

Как правильно отрегулировать ножи на деревообрабатывающем станке
Настройка фуганка

При обработке деревянных деталей не обойтись без электро фуганка. Перед началом работы необходимо настроить станок, это касается инструмента любого размера и мощности. От правильной настройки зависит как безопасность работы, так и точность изготовления деталей.
А точность в свою очередь уменьшает затраченное время и повышает качество изделий. У каждого фуганка есть два стола, один жестко закрепленный за ножами и стол регулируемый по высоте перед ножами.
В рабочем барабане крепятся два или три съемных ножа, которые так же необходимо правильно выставить. Но начать лучше с регулировки стола.
1. Выставляем столы на одном уровне и с помощью хорошего строительного уровня проверяем поверхности столов. Они должны находиться точно на одном уровне, под линейкой не должно быть зазоров и провисов. Если края столов провисают, то деталь при строгании получится вогнутой.
Если под уровнем есть зазор в середине, то кромки деталей получатся выгнутыми наружу.
И то и другое плохо, заготовки выстрагиваются гнутыми и делянки крайне сложно точно пристрогать при склеивании.
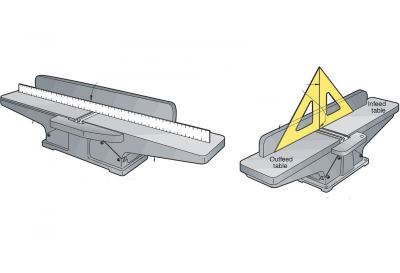
Для более точной проверки, кроме линейки, надо использовать два правильных угольника.
Угольники ставятся на оба стола и соединяются друг с другом. В месте стыка вы увидите зазоры, которые необходимо выправить.
На всех фуганках есть регулировочные болты. Они могут отличаться по виду и форме, но принцип работы один. С помощью вкручивания или выкручивания, мы регулируем уровень поверхности неподвижного стола. Затем фиксируем болты контрогайками, или дополнительными фиксаторами.
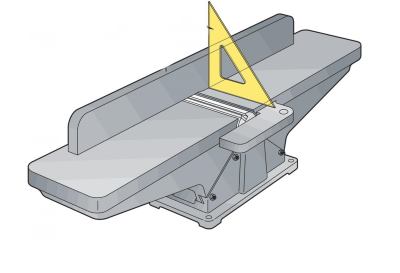
2. Кроме общего уровня столов, необходимо сразу обратить внимание на угол между столами и направляющей линейкой. Проверяйте этот угол во всех точках, по всей длине направляющей. На старых фуганках могут проявиться провисы самой металлической столешницы, или даже изгиб направляющей линейки.
Но при аккуратной подгонке и регулировке можно добиться приемлемого уровня.
В любом случае обязательно надо качественно настроить угол между столом и направляющей, он должен быть точно 90*. Как правило, фиксатор для установки угла делается с рукояткой, поэтому надо ослабить зажим, выставить линейку по угольнику и опять зажать фиксатор.
3. Ножи при установке выравниваются по неподвижной столешнице. Все ножи должны быть выставлены на одном уровне, иначе работать будет только один, самый выступающий. А один нож дает не такую качественную поверхность, он будет рвать древесину.
Кроме того резко увеличивается нагрузка на режущие части и как следствие возникают дополнительные вибрации. Близко к теме измерительные инструменты мастера.
Проверять установку ножей лучше с помощью строганного бруска из твердых пород дерева. брусок укладываем на неподвижный стол и ведем в направлении ножей.
Брусок должен слегка зацепить и провернуть ножи, но при этом не должен появиться зазор между бруском и рабочим столом фуганка.
В общем точность настройки измеряется не миллиметрами и даже не десятыми долями миллиметра. Речь идет о точности 0,02 — 0,03 мм. .
4. Конечно ножи, как и рабочие поверхности столов необходимо настраивать по всей ширине фуганка. Для этого существуют разные приспособления, но мастера чаще проверяют уровень с помощью одного бруска, прикладываемого в разных точках стола.
Работа будет проще, если собрать блок из двух брусков и сразу проверять уровень установки ножей на обеих концах барабана.
Еще один способ для точной настройки, заключается в использовании куска стекла шириной не больше длины ножей. Такое стекло лучше заранее подготовить и обязательно отшлифовать кромки чтобы не порезаться.
Настройка ножей фуганка(способы)?
Всем добрый день!Уважаемые мастеровые прошу поделиться опытом настройки ножей фуганка.Заранее благодарю!

Там всё просто, только долго и муторно. До настройки подошву фуганка надо максимально поднять. Ставите на ребро металлическую линейку на подошву фуганка и по ней настраиваете, сначала один нож по двум точкам, потом второй и тоже по двум крайним точкам, При правильной настройке ножи при покачивании барабана фуганка должны едва касаться линейки.
