином применяется при положительной температуре (выше 0°С). Сварные швы должны выдерживаться под керосином 12 г и более.
Вакуум-методом проверяют сварные швы, которые невозможно испытать керосином, воздухом или водой и доступ к которым возможен только с одной стороны, например сварные швы днищ резервуаров, газгольдеров и других емкостей.
В комплект установки для контроля плотности сварных шзов вакуум-методом входит следующее оборудование: вакуум-насос, вакуум-камера с вакуум-метром и пневматический шланг.
Гидравлические испытания. При этом способе контроля сварное изделие (сосуд) заполняют водой. Затем насосом или гидравлическим прессом создают давление, превышающее рабочее в 1,25 раза и более.
Способ гидравлического испытания, время выдержки, величина давления и допустимая утечка устанавливаются техническими условиями на контролируемый объект. Гидравлические испытания выполняют при проверке прочности и плотности паровых и водяных котлов, трубопроводов и сосудов, работающих под давлением.
Испытание сжатым воздухом (пневматическое испытание). Это испытание применяется для проверки сосудов и трубопроводов на герметичность, как правило, только при рабочем давлении изделия. Плотность сварных соединений проверяют мыльным раствором или погружением сосуда в воду. В местах пропуска газа появляются пузыри.
Способы контроля качества сварочных швов
Качество сварочных работ и сварных соединений сильно влияет на прочность конструкций или герметичность резервуаров. Несоответствие сварных швов заданным характеристикам приводит к разрушениям конструкций с катастрофическими последствиями, то же относится и к системам, работающим с сосудами и трубопроводами под давлением.
Поэтому после сварочных работ в обязательном порядке готовое изделие подвергают испытаниям и контролю на предмет обнаружения дефектов в сварных соединениях.
Все процедуры по контролю над качеством сварки определены ГОСТом или руководящими документами. В них также указаны допустимые нормы погрешностей. После испытаний составляется акт и протоколы с результатами измерений.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.

Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Перед началом работ проверяется квалификация сварщика, у него должно быть удостоверение на право сваривания определенных марок стали и наряд-допуск.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на сварочном посту. Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Внешний осмотр
 Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Капиллярный метод
 Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.
Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Проверка сварных соединений на проницаемость
В случае применения сварки при изготовлении резервуаров требуется контроль герметичности. Для этого проводят испытания на непроницаемость соединений. Контроль качества проходит с применением газов или жидкостей.
Суть метода основана на создании большой разности давлений между наружной и внутренней областью емкости. При сквозных изъянах в сварном шве жидкость или газ будут переходить из области с высоким давлением в область с низким давлением.
В зависимости от используемого вещества и способа получения избыточного давления контроль проницаемости осуществляют пневматикой, гидравликой или вакуумом.
Пневматический способ
 Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Затем все сварные швы смачивают мыльным раствором. В местах протечек образуются пузыри, что очень легко фиксируется. Для лучшей визуализации используют добавку аммиака, а шов покрывают бинтом пропитанным фенолфталеином. В местах протечек появляются красные пятна.
Если нет возможности накачать емкость, то применяют способ обдува. С одной стороны шов обдувается под давлением не менее 2,5 атмосферы, а с другой обмазывается мыльным раствором. Если имеется брак, то он выявится в виде пузырьков.
Гидравлический способ
При гидравлическом способе контроля качества сварки проверяемая емкость заполняется водой или маслом. В сосуде создается избыточное давление, которое больше номинального в полтора раза.
Затем в течение определенного времени, обычно 10 минут, область вокруг шва обстукивают молотком со скругленным бойком. При наличии сквозного дефекта сварки появится течь. Если избыточное давление невелико, то время выдержки резервуара увеличивают до нескольких часов.
Магнитная дефектоскопия
 Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.
Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.
Ультразвуковая дефектоскопия
 Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Датчик и излучатель плотно прикладывают к исследуемому материалу, после чего устройством вырабатывается ультразвук. Он проходит через весь металл и отражается от задней стенки, возвращаясь, попадает на приемный сенсор, который в свою очередь преобразует ультразвук в электрические колебания. Прибор представляет полученный сигнал в виде изображения отраженных волн.
Если внутри металла присутствуют какие-нибудь изъяны, датчик зафиксирует искажение отраженной волны. Опытным путем установлено, что различные дефекты сварки по-разному себя проявляют на ультразвуковом дефектоскопе. Это позволило провести их классификацию. При соответствующем обучении специалист может точно определить вид брака в шве.
