

Из какой стали делают циркулярные пилы
Из какой стали делают циркулярные пилы
Дисковые пилы по дереву
Дисковая пила является вращающимся режущим инструментом в форме круглого полотна с множеством режущих зубьев по периметру, который предназначен для механической резки дерева и материалов на основе дерева.
Дисковая пила изготавливается из легированной инструментальной стали, с проведением термообработки, выравнивания, калибровки, разводки и заточки.
-
материал:Дисковая пила изготовлена из стали 75Cr1. (DIN 1.2003); (ČSN 19418)
термообработка: Дисковая пила закалена на 44-48 HRc для толщины корпуса до 3 мм и на 42-46 HRc для толщины корпуса более 3 мм.
- выравнивание: При выравнивании дисковой пилы устраняются отклонения от плоскостности поверхности, т.е. так, чтобы осевое (торцовое) биение дисковой пилы не превышало:
- значения 0,2 мм у дисковой пилы диаметром до 200 мм
- значения 0,4 мм у дисковой пилы диаметром до 500 мм
- значения 0,6 мм у дисковой пилы диаметром до 800 мм
- значения 0,8 мм у дисковой пилы диаметром свыше 800 мм
Биение дисковой пилы изменяется в зажатом состоянии вблизи крепежного отверстия, причем необходимо обращать внимание на качество зажимных фланцев, которые должны быть диаметром минимум 5x√D пилы.
калибровка: Подходящим выправлением предварительной нагрузки повышается прочность дисковых пил, что позволяет повысить подачу и тем самым повысить точность резания и качество поверхности разреза. Дисковые пилы при изготовлении калибрируются для скорости резания 60 м/сек у меньшей толщины и 80 м/сек у большей толщины дисковых пил. Соответствующие обороты, на которые пила откалибрирована, указаны на дисковой пиле.
разводка:Величина разводки (на одну сторону) как правило бывает размером 1/4 толщины корпуса диска. Разводится только верхняя треть зуба. Разводка должна быть симметричной, иначе дисковая пила начинает отклоняться в сторону большей разводки. Разводка делается всегда перед заточкой, после заточки она только контролируется и исправляется в случае необходимости. При использовании слишком малой разводки дисковая пила перегревается, теряет прочность и ведет в сторону. При чрезмерно большой разводке возникают потери от слишком широкого реза, большего потребления энергии и повышенной шероховатости поверхности разреза.
Для мягкого дерева выбираем большую разводку, чем для твердого дерева.
Для продольной резки выбираем большую разводку, чем для поперечной резки.
Для мокрого дерева выбираем большую разводку, чем для сухого дерева.
Для замерзшего дерева выбираем меньшую разводку, чем для незамерзшего дерева.
При плохом состоянии станка выбираем большую разводку.Наиболее часто встречающиеся причины короткой выдержки заточки:
- Перегрев режущих пластин: проявляется изменением цвета кончиков режущих пластин, возникающим из-за перегрева материала при заточке. Перегрев может возникать из-за слишком большого давления (снятие большого количества материала) шлифовального круга на затачиваемую поверхность, из-за применения слишком твердого шлифовального круга, слишком мелкой зернистости шлифовального круга, неправильного крепления инструмента или интенсивной заточки без охлаждения.
цитата: Изначально написано homyak1:
Нет, мы говорим о разных пилах.Эти пилы для резки металла в пакете или крупного профиля. На них довольно мягкая углеродка. И вопрос о марке стали, чтобы провести правильную закалку. Можно конечно методом тыка, но это не наш метод.Я то говорил как раз о пилах, используемых для распиловки древесины, без напаек, выведены из эксплуатации по достижении диаметра 800мм, используются на станках Кара, Лаймет и др.
цитата: Изначально написано homyak1:
. но блин халява, она ж покоя не даёт.Не только халява, видел где-то здесь фото ножа с зонной закалкой из 9хс, мне понравилось, а импортные, по идее, должны быть получше.
Отрезать кусок, закалить, предполагая что это 9ХС, потестить, если понравится делать ножи и получать удовольствие от халявы
 .
.цитата: Изначально написано emirT:
Отрезать кусок, закалить, предполагая что это 9ХС, потестить, если понравится делать ножи и получать удовольствие от халявы.Видно, придется так и сделать, просто хотелось бы избежать лишних телодвижений.
цитата: Originally posted by ВиталийИ:
избежать лишних телодвижений.
нет ну это же совершенно невозможно
как же без лишних телодвижений то? не интересно, и удовольствие от результата никакого. )))Диски с победитовыми напайками
Надеюсь все вопросы отпадут сами собой.
С-0,04 Mn-0,196 Si-0,006 P-0,0092 S-0,0267 Cr-0,26 Ni-0,017 Cu-0,018
Ti-0,0007 V-0,0091 Mo-0,0013 W-0,001 Nb-0,0045 Al-0,0655 Co-0,0279«Пила ленточная по дереву.
C-0,722 Mn-0,682 Si-0,211 P-0,0184 S-0,0025 Ni-0,14 Cr-0,261 Cu-0,02 Mo-0,0023 W-0,008 V-0,0031 Ti-0,0015 Nb-0,0047 Al-0,0069 Co-0,0015
При использовании дисковых пил может ожидать вот такой сюрприз:
Дисковая пила диаметр 700 мм, толщина 3 мм.
C-0,501 Mn-0,402 Si-0,402 P-0,0333 S-0,0289 Ni-0,255 Cr-0,756 Cu-0,163 Mo-0,1653 W-0,04 V-0,2703 Ti-0,0022 Al-0,0194Ещё одна дисковая пила, диаметр 600 мм, толщина 6 мм.
C-0,606 Mn-0,423 Si-0,268 P-0,02 S-0,0131 Ni-0,109 Cr-0,390 Cu-0,140 Mo-0,0107 W-0,003 V-0,0052 Ti-0,0103 Al-0,0163Старые советские рамные пилы.
C-0,841 Mn-0,454 Si-0,245 P-0,0188 S-0,025 Ni-0,035 Cr-0,586 Cu-0,089 W-0,0025 V-0,2148 Ti-0,0017 Al-0,0164
Старая добрая 9ХФ.»(с)просто хотелось бы избежать лишних телодвижений
[/QUOTE]
Хотите без лишних телодвижений,тогда надо точно знать марку.Всё остальное гадание на кофейной гуще.цитата: Originally posted by Ily_a:
нет ну это же совершенно невозможно как же без лишних телодвижений то? не интересно, и удовольствие от результата никакого. )))
цитата: Originally posted by ВиталийИ:
фото ножа с зонной закалкой из 9хс
цитата: Originally posted by ВиталийИ:
импортные, по идее, должны быть получше.
цитата: Изначально написано chyuck:
У них репутация фирмы., производственная дисциплина, а у нас эти понятия давно забыты. Кроме того, импортная 24тр, наша 8тр, невзирая на то, берут импорт. Почему7
Вот как раз и Николаевич заглянул на огонёк. Пользуясь случаем, с позволения ТС, расширю темку, чтобы новую не открывать. На летучих пилах, на фрикционных дисках, импортных, применяют сталь хром ванадий CrV и 1.2604 WM70. Какая-то инструменталка. Может кто нибудь знает эти стали, и как их приспособить в нашей мании. Несколько ножей , без термообработки делал из них, сталька мягкая, но резучая, типа как на чустовских пчаках по резу и мягкости.
цитата: Originally posted by ВиталийИ:
У них репутация фирмы., производственная дисциплина, а у нас эти понятия давно забыты. Кроме того, импортная 24тр, наша 8тр, невзирая на то, берут импорт. Почему7
Прошу помощи у гуру . Подскажите кто знает из какой стали делали советские дисковые пилы для поперечного распила. У меня такая диаметром 50 см. И как клинки из нее в деле. Я новенький на сайте, прошу не пинать сразу в поиск.
С большой вероятностью 85хф. Вполне приличная сталюка. Делал пару ножей из диска промышленной циркулярки (Диск без напаек). Современный диск с напайками может быть сделан из полного Г.

