

Какое давление углекислоты при сварке полуавтоматом
Как настроить сварочный полуавтомат?

Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
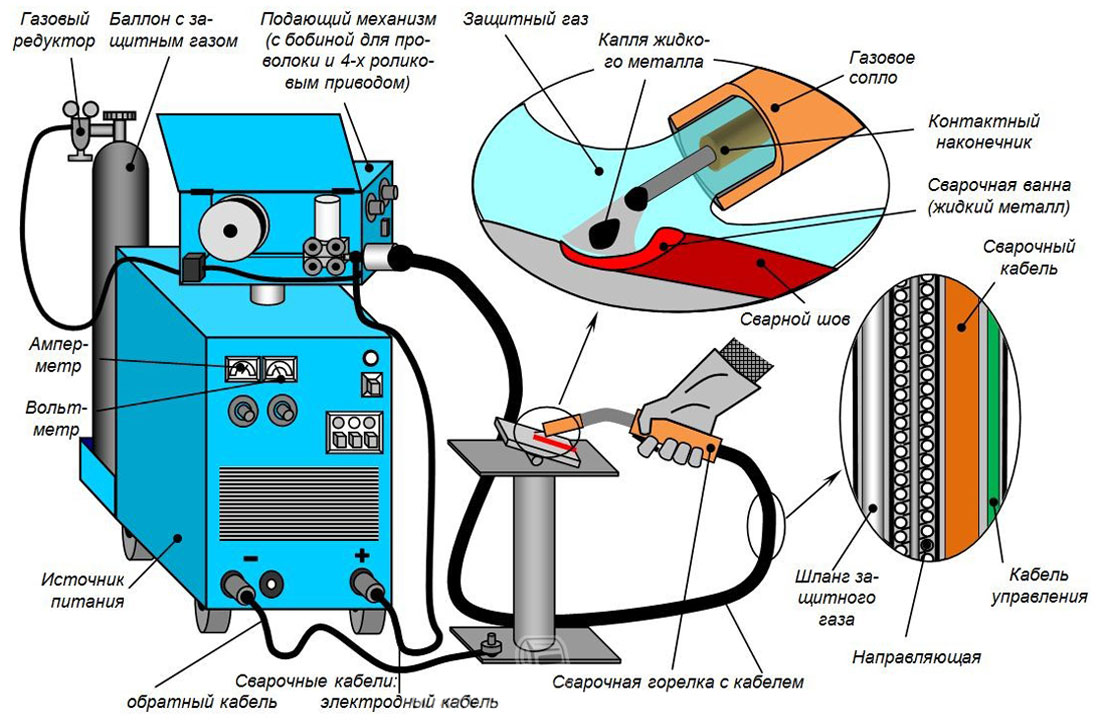
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG / MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Содержание:
Какие регулировки имеет сварочный полуавтомат?
На полуавтомате три настройки:
- Напряжение (несколько режимов)
- Скорость подачи проволоки
- Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
 Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.

- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Положение наконечника горелки относительно сопла
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG / MAG ”.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
 На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
 Сварочные швы в разрезе
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Техника полуавтоматической сварки в среде углекислого газа
-
Содержимое:
- Где используется сварка углекислотой
- Техника сварки в углекислом газе
- Какое давление углекислоты при сварке
- Расход углекислоты для полуавтомата
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Где используется сварка углекислотой
Возможно применение сварки с использованием СО² и в других сферах производства, где особенное внимание уделяется слабому нагреву поверхности и деформации детали при ее обработке.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
- Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
- Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки — зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа — определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла.