Способ контроля качества сварных соединений ультразвуком широко распространился благодаря простоте и удобству применения, относительно недорогому оборудованию, безопасности использования по сравнению с радиационным методом.
Минусом способа является трудность расшифровки графического изображения. Контроль качества соединения может сделать только сертифицированный специалист. Его проблематично использовать для контроля крупнозернистых металлов типа чугуна.
Радиационный метод
 Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Помимо журнала, сварочные работы сопровождает схема стыков, прилагаются сертификаты на расходные материалы (электроды, флюс или присадочную проволоку) и акты по контролю качества снаружи изделия.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Неразрушающий контроль качества сварных соединений трубопроводов
 Как контролировать сварные соединения у трубопровода узнаем в данной статье. Чтобы получить представление о реальном состоянии металла в местах соединений, применяется так называемый неразрушающий контроль сварных соединений трубопроводов. Безопасность вместе с надёжностью конструкции часто определяется качественным уровнем швов.
Как контролировать сварные соединения у трубопровода узнаем в данной статье. Чтобы получить представление о реальном состоянии металла в местах соединений, применяется так называемый неразрушающий контроль сварных соединений трубопроводов. Безопасность вместе с надёжностью конструкции часто определяется качественным уровнем швов.
Стандарты в законодательстве создают строгие нормативы для процесса. Его проводят только профессионалы, обладающие соответствующими навыками.
Контроль качества сварных соединений и необходимость его проведения
Когда проводятся сварочные работы на трубопроводах, появления дефектов не избежать. В свою очередь, эти недостатки оказывают негативное влияние на внешний вид сварных соединений, их технические характеристики вместе с надёжностью. Всего выделяют две разновидности повреждений: формирования шва и дефекты металлургического типа.
Формирование структурного шва приводит к появлению металлургических изъянов. Они обычно появляются, пока материал охлаждается или нагревается. Вторая группа повреждений вызвана несоблюдением норм во время проведения работ.
 Заранее требуется выявлять следующие разновидности недостатков. Они все негативно влияют на качество всего трубопровода в итоге.
Заранее требуется выявлять следующие разновидности недостатков. Они все негативно влияют на качество всего трубопровода в итоге.
- Нарушения в металлической микроструктуре. Приводят к тому, что повышается содержание оксидов, появляется крупная зернистость, зёрна с окисленными краями.
- Наличие газовых включений или пор. Бывают групповыми или единичными, иногда выглядят как мостики. Или выходят на поверхность. Тогда их называют свищами.
- Примеси со шлаками внутри швов. Из-за них изделие теряет первоначальную прочность.
- Возникновение трещин разных типов характерно для участков со швами, околошовного пространства. Отличия кроются в размерах.
- Группа непроваров. Это название для локальных участков шва, в котором нет сцепления с основным материалом.
- Прожоги или отверстия в сварных швах, которые появляются при вытекании расплава, когда проходит сварка.
- Подрезы. Название для канавок в продольной плоскости на границах со швами, поверхности основного металла.
- Нарушения в формах и размерах швов.
Только в случае выявления каждого из дефектов можно гарантировать надёжность трубопровода на максимальном уровне.
Необходимо провести тщательную оценку того, как подобные изъяны влияют на конструкцию. Иначе невозможно исправить положение до того, как начинается эксплуатация трубопровода.
По каким принципам проводится неразрушающий контроль качества?
Всего существует два метода, на основании которых проводится контроль качества сварных соединений трубопроводов.
- Когда целостность соединения не нарушают.
- С нарушениями.
Чтобы оценить состояние всех сварных швов, применяют неразрушающий способ проверки качества. Такой контроль необходимо проводить как во время сварочных работ, так и после их завершения.
Это нужно для того, чтобы обезопасить конструкцию ещё до того, как начнётся непосредственная эксплуатация. В свою очередь, существуют свои методы для проведения неразрушающей оценки качества.
- По проницаемости.
- Магнитный, рентгенографический контроль.
- Метод с применением ультразвука.
- Капиллярная, радиационная дефектоскопия.
- Измерения и проведения внешнего осмотра.

Что касается разрушающих методов, то их проводят на образцах изделия, которые уже вырезаны из своей первоначальной позиции.
Правила внешнего и технического осмотра
Любую проверку качества трубопровода начинают проведением внешнего осмотра. Он бывает не только чисто визуальным, но и предполагает использование измерительных и других видов технических инструментов. Это позволит выявить проблемы во внешних факторах, соответствие текущего состояния нормативам и требованиям законодательства.