Добрый вечер Vidis!Спасибо что откликнулись,этот способ мне знаком
Vidis написал :
Там всё просто, только долго и муторно
Хотелось-бы найти разумную альтернативу в виде самодельных приспособлений.
все достаточно просто. опускаете стол так чтоб нож милиметра на три выступал,берете ровный струганный брусок прикладываете к ножу(ко всей плоскости) и находите такое полжение вала в котором нож максимально выступает. отмечаете на столе положение бруска,прижав нож к бруску остро отточенным карандашом проводите вдоль лезвия.После этого подводите следуюший нож вверх устанавливаете брусок по меткам,а лезвие по линии на бруске.
Dgippo1 написал :
находите такое полжение вала в котором нож максимально выступает..
А если нож без отверстий, как тогда? или может получится так что при максимальном поднятии стола ножи будут сильно выступать и будут брать слишком много.
ИМХО никогда таким методом нормально не настроите!, тем более по меткам карандаша на бруске.
именно про без отверстий и делалось и делается,и используется и уже не первый раз и не первый год
аристарх написал :
Уважаемые мастеровые прошу поделиться опытом настройки ножей фуганка.
Без привязки к конкретной модели вряд ли получится. Типы ножей и их крепления могут быть разные, соответственно, либо совершенно общий рецепт — либо конкретика.
Vidis написал :
Там всё просто, только долго и муторно. До настройки подошву фуганка надо максимально поднять. Ставите на ребро металлическую линейку на подошву фуганка и по ней настраиваете, сначала один нож по двум точкам, потом второй и тоже по двум крайним точкам, При правильной настройке ножи при покачивании барабана фуганка должны едва касаться линейки.
Полностью согласен. Сам делаю чуть-чуть иначе;
- вместо металлической линейки использую небольшой дубовый брусок с одной фугованной стороной;
- кладу его на приемную (заднюю) подошву/столик (способ пригоден как для ручных так и стационаров);
- покачивая вал добиваюсь наименьшего касания ножей о брусок (брусок обязательно чуть шевельнётся), в двух-трёх точках на каждом ноже,в зависимости от его длины.
аристарх написал :
поделиться опытом настройки ножей фуганка.
от зубров:
1-ый номер этого года : » >
Арсенал мастера
Наладка строгального станка /Идеальный ноль: настройка ножей строгального станка
аристарх написал :
Хотелось-бы найти разумнеую альтернативу в виде самодельных приспособлений.
Всё очень просто. Берём любой брусочек (можно штапик сантимов 30. 40). Сбоку чем-нибуть делаем вертикальную метку и кладём на стол. Теперь отмечаем эту метку на столе и начинаем вращать вал. Нож подходит к бруску, касается его, приподнимает, протаскивает некоторое расстояние, опускает и отходит. Отмечаем новое положение метки на столе. А теперь проделываем всё тоже самое с другими ножами добиваясь совпадения меток. Затем по той же методе выставляем другой конец ножей. ВСЁ. Метод можно доработать введением разных там линеек и т.д. Принцип хорош тем, что доли миллиматра превращает в сантиметры (как бы умножает) позволяя добиться высочайшей точности безо всяких микрометров. Подходит для всех рубанков и очень прост. Мне его один дед показал лет 30 назад, с тех пор пользуюсь, ему спасибо! Да, забыл добавить, сначала выставляем максимальную глубину строгания, а затем уменьшаем столим если надо.
Как правильно отрегулировать ножи на деревообрабатывающем станке

Для решения данной проблемы нужно просто настроить приемный стол.
Всякий раз, когда для выравнивания плоских деревянных поверхностей используются строгальный, рейсмусный или барабанно-шлифоваль-ный станки, вы сталкиваетесь с риском появления так называемой «ступеньки» — раздражающего дефекта в виде мелкого углубления в начале или конце прохода заготовки. На рейсмусном и барабанио-шлифовальном станках «ступенька» возникает из-за того, что как только подающие передние ролики захватывают заготовку, позволяя ей немного приподниматься, ножевая головка или шлифовальный барабан удаляют слишком много материала с ее поверхности, оставляя неприглядное углубление.
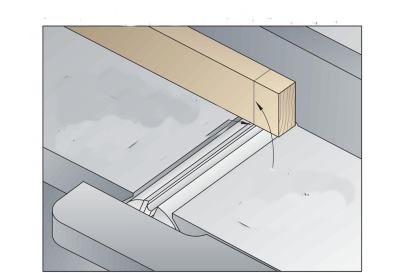
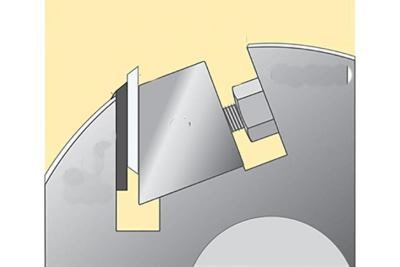
На строгальном станке «ступенька», обычно возникающая в конце прохода, появляется из-за того, что приемный (задний) стол станка расположен слишком низко. Когда задний конец заготовки уходит с подающего (переднего) стола, она опускается на задний стол и вращающийся строгальный вал (фото внизу), ножи которого выбирают «ступеньку» по всей ширине доски.