В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель — может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм — имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Углекислотный редуктор давления. Регулировка подачи защитного газа

Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Устройство и принцип работы углекислотного редуктора
Углекислотный редуктор производит подачу газа под требуемым давлением, а также перекрытие клапана подачи СО2 из баллона при прекращении сварки. Конструкция узла включает в себя:
- Впускающий клапан.
- Уплотняющие элементы.
- Камеру с регулирующей мембраной.
- Выпускающий клапан.
- Верхнюю пружину.
- Управляющую пружину.
- Присоединительный штуцер.
- Корпус.
- Два манометра, которыми контролируется давление двуокиси углерода на входе и выходе.
- Запорный вентиль.
Обычный однокамерный углекислотный редуктор работает следующим образом. Газ под давлением (которое контролируется манометром) из баллона поступает во входной штуцер. Пройдя в камеру, поток СО2 преодолевает сопротивление пружины, и отжимает её вниз, в результате чего газ поступает в полость камеры. Поскольку площадь её сечения значительно больше, чем площадь проходного сечения штуцера, то давление газа в камере понижается. Это изменение фиксируется вторым манометром.

Регулировка
Регулировка натяжения основной пружины производится при помощи регулировочного винта, в зависимости от первоначального давления газа в баллоне. Управляющая пружина опускается вместе с мембраной, открывая отверстие для прохода двуокиси углерода под сниженным давлением к запорному вентилю. Оттуда поток газа по шлангу движется к горелке. Мембрана углекислотного редуктора выполняется из маслостойкой резины, и обеспечивает своё точное позиционирование относительно выходного отверстия. Поскольку со временем давление газа в баллоне снижается, то верхняя регулирующая пружина может опускаться, изменяя площадь проходного сечения впускающего клапана. Углекислотным редуктором возможно и ручное управление потоком газа, для этого достаточно вывернуть/ввернуть регулировочный винт, в зависимости от текущих показаний манометров.
Постоянство давления в камере редуктора обеспечивается за счёт того, что при снижении давления газа, поступающего из баллона, мембрана перемещается вверх, сжимая обратную (верхнюю) пружину, а при увеличении давления – опускается вниз. Выходное же давление остаётся стабильным вследствие соответствующего изменения площади проходного сечения запорного вентиля.

Для обеспечения стойкости мембраны от резкого превышения давления газа (что может вызвать разрыв мембраны) углекислотные редукторы снабжаются предохранительным клапаном. Он срабатывает, когда входной штуцер по каким-либо причинам теряет герметичность и начинает пропускать увеличенный объём двуокиси углерода из баллона.
Конструктивные исполнения
Типоразмеры и характеристики устройств должны соответствовать требованиям ГОСТ 13861-89, ISО 2503-83 и ГОСТ 12.2.052-81. Классификация углекислотных редукторов может быть выполнена по следующим параметрам:
- По числу рабочих камер. Преобладающее количество подобных устройств – однокамерного типа, однако для улучшения стабильности функционирования в условиях пониженных температур наружного воздуха производят и двухкамерные редукторы. Рабочие камеры в таких устройствах расположены последовательно.
- По условиям работы. Различают рамповые, сетевые и баллонные редукторы. Рамповые предназначаются для работы на многопостовых участках, а сетевые питаются от стационарной сети, проложенной от углекислотной станции предприятия. Для работы отдельных постов предназначаются баллонные углекислотные редукторы, которые рассчитываются на меньшие показатели удельного расхода газа и ограниченный диапазон рабочих давлений.
- По принципу открытия/закрытия впускающего клапана редукторы для углекислотного баллона могут быть прямого и обратного действия. Принцип действия редуктора второго типа рассмотрен выше, а в редукторах прямого действия все изменения расхода и давления происходят в обратном порядке. Такие редукторы менее удобны при эксплуатации, а потому используются значительно реже.

Чем отличается кислородный редуктор от углекислотного?
Конструкции углекислотных редукторов весьма схожи с кислородными, и отличаются в основном способами присоединения к вентилям, и – иногда – отсутствием второго манометра. Поэтому часто возникает вопрос – взаимозаменяемы ли кислородный и углекислотный редукторы.
К кислородному редуктору предъявляются гораздо более высокие эксплуатационные требования. Они связаны с тем, что, в отличие от СО2, кислород не сжижается, а потому находится в баллоне под гораздо более высоким давлением (до 200 ат против 70…80 ат – для сжиженного углекислого газа). Поэтому при попадании кислорода в углекислотный редуктор будет происходит постепенное разрушение уплотняющих мембран. Поэтому углекислотный редуктор не используются для подачи кислорода (обратная замена – допустима).