Видео
Обнаружение даже небольших трещин в сварных соединениях не составит труда, если очистить небольшой участок на шве, а потом обработать его при помощи спирта, кислотного слабого раствора.

Геометрические размеры не определить без линейки и штангенциркуля. Хорошее освещение сделает проверки более эффективными. Как и использование лупы, поддерживающей увеличение в 8-10 раз.
Капиллярные методики контроля сварных соединений: о сути
Этот контроль качества сварных соединений трубопроводов предполагает использование контрастных жидкостей, которые просачиваются внутрь металла через мельчайшие повреждения, если они обнаружены на поверхности. Так называемые пенетранты используются чаще всего.

Когда такие вещества используются, дефекты просто окрашиваются в определённый цвет.
Пенетранты могут состоять из разных основ:
- Трансформаторное масло.
- Бензол.
- Скипидар.
- Керосин.
Кроме того, и сами составы делятся на несколько разновидностей.
- С красителями, которые наблюдаются при дневном цвете. Чаще всего используется ярко-красный оттенок.
- С люминесцирующими компонентами. Недостатки проявляются, если использовать ультрафиолетовые лучи.
Метод обладает чувствительностью в 0,1-0,5 мкм. Она может достигать 500 мкм, если поддерживается верхний предел.
Видео
Проверка сварного соединения трубопровода с помощью керосина считается одним из наиболее простых способов. Важно – наличие высоких свойств по проникновению у состава. У таких испытаний имеется свой отдельный порядок. Водную смесь с каолином или мелом наносят на соединительные участки. После чего всё подсушивают, пока не образуется плёнка белого цвета.
Керосин должен обильно смочить обратную сторону шва, на протяжении минимум получаса. Даже если есть только микроскопические трещины – керосин пройдёт сквозь поверхность. После чего он становится заметным с обратной стороны. Визуально дефекты выделить не составит труда.
Как проверяют проницаемость?
Когда сваривают ёмкости, трубопроводы и так далее, необходимостью становится именно оценка того, какой является герметичность. Такой контроль качества так же проводится с использованием различных методов и инструментов:
- Испытания по гидравлике и пневматике.
- Пузырьковым методом.
- Течеиспускание.
И так далее. Пневматические испытания – это когда внутрь трубопровода запускают воду или газ в больших количествах. Пенообразующий состав наносят на поверхность снаружи. Если появляются пенистые пузырьки – значит, герметичность была нарушена.
Видео
Как правильно выбрать метод неразрушающего контроля соединений трубопровода?
Выбор оптимального способа проверки соединений трубопровода не составит труда. Нужно учесть всего лишь следующие факторы.
- Показатели экономии и технических свойств.
- Особенности изготовления сварной конструкции.
- Состояние, в котором находится поверхность.
- Сварное соединение по толщине и типу.
- Сам металл с определением физических свойств.
Видео
Главное – помнить, что при использовании неразрушающих методов дефекты выявляются лишь косвенно.
Неразрушающий контроль сварных соединений с помощью ультразвука
В основе метода – акустические изменения, которые происходят, когда сквозь исследуемое соединение проводят звуковые колебания, со сверхвысокой частотой. Степень ослабления обратного сигнала и скорость распространения становятся самыми важными свойствами звука для данного исследования.

- Источник ультразвука генерирует звуковые волны. Они точно проходят через зону, которая и требует диагностики. Потом отражаются от тех мест, где вероятнее всего появление недостатков.
- Звуковая волна обязательно должна отражаться от чего-либо, иначе выявление изъянов будет невозможным. Угловая искательная головка – специальное приспособление, которое обеспечивает появление должного эффекта.
- Звуковая волна не только отражается от участка с изъяном, он способствует изменению в угле преломления. О величине внутренних дефектов судят по тому, насколько большими оказались подобные изменения.
Результат: устранение дефектов
Устранения требуют любые недочеты, не соответствующие начальным техническим условиям. Если это невозможно, то изделие просто считается бракованным.
Видео
Плазменно – дуговая резка в обычной ситуации помогает справиться с проблемами. Для этого же проводят проверку, с последующей обработкой с применением абразивных кругов.
После отпуска сварных изделий исправляют дефекты, которые допускают проведение тепловой обработке. Главное – соблюдать определённые правила.
- Участки с недочетами должны оставаться меньшими по сравнению с удаляемыми участками по длине, с каждой из сторон.
- Разделка так же требует особой выборки. Двойная ширина швов до процедуры должна оставаться примерно такой же, как и после.
- Обязательно сохранение надёжности проваров.