Чтобы «ступенька» на заготовках больше не появлялась, настройте строгальный станок для оптимально качественной работы. Прежде всего, установите режущие кромки ножей строгального вала вровень с поверхностями переднего и заднего столов. Используйте фабричное или самодельное приспособление для регулировки положения ножей. Важно выровнять лезвия ножей точно по высоте приемного (заднего) стола, а не параллельно строгальному валу, так как он может быть не параллелен столам. Выровняв ножи, не включайте станок, а займитесь настройкой заднего стола. Сначала для удобства работы снимите защитные приспособления. Опустите задний стол на 3 мм ниже режущей кромки ножа, расположенной в самой высокой точке окружности вращения. Положите на задний стол кусок плоско остроганной доски так, чтобы он касался сгрогального вала, как показано на фото внизу.
(Мы использовали МДФ толщиной 19 мм. Не пользуйтесь стальной линейкой, которая может повредить режущую кромку ножа.) Немного приподнимите стол. Затем поверните строгальный вал по часовой стрелке, потянув приводной ремень. Если доска сдвинется, еще немного приподнимите стол. Повторяйте эти шаги до тех пор, пока ножи не перестанут сдвигать доску, а будут лишь слегка касаться ее. И наконец, зафиксируйте приемный стол.
Всем добрый день!Уважаемые мастеровые прошу поделиться опытом настройки ножей фуганка.Заранее благодарю!

Там всё просто, только долго и муторно. До настройки подошву фуганка надо максимально поднять. Ставите на ребро металлическую линейку на подошву фуганка и по ней настраиваете, сначала один нож по двум точкам, потом второй и тоже по двум крайним точкам, При правильной настройке ножи при покачивании барабана фуганка должны едва касаться линейки.
Добрый вечер Vidis!Спасибо что откликнулись,этот способ мне знаком
Vidis написал :
Там всё просто, только долго и муторно
Хотелось-бы найти разумную альтернативу в виде самодельных приспособлений.
все достаточно просто. опускаете стол так чтоб нож милиметра на три выступал,берете ровный струганный брусок прикладываете к ножу(ко всей плоскости) и находите такое полжение вала в котором нож максимально выступает. отмечаете на столе положение бруска,прижав нож к бруску остро отточенным карандашом проводите вдоль лезвия.После этого подводите следуюший нож вверх устанавливаете брусок по меткам,а лезвие по линии на бруске.
Dgippo1 написал :
находите такое полжение вала в котором нож максимально выступает..
А если нож без отверстий, как тогда? или может получится так что при максимальном поднятии стола ножи будут сильно выступать и будут брать слишком много.
ИМХО никогда таким методом нормально не настроите!, тем более по меткам карандаша на бруске.
именно про без отверстий и делалось и делается,и используется и уже не первый раз и не первый год
аристарх написал :
Уважаемые мастеровые прошу поделиться опытом настройки ножей фуганка.
Без привязки к конкретной модели вряд ли получится. Типы ножей и их крепления могут быть разные, соответственно, либо совершенно общий рецепт — либо конкретика.
Vidis написал :
Там всё просто, только долго и муторно. До настройки подошву фуганка надо максимально поднять. Ставите на ребро металлическую линейку на подошву фуганка и по ней настраиваете, сначала один нож по двум точкам, потом второй и тоже по двум крайним точкам, При правильной настройке ножи при покачивании барабана фуганка должны едва касаться линейки.
Полностью согласен. Сам делаю чуть-чуть иначе;
- вместо металлической линейки использую небольшой дубовый брусок с одной фугованной стороной;
- кладу его на приемную (заднюю) подошву/столик (способ пригоден как для ручных так и стационаров);
- покачивая вал добиваюсь наименьшего касания ножей о брусок (брусок обязательно чуть шевельнётся), в двух-трёх точках на каждом ноже,в зависимости от его длины.
аристарх написал :
поделиться опытом настройки ножей фуганка.
от зубров:
1-ый номер этого года : » >
Арсенал мастера
Наладка строгального станка /Идеальный ноль: настройка ножей строгального станка
аристарх написал :
Хотелось-бы найти разумнеую альтернативу в виде самодельных приспособлений.
Всё очень просто. Берём любой брусочек (можно штапик сантимов 30. 40). Сбоку чем-нибуть делаем вертикальную метку и кладём на стол. Теперь отмечаем эту метку на столе и начинаем вращать вал. Нож подходит к бруску, касается его, приподнимает, протаскивает некоторое расстояние, опускает и отходит. Отмечаем новое положение метки на столе. А теперь проделываем всё тоже самое с другими ножами добиваясь совпадения меток. Затем по той же методе выставляем другой конец ножей. ВСЁ. Метод можно доработать введением разных там линеек и т.д. Принцип хорош тем, что доли миллиматра превращает в сантиметры (как бы умножает) позволяя добиться высочайшей точности безо всяких микрометров. Подходит для всех рубанков и очень прост. Мне его один дед показал лет 30 назад, с тех пор пользуюсь, ему спасибо! Да, забыл добавить, сначала выставляем максимальную глубину строгания, а затем уменьшаем столим если надо.

