

Какие методы включает разрушающий контроль сварных соединений
Виды контроля сварки. Методы контроля качества сварных соединений
Содержание
Для того чтобы сварное соединение соответствовало заданным требованиям по качеству, необходимо контролировать его, начиная с контроля подготовки шва, продолжая контролировать во время сварки и заканчивая проверкой уже готового сварного соединения. Исходя из этого, различают следующие виды контроля сварки: предварительный, текущий и окончательный.
Виды контроля сварных соединений
Предварительный контроль
Предварительный контроль включает в себя проверку качества свариваемого металла и материалов для сварки. Кроме этого, контролируют подготовку сварных кромок и сборку свариваемых деталей, исправность оснастки для сварки, сварочного оборудования и приборов. Кроме этого, необходимо провести испытания стали на свариваемость, которые включают в себя механические испытания, металлографический анализ и испытания на вероятность образования холодных трещин и горячих трещин при сварке.
Текущий контроль сварки
Текущий контроль ведут непосредственно во время сварочных работ. При этом проверяют соблюдение технологии сварки (соблюдение режимов сварки, качество зачистки промежуточных сварных швов, заварку сварочных кратеров, выполнение предварительного и сопутствующего подогрева, при необходимости и другие моменты).
Окончательный контроль сварки
При окончательном контроле проверяют уже готовые сварные соединения. Готовое сварное изделие должно полностью удовлетворять требованиям, предъявляемым к нему.
Суммарная трудоёмкость всех контрольных операций может достигать до 30% от общей трудоёмкости изготовления сварной металлоконструкции. Объём контроля зависит от того, насколько высоки требования, предъявляемые к металлоконструкции, от сложности технологии сварки и от квалификации контролирующего персонала.
Какими методами контролируют сварные соединения?
Контроль сварных соединений производится с помощью следующих методов контроля: внешним осмотром, металлографическим анализом, химическим анализом, с помощью механических испытаний, просвечиванием рентгеновскими, или гамма-лучами, ультразвуковую дефектоскопию, магнитную дефектоскопию. Для достоверного контроля, сварное соединение необходимо очистить от шлака, окалины и сварочных брызг.
По своей сути, способы контроля сварки можно разделить на две группы: методы разрушающего контроля и методы неразрушающего контроля сварных соединений. О каждой из этих групп будет сказано чуть ниже по тексту.
Методы разрушающего контроля сварных соединений
Методы разрушающего контроля сварки — это различные испытания сварных образцов, позволяющие определить параметры сварного шва и зоны термического влияния. К таким методам относятся механические и металлографические испытания, а также химический анализ. Чаще всего такие испытания выполняют на контрольных образцах и реже — на самом изделии. Контрольные образцы должны из того же материала, что и само изделие, и свариваются они по той же технологии.
Металлографические исследования сварных соединений
Металлографический анализ заключается в засверливании и протравливании поверхности металла 10%-ным водным раствором хлорида меди и аммония. При этом засверленная поверхность должна проходить и через металл сварного шва, и через основной металл. Время протравливания составляет 2-3мин. По окончании протравливания остатки хлорида меди смывают водой.
После этого протравленную поверхность осматривают невооружённым взглядом (макроструктурное исследование), или, используя оптические приборы (макроструктурное исследование). При осмотре определяют качество провара и наличие внутренних сварных дефектов. При сварке ответственных металлоконструкций, металлографические исследования проводятся в расширенном объёме. Для их проведения применяются специальные микро- и макрошлифы, изготовленные из сваренных вместе контрольных пластин, или пластин, вырезанных непосредственно из сварного соединения.
Макроструктурное металлографическое исследование проводят невооружённым глазом, или с помощью лупы или увеличительного стекла. При таком методе контроля можно определить характер расположение видимых сварных дефектов.
При микроструктурном анализе исследуют структуру сварного шва и переходной зоны с помощью оптических приборов, дающих увеличение в 50-2000раз. Микроструктурное исследование позволяет определить наличие шлаковых включений в металле шва, обнаружить прожоги и несплавления, увидеть мельчайшие трещины и поры в металле и оценить величину зёрен металла.
Химический анализ сварного соединения
При проведении химического анализа устанавливают химический состав сварного шва, основного металла и электродов и определяют их соответствие установленным стандартам на изготовление сварного изделия. Химический анализ должен проводится в соответствии с требованиями ГОСТ 122-75, в котором оговорены методы отбора проб для химического и спектрального анализа.
Механические испытания сварного соединения
Для проведения механических испытаний чаще всего изготавливают специальные контрольные образцы из того же металла по той же технологии, что и сварное соединение. В некоторых случаях проводят испытания на образцах, вырезанных из сварного соединения.
При проведении механических испытаний определяют таких механические свойства соединения, как предел прочности на растяжение, ударную вязкость, твёрдость и максимальный угол загиба и пластичность металла. Форма и размеры образцов, взятых для испытаний, должны соответствовать ГОСТ 6996. Согласно этому стандарту, испытывают металл сварного шва, зону термического влияния и основной металл.
Методы неразрушающего контроля сварных соединений
К методам неразрушающего контроля сварки относят способы, позволяющие проверить качество металла шва и переходной зоны без их разрушения. К этим методам относятся внешний осмотр сварного соединения, а также исследования при помощи электромагнитных, акустических воздействий и при помощи различных веществ, проникающих в сварной металл.
С помощью подобных методов можно определить наличие различных дефектов в сварном соединении, их характер, величину и расположение. Эти возможности и определили общее название этих методов — дефектоскопия. О том, какие бывают виды дефектоскопии, и о неразрушающем контроле сварки подробно рассказано на странице: «Неразрушающий контроль сварных соединений, методы контроля».