- Наличие плавных очертаний без разрывов обязательно для поверхности при каждой выборке. Наличие острых заусенцев вместе с углублениями так же недопустимо.
Участок необходимо полностью очистить после того, как ремонтные работы завершатся. Переходы к основному металлу от дефектных участков должны быть плавными.
Видео
Допустимо применение только механического метода, если речь идёт об алюминиевых, титановых сплавов. Применение шлифовки требует абразивов.
Устраняя недостатки, берут те же материалы с технологиями, что использовались для наложения основного шва. После чего становится обязательным проведение повторного контроля.
Как определить, в каких объёмах требуется контроль качества соединений?
Это индивидуальная черта в каждом методе. Обычно опираются на нормативные документы, действующие в той или иной сфере. Объёмы контроля устанавливаются в процентах от общей протяжённости самих сварных соединений.
Обязательно надо учитывать, к какой категории относится то или иное сварное соединение трубопровода. А так же назначение вместе с условиями эксплуатации. И последствиями, к которым может привести разрушение на тех или иных участках.
Требуется отдельно указать определённые участки, если объём контроля составляет меньше ста процентов. Рекомендуется составлять максимально подробные схемы.
Применение методов неразрушающего контроля стало привычным для многих отраслей промышленности. Причина того, что неразрушающий контроль сварных соединений трубопроводов стал таким популярным – в полном соответствии требованиям, которые предъявляются к самим методам контроля.
А таких требований тоже существует немало. Хорошо, если удаётся полностью автоматизировать контроль соединений. И использовать приборы, обладающие максимальной надёжностью.
Главное – чтобы они были доступными в условиях производства. Упрощёнными должны быть сами методики. А средства контроля нужно создавать так, чтобы они выдерживали продолжительную эксплуатацию.
Способы контроля качества сварочных швов
Качество сварочных работ и сварных соединений сильно влияет на прочность конструкций или герметичность резервуаров. Несоответствие сварных швов заданным характеристикам приводит к разрушениям конструкций с катастрофическими последствиями, то же относится и к системам, работающим с сосудами и трубопроводами под давлением.
Поэтому после сварочных работ в обязательном порядке готовое изделие подвергают испытаниям и контролю на предмет обнаружения дефектов в сварных соединениях.
Все процедуры по контролю над качеством сварки определены ГОСТом или руководящими документами. В них также указаны допустимые нормы погрешностей. После испытаний составляется акт и протоколы с результатами измерений.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.
Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Перед началом работ проверяется квалификация сварщика, у него должно быть удостоверение на право сваривания определенных марок стали и наряд-допуск.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на сварочном посту. Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Внешний осмотр
Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Капиллярный метод
Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.
Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Проверка сварных соединений на проницаемость
В случае применения сварки при изготовлении резервуаров требуется контроль герметичности. Для этого проводят испытания на непроницаемость соединений. Контроль качества проходит с применением газов или жидкостей.
Суть метода основана на создании большой разности давлений между наружной и внутренней областью емкости. При сквозных изъянах в сварном шве жидкость или газ будут переходить из области с высоким давлением в область с низким давлением.
В зависимости от используемого вещества и способа получения избыточного давления контроль проницаемости осуществляют пневматикой, гидравликой или вакуумом.
Пневматический способ
Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Затем все сварные швы смачивают мыльным раствором. В местах протечек образуются пузыри, что очень легко фиксируется. Для лучшей визуализации используют добавку аммиака, а шов покрывают бинтом пропитанным фенолфталеином. В местах протечек появляются красные пятна.
Если нет возможности накачать емкость, то применяют способ обдува. С одной стороны шов обдувается под давлением не менее 2,5 атмосферы, а с другой обмазывается мыльным раствором. Если имеется брак, то он выявится в виде пузырьков.
Гидравлический способ
При гидравлическом способе контроля качества сварки проверяемая емкость заполняется водой или маслом. В сосуде создается избыточное давление, которое больше номинального в полтора раза.
Затем в течение определенного времени, обычно 10 минут, область вокруг шва обстукивают молотком со скругленным бойком. При наличии сквозного дефекта сварки появится течь. Если избыточное давление невелико, то время выдержки резервуара увеличивают до нескольких часов.
Магнитная дефектоскопия
Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.
Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.
Ультразвуковая дефектоскопия
Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Датчик и излучатель плотно прикладывают к исследуемому материалу, после чего устройством вырабатывается ультразвук. Он проходит через весь металл и отражается от задней стенки, возвращаясь, попадает на приемный сенсор, который в свою очередь преобразует ультразвук в электрические колебания. Прибор представляет полученный сигнал в виде изображения отраженных волн.