Отличаются редукторы и возможностями вариантов присоединения к баллону. Углекислотный редуктор можно подсоединять при помощи хомута, а не накидной гайки, поскольку СО2 не обладает свойствами пожаро- и взрывоопасности в случае утечек.
Для повышения чистоты газа, поступающего в редуктор, в конструкции впускающего клапана часто предусматриваются очистные фильтры. Наличие фильтра уменьшает опасность стравливания газа обратно в баллон, где он может образовывать поверхностную подушку над сжиженным газом.
Редуктор давления УР 6-6
Отечественной промышленностью выпускается несколько разновидностей редукторов давления – БУО-5МГ, БУО-5-4, БУО-5 MINI, УР 5-3 и др., но наиболее компактным и популярным считается редуктор марки УР 6-6. Его особенности:
- Корпус, изготавливаемый из специального сплава, стойкого к различным тепловым и механическим воздействиям;
- Минимальное значение коэффициента неравномерности давления – не выше 0,3;
- Низкое давление для срабатывания предохранительного клапана – 1,2 МПа;
- Наличие двух манометров, что облегчает процесс регулирования давления углекислого газа.
- Повышенная пропускная способность — до 6 м 3 газа в час.
- Демократичная цена (до 1100 руб., против, например, 1700…1800 руб. за углекислотный редуктор модели БУО-5-4).
Выбор конкретного исполнения углекислотного редуктора для полуавтомата не считается особо критичным, за исключением ситуаций, когда варить/резать металл приходится при пониженных температурах.

Редуктор с ротаметром
Повышенную функциональность (в сравнении с редукторами) обеспечивают регуляторы расхода углекислого газа с ротаметром. В отличие от традиционных манометров, для которых расход приходится устанавливать в зависимости от текущего давления, ротаметры расход показывают сразу. Универсальные регуляторы расхода, в составе которых имеются ротаметры, существенно облегчают работу сварщика, и позволяют оптимизировать расход углекислого газа во время сварки. Цена вопроса – от 1800 до 2000 руб. Технические характеристики регуляторов – расход, давление, температурный диапазон применения – должны соответствовать требуемым режимам сварки.