Разрушающие методы контроля сварных соединений
КАФЕДРА ТЕХНИКИ И ТЕХНОЛОГИИ
Реферат
по дисциплине «Механическая сварочная пайка»
на тему:
«Метрологическое обеспечение Метод контроля сварочных швоф»
Выполнил:
Студент группы РЗ-15
Проверил:
ОГЛАВЛЕНИЕ
1. 1.Дефекты и контроль качества сварных соединений. 4
Общие сведения и организация контроля
1. Виды дефектов сварных швов: 6
2. Вакуумный контроль шва: 8
2. Разрушающие методы контроля сварных соединений 9
3. Механические испытания на твердость11
4. Методы Виккерса и Роквелла 12
Список литературы 15
ВВЕДЕНИЕ
Метрологическое обеспечение — это установление и применение научных и организационных основ, технических средств, правил и норм, необходимых для достижения единства и требуемой точности измерений. Метрологическое обеспечение осуществляется в соответствии с требованиями, установленными стандартами Государственной системы обеспечения единства измерений (ГСИ) и другими обязательными к применению нормативно-техническими документами.
При изготовлении изделий требуемого качества возникает необходимость располагать количественной информацией о том или ином показателе качества этих изделий. Основным способом получения такой информации являются измерения, при выполнении которых получают результат измерения, с большей или меньшей точностью отражающий интересующее свойство изделия.
Измерения — один из самых древних видов человеческой деятельности, имеющий многовековую историю и развивающийся одновременно с человеческим обществом, как язык общения и необходимое условие экономических связей в торгово-промышленной практике и в быту. Первые измерения заключались в сопоставлении наблюдаемых человеком предметов с размерами собственного тела и его частей. Основой использования таких мер являлась древняя философия. «Человек есть мера всех вещей» утверждал древнегреческий философ Протагор. В результате возникли такие единицы измерения как: дюйм, равный ширине большого пальца (дюйм -большой палец в переводе с голландского), фут, равный длине ступни ноги, аршин (арш — локоть в переводе с персидского) и др. Достоинствами этих мер являлись их наглядность и наличие «под рукой».
1.Дефекты и контроль качества сварных соединений. Общие сведения и организация контроля
По ГОСТ 15467-79 качество продукции есть совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности и уровня отработки технологической документации, соблюдения технологической дисциплины, а также квалификации работающих. Обеспечить высокие технические и эксплуатационные свойства изделий можно только при условии точного выполнения технологических процессов и их стабильности. Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий.
Наиболее ответственным моментом является текущий контроль выполнения сварки. Организация контроля сварочных работ может производиться в двух направлениях: контролируют сами процессы сварки либо полученные изделия.
Контроль процессов позволяет предотвратить появление систематических дефектов и особенно эффективен при автоматизированной сварке (автоматическая и механизированная дуговая, электрошлаковая и др.). Существуют следующие способы контроля сварочных процессов.
Контроль по образцам технологических проб. В этом случае периодически изготовляют образцы соединений из материала той же марки и толщины, что и свариваемое изделие, и подвергают их всесторонней проверке: внешнему осмотру, испытаниям на прочность соединений, просвечиванию рентгеновскими лучами, металлографическому исследованию и т.д. с момента изготовления одного образца до момента изготовления следующего.
Контроль с использованием обобщающих параметров, имеющих прямую связь с качеством сварки, например использование дилатометрического эффекта в условиях точечной контактной сварки.
Контроль параметров режима сварки. Так как в большинстве случаев определенных обобщающих параметров для процессов сварки плавлением нет, то на практике контролируют параметры, непосредственно определяющие режим сварки. При дуговой сварке такими параметрами в первую очередь являются сила тока, дуговое напряжение, скорость сварки, скорость подачи проволоки и др.
Контроль изделий производят пооперационно или после окончания изготовления. Последним способом обычно контролируют несложные изделия. Качество выполнения сварки на изделии оценивают по наличию наружных или внутренних дефектов.
В зависимости от того, нарушается или не нарушается целостность сварного соединения при контроле, различают неразрушающие и разрушающие методы контроля.
В процессе образования сварных соединений в металле шва и зоне термического влияния могут возникать различные отклонения от установленных норм и технических требований, приводящие к ухудшению работоспособности сварных конструкций, снижению их эксплуатационной надежности, ухудшению внешнего вида изделия. Такие отклонения называют дефектами. Дефекты сварных соединений различают по причинам возникновения и месту их расположения (наружные и внутренние). В зависимости от причин возникновения их можно разделить на две группы.
К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения (горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния).
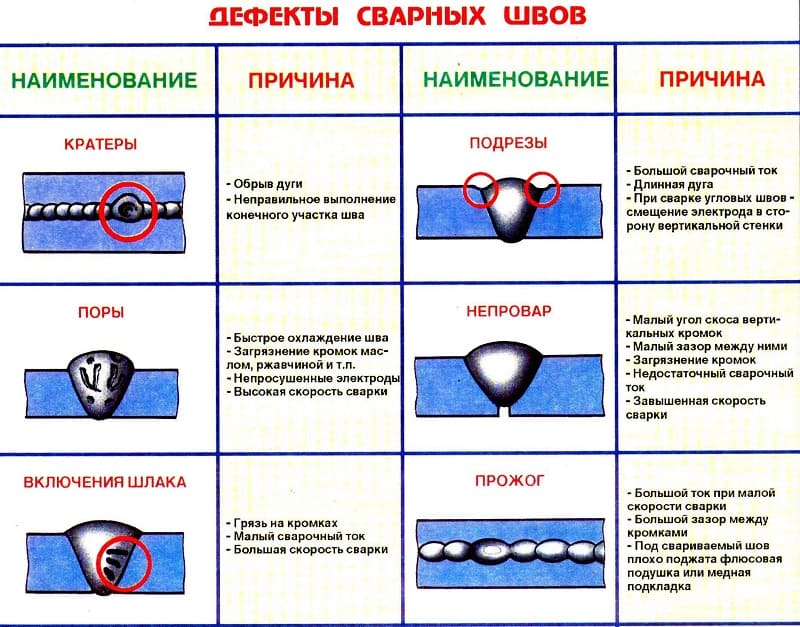
Ко второй группе дефектов, которые называют дефектами формирования швов, относят дефекты, происхождение которых связано в основном с нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, недостаточной квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся несоответствия швов расчетным размерам, непровары, подрезы, прожоги, наплывы, незаваренные кратеры и др. Виды дефектов приведены на рис. 1. Дефектами формы и размеров сварных швов являются их неполномерность, неравномерные ширина и высота, бугристость, седловины, перетяжки и т.п.