Если внутри металла присутствуют какие-нибудь изъяны, датчик зафиксирует искажение отраженной волны. Опытным путем установлено, что различные дефекты сварки по-разному себя проявляют на ультразвуковом дефектоскопе. Это позволило провести их классификацию. При соответствующем обучении специалист может точно определить вид брака в шве.
Способ контроля качества сварных соединений ультразвуком широко распространился благодаря простоте и удобству применения, относительно недорогому оборудованию, безопасности использования по сравнению с радиационным методом.
Минусом способа является трудность расшифровки графического изображения. Контроль качества соединения может сделать только сертифицированный специалист. Его проблематично использовать для контроля крупнозернистых металлов типа чугуна.
Радиационный метод
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Помимо журнала, сварочные работы сопровождает схема стыков, прилагаются сертификаты на расходные материалы (электроды, флюс или присадочную проволоку) и акты по контролю качества снаружи изделия.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Методы контроля сварных швов и соединений
Качество сварного шва напрямую влияет на надежность всего элемента, особенно это важно для деталей испытывающих повышенные или несущие нагрузки. Поэтому, для контроля качества, после основных работ проводится проверка с целью выявить дефекты. Существует множество способов диагностики, которые разделяют на
Первые подразумевают механическое или другое воздействие на сварной шов, с целью выявить его погрешности. При этом часть или весь сваренный участок теряет свои конструктивные свойства.
По этой причине более популярными и целесообразными считаются неразрушающие методы контроля сварных швов, которые мы рассмотрим далее.
Методы неразрушающего контроля
На данный момент различают следующие неразрушающие методы:
- внешний осмотр;
- радиационный метод;
- магнитное исследование;
- ультразвуковой метод;
- капиллярный метод;
- контроль проницаемости.

Внешний осмотр
Любой контроль качества сварных соединений начинается с простого внешнего осмотра. Этого бывает достаточно, чтобы определить как наружные, так и внутренние пробелы, плюс отсутствует необходимость использовать оборудование неразрушающего контроля. Например, разная высота шва может свидетельствовать о непроварах в различных участках. Перед осмотром швы отчищаются от технологичных загрязнений, а именно – шлака, окалин и брызг металла.
Чтобы мелкие недочеты стали виднее, проводится обработка поверхности спиртовым раствором, а затем 10%-ным раствором азотной кислоты. После данной процедуры поверхность приобретет матовость и покажет поры и трещины.
Главное, не забыть очистить кислоту спиртом после дефектовки шва.
Осмотр – это основной способ выявить геометрические отклонения, такие как – поры, трещины, наплывы, подрезы. Более качественно провести данный пункт испытания можно с помощью дополнительных приборов.
Для этого лучше всего использовать лупу, а также более качественное освещение, желательно с мобильным источником света. Увеличительное стекло позволит обнаружить скрытые для глаза трещины и поры, а также проследить их путь. Для контроля ширины валиков, можно использовать измерительные приборы, вроде линейки или штангенциркуля.

Радиационная дефектоскопия
Радиографический метод контроля сварных соединений существует в двух вариациях:
- рентгеновское излучение;
- гамма-излучение.
Простейший из представленных способ выявить погрешности сварного шва – просветить изделие рентгеновскими лучами. Они обладают свойством проникать сквозь металлические предметы, действуя при этом на фотопленку. Таким образом, полученный снимок – прямая карта большей части дефектов. С помощью проникающих лучей выявляют – шлаковые включения, газовые поры, смещения кромок, прожоги и другие пробелы.
Перед началом работ, исследуемый участок и близ лежащая плоскость должны быть должным образом очищены. Для этого снимают шлак, брызги, окалины и другие изъяны. Также перед просвечиванием в обязательном порядке проводится осмотр и при выявлении некачественных участки должны устранятся.
Начинать просвечивание при наличии внешних дефектов – запрещено, так как процедура предназначена для диагностики и выявления скрытых дефектов.
При обнаружении погрешностей, решение о допуске или переделке конкретной детали лежит на нормативной документации. Именно установленные правила и инструкции позволяют определить вхождение погрешностей в установленные для данного изделия нормы.
Для проведения процедуры рентгеновскую трубку располагают так, чтобы пучок попадал на шов под прямым углом. На другой стороне изделия расположена кассета с рентгеновской пленкой. Так как существующие дефекты меньше влияют на проницаемость рентгеновских лучей, то они будут видны как более темные участки на пленке. Рентгенографическое испытание длится в зависимости от – качества пленки, толщины и фокуса. После пленка проявляется и можно увидеть результат сваривания.