Нечего добавить
марку не знаю, но пробовал ее сковывать с у7. получился хороший нож. хороший контраст. http://guns.allzip.org/topic/97/461298.html
У меня такая есть-600 мм диаметром. На ней маркировка 9ХМФ. Смотрел в справочниках-применяется в основном для цирк. пил. Заявляют твердость 61, у меня после изготовления ножа ощущения что меньше. Следующий клинок буду калить.
quote: У меня такая есть-600 мм диаметром. На ней маркировка 9ХМФ. Смотрел в справочниках-применяется в основном для цирк. пил. Заявляют твердость 61, у меня после изготовления ножа ощущения что меньше. Следующий клинок буду калить.
quote: и это правильно!Так как закалка в 61 ед (и на рамных пилах то же)только на зубе с помощью ТВЧ
Возможно!Но при условии что пила не была в работе-на рабочих пилах все бока в прижогах, а если листвяк пилили или сосну-комлевку то на ней такое наваривается-болгаркой еле отдерешь!
[QУОТЕ]Оригиналлы постед бы Удод:
[Б]
С большой вероятностью 85хф.
[/Б]
[/QУОТЕ]
Хотя может быть 30хгсаВыбор идеальных пильных дисков по дереву. Узнайте характеристики насадок для циркулярной пилы.

Оглавление:
Мало приобрести надежную циркулярную пилу. Без хорошей оснастки она не сможет справиться с поставленными задачами. Только установка качественных пильных дисков позволит добиться высокой производительности при работе по дереву.
Классификация пильных дисков

В зависимости от конструктивных особенностей, оснастка делится на 2 вида:
Монолитный. Весь диск выполнен из инструментальной стали. Его главными плюсами следует назвать низкую стоимость, возможность самостоятельной заточки и ремонтопригодность — большой запас прочности.
Твердосплавный. Основа создана из инструментальной стали, а зубья — из твердых сплавов с добавкой карбида вольфрама. Основные преимущества — высокая твердость пильной кромки, чистый рез и долгий интервал между заточками.
Диски с твердосплавными напайками позволяют выполнять обработку по дереву с максимальной скоростью и производительностью, но у них есть серьезный минус — для обслуживания нужны специальные инструменты и навыки выше среднего уровня.
Важные характеристики

Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором. Рассмотрим их по степени важности.
1. Внешний диаметр

Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
2. Посадочный диаметр

Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Производители могут устанавливать на посадочном месте пилы штыри для дополнительной фиксации. В этом случае нужно выбирать диск с соответствующими отверстиями.
3. Число зубьев

С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
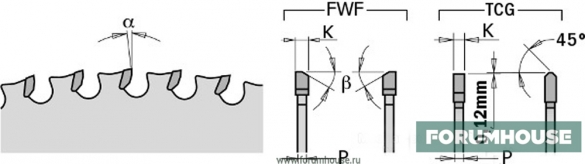
4. Наклон заточки зубьев

Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от 0 до —5°. Применяется для поперечного реза, не образует сколов.
5. Толщина диска

Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
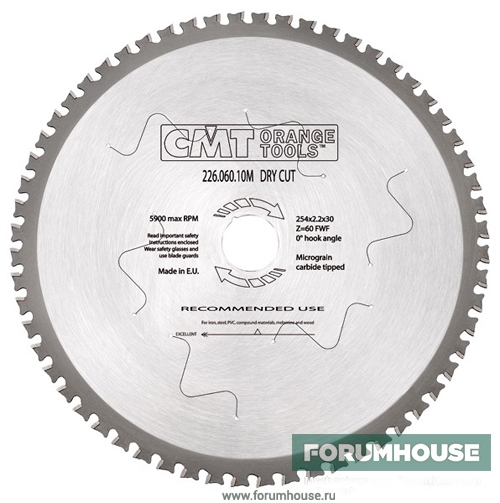
Маркировка

Как видно на картинке, маркировка диска может рассказать о многих технических характеристиках. Но существует зависимость, которой не следует пренебрегать: форма зубьев напрямую влияет на возможность работы с конкретным материалом.