1. Виды дефектов сварных швов:
а — ослабление шва. б — неравномерность ширины, в — наплыв, г — подрез, с — непровар, с — трещины и поры, ж — внутренние трещины и поры, з — внутренний непровар, и — шлаковые включения
Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Подрезы представляют собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва. Они возникают в результате большого сварочного тока и длинной дуги. Основной причиной подрезов при выполнении угловых швов является смещение электрода в сторону вертикальной стенки. Это вызывает значительный разогрев металла вертикальной стенки и его стекание при оплавлении на горизонтальную стенку. Подрезы приводят к ослаблению сечения сварного соединения и концентрации в нем напряжений, что может явиться причиной разрушения.
Прожоги — это сквозные отверстия в шве, образованные в результате вытекания части металла ванны. Причинами их образования могут быть большой зазор между свариваемыми кромками, недостаточное притупление кромок, чрезмерный сварочный ток, недостаточная скорость сварки.
Непроваром называют местное несплавление кромок основного металла или несплавление между собой отдельных валиков при многослойной сварке. Причины образования непроваров — плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке.
Трещины, также как и непровары, являются наиболее опасными дефектами сварных швов.
Шлаковые включения , представляющие собой вкрапления шлака в шве, образуются в результате плохой зачистки кромок деталей и поверхности сварочной проволоки от оксидов и загрязнений.
Газовые поры появляются в сварных швах при недостаточной полноте удаления газов при кристаллизации металла шва.
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам — сквозным порам и трещинам.
Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
Контроль аммиаком основан на изменении окраски некоторых индикаторов (раствор фенолфталеина, азотнокислой ртути) под воздействием щелочей. В качестве контролирующего реагента применяется газ аммиак. При испытании на одну сторону шва укладывают бумажную ленту, смоченную 5%-ным раствором индикатора, а с другой стороны шов обрабатывают смесью аммиака с воздухом. Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов.
Контроль воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением, а также резервуары, цистерны и т.п.
Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо- и газопроводов и других сварных конструкций, работающих под избыточным давлением.
Вакуумному контролю подвергают сварные швы, которые невозможно испытать керосином, воздухом или водой и доступ к которым возможен только с одной стороны.
Его широко применяют при проверке сварных швов днищ резервуаров, газгольдеров и других листовых конструкций. Сущность метода заключается в создании вакуума на одной стороне контролируемого участка сварного шва и регистрации на этой же стороне шва проникновения воздуха через имеющиеся неплотности. Контроль ведется с помощью переносной вакуум-камеры, которую устанавливают на наиболее доступную сторону сварного соединения , предварительно смоченную мыльным раствором (рис. 2).
2. Вакуумный контроль шва:
1 — вакуумметр, 2 — резиновое уплотнение, 3 — мыльный раствор, 4 — камера. Люминесцентный контроль и контроль методом красок, называемый также капиллярной дефектоскопией, проводят с помощью специальных жидкостей, которые наносят на контролируемую поверхность изделия.
Контроль методом красок заключается в том, что на очищенную поверхность сварного соединения наносится смачивающая жидкость, которая под действием капиллярных сил проникает в полость дефектов.
Контроль газоэлектрическими течеискателям и применяют для испытания ответственных сварных конструкций, так как такие течеискатели достаточно сложны и дорогостоящи. В качестве газа-индикатора в них используется гелий.
Для обнаружения скрытых внутренних дефектов применяют следующие методы контроля.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах дефектов при намагничивании контролируемых изделий. Изделие намагничивают, замыкая им сердечник электромагнита или помещая внутрь соленоида.
Требуемый магнитный поток можно создать и пропусканием тока по виткам (3 — 6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. Дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется ЭДС, вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе (рис. 3) поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Разрушающие методы контроля сварных соединений
К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик сварного соединения. Эти методы могут применяться как на контрольных образцах, так и на отрезках, вырезанных из самого соединения. В результате разрушающих методов контроля проверяют правильность подобранных материалов, выбранных режимов и технологий, осуществляют оценку квалификации сварщика.
Механические испытания являются одним из основных методов разрушающего контроля. По их данным можно судить о соответствии основного материала и сварного соединения техническим условиям и другим нормативам, предусмотренным в данной отрасли.
К механическим испытаниям относят:
а) испытание сварного соединения в целом на различных его участках (наплавленного металла, основного металла, зоны термического влияния) на статическое (кратковременное) растяжение; б) статический изгиб; в) ударный изгиб (на надрезанных образцах); г) на стойкость против механического старения; д) измерение твердости металла на различных участках сварного соединения.
Контрольные образцы для механических испытаний варят из того же металла, тем же методом и тем же сварщиком, что и основное изделие. В исключительных случаях контрольные образцы вырезают непосредственно из контролируемого изделия. Варианты образцов для определения механических свойств сварного соединения.
Статическим растяжением испытывают прочность сварных соединений, предел текучести, относительное удлинение и относительное сужение. Статический изгиб проводят для определения пластичности соединения по величине угла изгиба до образования первой трещины в растянутой зоне.
Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом.
Ударный изгиб — испытание, определяющее ударную вязкость сварного соединения. По результатам определения твердости можно судить о прочностных характеристиках, структурных изменениях металла и об устойчивости сварных швов против хрупкого разрушения. В зависимости от технических условий изделие может подвергаться ударному разрыву. Для труб малого диаметра с продольными и поперечными швами проводят испытания на сплющивание. Мерой пластичности служит величина просвета между поджимаемыми поверхностями при появлении первой трещины.
Металлографические исследования сварных соединений проводят для установления структуры металла, качества сварного соединения, выявляют наличие и характер дефектов. По виду излома устанавливают характер разрушения образцов, изучают макро- и микроструктуру сварного шва и зоны термического влияния, судят о строении металла и его пластичности.
Макроструктурный анализ определяет расположение видимых дефектов и их характер, а также макрошлифы и изломы металла. Его проводят невооруженным глазом или под лупой с 20-ти кратным увеличением.
Микроструктурный анализ проводится с увеличением в 50-2000 раз с помощью специальных микроскопов. При этом методе можно обнаружить окислы на границах зерен, пережог металла, частицы неметаллических включений, величину зерен металла и другие изменения в его структуре, вызванные термической обработкой. При необходимости делают химический и спектральный анализ сварных соединений.
Специальные испытания выполняют для ответственных конструкций. Они учитывают условия эксплуатации и проводятся по методикам, разработанным для данного вида изделий.
Методы контроля качества сварных соединений
Под контролем качества сварки подразумеваются проверка условий и порядок выполнения сварочных работ, а также определение качества выполненных сварных соединений в соответствии с техническими требованиями.
В сварочном производстве применяют следующие виды контроля: входной (предупредительный), текущий (пооперационный) и приемочный (выходной) готовых изделий и узлов.
Цель входного контроля – уменьшить вероятность возникновениябрака при выполнении сварочных работ (контроль документации, качества исходных и сварочных материалов, квалификации сварщиков и т. д.).
Текущий контроль осуществляется в процессе сборочно-сварочных работ.
Приемочный, или выходной контроль, осуществляется для выявления наружных и внутренних дефектов сварки.
Различают разрушающие и неразрушающие методы контроля качества сварных соединений.
Разрушающие методы контроля качества сварных соединений
Разрушающие испытания проводят на образцах-свидетелях, моделях и реже на самих изделиях для получения информации, прямо характеризующей прочность, качество или надежность соединений. К их числу относятся: механические испытания, металлографические исследования, химический анализ и специальные испытания. Эти методы применяют главным образом при разработке технологии изготовления металлических конструкций или для выборочного контроля готовой продукции.
Механические испытания предусматривают статические испытания различных участков сварного соединения на растяжение, изгиб, твердость и динамические испытания на ударный изгиб и усталостную прочность.
Металлографические исследования проводят для установления структуры металла сварного соединения и наличия дефектов.
При макроструктурном методе определяют характер и расположение видимых дефектов в разных зонах сварных соединений путем изучения макрошлифов и изломов металла невооруженным глазом или с помощью лупы.
При микроструктурном анализе исследуют структуру металла на полированных и травленных реактивами шлифах при увеличении в 50. 2000 раз. Такие исследования позволяют обнаружить пережог металла, наличие окислов по границам зерен, сульфидных и оксидных включений, размеры зерна, микроскопические трещины и другие дефекты структуры.
Химический анализ позволяет установить состав основного и наплавленного металла, электродов и их соответствие ТУ на изготовление сварного соединения.
Специальные испытания проводят для получения характеристик сварных соединений, учитывающих условия эксплуатации (коррозионная стойкость, ползучесть металла при воздействии повышенных температур и др.).
Неразрушающие методы контроля качества сварных соединений
При неразрушающих испытаниях оценивают те или иные физические свойства, косвенно характеризующие прочность или надежность сварного соединения. Неразрушающие методы (ими проверяется более 80 % сварных соединений) применяют, как правило, после изготовления изделия для обнаружения в нем дефектов. К неразрушающим методам контроля качества сварных соединений относятся: внешний осмотр, радиационный, ультразвуковой и магнитный контроль, контроль на непроницаемость и ряд других методов, имеющих ограниченное применение.
Внешнему осмотру подвергается 100 % сварных соединений. Осмотр выполняют невооруженным глазом или с помощью лупы, используя шаблоны и мерительный инструмент. При этом проверяются геометрические размеры швов, наличие подрезов, трещин, непроваров, кратеров и других наружных дефектов.
Контролю на непроницаемость подвергают трубопроводы и емкости, предназначенные для транспортирования и хранения газов и жидкостей и, как правило, работающие при избыточном давлении.
Пневматические испытания основаны на создании с одной стороны шва избыточного давления воздуха (10. 20 кПа) и промазывании другой стороны шва мыльной пеной, образующей пузыри под действием проникающего через неплотности сжатого воздуха. Негерметичность можно также оценить по падению давления воздуха в емкости, снабженной манометром.
Вид гидравлического испытания зависит от конструкции изделия. Налив воды применяют для испытания на прочность и плотность вертикальных резервуаров, газгольдеров и других сосудов с толщиной стенки не более 10 мм. Воду наливают на полную высоту сосуда и выдерживают не менее 2 ч. Поливу из шланга с брандспойтом под давлением не ниже 0,1 МПа подвергают сварные швы открытых сосудов. При испытании с дополнительным гидростатическим давлением последнее создают в наполненном водой и закрытом сосуде с помощью гидравлического насоса. Величину давления определяют по техническим условиям и правилам Котлонадзора. Дефектные места устанавливают по наличию капель, струек воды и отпотеваний.