Первая задача, которая стоит перед мастером, если он хочет качественно выполнить работу – это создание ровной квадратной заготовки. В данной статье будут рассмотрены такие нюансы, как установка ножей фуганка, их настройка, принципы работы инструмента. Для того чтобы сформировать у вас общую картину, нужно рассмотреть приемы, позволяющие сохранить фуганок в рабочем состоянии, после чего можно будет узнать некоторые особенности, которые стоит учитывать при работе. Многие начинающие специалисты испытывают сложности с настройкой ножей, в первую очередь, эта статья создана для них.
Работа по снятию или установке ножей во многом зависит от механизма крепления и может разниться. В большинстве случаев даже новичку не составит сложности извлечь нож фуганка и поставить его обратно.
Большую важность имеет не установка ножей, а регулировка ножей фуганка, настройка столов.
Часто бывает так, что заготовки имеют неровности, например, выпуклости или вогнутости. Прежде чем торопиться настраивать ножи, нужно убедиться в том, что проблема не связана со столом. Об этом сигнализируют, в первую очередь вогнутости. Это значит, какая-то из частей столов наклонена ниже нужной высоты. Чтобы определить неровность стола используйте ровную линейку. Выпуклые края сигнализируют о том, что внутренние части столов чрезмерно наклонены к режущей головке.
Как определить правильность установки ножей
Правильная установка ножей – ключ к успешной работе станка. Специалисты утверждают, что высота лезвий должна быть примерно такой же, как вы высота рабочего стола. Для того чтобы определить правильно ли настроен станок, нужно попробовать обработать заготовку. Если после работы на её поверхности будут неровности или заметные сколы, то, скорее всего, ножи отрегулированы неверно. Профессионалы используют для определения точности настройки станка линейку или очень ровный деревянный брусок.
Работы по регулировке ножей
Для того чтобы извлечь ножи или закрепить их вам понадобится гаечный ключ. В первом случае нужно просто выкрутить гайки и извлечь инструмент, во втором случае та же работа выполняется в обратном порядке.
Снятые и заточенные ножи фуганка обязательно требуют очистки от загрязнений при помощи органических растворителей, также можно протереть лезвия моторным маслом. Эта процедура осуществляется для того, чтобы они дольше оставались острыми и не подвергались коррозии. Для более качественной работы вам обязательно будет нужна идеально ровная доска, которая будет применяться для регулировки крепления ножей.
Настройка ножей фуганка возможна, только если их неплотно закрепить, это делается для того, чтобы во время настройки у вас не возникло сложностей.
Для упрощения работы используйте гаечный ключ, которым будет ослабляться прижимка, гайки прижимной планки сильно затягивать не нужно.
Регулировка осуществляется путем перемещения лезвия вниз или вверх. Обратите внимание на вал с ножами, его нужно будет переворачивать, и перемещать нож лезвием вверх. Затем на станок нужно уложить заранее приготовленную доску, которая по длине должна быть чуть больше задней площади станка.
Положите доску так, чтобы её край был как раз над лезвием ножа, и постепенно крутите вал в разные стороны, тем самым регулируя высоту ножа. Постепенно лезвие упрется в доску, в этот момент вы должны полноценно закрепить его. После этого нужно приступить к регулировке второго ножа, либо остальных, если их в станке несколько. Когда работа будет сделана – вращайте режущую головку, все лезвия должны лишь слегка коснуться линейки или бруска. После того как вы проделаете эту работу хотя бы несколько раз, вопрос о том как установить ножи на фуганке вряд ли будет вас волновать в дальнейшем.
Замена ножей и точная настройка фуганка
admin
Навигация по записям
40 ответов на “Замена ножей и точная настройка фуганка”
beregi ruki. u tebia stolko prisposob, a ruki nad nozami. OPASNO ;- )
В конце так и не понял, где можно, а где нельзя снимать металл с ножей для балансировки.
Познавательно. О покупке фуганка только подумываю, кто знает, может и пригодится совет))
Вот про микроволны не понял. Есть где почерпнуть информацию??
А мне пригодится))
Просто — песня! Спасибо! Было очень интересно.
Без сеная информацыя спосибо Михаил
Спасибо за такие детальные и грамотные советы и изложение на уровне преподавателя ВУЗа.
Как всегда, всё ясно, доходчиво, понятно и не сложно. Спасибо!
Спасибо за видео, Михаил, всё очень ценно. Как Вы думаете, природа неравномерного съема может заключаться и в том. что подъемом приемной плиты в одной точке у вала мы нарушаем изначальную параллельность приемного и переднего столов, образуется некоторый тупой угол? Спасибо.