Регуляторы отличаются от обычных редукторов следующим:
- Если в редукторах выходной штуцер соединяется непосредственно с магистралью, то в регуляторе предусматривается специальная заслонка, которая дросселирует поток СО2, в зависимости от давления газа в баллоне.
- Отверстие в дросселе – калиброванное, что увеличивает точность регулировки расхода. Поэтому большинство моделей регуляторов оснащается одним манометром, показания которого устанавливаются не в единицах давления, а в единицах расхода.
- В некоторых регуляторах предусматривается встроенный электроподогрев газа. Это позволяет проводить сварку при отрицательных температурах, и повышает точность определения фактического расхода газа (в редукторах расход, как правило, перестроить на иное значение невозможно).
- Регуляторы для полуавтоматов могут быть установлены не только на баллон со сжиженной углекислотой, но и на так называемые смесевые баллоны, в которых содержится смесь двуокиси углерода с инертным газом, в частности, аргоном (в соотношении 1:4).
При выборе типоразмера углекислотного редуктора обращают внимание на такие особенности конструкции как устройство регулировочного винта и наличие на нём невыпадающей резьбы (иначе можно выкрутить седло), а также на наличие дополнительного запорного вентиля. Важно также и качество газа: пищевая углекислота отличается пониженной влажностью, поэтому баллон изнутри не ржавеет.
Как настроить сварочный полуавтомат?
Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG / MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Содержание:
Какие регулировки имеет сварочный полуавтомат?
На полуавтомате три настройки:
- Напряжение (несколько режимов)
- Скорость подачи проволоки
- Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Положение наконечника горелки относительно сопла
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG / MAG ”.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Для чего нужна углекислота при сварке полуавтоматом?
Углекислота для сварки металлов широко используется в качестве защитного газа. Он подается через специальное сопло в горелке полуавтоматического аппарата и надежно защищает сварочную зону от кислорода и азота воздуха, а также от водяных паров.
Специфика технологии
 Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварочный материал в виде проволоки подается в рабочую зону отдельно, она не служит проводником. Подача осуществляется с постоянной скоростью подающим механизмом, встроенным в полуавтоматический сварочный аппарат.
Для того, чтобы защитить сварочную ванну от воздействия кислорода и водорода воздуха, а также водяных паров, в рабочую зону подается защитная атмосфера, состоящая из углекислого газа. Его облако вытесняет воздух и предотвращает нежелательные химические реакции
Что такое углекислый газ?
Молекула углекислого газа СО2 состоит из атома углерода и двух атомов кислорода. При нормальных условиях оксид углерода представляет собой газообразное вещество тяжелее воздуха, без цвета и запаха.
Оксид углерода обладает низкой химической активностью, что делает его отличным кандидатом на роль создателя защитной атмосферы вокруг сварочной зоны. Это же свойство используется при работе углекислотных огнетушителей, прекращающих доступ кислорода воздуха к очагу возгорания.
При атмосферном давлении в жидком состоянии находиться не может. При охлаждении до -78 о С затвердевает, образуя рыхлую массу, напоминающую снег. Это так называемый «сухой лед», используемых для охлаждения продуктов в пищевой промышленности и торговле.
Вещество выделяется в ходе окисления органических веществ — при сгорании, гниении, дыхании живых организмов.
Перевозится вещество в газообразном состоянии, в емкостях под давлением.
Сфера применения
Углекислота в производстве обходится существенно дешевле аргона, гелия и других, но уступает им по своим защитным свойствам. Сварка в атмосфере СО2 используется для рядовых соединений из обычных конструкционных сталей.
Для более ответственных конструкций, специальных сталей, высоконагруженных узлов используют более дорогое, капризные в хранения и применении инертные газы.
При массовом производстве типовых металлоконструкций применение углекислого газа для защиты сварочной зоны дает заметную разницу в себестоимости.
Дешевле обходится и организация хранения СО2.
Запорно-регулирующая аппаратура для баллонов
При работе с оксидом азота используют специальную запорно-распределительную арматуру. Редуктор понижает входное давление со 100 атм. до рабочего значения в 3 атм.
Он снабжен двумя манометрами: на выходе и на входе, по которым сварщик следит за значением давления.
Редуктор снабжен двумя фильтрами, задерживающими примеси.
Установка необходимого рабочего давления осуществляется вращением рукоятки регулятора.
С помощью накидных гаек устройство присоединяется к баллону и к шлангу, снабжающему потребителя.
Предохранительный клапан при возникновении нештатной ситуации сбрасывает избыток давления в атмосферу.
Особенности заправки
Углекислотный баллон для полуавтомата заряжают двумя методами:
- перепусканием из емкости хранилища через редуктор и расходомер в заправляемый баллон;
- закачкой в заправляемый баллон с помощью компрессора.
Независимо от способа наполнения важно точно установить вес пустого баллона. Взвесив баллон после заполнения, можно точно установить количество закачанного СО2.
Заправка баллонов оксидом углерода, в отличие от ацетилена или кислорода, не требует чрезвычайных мер предосторожности. Однако расслабляться при этом нельзя: в случае массовой утечки углекислый газ образует атмосферу, непригодную для дыхания. Поэтому необходимо тщательно проверять состояние баллонов, арматуры и шлангов на отсутствие механических повреждений.