При радиографическом контроле не выявляют:
- любые несплошности и включения с размером в направлении просвечивания менее удвоенной чувствительности контроля;
- непровары и трещины, плоскость раскрытия которых не совпадает с направлением просвечивания;
- любые несплошности и включения, если их изображения на снимках совпадают с изображениями посторонних деталей, острых углов или резких перепадов трещин просвечиваемого металла.
Гамма – излучение по принципу работы практически не отличается от рентгеновского. Это радиоактивные лучи, способные проникать сквозь металл и реагирующие на его неравномерность. В такой способ инспектирую от 10 до 25% всех швов, если конструкция – ответственная, то все швы.
В качестве источника излучения используют различные химические элементы, подходящие под определенные металлы:
- Кобальт – 60 (сталь, чугун, медь, бронза и латунь толщиной до 25 см), благодаря жесткому проникновению элемент подходит для большинства сталей и больших толщин;
- Цезий – 137 (сталь до 10 см);
- Иридий-192 (сталь до 5 см, алюминий до10 см);
- Тулий-170 (сталь и алюминий до 20 см).
Со снижением проникаемости снижается вид сплавов и их толщина, но при этом среднее качество изображения остается и позволяет определить основные дефекты.

В отличие от рентгеновского, гамма-лучи имеют ряд преимуществ:
- изотопы сохраняют работоспособность долгое время;
- более легкое оборудование;
- возможность дефектовки сложных узлов;
- повышенная проницаемость лучей;
Важно! Оба вида излучения чрезвычайно опасны для человека. Именно поэтому допуск к работам может быть только у специально обученных сотрудников, одетых в полный комплект защитной экипировки. Защищенным должно быть и место базирования и работы проникающего оборудования, для этих целей используют свинцовые пластины, экраны и другие средства.
Магнитная дефектоскопия
Такой контроль сварных соединений основывается на свойстве магнитных силовых линий реагировать на изменения в толще металла. Фиксируя подобные отклонения специальными приборами можно с высокой точностью найти погрешности в толще и на верхней части сплавов.

На данный момент существуют три вариации метода:
- магнитно-порошковый;
- магнитно-индукционный;
- магнитно-графический.

Порошковый состоит в том, что на поверхность, заходя за стык шва, наносят сухой порошок или эмульсию, затем намагничивают сплав и определяют неточности. Если берется «сухой метод», то в качестве порошка выступает железная окалина или окислы. Намагничивают изделие электромагнитом, соленоидом или подавая ток на изделие. После, слегка постукивая молотком, дают порошку
возможность занять свое положение. Излишки снимаются струей воздуха и затем фиксируются изъяны. Последний шаг – размагничивание.
В мокром методе магнитный порошок смешивают с керосином или специальным маслом. Полученная суспензия наносится на шов, а ее подвижность, рассеивания или скопления порошка – прямые идентификаторы погрешностей.

При индукционном методе все данные фиксируются индукционной катушкой. Специальные приборы – дефектоскопы, фиксируют магнитное рассеивание у металлов толщиной до 25 мм.
Графический заключается в фиксации магнитных потоков на специальной ленте. Она крепится вдоль шва, а затем отклонения определяются на экране электронно-лучевой трубки.
Магнитные методы подходят исключительно для ферромагнитных сплавов, другие металлы таким образом исследовать не получится.
Ультразвуковой метод контроля
Наравне с предыдущим способом, ультразвуковая дефектоскопия дает возможность зафиксировать отклонения, образующиеся при отражении волн от границ сред с различными свойствами.
Ультразвуковой источник посылает сигнал, который при достижении конца сплава отражается. Если на своем пути сигнал встречает дефект, то это отражается на волне, что в свою очередь фиксируется прибором. Различные дефекты имеют свои собственные отражения, поэтому определить природу изъяна достаточно просто.

Из описанных уже методов, данный считают наиболее удобным для использования. Это обусловлено возможностью определить изъян как на поверхности, так и в глубине металла. Также, метод не имеет таких строгих ограничений, как магнитный. Есть ряд металлов с крупным зерном, например чугун, которые не поддаются ультразвуковому исследованию, но для всех других сплавов можно без труда вести контроль качества сварочных работ.
Есть еще один недостаток – сложность расшифровки полученных данных. Увы, дефектоскопы дают пользователю очень специфические данные, которые следует расшифровать. Без предварительной подготовки сделать это практически невозможно, поэтому для работ нужен обученный специалист.