Классификация, разработанная представителями бренда GASS, делит диски на следующие категории по форме зубьев:
GK и GS:попеременноскошенные. Подходят для обработки всех пород древесины и «чистых» ДСП, без фанеры и пластиковых покрытий.
GM: прямые. Способны справиться разве что с резкой мягкого дерева.
GT: трапециевидные. Пригодятся в случаях, когда нужно распилить МДФ или ДСП с ламинацией.
GR: конические. Режут многослойные покрытия с двойной ламинацией.
GA: трапециевидные и прямые. Те же самые возможности, что у GT.
На качественные пильные диски производители наносят маркировку лазером. Если параметры «написаны» обычной краской — значит перед нами изделие эконом-класса, которое быстро придет в негодность.
Популярные производители

На современном рынке полно предложений от производителей. Но есть компании, которые проверены временем. Именно их продукции отдают предпочтение владельцы циркулярных пил. Краткий список популярных брендов таков:
CMT. Компания появилась на территории Италии в далеком 1962 году. Производство перенесено в Китай, а в Европе остался лишь головной офис.
«Макита». Годом основания фирмы стал 1915. С тех пор прошло много времени, но японская продукция по-прежнему популярна по всему миру.
«Бош». Это название давно стало символом непревзойденного качества. Пильные диски под торговой маркой Bosh — желанные гости в каждой домашней мастерской.
«Атака». Организация появилась в 1998 году на территории России. Ее по праву можно назвать старейшим поставщиком расходников на отечественном рынке.
Metabo. Название произошло от немецкого наименования ручной дрели. Сборка первой продукции началась в Германии после 1924 года.
Dewalt. Победное шествие компании по планете стартовало в США. Начиная с 1922 года под брендом выпускают оснастку для электроинструмента.
В передовых технологиях разобраться непросто. Изготовители оснастки постоянно совершенствуют свои производства. Предлагаем посмотреть видео, которое поможет сделать правильный выбор и узнать много полезной информации:
Как сделать нож из диска циркулярной пилы своими руками?
Кустарный нож из пильного диска циркулярки, ножовочного полотна по древесине либо из пилы по металлу будет служить много лет вне зависимости от условий использования и хранения. Поговорим о том, каким образом изготовить нож из стальных элементов заводского изготовления, что для этого потребуется и на что необходимо обратить пристальное внимание. Также расскажем, как сделать кустарные резцы для любителей резьбы по древесине.
Рабочий инструментарий и материалы
Сырьевым материалом для создания кустарного ножика может стать любой, бывший в употреблении, либо новый режущий компонент из каленой стали. В роли полуфабриката желательно применять пильные круги по металлу, по бетону, пильные круги маятниковой торцевой и ручных пил. Приличным материалом будет бывшая в употреблении бензиновая пила. Из ее цепи возможно отковать и изготовить лезвие, которое по своим свойствам и наружному облику будет ничем не хуже легендарных дамасских клинков.
Для создания ножа из диска циркулярки своими руками станет необходимым следующее оснащение и материалы:
- углошлифовальная машина;
- наждачный станок;
- электродрель;
- линейка;
- молоток;
- наждачка;
- брусочки для затачивания;
- напильники;
- кернер;
- эпоксидка;
- проволока из меди;
- фломастер;
- емкость с водой.
Дополнительно необходимо обдумать вопрос с ручкой. Изготовленный предмет должен комфортно ложиться в ладоне.
Для создания рукояти предпочтительнее применять:
- цветные сплавы (серебро, латунь, бронза, медь);
- древесину (береза, ольха, дуб);
- оргстекло (поликарбонат, плексиглас).
Материал для рукояти должен быть цельным, без растрескиваний, гнилости и иных изъянов.
Приемы обращения с металлом
Чтобы лезвие было крепким и тугим, в ходе его создания требуется придерживаться правил обращения с железом.
- На полуфабрикате не должно иметься заметных и невыраженных дефектов. Прежде чем приступать к работе, заготовки требуется обследовать и простучать. Целостный элемент звучит звучно, а бракованный – приглушенно.
- При создании проекта и чертежа конфигурации режущего компонента требуется избегать углов. В подобных областях сталь способна переломиться. Все переходы необходимо делать гладкими, без крутых поворотов. Скосы обуха, предохранителя и рукояти необходимо сточить под углом 90 градусов.
- При вырезании и обработке нельзя допускать перегрева металла. Это ведет к снижению прочности. «Пережаренное» лезвие становится непрочным либо мягким. В процессе обработки деталь необходимо регулярно остужать, всецело окуная ее в емкость с холодной водой.
- Создавая нож из пильного диска, необходимо не забывать, что этот элемент уже прошел процедуру закалки. Заводские пилы рассчитаны на работу с очень крепкими сплавами. Если не нагреть изделие сверх меры во время вытачивания и обработки, то закаливать его не потребуется.
Хвостовую часть лезвия не нужно делать чрезмерно тонкой. Ведь конкретно на данную область ножа будет прилагаться основная нагрузка.
Изготовление ножа
Если пильный диск большой и не сильно изношен, то из него получится изготовить несколько лезвий различного предназначения. Затраченные усилия этого стоят.
Нож из круга циркулярки делается в определенном порядке.
- На диск приставляется лекало, очерчиваются очертания лезвия. Поверху маркера кернером наносятся царапинки либо точечные линии. После этого картинка не исчезнет в процессе выпиливания детали и ее корректировки под необходимую конфигурацию.
- Приступаем к выпиливанию лезвия. Для этой цели стоит применить углошлифовальную машинку с диском по железу. Необходимо вырезать с запасом 2 миллиметра от черты. Это необходимо, чтобы потом сточить пережженный углошлифовальной машинкой материал. Если углошлифовальной машины под рукой нет, то вырезать черновую деталь можно посредством тисков, зубила и молотка либо ножовки по металлу.
Твердосплавные диски по металлу. Работаем без искр
 Могу поспорить, что большинство из вас даже не предполагает о существовании этих дисков, и даже если вы зайдёте в магазин строительного инструмента и спросите о них у продавцов-консультантов, то на вас многие (не все конечно) посмотрят с недоумением. Это и понятно, резка металла у нас всегда ассоциируется с болгаркой или с газовым резаком. Ну на худой конец с алмазным диском, режущим железобетон. И никак, с диском который похож на тот что стоит на циркулярной пиле.
Могу поспорить, что большинство из вас даже не предполагает о существовании этих дисков, и даже если вы зайдёте в магазин строительного инструмента и спросите о них у продавцов-консультантов, то на вас многие (не все конечно) посмотрят с недоумением. Это и понятно, резка металла у нас всегда ассоциируется с болгаркой или с газовым резаком. Ну на худой конец с алмазным диском, режущим железобетон. И никак, с диском который похож на тот что стоит на циркулярной пиле.Знакомтесь! Твердосплавные диски для резки металла
Составными частями всех твердосплавных дисков является основание и режущие зубья. Число режущих сегментов начинается от 24 до 100, чем больше количество зубьев, тем быстрее происходит распил заготовки. Отличительной особенностью сегментов является наличие специальных напаек, которые и выполняют основную роль при распиле. Сплавы режущих зубьев могут быть разными, в основном это зависит от производителя. В большинстве случаев, используют вольфрамокобальтовые сплавы или карбид вольфрама, сцементированного кобальтом. Твердосплавные режущие сегменты крепят при помощи пайки припоями из электролитической меди с добавление никелевых сплавов. На многих моделях дисков можно увидеть прорези, сделанные для отведения тепла, которые продлевают срок службы твердосплавного диска.