спасибо большое, очень полезное и интересное видео, спасибо за ваш труд.
Приемный стол не регулируется, в конце заготовки обрывается 1-2см Что регулировать?
здравствуйте. подскажите пожалуйста хотел купить электрорубанок. хотел использовать в качестве мини фуганка. так вот что лучше купить рубанок с толстым ножом которые переточивается или с одноразовыми ножами, что лучше?
Самая полезная информация за последнее время. Наконец-то понял почему происходит неравномерное строгание и как его компенсировать.
ПС Отныне настройка ножей в ручном элетрорубанке превратиться в настоящий гемор.
Каждому российскому ребенку такого Папаню
Миша — спасибо огромное за ту грамотную настройку,особенно за 0,2 мм опускания базы и подкручивание винта — просто элементарно не знал,тупо фуговал с 2-х сторон ))))
Браво, Михаил! Приятно слушать умного человека.
Вам бы в школе учителем труда работать — я бы точно уроки не прогуливал)))
Супер. Теперь со своим фуганком можно разговаривать на ТЫ…
А мне пригодится, спасибо!
Спасибо Михаил за ролик. Он очень помог мне. Взял кратоновский простенький фуганок-рейсмус на 1600вт. Все разбалансировано, заодно и ножи с «седлом» по середине. Попробовал не настраивая построгать. Результат один в один как в ролике рассказывается. Ножи выровнял по кромке, заточил как нужно с микрофаской и уровнял по весу. По Вашей инструкции привел станочек в чувство. Сейчас приятно на нем работать. Частенько просматриваю Ваши различные ролики, т.к. я начинающий. Все излагается просто, доходчиво и квалифицировано.
Да полезно Миша как всегда все правильно рассказал.
Чем еще помог ролик. При выставлении ножей на кратоновском фуганочке столкнулся с проблемой устройства и принципа работы комплектного шаблона. Шаблон «одноногий», т.е. упирается двумя одиночными опорами в выфрезерованный паз в ножевом валу. Выставление ножей по задумке конструкторов производится посредством касания шаблона не кромки ножа, а поверхности алюминиевой зажимной планки. Естественно не могло получиться выставление ножей. Потратил время и изготовил опилок, но результата нужного выставления ножей по шаблону не добился. Выставил ножи без шаблона. В зажимной планке выкрутил микроштифты ограничивавшие движение ножа вдоль вала. Решение принял после просмотра Вашего Михаил ролика где устанавливались на фуганок три самодельных ножа. Ножи зажимались на три винта каждый. У кратоновского фуганка-рейсмуса в зажимной вставке шесть винтов. Вполне хватает что бы нож никуда не двигался. На принимающий столик положил ламинированное МДФ под грузом сверху. Сначала выставил ножи в «ноль» по отношению к принимающему столику. Постругал. Получилось то что описывается в ролике. Взял четыре одинаковых по толщине 0.7мм лезвий для бритвенного станочка. Наклеил на момент в четырех местах МДФ, т.е. сделал опоры. Приложил на столик, придавил грузом МДФ. Вылет лезвия ножа над поверхностью принимающего столика получился на глубину зазора между кромкой МДФ 0.7мм. То же самое сделал с другим ножом. Съем слоя древесины стал приемлемым. Не всегда нужно тупо следовать инструкциям и задумкам конструкторов.
Спасибо очень полезная информация. Буду иметь в виду.
спасибо всегда очень интересно и понятно хотя я это уже вычитал из книг и применяю но смотреть всеравно интересно тебе преподавать нужно
Здравствуйте Михаил — Вы очень приятно вежливый Человек- спасибо Вам
Просто и понятно чётко рассказал и показал, а самое главное нет воды. Мне это как раз очень надо было знать потому как сам полностью сконструировал с карандаша и сам всё точил и собирал, а кода пришлось строгать понял есть печалька. Спасибо большое у вас можно учиться ! Только жаль шаблона нет такого. Теперь буду искать.
спасибо за видео. Наконец-то смог настроить этот Вариор. Только пришлось еще ножи перетачивать, на заводской заточке линза была. Осталось найти нормальный угольник чтобы выставить прямой угол с упором.
Спасибо, информация была очень полезна для меня!
толковий мастер взагалі столяркою займаеться чи тільки розказуе як це робити?
до 6 минуты все нормально но после, никогда нельзя плиту выставлять по ножам,вы сами никогда плиту не выставите , для сарая так подойдет,но чтобы делать высококачественные изделия ножы нужно выставлять по плите принимающей ,плиты выставляются на заводе и их трогать нельзя, а то у вас заготовка будет неровной, я в столярке работаю 20 лет и такое слышу первый раз
Еще не маловажную роль играет выступ ножа над клином. 1,5-2 мм при средней толщине срезаемой стружки менее 0,2 мм. При большей толщине стружки лезвие должно выступать за кромку клина на 0,5 мм, что обеспечивает получение качественной поверхности.