Капиллярная дефектоскопия
Данный способ основан на свойствах жидкостей с малым поверхностным натяжением. Такие жидкости не сбиваются в крупные капли в одном месте и стремятся стечь, но в то же время способны заполнить мельчайшие канавки и отверстия. Подобным образом определяются поверхностные дефекты и в редких случаях сквозные каналы.

На шов наносится специальный раствор, который мгновенно заполняет все канавки, поры и другие мелкие дефекты. Затем осматривая шов можно обнаружить крупные изъяны. Для большего удобства жидкости подкрашивают красителем, добавляют люминесцентные и другие окрашивающие добавки.
Контроль качества сварки на проницаемость
Метод является логическим продолжением капиллярного. Основная идея в том, что используя жидкости со свойствами глубокого проникновения, можно определить сквозные канавы шва.
Для этого берут простой керосин, наносят на одну сторону шва, а на другой фиксируют мокрые пятна, сигнализирующие о сквозных каналах. Из недостатков стоит отметить необходимость тщательно очистки поверхности и соблюдение точности на всех этапах для исключения случайного загрязнения противоположной стороны сварного шва.
Заключение
Сварка и контроль качества сварных соединений металлоконструкций – неразрывные части одного процесса. Не важно, проводятся работы в домашних условиях или на производстве, без должного испытания на прочность изделие не может продолжить свое существование. Описанные выше методы, позволят проверить качество сварных соединений без разрушения шва.
Назовите методы неразрушающего контроля сварных швов трубопроводов.
Основными методами неразрушающего контроля материалов и сварных соединений являются:
визуальный и измерительный;
капиллярный или магнитопорошковый;
Кроме этого, могут применяться другие методы (акустическая эмиссия и др.).
Окраска и надписи на трубопроводах.
В зависимости от назначения трубопровода и параметров среды поверхность трубопровода должна быть окрашена в соответствующий цвет и иметь маркировочные надписи.
Окраска, условные обозначения, размеры букв и расположение надписей должны соответствовать государственных стандартов.
На трубопроводы должны наноситься надписи следующего содержания:
а) на магистральных линиях — номер магистрали (римской цифрой) и стрелка, указывающая направление движения рабочей среды. В случае, если при нормальном режиме возможно движение ее в обе стороны, даются две стрелки, направленные в обе стороны;
б) на ответвлениях вблизи магистралей — номер магистрали (римской цифрой), номера агрегата (арабскими цифрами) и стрелки, указывающие направление движения рабочей среды;
в) на ответвлениях от магистралей вблизи агрегатов — номер магистрали (римской цифрой) и стрелки, указывающие направление движения рабочей среды.
Какими устройствами или приспособлениями должны быть оборудованы грузовые, пружинные и импульсные предохранительные клапаны, устанавливаемые на трубопроводах?
Конструкция грузового или пружинного клапана должна иметь устройство для проверки исправности действия клапана во время работы трубопровода путем принудительного открытия. В случае установки на трубопроводе электромагнитного импульсно-предохранительного устройства (ИПУ) оно должно быть оборудовано устройством, позволяющим производить принудительное открытие клапана дистанционно со щита управления.
Билет 5.
Какую ответственность несут рабочие, виновные в нарушении выполнения инструкций и Правил промышленной безопасности?
Руководители и специалисты организаций, занятые проектированием, конструированием, изготовлением, наладкой, техническим диагностированием (освидетельствованием) и эксплуатацией, нарушившие Правила, несут ответственность в соответствии с законодательством Российской Федерации. В зависимости от нанесенного ущерба виновные несут ответственность: дисциплинарную, административную, материальную и уголовную.
Какую маркировку должна иметь арматура, устанавливаемая на трубопроводах?
Арматура должна иметь четкую маркировку на корпусе, в которой указывается:
а) наименование или товарный знак предприятия-изготовителя;
б) условный проход;
в) условное или рабочее давление и температура среды;
г) направление потока среды;
Арматура с условным проходом 50 мм и более должна поставляться с паспортом установленной формы, где указываются применяемые материалы, режимы термической обработки и результаты неразрушающего контроля, если проведение этих операций было предусмотрено ТУ. Данные должны относиться к основным деталям арматуры: корпусу, крышке, шпинделю, затвору и крепежу.
Порядок контроля температурных перемещений трубопроводов в процессе эксплуатации.