Внутренние дефекты сварных соединений выявляют просвечиванием рентгеновскими лучами (толщина металла до 60 мм (рис. 1)), или гамма-лучами (толщина металла до 300 мм (рис. 2)). Выявление дефектов основано на различном поглощении рентгеновского или гамма-излучения участками металла с дефектами и без них. Результаты фиксируются на пленке или выводятся на специальный экран. Размеры выявляемых дефектов: при рентгенографии – 1. 3 % от толщины металла, при радиографии – 2. 4 %.

Рис. 1. Рентгенографический контроль сварных соединений: 1 – рентгеновская трубка; 2 – сварное соединение; 3 – кассета; 4 – пленка
При оценке качества швов рекомендуется иметь эталонные снимки характерных дефектов для разных толщин металла. Альбомы эталонных снимков утверждаются инспекцией Ростехнадзора и являются неотъемлемой частью ТУ на приемку изделий.

Рис. 2. Схема просвечивания гамма-лучами: 1 – затвор; 2 – свинцовая капсула; 3 – капсула с веществом; 4 – сварное соединение; 5 – кассета с пленкой
Магнитографический контроль основан на обнаружении полей рассеивания, образующихся в местах расположения дефектов при намагничивании контролируемых сварных соединений (рис. 3). Поля рассеивания фиксируются на эластичной магнитной ленте, плотно прижатой к поверхности шва. Запись производят на дефектоскопе. Магнитографический контроль можно применять только для проверки сварных соединений металлов и сплавов небольшой толщины, обладающих ферромагнитными свойствами. Выявляют поверхностные и подповерхностные макротрещины, непровары, поры и шлаковые включения глубиной 2. 7 % на металле толщиной 4. 12 мм. Менее четко обнаруживаются поры округлой формы, широкие непровары (2,5. 3 мм), поперечные трещины, направление которых совпадает с направлением магнитного потока.
Ультразвуковой контроль основан на способности ультразвуковых колебаний (механические колебания частотой 16. 25 МГц) отражаться от поверхности, разделяющей среды с разными акустическими свойствами. Для получения ультразвуковых колебаний используют свойство титаната бария, кристаллов кварца и некоторых других веществ преобразовывать электрические колебания в механические и наоборот (обратный и прямой пьезоэффекты).

Рис. 3. Схема прохождения магнитного потока в сварном соединении: а – при отсутствии дефекта; б – при наличии дефекта; 1 – поле магнитного рассеяния; 2 – дефекты шва
Ультразвуковой контроль имеет определенные преимущества перед радиационными методами: высокую чувствительность (площадь обнаруживаемого дефекта 0,2. 2,5 мм² при толщине металла до 10 мм и 2. 15 мм² при больших толщинах), возможность контроля при одностороннем доступе к шву, высокую производительность, возможность определения точных координат залегания дефекта, мобильность аппаратуры.
Основным методом УЗ-контроля является эхо-метод. Этим методом контролируют около 90 % всех сварных соединений толщиной более 4 мм.
На рис. 4 представлена принципиальная схема УЗ-контроля эхоимпульсным методом с совмещенной схемой включения искателя и приемника. Импульсный генератор 1 формирует короткие электрические импульсы с длинными паузами. Искатель 5 преобразует эти импульсы в ультразвуковые колебания. При встрече с дефектом волны от него отражаются, снова попадают на искатель и преобразуются в электрические колебания, поступающие на усилитель 2 и дальше на экран прибора 3. Зондирующий импульс генератора 6 размещается в начале развертки, импульс от донной поверхности 8 – в конце развертки, а импульс от дефекта 7 – между ними. В процессе контроля сварного соединения искатель перемещается зигзагообразно по основному металлу вдоль шва 4. Для обеспечения акустического контакта поверхность изделия в месте контроля обильно смазывают маслом (например, компрессорным).
К недостаткам метода следует отнести прежде всего низкую помехоустойчивость к наружным отражателям, резкую зависимость амплитуды сигнала от ориентации дефекта.

Рис. 4. Ультразвуковой контроль сварных соединений: 1 – генератор; 2 – усилитель; 3 – экран прибора; 4 – сварной шов; 5 – искательприемник; 6 – начальный импульс; 7 – импульс от дефекта; 8 – импульс от донной поверхности
Люминесцентная и цветная дефектоскопия относятся к методам капиллярной дефектоскопии. Контролируемую поверхность покрывают слоем флюоресцирующего раствора или ярко-красной проникающей жидкости. Затем раствор или жидкость удаляют, а поверхность облучают ультрафиолетовым светом (люминесцентный метод) или покрывают белой проявляющей краской (цветная дефектоскопия). В первом случае дефекты начинают светиться, а во втором – проявляются на фоне белой краски. С помощью этих методов выявляют поверхностные дефекты, главным образом трещины, в том числе в сварных соединениях из немагнитных сталей, цветных металлов и сплавов.
В каждом конкретном случае способ и объемы контроля качества сварного соединения выбираются в зависимости от назначения и степени ответственности конструкции в соответствии с отраслевыми нормативными документами, специальными техническими условиями или проектом.
Просмотров: 40674 Создан: 2012-10-20 Источник: Трубные технологии
Методы разрушающего контроля сварных соединений. Механические и металлографические исследования
Разрушающий контроль – исследование качества сварного соединения по воздействию на материал, при котором происходит разрушение контрольного образца. Испытания чаще всего проводят на образцах-свидетелях, сваренных из того же материала, как у изделия, и по такой же технологии.
Результатом проведения разрушающего контроля является получение числовых данных, характеризующих прочность и надежность сварного соединения. Разрушающий контроль регламентируется государственными нормативами и подразделяется на виды контроля.