Фуговальный станок по дереву для домашней мастерской
 Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Подача заготовки в работу организовывается механизированным или ручным способом. Для механического передвижения детали используют приспособление автоматической подачи, пристроенное к станку, или конвейер, встроенный в агрегат. Для очистки от пыли и стружки предусмотрены стружкоприемники.
Устройство фуговального станка
Агрегат состоит из конструкционных частей:
- станины;
- стола;
- веерного ограждения;
- направляющей линейки;
- ножевого вала.
 Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
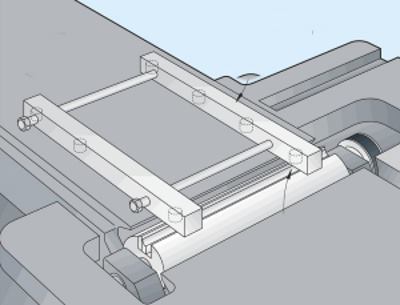
Стол оснащен двумя плитами — передней и задней. Задняя плита своей поверхностью располагается касательно контура цилиндрической формы, получаемого при кручении ножевых лезвий. Поверхность передней плиты располагается ниже от задней на толщину снимаемого слоя за один проход детали. Направляющая линейка и рабочий стол изготавливают с гладкими и ровными поверхностями.
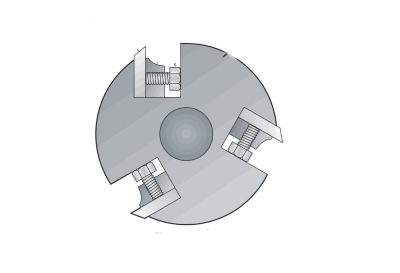
Вал для ножей установлен между плитами рабочего стола. Режущие ножи подбирают одинаковой формы и веса, а кромки ножей устанавливают так, чтобы они одновременно и равномерно описывали цилиндрический контур обработки.
Направляющая линейка располагается в пазах на рабочих поверхностях и закрепляется болтами. Линейка сдвигается поперек стола при изменении ширины заготовки.
Веерное ограждение вала укрепляют на передней плите рабочего стола. Для защиты ножевого вала предусмотрена прижимающая пружина веерного контура к направляющей линейке.
 Наиболее удобно работать с заготовками от одного до полутора метров, короткие детали опасно и неудобно удерживать, длинные вырываются из-за того, что их размеры превышают длину стола. Щель ножевого вала оснащается двумя стальными накладками, крепящимися заподлицо с поверхностью. Расстояние от края накладки до описываемого лезвиями контура не должно быть менее 3 мм, при этом края отшлифованы, с них удалены зазубрины и впадины.
Наиболее удобно работать с заготовками от одного до полутора метров, короткие детали опасно и неудобно удерживать, длинные вырываются из-за того, что их размеры превышают длину стола. Щель ножевого вала оснащается двумя стальными накладками, крепящимися заподлицо с поверхностью. Расстояние от края накладки до описываемого лезвиями контура не должно быть менее 3 мм, при этом края отшлифованы, с них удалены зазубрины и впадины.
Ножевые валы выполняют цилиндрической формы, но не рекомендуется для этого применять сегментные накладки, которые в процессе отеляются из-за большой центробежной силы или расслабления крепления. Распространен способ зажима ножей в пазы трапециевидной формы и фиксации болтами и клиньями, в этом варианте при вращении ножи дополнительно заклиниваются.
Подготовка фуговального агрегата к работе
Перед началом строгания настраивают конструктивные части и контролируют установку рабочих элементов.
Регулировка стола фуговального станка
 Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Материалом для плит стола служит серый чугун. С обратной стороны рабочей плоскости выполнены жесткие ребра для снижения вибрационного движения. Для предотвращения износа плитных торцов при истирающей нагрузке делают стальные накладки, они же служат для уменьшения расстояния от кромок лезвий и обеспечивают дополнительную безопасность работы.
Установка рабочих лезвий
Ножи выбирают с прямолинейными лезвиями, отклонение проверяют щупами и проверочной линейкой, при этом зазор не должен превышать 0,1 мм. Подготовленные и проверенные ножи устанавливают в последовательном порядке, при этом кромки лезвий выступают над краем стальных пластин щели на 1−2 мм. Параллельность ножей между собой проверяют контрольным бруском или специальным индикатором.
При использовании индикатора точность установки больше, чем при использовании контрольного бруска. Избегают перекосов лезвий при закреплении, они должны располагаться на общем цилиндрическом контуре вращения, при этом ось цилиндра совпадает с осью вала для ножей. Запрещается использовать любые типы прокладок при установке лезвий, ножи, пришедшие в негодность от стачивания или изменения ширины лезвия, заменяются в обязательном порядке.