Применяются такие диски на маятниковых, торцовочных и ручных дисковых пилах для металла. Конечно, есть фрикционные пильные диски, которые тоже можно отнести к твердосплавным, но это будет тема отдельной статьи. Говоря об отличительных характеристиках твердосплавных дисков по металлу, то для каждого вида металла применяется свой диск. Есть диски по алюминию, диски для высокоуглеродистой стали, для низкоуглеродистой стали, для тонкого листового металла, для сэндвич-панелей, для нержавеющей стали. Самыми важными критериями при выборе являются: диаметр диска и диаметр посадочного отверстия. Наиболее востребованные диаметры от 200 до 355 мм, тут самое главное для какого инструмента вам нужен диск. Также обстоит дело с посадочными отверстиями, их диапазон от 20мм. (для ручных дисковых пил) до 30 мм. (для маятниковых пил). Число зубьев на диске прямо пропорционально скорости распила материала, при выборе следует знать это.
Всегда следует сверять необходимое число оборотов, которое указано на упаковке или на самом теле диска с паспортными данными, используемого инструмента.
Плюсы и минусы твердосплавных дисков по металлу
Сразу хочется отметить что преимуществ по сравнению с абразивными дисками у твердосплавных достаточно много, но цена оборудования и самих дисков сдерживает популярность их использования. Давайте обо всём попорядку!
К плюсам можно отнести:
- Точность реза. Для того чтобы соблюдать точность при резе металлических заготовок, твердосплавный диск на маятниковой пиле-это один из лучших вариантов работы.
- Скорость работы. Вы будете удивлены с какой скоростью пилит твердосплавный диск.
- Огромный ресурс диска. В среднем ресурс диска 5000 резов. По сравнению с абразивным, он бессмертен.
- Отсутствие вредных выбросов. При работе с абразивом в рабочей зоне образуется облако мелких частиц, что негативно сказывается на здоровье человека.
- Металл не нагревается. После того как вы отрежете заготовку, смело можете взяться за нею, она будет холодной. Главный плюс в том, что без воздействия температур не меняются свойства металла.

Минусы тоже есть:
- Цена. Стоимость твердосплавного диска в десятки раз больше абразивного. В домашних условиях, при редком использовании такой диск не окупит себя.
- Потеря металла. Так как диск толще абразивного, то стоит учитывать что линия реза будет толстой.
- Боится ржавчины. Если надумаете пилить металл со ржавчиной, помните, что при этом диск будет изнашиваться быстрее.
Делая вывод обо всём вышесказанном, можем сказать что твердосплавные диски относятся к более профессиональным расходникам. У них меньше недостатков, чем у конкурентов, но цена делает их недоступными для бытового использования.

Производители и цены
Разброс цен на твердосплавные диски по металлу огромен, тут главное определиться для какого инструмента и какой металл вы будете резать и исходя из этого делать выбор. Стоимость дисков по алюминию от 1000 до 4000 рублей, для стали от 3000 до 20000 рублей. Производителей также огромное множество. Каждая компания, производящая дисковые или торцовые пилы, обязательно выпускает расходку к ним, либо покупает продукцию у сторонних производителей и продаёт её под своей маркой. Нужно учитывать что единого стандарта на посадочные отверстия дисков нет и производителям выгодно делать их разными, для того чтобы к их инструментам приобретали их же расходку.
Говорить о том какие диски лучше бессмысленно и перечислять вам марки крупных производителей я не буду. Скажу по своему опыту, что пользовался дисками HILTI и АТАКА, первые режут получше, но и цена на них побольше. Читая отзывы в интернете, много слышал хорошего о дисках производства фирмы CMT orange tools. При выборе дисков обратите на неё внимание.
Делаем качественный нож из пилы за два с половиной часа
Со стороны кажется, что сделать нож легко, что это лишь заточенная стальная полоса да деревянная ручка. Но когда дело доходит до практики, картина резко меняется. Главное в этом процессе — знание и опыт. Когда знаешь, все просто, когда нет опыта, все сложно.