При заправке способом «баллон в баллон» тот баллон, из которого заправляют, рекомендуют перевернуть дном вверх и следить за его температурой.
Расход
Расход углекислоты для выполнения сварки полуавтоматом определяется сочетанием ряда факторов.
- погодные условия (температура, ветер, влажность);
- качество сварочных материалов;
- квалификация и опыт сварщика.
Она может изменяться от 3 до 60 литров в минуту.
При расчете планового расхода учитывают такие характеристики, как диаметр сварочной проволоки и толщину заготовок. К расчетному значению, равному произведению удельного расхода на длину шва, добавляют запас в 10% на подготовительные операции.
Из стандартного баллона, содержащим 25 кг СО2, после понижения давления до рабочего образуется приблизительно 500-510 литров газа. При максимальном расходе этого количества хватит на 8 часов работы сварочного углекислотного полуавтомата. В среднем баллона хватает на 15-20 часов.
Плюсы и минусы
Работа в атмосфере СО2 имеет следующие преимущества перед другими видами сварки:
- надежная защита сварной зоны от химически активных веществ;
- дешевизна;
- возможность варить «на весу», без использования подкладочных пластин;
- устойчивая дуга на тонкостенных заготовках;
- рациональное использование тепловой энергии электродуги.
Кроме достоинств, методу присущ и ряд недостатков:
- низкая пригодность для работы с высоколегированными сплавами и цветными металлами;
- сложность проведения многослойной сварки;
- опасность удушья при работе в непроветриваемых объемах.
Длительно время подготовки и запуска процесса делает его малопригодным для небольших объемов сварочных работ, которые нужно выполнить быстро.
Техника безопасности.
Углекислый газ имеет два потенциально опасных фактора воздействия:
- взрыв баллона при нагреве;
- удушье при работе в замкнутом непроветриваемом объеме при превышении уровня концентрации в 5%.
Исходя из этих рисков и формируются требования техники безопасности к проведению работ с СО2.
Во время транспортировки:
- все баллоны должны перевозиться в специальном поддоне, в вертикальном положении;
- на каждом баллоне должны быть резиновые предохранительные кольца.
Во время хранения и заправки:
- все помещения должны быть оборудованы газоанализирующей аппаратурой;
- при заправке баллона необходимо контролировать его температуру;
- не допускается перезаправка баллона свыше нормативного значения;
- не прикасаться к трубопроводам, шлангам и арматуре без защитных перчаток.
Во время работы:
- при работе в замкнутом объеме организовать постоянный контроль содержания СО2 в воздухе;
- обеспечить вентиляцию или снабдить сварщика изолирующей маской с подачей воздуха;
- работать вдвоем, причем один человек должен находиться снаружи объема и следить за состоянием сварщика.
При соблюдении требований безопасности углекислый газ не представляет угрозы для здоровья.
Опасность угарного газа СО.
Угарный газ – сильно ядовитое вещество. При вдыхании ведет к общему угнетению функций организма и тяжелому отравлению. Возможен и летальный исход. Работать в атмосфере угарного газа допускается только в изолирующей дыхательной аппаратуре.
Полярность
Полярность при сварке полуавтоматом в среде углекислого газа обратная, то есть «плюс» подсоединяется к заготовке, а «минус» — к электроду. При работе прямой полярностью в среде СО2 будет трудно обеспечить стабильность электродуги. Нестабильная дуга при такой схеме подключения приводит к возникновению дефектов сварного шва.
Работа
Перед началом сварки проводятся обязательные подготовительные работы. в них входят следующие операции:
- зачистка зоны шва от механических загрязнений, остатков старых лакокрасочных покрытий, следов коррозии и т.п.;
- обезжиривание поверхности с использованием органических растворителей, кислот или щелочей;
- пробный шов для окончательного уточнения величины рабочего тока, особенно при соединении заготовок малой толщины.
Сварочный полуавтомат с углекислотой размещают так, чтобы шланг не мешал движениям сварщика.
Сварку полуавтоматом-инвертором в среде СО2 выполняют двумя методами, различающимися углом наклона относительно направления движения руки:
- углом вперед, применяется для сварки листовых заготовок малой толщины;
- углом назад, дает возможность глубокого провара на деталях средней и большой толщины, ширина шва при этом получается меньше.
После того, как шов заварен до конца, требуется сохранять подачу газа до остывания сварочной зоны. Это предотвратит окисление нагретого металла. Сначала следит прервать подачу сварочной проволоки, потом- отключить ток и только потом- газ. Ха этот промежуток времени шов остынет.
Далее следует зачистить зону шва от шлака и окалины
Полуавтоматическая сварка в атмосфере углекислоты позволяет обеспечит высокое качество и приемлемую себестоимость сварного соединения. Расход СО2 зависит от параметров детали и условий работы и составляет от 3 до 60 л/час. При работе необходимо соблюдать правила техники безопасности.
Подскажите как варить полуавтоматом
Прикупил себе аппарат вот такой(картинка внизу). Приобрел баллон 12л..
Теперь вопросы
какое давление должно быть в полном баллоне? (на кртинке полный баллон)
какое давление должно быть на выходе при сварке?
какая длина проволоки должна торчать из горелки?
А то у мене то искры летят в разные стороны, если ближе подвести вроде чуть получше, но получается совсем почти наконечником касаюсь. Если дальше отвести то рывками проволока идет(в смысле отгорает потом опять искра и опять отгорает) пробовал скорость подачи увеличивать эфект тот же только с большей амплитудой.
Вобщем сильно не ругайте, я только учусь.
С флюсом получилось почти сразу, а с газом чё то никак. Клеммы местами перекинул.