Контрольный брусок
Используется для настройки фуговального станка при установке режущих лезвий. Приспособление изготавливают из твердых пород высушенной древесины, контрольные грани обрабатывают с высокой точностью. Бруски выполняют сечением:
- 20×30 для длины 400 мм;
- 20×50 для длины 400 или 500 мм;
- 30×50 или 30×70 для длины 500 мм.
В процессе использования бруска его грани проверяют и дополнительно выверяют и фугуют для удаления зубцов и впадин. При установке ножей измерительное приспособление располагают на задней плите рабочего стола. Поворачивая вал рукой, добиваются касания лезвий нижней стороны бруска. Положение контролируют в трех точках вала, посередине и на концах на расстоянии 70−100 мм от края. Регулировку проводят до тех пор, пока не добьются равномерного выступания ножей на всех промежутках и одинакового касания.
Фуговально-рейсмусовый агрегат
 Является комбинированным станком с сочетанием рейсмусовой и фуговальной обработки. После начальной распиловки досок они поступают для окончательного устранения всех неровностей. Отличается от фуговального агрегата тем, что позволяет строгать на выбранную глубину. Ножевой вал с лезвиями располагается между приемочным столом, скрепленным со станиной, и приемочной поверхностью, в некоторых моделях режущий инструмент устанавливается под столом или сверху плоскости. Чтобы выставить его в размер и отрегулировать, применяется линейка, закрепленная на корпусе.
Является комбинированным станком с сочетанием рейсмусовой и фуговальной обработки. После начальной распиловки досок они поступают для окончательного устранения всех неровностей. Отличается от фуговального агрегата тем, что позволяет строгать на выбранную глубину. Ножевой вал с лезвиями располагается между приемочным столом, скрепленным со станиной, и приемочной поверхностью, в некоторых моделях режущий инструмент устанавливается под столом или сверху плоскости. Чтобы выставить его в размер и отрегулировать, применяется линейка, закрепленная на корпусе.
Одновременная фуговальная и рейсмусовая обработка позволяет строгать заготовку на выбранную глубину, поэтому его используют в крупных производственных мощностях. Отлично работает в условиях строительной площадки, куда подвозят древесину с первичной обработкой, а последующее строгание в размер производится на площадке перед установкой в конструкцию.
Изготовление станка своими руками
Для начала определяются с числом функций будущего агрегата. Это может быть:
- просто фуговальный станок с одной рабочей операцией строгания;
- сочетание фуганка и циркулярной пилы, увеличивающее полезность оборудования в два раза;
- добавляют шлифовальную, точильную и сверлильную функцию, но для собственной мастерской своими руками изготовление сложного комплекта оборудования относится к трудновыполнимой задаче.
Часто мастера самостоятельно изготавливают фуговальный станок с функцией распиливания, при этом вращающий момент передается от одного электрического двигателя, в него входят конструктивные элементы:
-
 Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.
Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол. - К рабочему инструменту относят ножи и пилу, от их качества зависит работа по обработке и распиловке заготовок. Для режущих лезвий применяют надежную и крепкую сталь, зубья пилы должны быть оснащены победитовыми напайками.
- Без ротора, к которому крепят все инструменты, не будет функционировать ни один деревообрабатывающий станок, поэтому его выбору уделяют внимание. Чаще всего его изготавливает специалист-токарь по предложенным ему чертежам.
- В конструкции фуговального агрегата с функцией распиловки предусмотрено три рабочих поверхности — одна служит столом для циркулярки, две других подают и принимают заготовку в процессе фугования. В качестве покрытия используют многослойную фанеру, толщина которой не меньше 5 мм, или листовой металл. Обычно поверхность подачи делают на 2−3 мм ниже принимающей стороны для облегчения процесса и снижения вибрационной нагрузки.
Электрический привод станка
 Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Передача вращения от двигателя к валу производится посредством ременной передачи. Хорошо работают в таких условиях ремни клинообразной двухручьевой формы, они отличаются надежностью в эксплуатации. Электрический двигатель монтируют с помощью консоли внутри рамной конструкции станины, метод установки помогает регулировать натяжение ремней. Другим способом является крепление с помощью салазок — при этом остается возможность регулировки, но сам двигатель закреплен более прочно.
Для ускорения вращения вала применяют два шкива разного диаметра. Больший располагают на электродвигателе, меньший шкив ставят на вал. Для подачи электрического питания выбирают кабель с четырьмя жилами, такая проводка снижает опасность работы.
Основные этапы работы
Ход работ при изготовлении фуговального станка выглядит так:
-
 Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.
Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке. - Размеры с чертежа переносят на заготовки и делают все конструктивные части оборудования. Важно предусмотреть место для расположения роторных подшипников, которое выполняется из нескольких элементов, используя для соединения прижимы и клей. Выемки делают точно по размерам подшипника, устанавливают двигатель.
- Комплектуют ротор с подшипником и устанавливают их. Делают ременную передачу и с ее помощью присоединяют вал к двигателю, обеспечивают плавное и свободное вращение ротора в подшипнике.