Недавно я выложил в интернете фотографию с семью клинками, сделанными за один день в стахановском порыве.
Александр Кудряшов в комментарии попросил рассказать, как я делаю ровные и симметричные спуски.
В ответ я пошутил: «Это просто: берешь «волшебный маркер», рисуешь ровные спуски, произносишь чудесные слова, и ровные спуски готовы».
Но шутка ли это на самом деле? Шутка, конечно, но истина где-то рядом.
Позднее я предложил приехать и на практике увидеть, как делаются правильные спуски и весь нож целиком. И это предложение было принято.
По моей задумке Александр должен был сам немного поучаствовать в изготовлении: выбрать заготовку под клинок, материал для рукояти, предпочтительную длину клинка и рукояти. С нашего эксперимента Александр должен был уехать с готовым, добротным, а главное, рабочим ножом.
Приехал Александр нарядный, в светлых штанах песочного цвета и флисовой куртке цвета койот, что совершенно не подходило для предстоящей работы. Пришлось выдать ему рабочие штаны и камуфляжную рубашку на случай, если испачкается. Все подошло идеально — мы с ним одних габаритов.
В мастерской работы пошли по заранее намеченному плану. В качестве материала для клинка была выбрана старая добрая механическая пила из быстрореза. Почему?
Это широко известная и многократно проверенная сталь промышленной закалки. Да, она трудна в обработке, но благодаря красностойкости (способности длительное время выдерживать нагрев без уменьшения твердости) не требует охлаждения.

фото: Кудряшова Александра
Толщина мехпилы 2 мм, этого достаточно для большинства рабочих ножевых задач. Ножи из мехпил легки, хорошо держат заточку и, что немаловажно, полностью легальны: малая толщина клинка отметает любые подозрения на причастность к холодному оружию.
Вообще марок быстрорежущих сталей много, но производитель не всегда указывает конкретную марку, зачастую ограничиваясь клеймом HSS (high speed steel). Новые пилы попадаются редко и стоят дороже.

фото: Кудряшова Александра
Для ножедела новизна мехпилы не имеет никакого значения, поэтому для изготовления ножа можно использовать как новую пилу, так и изрядно поработавшую и даже сломанную. Результат будет мало напоминать исходный материал. Из недостатков можно отметить склонность стали к выкрашиванию при боковой нагрузке и ее подверженность коррозии.
Александр выбрал подходящее полотно мехпилы из быстрореза (HSS made in USSR). Я обрезал лишнее и на наждаке сделал контур будущего ножа, затем обработал заготовку крацовкой — вращающейся стальной щеткой, придав ей благородный черный блеск, и окрасил клинковую часть с двух сторон синим широким маркером, предназначенным для складских работ.

фото: Кудряшова Александра
По краске маркера штангенциркулем разметил линии будущих спусков, уделив особое внимание синхронности их выхода на обух. Полученные линии обвел «волшебным маркером» с серебристой краской, которая есть не что иное, как алюминиевая пудра в полимерной связующей.
Почему именно им? Очень просто. Эта краска выдерживает высокие температуры, хорошо ложится на металл и прочно держится. Краски обычных цветных маркеров при обработке металла выгорают, стираются, осыпаются. А серебрянка держится. Вот и все волшебство.

фото: Кудряшова Александра
Клинок я установил на специальную приспособу для выведения спусков (удешевленный вариант приспособы от Chapay, сделанный самостоятельно из стального уголка). Отметил маркером место, где будут начинаться спуски, и зафиксировал ручными тисками.
Черновой съем металла я выполнял желтым кубитроном II от 3M с зерном Р24 на станке с абразивной лентой (на гриндере). Для равномерности я начинал съем металла от отметки маркером у будущей рукояти и двигался к острию с равномерным несильным нажимом.

фото: Кудряшова Александра
При этом очень важно ровно, параллельно, без перекосов прикладывать к ленте будущий клинок. Я дал Александру немного постоять у станка на начальном этапе, используя специальные приспособления. Вывод спусков — процесс, требующий опыта.
Немного не дойдя до серебристых линий «волшебного маркера», я сменил ленту на абразив Р60 и начал выравнивать линию спусков. Сделал несколько движений от острия к рукояти, создавая прямой угол у начала спусков. Потом уже началась работа над риской спусков.

фото: Кудряшова Александра
Для этого оказалось достаточно работы на абразивах Р80 и Р120. Применять для очень твердых быстрорежущих сталей абразивы Р180 и мельче неоправданно. Это не кубитрон II, и по таким тугим сталям абразивы работают плохо и недолго. При этом важно, чтобы финишная обработка клинка была выполнена на одной ленте, иначе стороны будут выглядеть по-разному.
Нож из быстрореза не требует постоянного охлаждения в процессе обработки, и это один из приятных моментов в его изготовлении. Само собой, нож не стоит перегревать, потому как повышенная температура стали приводит к быстрому забиванию абразива липкими частичками металла — к засаливанию.

фото: Кудряшова Александра
Избыточный прижим металла к абразиву нежелателен по той же причине. Ленту, забитую металлом, которая уже не «грызет», а «лижет», можно освежить. Для этого надо убрать забитые металлом, зализанные вершинки абразива и освободить зерна, лежащие глубже.
Сделать это просто. Нужно взять быстрорезное полотно мехпилы и легко, как напильником, провести им наискосок, навстречу движущейся ленте на месте изгиба (на контактном ролике). Это действие не придаст абразиву первозданную агрессивность, но освежит его и позволит поработать еще.

фото: Кудряшова Александра
После того как первая сторона была выведена в чистовое состояние, я перевернул клинок на приспособе на другую сторону, зафиксировал его и занялся второй стороной. Ее делать всегда труднее, ведь нужно, чтобы она была такой же, как первая.
Кроме того, заготовка видна хуже, больше греется, а контакт с массивной приспособой, выполняющей функцию теплообменника, уже не такой плотный. Однако клинок был готов.

фото: Кудряшова Александра
На войлочном круге с полировальной пастой я исправил следы побежалости металла. Еще раз хочу напомнить, что это была быстрорежущая сталь, твердость которой от нагрева не страдает.
Разметив фломастером места для двух отверстий на хвостовике, я просверлил их шестимиллиметровым перьевым сверлом для кафеля. Надо сказать, что на первом из этих отверстий сверло исчерпало свой ресурс (это было примерно 50-е его отверстие).