На паропроводах с внутренним диаметром 150 мм и более и температурой пара 300°С и выше должны быть установлены указатели перемещений для контроля за расширением паропроводов и наблюдения за правильностью работы опорно-подвесной системы. Места установки указателей и расчетные значения перемещений по ним должны быть указаны в проекте паропровода. К указателям перемещений должен быть свободный доступ. В необходимых случаях следует устраивать площадки и лестницы.
Величина пробного давления при гидравлическом испытании трубопроводов.
Минимальная величина пробного давления при гидравлическом испытании трубопроводов, их блоков и отдельных элементов должна составлять 1,25 рабочего давления, но не менее 0,2 МПа (2 кгс/см 2 ).
Какую техническую документацию на рабочем месте должен иметь персонал, обслуживающий трубопроводы?
Обслуживающий персонал должен быть обеспечен производственными инструкциями, разработанными на основе инструкций организаций-изготовителей по монтажу и эксплуатации с учетом компоновки оборудования. Инструкции выдаются обслуживающему персоналу под расписку и постоянно находятся на рабочих местах. Технической документацией по эксплуатации и ремонтам трубопроводов (паспортов, сменного и ремонтного журналов, журнала контрольных поверок манометров и др.).
Билет 6.
1. Какая арматура устанавливается на дренажных линиях паропроводов давлением до 22кгс/см 2 и от 22кгс/см 2 до 200кгс/см 2 ?
Все участки паропроводов, которые могут быть отключены запорными органами, для возможности их прогрева и продувки должны быть снабжены в концевых точках штуцером с вентилем, а при давлении свыше 2,2 МПа (22 кгс/см 2 ) — штуцером и двумя последовательно расположенными вентилями: запорным и регулирующим. Паропроводы на давление 20 МПа (200 кгс/см 2 ) и выше должны обеспечиваться штуцерами с последовательно расположенными запорным и регулирующим вентилями и дроссельной шайбой. В случаях прогрева участка паропровода в обоих направлениях продувка должна быть предусмотрена с обоих концов участка.
Что включает в себя техническое освидетельствование трубопровода?
Трубопроводы, на которые распространяются Правила, перед пуском в работу и в процессе эксплуатации должны подвергаться следующим видам технического освидетельствования: наружному осмотру и гидравлическому испытанию.
В каких случаях манометр не допускается к эксплуатации?
Манометр не допускается к применению в случаях, когда:
отсутствует пломба или клеймо с отметкой о проведении поверки;
просрочен срок поверки;
стрелка при его отключении не возвращается к нулевому показанию шкалы на величину, превышающую половину допускаемой погрешности для данного прибора;
разбито стекло или имеются повреждения, которые могут отразиться на правильности его показаний.
4. Приборы для измерения давления. Какие требования предъявляются к манометрам?
Класс точности манометров должен быть не ниже:
2,5 — при рабочем давлении до 2,5 МПа (25 кгс/см 2 );
1,5 — при рабочем давлении более 2,5 МПа (25 кгс/см 2 ) до 14 МПа (140 кгс/см 2 );
1,0 — при рабочем давлении более 14 МПа (140 кгс/см 2 ).
Шкала манометров выбирается из условия, чтобы при рабочем давлении стрелка манометра находилась в средней трети шкалы.
На шкале манометра должна быть нанесена красная черта, указывающая допустимое давление.
Взамен красной черты допускается прикреплять к корпусу манометра металлическую пластинку, окрашенную в красный цвет и плотно прилегающую к стеклу манометра.
Манометр должен быть установлен так, чтобы его показания были отчетливо видны обслуживающему персоналу, при этом шкала его должна быть расположена вертикально или с наклоном вперед до 30° для улучшения видимости показаний.
Номинальный диаметр манометров, устанавливаемых на высоте до 2 м от уровня площадки наблюдения за манометрами, должен быть не менее 100 мм, на высоте от 2 до 3 м — не менее 150 мм и на высоте от 3 до 5 м — не менее 250 мм. При расположении манометра на высоте более 5 м должен быть установлен сниженный манометр в качестве дублирующего.
Перед каждым манометром должен быть трехходовой кран или другое аналогичное устройство для продувки, проверки и отключения манометра. Перед манометром, предназначенным для измерения давления пара, должна быть сифонная трубка диаметром не менее 10 мм.
Величина пробного давления при гидравлическом испытании трубопроводов.
Минимальная величина пробного давления при гидравлическом испытании трубопроводов, их блоков и отдельных элементов должна составлять 1,25 рабочего давления, но не менее 0,2 МПа (2 кгс/см 2 ).