- Устанавливается рабочая поверхность из принимающей и подающей частей, выполняется ее отделка металлом или фанерой. Для правильности расположения в горизонтальной плоскости используют строительный уровень.
- Предусматривают пусковой включатель и выключатель для электрического двигателя, после пробного запуска станок готов к эксплуатации. Чтобы его работа была долговечной, стоит выполнять рекомендации по работе с ним.
Особенности эксплуатации
Деревообрабатывающее оборудование, как и любое другое, требует внимательности и осторожности, соблюдения определенных правил работы:
-
 проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;
проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы; - выполняется профилактическое шприцевание подшипников, контрольная проверка работы двигателя, осмотр ремней, подтяжка провисания, зачистка контактов и другие работы;
- на двигатель предусматривается защитный кожух, работа без него запрещается;
- рабочее место станочника обязательно хорошо освещается, покрытие пола выполняется из шероховатых материалов, исключающих скольжение;
- для работы с длинными и габаритными деталями приглашают помощника, это обезопасит мастера от травм и поломок станка;
- соблюдают чистоту рабочего места, своевременно убирают стружку с пола и внутренностей агрегата (после выключения электричества), убирают лишние предметы с рабочего пространства вокруг станка.
Правила эксплуатации показано на видео.
Использование электрической обработки древесины эффективно по сравнению с ручным строганием, фугованием. Для получения качественных заготовок без травм и аварий соблюдают технику безопасности и правила эксплуатации оборудования.
Мастер в доме
Поиск по сайту

Поставить ножи фуганка

Электро фуганок — один из основных инструментов для обработки деревянных деталей. Без него не сделаешь мебель из массива, деревянные двери и другие изделия. Так же этот инструмент используется для некоторых плотницких работ и при отделке помещений.
Рабочая поверхность фуганка состоит из двух отдельных столов, задней неподвижной части и регулируемой по высоте передней площадке. В барабане фуганка устанавливаются два, или три ножа.
Как бы аккуратно Вы не работали, ножи фуганка приходится время от времени точить. Иначе ножи будут вырывать куски древесины и заметно увеличится нагрузка на двигатель.
1. Существуют одноразовые ножи, изготовленные с двумя режущими кромками. Их точить в принципе не рекомендуется, при необходимости просто производится замена.
Многоразовые ножи затачиваются на специальном станке, с точно установленным углом заточки. В любом случае сначала надо снять затупившиеся ножи. Близко к теме, знакомство с электрорубанком.

2. Замену производим на выключенном и полностью остановившемся станке. Работать лучше в плотных перчатках, с фиксацией вала деревянными клинышками.
Убираем ограждение подальше от ножей, снимаем направляющую чтобы не мешала и ставим клинышки для фиксации на месте. Клинья вгоняем слегка постукиваем деревянным бруском, киянкой или капроновым молотком. Металлические молотки здесь совершенно не уместны.

3. Откручиваем прижимные винты на одноразовых ножах. На многоразовых ослабляем прижимные болты так, чтобы можно было вынуть нож. Вместе с ножом снимаем и прижимную планку. Обратите внимание чтобы все винты были в наличии и не попали внутрь станка.
Если Вы сразу будете устанавливать запасной комплект, то прижимную планку оставляем на месте, а новый нож ставим сверху. Ещё информация, универсальный инструмент.

4. Очищаем гнезда металлической щеткой. При необходимости зачищаем от пыли и смолы прижимную планку. Нож после заточки обтираем тряпкой, чтобы не оставалось металлической пыли и стружки.

5. Опять фиксируем вал деревянными клиньями, ставим на место прижимную планку и вставляем в зазор нож. Слегка подтягиваем прижимные болты чтобы нож не болтался, но не закручиваем окончательно.

6. Режущую кромку ножа необходимо выставить точно по уровню неподвижного заднего стола. Для контроля берем строганный брусок из твердой древесины, укладываем его на поверхность неподвижного стола и проводим в сторону ножа.
Брусок должен слегка зацепить нож и немного провернуть барабан.
При этом между бруском и поверхностью стола не должен появиться зазор.
При необходимости опять ослабляем болты и немного поднимаем, или опускаем нож.
Проверять правильность установки, надо с обеих сторон режущей головки, чтобы не допустить перекосов.
После установки нож окончательно фиксируем прижимными болтами, вытаскиваем клинья и проверяем вращением головки вручную. Бывает что новые ножи шире сточенных старых и могут цепляться за край рабочего стола.
В таком же порядке по очереди устанавливаем остальные ножи.
Остается поставить на место направляющую линейку, выставить угол 90* и можно работать.
Если при строгании барабан бьет по заготовке, возможно Вы установили ножи слишком высоко, или угол заточки не подходит.
При хорошей заточке и правильной установке, бывает что после строгания деталь как будто прилипает к столу, впрочем это длится недолго.