фото: Кудряшова Александра
Без малейшего расстройства я достал из блистера другое дешевое перьевое сверло, досверлил незаконченное первое отверстие и секунд за 40 просверлил второе. Потом сверлом большего диаметра с твердосплавной напайкой снял фаски с отверстий.
А дальше был обед. Подкрепившись рамёном с курицей, приготовленным красавицей-женой, мы приступили к изготовлению рукояти. Для рукояти Александр выбрал палисандр.

фото: Кудряшова Александра
Я обрезал заготовку на ленточной пиле под заданные габариты, приложил к ней хвостовик и просверлил обычным сверлом первое отверстие в деревянной заготовке. Вставил в отверстие шестимиллиметровый штифт, насадил на него отверстие хвостовика и просверлил второе. Отметил маркером, где в рукояти будет край хвостовика, и занялся разметкой для будущей прорези под хвостовик. Пропил под хвостовик выполнил на ленточной пиле.
Я знаю, что конкретное полотно делает пропил шириной 1,5 мм. Мне же был нужен пропил под хвостовик толщиной 2 мм, поэтому я левее заготовки вставил сложенный вдвое лист картона суммарной толщиной 0,5 мм и допилил прорезь до требуемой ширины.

фото: Кудряшова Александра
После этого я занялся приданием заготовке формы рукояти. По замыслу это была прямая рукоять универсального ножа, представляющая в сечении восьмигранник. У меня это был уже не первый нож с восьмигранной рукоятью, которая выглядит строго, но ухватиста, очень удобна и не проворачивается в руке.
Все работы я выполнял на гриндере, используя ленты для дерева. Задал нужные грани и занялся выведением риски с уменьшением зерна абразива. В конце уже вручную выгладил все абразивом скотч брайт, похожим на жесткую плоскую мочалку.

фото: Кудряшова Александра
И вот пришло время монтажа. Измерив толщину рукояти в местах монтажа, я прибавил по 2 миллиметра и отрезал маленьким труборезом кусочки трубочки заданной длины. Хвостовик клинка вставил в прорезь рукояти. Он шел с натягом, так что даже пришлось задействовать ручной реечный пресс (до 600 кг).
Прессом же аккуратно вдавил трубочки в рукоять через хвостовик насквозь. Потом занялся непосредственно развальцовкой.

фото: Кудряшова Александра
Достал набор блестящих шариков от подшипников разного диаметра, положил один маленький шарик на нижнюю площадку пресса, а второй на верхний срез одной из трубочек и растянул края трубочки. Так же поступил и со второй трубочкой.
Выполнял я эту операцию с постепенным увеличением диаметра шариков. Теперь оставалось сделать чистовые операции по развальцовке ювелирным молотком с полированным бойком.

фото: Кудряшова Александра
Банка с натуральным пчелиным воском уже разогрелась на водяной бане. Рукоять ножа отправилась в воск на пропитку и последующее остывание. Пчелиный воск — это натуральный пищевой полимер. Дерево, пропитанное им, не принимает влагу и не скользит в руке.
У меня на кухне все ножи обработаны воском, и им ничего не делается. В воске на водяной бане нож можно держать сколько угодно — хоть час, хоть два, а можно и пять минут.

фото: Кудряшова Александра
Дерево рукояти ножа или приклада ружья всегда хорошо время от времени освежать баллистолом или маслом — льняным, растительным. Альтернативой горячему воску будут натуральные масла, составы на основе латекса, силиконовое масло, специальные масла для дерева (когда-то в Икее продавались), лаки.
У каждого варианта свои плюсы и минусы. Так, недостаток воска состоит в том, что он нежелателен для ножей, при сборке которых применялся клей (он обычно плохо переносит повышенную температуру).

фото: Кудряшова Александра
Натуральные масла долго полимеризуются (навсегда). Баллистол при регулярном применении дает приятную ровную поверхность.
Силиконовые масла не полимеризуются, но хорошо входят в дерево и влагостойки. Лаки выполняют исключительно поверхностную защиту. После остывания воска я снял его излишки с рукояти, отполировал на войлочном круге, а потом вручную бумажной салфеткой.

фото: Кудряшова Александра
Осталось последнее — заточка. Оставлять клинок просто сведенным в ноль нельзя — выкрошится, и это проверено. Нужно сделать небольшой подвод.
Его я делал на российских алмазных брусках (в сторону уменьшения размера зерна), предварительно смочив и натерев их кусочком мыла. Мыльная вода лучше прилипает к камням и лучше смазывает.

фото: Кудряшова Александра
Финишную доводку без нажима кромкой вперед я выполнил с мыльной водой на сланце Green brazilian. Все! Нож бреет. Взяв хорошо высушенное в мастерской тестовое березовое полено (лет 5–6 лежало), я проверил на нем лихим строганием остроту и стойкость режущей кромки, удобство и управляемость ножа.

фото: Кудряшова Александра
Итог: нож склонен злобно зарываться в дерево, режет бодро, в руке удобен, срез дерева блестит, как полированный, а кромка цела и не блестит. В общем, нож можно спокойно отдавать в работу.

фото: Кудряшова Александра
Приятно видеть детский блеск в глазах здорового мужика, разглядывающего новую полезную игрушечку, родившуюся при нем!
Помощники в работе по металлу для домашней мастерской
Пользователи портала делятся опытом выбора и использования современного металлорежущего инструмента и оборудования.
Достаточно зайти в любой магазин, торгующий электроинструментом для металлообработки, или посетить специализированный сайт, как глаза разбегаются от обилия предложений. Помимо стандартного инструмента — дрелей и углошлифовальных машин, встречается и более «экзотическое» оборудование. Например, дисковые циркулярные пилы и отрезные станки по металлу. Кроме этого, любой домашний мастер хотел бы узнать, как упростить и ускорить работу с металлом, используя самый обычный электроинструмент. В этой статье мы собрали практический опыт пользователей портала и ответим на следующие вопросы:
- Для чего нужна циркулярная пила по металлу.
- Оправданна ли покупка дорогого дискового отрезного станка по металлу.
- Как разрезать листовой металл лобзиком.
Особенности работы циркулярной пилой по металлу
Часто при строительстве дома или изготовлении металлоконструкций нужно быстро и точно разрезать листовой металл толщиной от 3 до 6 мм. Как это сделать? На первый взгляд, всё просто — берём УШМ («болгарку») и режем материал. Но как быть, если требуется распилить много металла и сделать десятки метров прямого реза? Причём, желательно с ровными краями. Именно такой вопрос задал пользователь портала с ником Jurky.