Методы контроля
Разрушающие исследования включают методы испытания сварных образцов:
Механические испытания
Контроль предназначен для определения механических свойств материалов. Цель – проверка соответствия механических качеств конструкции запросам технических условий или проекта. Для проведения эксперимента из изделия вырезают контрольный образец или вместе с основной конструкцией сваривают контрольную пластину.
Механические испытания сварных соединений, согласно ГОСТ 6996-66, включают проверку:
- на растяжение;
- ударный изгиб.
Контроль также предусматривает определение твердости металла различных участков сварного шва и исследование соединения на стойкость против механического старения.
По характеру приложения нагрузки механические испытания разделяют на виды:
- статические – для них характерна малая скорость деформации контрольного образца в результате воздействия статической нагрузки (растяжение, сжатие);
- динамические – проверка воздействия на испытуемый предмет нагрузки, изменяемой с большой скоростью (ударный изгиб);
- на усталость – выявление способности металла сопротивляться воздействию много раз повторяющихся переменных нагрузок, изменяющихся по направлению, времени и величине (изгиб, растяжение, кручение).
Статическое растяжение
Испытание проводится способом растяжения (разрыва) образцов и заключается в определении следующих механических свойств исследуемого материала:
- пределов пропорциональности, текучести и упругости;
- предела прочности (временного сопротивления);
- истинного сопротивления разрыву;
- относительных удлинения и сужения после разрыва.
Работа выполняется на специальных машинах, оборудованных приборами автоматической записи диаграммы растяжения. Проверяют образцы прямоугольного или круглого сечения (диаметр 3-10 мм).
Ударный изгиб
Для проведения испытаний применяют прямоугольные или квадратные образцы с односторонним надрезом. Надрез в зависимости от назначения контрольного эксперимента может располагаться:
- на линии сплавления;
- в зоне термического влияния;
- на оси сварного шва.
Цель испытания – определение ударной вязкости исследуемого металла при заданной температуре в зоне соединения.
Ударная вязкость надрезанного образца определяется отношением работы, затраченной на излом контрольного элемента (в Дж), к площади его поперечного сечения в зоне надреза до проведения испытания (в м 2 ).
После проведения испытания выполняется исследование структуры излома. Цель – определение наличия дефектов сварного шва и степени кристалличности на изломе.
Металлографические исследования
Цель – определение структуры материала сварного соединения. Исследованием устанавливают:
- правильность выбора всех факторов, влияющих на качество сварного шва;
- дефекты шва и причины их возникновения.
Металлографический анализ включает макроструктурное и микроструктурное исследования материала сварного шва.
Макроструктурный метод
Служит для предварительной оценки качества сварного соединения. Макроструктуру шва на поверхности образца (шлифе и изломе сварного шва) можно наблюдать визуально или при двадцатикратном увеличении. Вырезанные темплеты для шлифов шлифуют и травят реактивами, подбираемыми в зависимости от типа металла и цели исследования.
- строение, размеры и форму шва;
- наличие дефектов (трещины, непровары, газовые поры, шлаковые включения, усадочные рыхлости).
Макроструктуру материала также изучают по излому, внешний вид которого говорит о характере разрушения металла. Излом крупнозернистый с характерным блеском указывает на хрупкость металла. Серый волокнистый излом, имеющий матовую поверхность, свидетельствует о хорошей пластичности материала.
Микроструктурный метод
Предполагает исследование микроструктуры металла – строения металла, видимого под микроскопом. Анализ проводят на шлифах с отполированной и отшлифованной до блеска поверхностью, протравленной специальными растворами.
Исследование проводится с применением оптического микроскопа при увеличениях от 50 до 2000 раз. Микроструктурным методом устанавливаются:
- качество обработки шлифа;
- наличие газовых пор и окисных пленок;
- наличие микротрещин;
- степень загрязнения металла сварного шва неметаллическими включениями.
Неметаллические включения могут быть разной формы и проявляются на белом фоне шлифа темными пятнами. Микротрещины выглядят тонкими извилистыми кривыми. Газовые поры – черными пятнами.
Неразрушающий контроль сварных соединений
Первая электросварка, как полноценная технология, появилась еще в начале 19-го века. И очень скоро мастера поняли, что недостаточно просто соблюдать технологию, чтобы соединение получилось качественным. Поэтому в рабочий процесс был внедрен визуальный контроль, как один из простейших. Но со временем оказалось, что с помощью визуального контроля невозможно обнаружить скрытые дефекты.

Так возникла необходимость в применении других методов контроля. Желательно таких, которые не будут изменять внутреннюю структуру металла и ухудшать его качественные характеристики. Вскоре такие методы были разработаны, и их назвали неразрушающими. Со временем на каждом производстве появилась своя лаборатория неразрушающего контроля, благодаря которой удается обнаружить все дефекты, скрытые от глаз. В этой статье мы подробно расскажем, какие существуют методы неразрушающего контроля сварных соединений.
Основные дефекты
Для начала определимся, какие дефекты можно выявить с помощью неразрушающего контроля.

Дефекты могут быть внешними и внутренними. К внешним дефектам относятся трещины, сколы, надрезы, прожоги. При этом главными причинами образования таких дефектов является либо неравномерное охлаждение металла, либо непроваренные участки шва. К внутренним дефектам принято относить образование пор и газовых включений в сварочном соединении. Причина их возникновения — окисление металла и колебание внутреннего давления.
Виды неразрушающего контроля сварных швов
Прежде чем вы узнаете о современных видах неразрушающего контроля мы расскажем вам про исторические способы. Самый старый тип неразрушающего контроля — это сверка готового шва с эталоном. Изначально на отдельной детали варился так называемый эталонный шов, который по мнению мастеров был качественным, и с ним затем сверяли все последующие работы. Как вы понимаете, этот метод очень спорный, поскольку основан на субъективном мнении сварщика. Совсем скоро стало понятно, что данный метод контроля не позволяет в должной мере оценить качество шва.