У меня есть самая обычная бюджетная «болгарка». Думаю, распилить с её помощью много листового металла не получится. Инструмент может не выдержать нагрузки, да и качество реза не то. Хочу купить дисковую циркулярную пилу по металлу. Задумался, стоит ли она того, сколько прослужит диск, и удобно ли с ней работать?

У дисковой пилы, предназначенной для распиловки древесины, в среднем, число оборотов составляет 5000-5500 об/мин. У дисковой пилы по металлу число оборотов снижено — около 2000-3200 об/мин. Важно: у пильных дисков по металлу в характеристиках написано максимальное допустимое количество оборотов, обычно не более 2000-3200 об/мин (в зависимости от вида распиливаемого металла — сталь, алюминий, нержавеющая сталь). Поэтому попытка сэкономить и поставить пильный диск по металлу на обычную циркулярную пилу может привести к печальным последствиям — высока вероятность того, что диск разлетится. Кроме этого, режим пиления обычной «циркулярки» по дереву при повышенных оборотах не предназначен для работы с металлом.

Выход: нужно купить специальную дисковую пилу, предназначенную для работы с металлом, или приобрести циркулярную пилу с регулятором числа оборотов и системой электронной поддержки постоянных оборотов под нагрузкой. Такая пила может стать «универсальным бойцом», с помощью которого (меняя количество оборотов и пильные диски) можно пилить дерево, алюминий, пластик, кирпич и металл.

Я в итоге купил циркулярную пилу по металлу, а впечатления от работы с ней только положительные. Пилил листовой металл толщиной 5 мм, по два листа 4-ки и 3-ки размером 1х2 м. Нарезал много уголков и труб, фиксируя их в самодельной приспособе.


По словам пользователя, в связке «пила + УШМ + лобзик» можно выпилить из металла всё, что угодно.

Пильного диска хватило на один строительный сезон (весна-лето), после чего он затупился и хоть и пилит, но работать стало сложнее.

Нюансы эксплуатации дискового отрезного станка по металлу
Иногда для работы с металлом требуется особенный инструмент. Например, с помощью которого можно делать точные чистые резы труб, двутавра, швеллера, уголка, строго под определённым углом, например, 45 или под 90 градусов. Именно такая задача стояла перед Mechanicus.

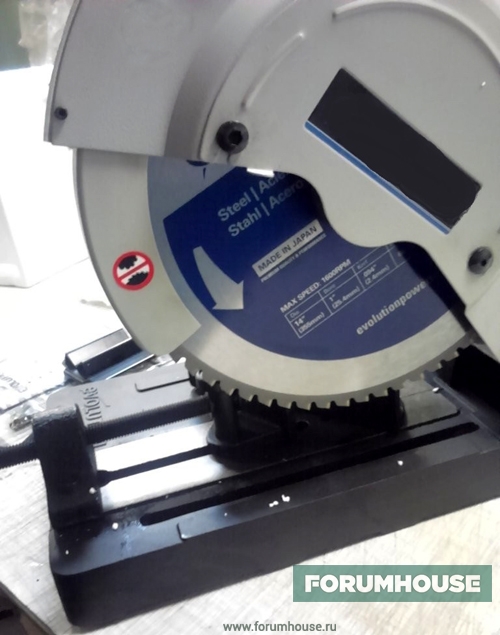
Мне нужно распилить профильную трубу (примерно 70 заготовок), сечением 10х5 см и толщиной стенки 3 мм точно под 45 градусов. Затем предполагается работа с профилем сечением 2х2 см и т.д. Сначала пробовал пилить трубу обычной отрезной машиной с абразивным диском диаметром 350 мм. Диск упирается в нижнюю стенку трубы и дальше стопорится. Поэтому решил купить дисковый отрезной станок по металлу родом из Англии, с максимальным диаметром пильного диска 355 мм.

Внешне такой станок похож на всем известную дисковую торцовочную пилу по дереву.

Т.е. заготовка зажимается в тисках, на станине, и далее производится рез дисковой маятниковой пилой. Заготовку из стали, алюминия и нержавейки можно пилить под точно выставленным углом, при этом рез не имеет заусенцев, а металл не перегревается. Также отсутствует абразивная пыль, что особенно важно при работе в закрытом помещении, например, в гараже или мастерской.
Широкому распространению этого инструмента мешает высокая стоимость – в магазине за такую пилу просят около 50 тыс. руб., и «кусается» цена на пильные диски. В зависимости от вида распиливаемого материала (сталь, алюминий, нержавейка) «родной» фирменный диск на такой станок может стоить от 9 до 15 тысяч рублей и выше.
Mechanicus купил отрезной станок напрямую, минуя посредников в Англии, за 36 тыс. руб. Распаковав дорогой инструмент, пользователь, вопреки ожиданиям, увидел на коробке надпись не «Made in England», а «Сделано в Китае». Хотя инструмент изготовлен и собран качественно, а пила отпускается без бокового люфта, пришлось его немного доработать, чтобы иметь возможность распиливать профиль нужного сечения.

Я переставил неподвижную губку тисков на резьбу для самого широкого реза и попытался выставить 45 градусов. Оказалось, что в таком положении отпиливаемый край заготовки упирается в элемент станины. Пришлось подложить на неподвижную губку пластинку из ПВХ в 1 см. Также пришлось спилить часть кожуха пилы, чтобы при опускании он не упирался в неподвижную губку. Т.к. мне надо пилить длинные заготовки, возможен сдвиг угла, поэтому пришлось просверлить станину и губку и закрепить губку на дополнительный болт.

Настал черёд работы. По инструкции при работе с отрезной пилой не требуется использовать СОЖ (смазочно-охлаждающую жидкость). Количество оборотов диска в минуту 1450. Первую заготовку (профтрубу 100х50х3 мм) распилили под углом 45 градусов секунд за 30. Рез едва теплый, заусенцев нет, искр практически тоже.

На девятом резе изменился звук пиления. Труба стала заметно греться. Скорость работы упала. На десятом резе пила не смогла пройти нижнюю стенку трубы. Не помогли ни «перекуры», ни использование в качестве охлаждающей жидкости вэдешки (WD-40).

Работали мы с пилой аккуратно, сильно на неё не давили. Попытались отдать диск в переточку. Не берут. Говорят, нет оборудования под такой диаметр. Причём, при внешнем осмотре диск не имеет критического износа. Конечно, работать с профилем меньшего сечения можно, но мне-то нужно пилить большую трубу!
В результате поисков точильщика Mechanicus нашёл мастера, который чуть подправил диск (всего 3-4 зуба), хотя, по его мнению, диск вполне острый. Пользователь продолжил работу, используя самодельную СОЖ такого состава: водка + жидкое мыло + WD-40. Смесь подаётся в область реза шприцом с длинной иглой. Подавая СОЖ непрерывно, удалось с трудом допилить не распиленную в прошлый раз трубу. Новую заготовку распилить не получилось.
Для чистоты эксперимента Mechanicus попробовал распилить профиль сечением 15х15х1.5 мм. Пила пилит быстрее, чем «болгарка», рез получается чистым, хотя заготовка и нагревается. В результате мытарств пользователь сначала думал продать пилу как бесполезную игрушку, на которой можно пилить профиль сечением не больше, чем 5х5 см, но потом передумал.

Я решил еще «помучить» пилу. Также куплю несколько дисков разных фирм и сравню их ресурс.

Замечу, что металл не «любит» обработки с высокой скоростью и большим количеством оборотов. Лучше уменьшить скорость и увеличить подачу. Причём, с такими дисками и станком нужно работать, строго выдерживая скорость/количество оборотов и глубину обработки/подачу, что можно сделать в условиях производства, но не в домашней мастерской. Плюс, думаю, сразу закладываются затраты на переточку недешёвых дисков.
Чтобы продолжить работу с отрезным станком, Mechanicus отправил диск на переточку из Читы в Москву, т.к. для заточки диска необходимо специальное оборудование, которого просто нет в мастерской «средней руки».

Итоги: после перезаточки «родным» диском с непрерывной подачей СОЖ удалось сделать ещё 23 распила профиля 10х5 см, после чего диск снова отправили на переточку.

Неродным диском на 90 зубьев (от другого производителя) удалось сделать только 3 реза и диск перестал пилить, после чего его тоже отправили на заточку.

После переточки неродной диск заработал. Распилил им 15 больших труб, а мелкие продолжаю пилить. Родной диск мне испортили — неправильно заточили — переточили с типа заточки TCG на заточку FWF. Удалось им распилить только 2 трубы, и он вышел из строя, но к чести компании отмечу, что т.к. это произошло по их вине, они мне вернули деньги за диск, а это 13 тыс. руб.
Использование лобзика для резки металла
Электрический лобзик чаще всего используют для резки плитных материалов ОСП, фанеры и для фигурного вырезания по дереву. И, хотя в технических характеристиках написано, что инструментом можно резать металл, у начинающих мастеров возникают вопросы: какой металл можно резать лобзиком, какой толщины, на какой скорости и подаче хода маятника и какую использовать для этого пилку?

У меня есть обычный электрический лобзик. Инструмент валялся без дела. Однажды я решил им разрезать лист нержавеющей стали толщиной в 5 мм. Перепробовал пилки по металлу нескольких производителей. Пилить непросто, но рез получается очень аккуратным. Правда, под конец работы не хватило терпения и дорезал металл «болгаркой».
Также Big Muzzy попробовал пилить лобзиком обычный «чёрный» металл толщиной 2-3 мм. Инструмент режет, как по маслу, причём, приноровившись, можно делать даже фигурные вырезы.

Itpb также пилил лобзиком профтрубу 3х3 см. На распиливание заготовки уходит около 1 минуты. Обороты ставятся поменьше, ход маятника не использовался или ставился на первый шаг. В место реза подавалось масло, т.к. без масла пилка быстро выходит из строя.

Я резал лобзиком лист металла толщиной 4 мм. Пилку и обратную сторону реза смазывал салом, все получилось.

Я распилил лобзиком две стальные пластины толщиной больше 1 см. На рез длиной 25 см ушло примерно 25 минут + 1 пилка. Резал с «перекурами» на первой подаче, обороты ставил на третье и четвёртое деление регулятора оборотов. В зону реза подливал масло. Еще резал металл толщиной 9 мм. Пилил пилкой по алюминию, на самой маленькой скорости. Вот, что получилось.


musicman3 делится опытом разрезания металла толщиной 0.5 см и длиной 1300 мм. Скорость он ставил на цифру 5 из доступных 6. Маятник на 1. Резал без использования воды и масла. С учётом перерывов на работу ушло примерно полчаса, и израсходована одна пилка. По словам musicman3, пилить лобзиком проще и безопаснее, чем УШМ, а рез получается качественнее.
Подведение итогов: покупка дорого специализированного инструмента для металлообработки не всегда оправдана, если он нужен для разовой работы. Ведь потом он большую часть времени станет валяться без дела в мастерской или, в лучшем случае, использоваться 1-2 раза в год. Поэтому: прежде чем приобрести какой-либо инструмент, нужно подумать и взвесить все «за» и «против». Зачастую распилить металл, отрезать трубу под нужным углом и даже обточить детали можно с помощью самых простых бытовых электроинструментов или бюджетных самоделок. Главное – знать, как это сделать, а для этого нужно изучить темы на FORUMHOUSE.
На портале есть раздел, где пользователи делятся опытом металлообработки и секретами выбора металлорежущего инструмента. Также полезен материал об особенностях ручной дуговой сварки инвертором.