Но технологии не стояли на месте, и вскоре появились более совершенные методы контроля качества. Среди наиболее применяемых выделим визуально-измерительный, радиографический, ультразвуковой и капиллярный контроль. Далее мы отдельно расскажем о каждом методе.
Визуально-измерительный контроль
Визуально измерительный контроль — простейший метод контроля, основанный на визуальном осмотреть сварного шва и/или с помощью дополнительных инструментов (линеек, луп и пр.). Этот метод самый экономически выгодный, поскольку не требуется использование дорогостоящего оборудования и поиск высококвалифицированных контролеров. При должном подходе сварщиков просто обучают данному типу контроля, и они выполняют его самостоятельно в процессе и после сварки.

Для новичков выпускаются специальные кейсы, где собраны основные инструменты, и подробная инструкция, как проводить визуально-измерительный контроль. Но есть у такого метода существенный недостаток — человеческий фактор. Здесь весь контроль выполняет человек, а это значит, что он может просто не заметить дефект в силу своей неопытности, плохого самочувствия или еще каких-либо субъективных причин. Здесь мы не будем подробно все описывать, поскольку посвятили теме визуального контроля отдельную статью, прочтите ее.
Радиографический контроль
Радиографический (или радиационный) контроль — метод контроля качества, суть которого заключается в прохождении рентгеновских лучей сквозь металл. Если лучи проходят беспрепятственно, значит имеются скрытые дефекты. Если дефектов нет или они незначительны, то лучи просто растворяются в металле.

Для фиксации результата используются специальные пленки, на которых затем делают рентгеновский снимок. Пленки покрыты специальным веществом, реагирующим на рентгеновские лучи. А они все равно остаются. Даже если дефектов нет, поскольку металл не полностью поглощает излучение. В результате мы всегда получаем снимок, где можно четко увидеть наличие или отсутствие дефектов.
Рентгенография очень эффективна, но требует очень ответственного подхода к работе. Поскольку сопряжена с риском для здоровья. К тому же, рентгеновские лучи способны заряжать воздух электричеством, что может привести к несчастным случаям. Этому методу контроля мы также посвятили отдельный материал, в нем вы прочтете больше подробностей, узнаете принцип работы рентгенографа.
Ультразвуковой контроль
Ультразвуковой контроль очень похож на радиографический, только вместо рентгеновских лучей здесь используется ультразвук. Звуковые колебания, проходя через металл, и возвращаясь обратно могут видоизменяться, если встретят на пути какой-либо внутренний дефект. Все эти изменения фиксируются с помощью специального оборудования — дефектоскопа. Ключевые параметры, на которые смотрит контролер — это скорость прохождения ультразвука и степень его ослабления, когда сигнал возвращается обратно.

Данный контроль сварных швов относительно точный и информативный, он позволяет обнаружить все типы внутренних дефектов, обозначить их размер и местоположение. Но ультразвуковой контроль требует дорогостоящего оборудования и опытных контролеров, нельзя доверить эту работу сварщику в качестве дополнительной обязанности. По этой причине дефектоскоп используется только на крупных предприятиях. Но мелких производствах чаще применяют капиллярный контроль, о котором мы поговорим далее.
Капиллярный контроль
Как мы писали выше, капиллярный контроль часто используется на небольших производствах. И это не удивительно, ведь он не требует использования тяжелой дорогой техники или наличия каких-то особых знаний. Справедливости ради, даже на крупном производстве не всегда есть необходимость проведения сложного контроля, достаточно капиллярного. Что это за метод? Каковы его особенности? Все подробности ниже.

Итак, капиллярный контроль — метод контроля качества с применением специальных жидкостей (их также называют пенетрантами). Эти жидкости отличаются высокой проникающей способностью, т.е. способны затекать даже в самые маленькие вмятины и трещины. Они также могут быть окрашены в яркие цвета для их быстрого распознавания.

Суть метода проста: пенетрант наносят на поверхность сварного соединения и ждут, пока жидкость равномерно распределится. Если на шве есть дефекты, то жидкость проникнет в них и дефект станет более заметным. К сожалению, с помощью такого метода нельзя обнаружить скрытые неисправности, но трещины легко обнаруживаются. К тому же, с помощью этого метода можно узнать не только местоположение трещины, но и ее размер.
Зачастую контролер осматривает места предполагаемого наличие дефектов с помощью лупы, но ели трещины слишком маленькие, то могут использоваться микроскопы.
Перед проведением контроля поверхность металла нужно очистить от загрязнений. Жидкость наносят с помощью кисточки или пульверизатора. Если деталь маленькая, то ее можно просто погрузить в емкость с пенетратной жидкостью.
Сейчас производители предлагают огромное количество жидкостей для выявления наружных дефектов, у них может отличаться не только цена и упаковка, но и состав. Опытные контролеры рекомендуют подбирать жидкости, которые будут визуально увеличивать дефект. Т.е., сам дефект может быть незначительных размеров, но жидкость визуально должна увеличивать его в размерах. Это улучшает точность обнаружения дефекта и в целом упрощает работу.
Следует отметить, что в работе используется два типа жидкости Одна называется индикатором, поскольку указывает на местоположение дефекта, а вторая называется проявителем, поскольку с ее помощью удаляют индикатор и узнают о реальных размерах трещины.
Чаще всего в качестве индикатора применяется горячее масло, краска или жидкости с флуоресцентными свойствами (те, что буквально светятся в темноте). А в качестве проявителя зачастую используют известковое молочко или бензол.
Вместо заключения
Методы контроля, описанные в данной статье, применяются на производствах любого масштаба: от мелких частных мастерских до крупномасштабных заводов с международным статусом. Благодаря таким методам можно произвести контроль любой сложности, например, неразрушающий контроль сварных соединений трубопроводов, по которым течет газ или нефть.
Конечно, в таких случаях неразрушающий контроль может применяться в совокупности с другими методами, которые называются разрушающими. Но в любом случае ни одно производство не обходится без неразрушающего контроля. А вы применяете подобные методы в своей практике? Расскажите об этом в комментариях. Желаем удачи в работе!
Неразрушающие методы контроля сварных швов и соединений
Прочность сварных конструкций зависит от качества швов, которое невозможно объективно оценить после визуального осмотра. Поэтому были разработаны другие методы неразрушающего контроля сварных соединений. При проведении не нарушается целостность элементов конструкции. Неразрушающим контролем сварного соединения обнаруживают внешние и скрытые изъяны, их размеры, расположение. Полученные данные позволяют с высокой точностью определять качество швов. На предприятиях неразрушающему контролю сварных соединений подвергают всю продукцию.

Основные дефекты
Наружные и внутренние дефекты образуются в основном из-за нарушения технологии. Методами неразрушающего контроля сварных швов выявляют:
- Подрезы, которые образуются, если завышен ток или держится длинная дуга.
- Непровары, возникающие при работе с заниженными сварочными токами, завышенной скоростью ведения электрода, недостаточным зазором между кромками заготовок.
- Прожоги образуются, если сварку выполняют завышенным током с малой скоростью.
- Появление пор внутри соединения. Они образуются из-за быстрого охлаждения, от влаги, попадающей в расплавленный металл с непросушенных электродов или плохо очищенных кромок.
- Кратеры появляются при обрыве дуги или неправильном завершении шва.
- Трещины снаружи и скрытые образуются при неравномерном остывании объема расплавленной зоны. Для предотвращения этого явления основной металл предварительно подогревают.
- Кусочки шлака остаются внутри, не успев всплыть при быстром охлаждении шва, если работа выполнялась с повышенной скоростью малым током.
Методы неразрушающего контроля сварных соединений
Способы проверки качества швов и требования, предъявляемые к ним, приведены в ГОСТ 3242-79. Методы объединены в группы по принципу действия. Выбор вида неразрушающего контроля сварных соединений зависит от возможностей и условий проведения.
Визуально-измерительный
Этим методом при внешнем осмотре, используя эталоны, шаблоны, лупу, линейку, выявляют наружные изъяны размером от 0,1 мм. Перед проверкой шов и рядом расположенные поверхности очищают от шлака, брызг металла. К достоинствам относится доступность и отсутствие сложного оборудования. На предприятиях сварщики после обучения самостоятельно проводят проверку соединений на наличие изъянов. Недостатком считают субъективность оценки качества. Работник может не заметить дефект из-за невнимательности, усталости или недомогания. Другие способы контроля применяют после проведения визуального осмотра и устранения выявленных изъянов.
Ультразвуковой
Метод основан на способности звуковых волн высокой частоты, посылаемых излучателем, отражаться от границы раздела сред с разной плотностью. Вернувшийся ультразвук улавливается датчиком дефектоскопа, после преобразования выводится на дисплей. По степени ослабления и углу отражения сигнала оператор определяет расположение, величину дефектов. Мобильный вариант ультразвукового дефектоскопа удобен для проверки качества сварных соединений при монтаже магистральных трубопроводов или больших конструкций.
Из достоинств отмечают простоту проверки и быстрое получение результатов. Однако для расшифровки отраженных сигналов требуется оператор с профессиональной подготовкой. Высокая цена аппаратуры не окупается на мелких предприятиях.
Капиллярный
Этим способом выявляют наружные и сквозные дефекты, которые не видны невооруженным глазом. Принцип действия основан на способности жидкостей (индикаторов) с высокой текучестью проникать в мельчайшие полости, которые наносят на соединение. Через 0,5 — 30 минут, когда индикатор заполнит дефекты, излишки удаляют. Для определения размеров изъянов поверхность обрабатывают реагентом (проявителем), который в местах контакта с индикатором меняет цвет.
На производстве диагностику проводят горячим минеральным маслом и раствором извести, на которой после высыхания проявляются контуры дефектов. Вместо них также применяют пару краска ― бензол. Для улучшения контрастности в качестве проявителя берут флуоресцирующий реагент. Метод недорогой, но не выявляет скрытые дефекты.
Магнитный
Суть метода состоит в наведении на диагностируемом участке магнитного поля. Если изъянов нет, силовые линии остаются ровными, если есть ― изгибаются в местах нарушения структуры металла. На практике магнитные неразрушающие методы контроля выполняют двумя способами:
- графическим с регистрацией искажений специальным прибором;
- с помощью железного порошка, который после высыпания на проверяемый участок начинает скапливаться в местах расположения изъянов.
Радиографический
Этим способом диагностируют швы на особо ответственных конструкциях. Суть заключается в просвечивании металла рентгеновскими лучами или гамма-излучением с фиксацией результата на фотопленке. По изображению на снимке определяют размеры пустот или посторонних включений. Диагностику проводят стационарными и компактными аппаратами для работы в полевых условиях.
К достоинствам радиографии относятся точность результатов, быстрое проведение диагностики. Основным минусом считается повышение уровня радиации рядом с работающим прибором. Поэтому необходимо обеспечение безопасности персонала. Высокая цена аппаратуры и расходных материалов также не радует.
Заключение
Некоторые методы неразрушающего контроля сварных соединений успешно применяют в домашних мастерских. Поскольку требования к самодельным конструкциям невысоки, их проверяют визуально-измерительным неразрушающим контролем сварных соединений. Для освоения технологии покупают специальный кейс с набором инструментов и инструкцией по применению. При проверке швов на герметичность предпочтение отдают капиллярному неразрушающему контролю сварных соединений. В качестве индикатора берут керосин, проявителя ― раствор мела.