У нас вот таже трабла вот и решил блок управления переделать, у тебя напрежение не заниженно?
alan62 написал :
какое давление должно быть в полном баллоне? (на кртинке полный баллон)
зависит от температуры.
alan62 написал :
какое давление должно быть на выходе при сварке?
зависит от диаметра дроссельной шайбы на выходе редуктора.
alan62 написал :
какая длина проволоки должна торчать из горелки?
Zifrius написал :
У нас вот таже трабла вот и решил блок управления переделать, у тебя напрежение не заниженно?
Янн: -Сталкивался с аналогичной проблемой ,низкое напряжение в сети . Сделал повышающий трансформатор . Прибавка в 20 вольт, решила проблему.
Напряжение нормальное.
Про температуру интересный ответ. А если так, на картинке с баллоном на манометре показывает давление при только что заправленном баллоне. Температура -5. Просто хотелось бы узнать как хотя бы ориентироваться при заправке. Ато если много газа то сверкает и плескается все вокруг, если мало то проваришь 3см, а такое ощущение , что пол мотка проволоки сожрало. Как ориентироваться?
Какой расход примерно должен быть(ну понятно, зависит от сварщика) но все же.
И если так все зависит от температуры,то если вруг она поднимется в плюс, то что к баллону не подходить? убьет? Я фото специально выложил с полным баллоном и открытым вентилем.
И что такое дроссельная шайба, мне хотя бы понять, как сильно должно дуть на дугу?, если так вот по русски.
alan62 написал :
Просто хотелось бы узнать как хотя бы ориентироваться при заправке.
ориентироваться надо по весу. в 12-ти литровый (если у вас действительно 12-ти литровый) баллон можно залить примерно 7 кг жидкой углекислоты.
alan62 написал :
к баллону не подходить? убьет?
на печку ставить точно не советую.
дроссельная шайба находится между корпусом редуктора и выходным штуцером.
расход газа — 8-12 литров в минуту.
Может вам опыьного сварщика пригласить для консультации. Эти дела не столько знать, как чувствовать нужно. Мне прищлось цех сварочный по производству рулей жигулей обслуживать. Варить ручной сваркой могу, и автоматы мне легко дались. Но затем видел, как новички тыкались. Но быстро осваивались, так как профи рядом были. Мне было проще, на списанном мог отрабатывать навыки и проблемы рещать технические. Прошло уже немало лет, но марки помню. ТДМ 400 и 303. Неплохие машины, но не все были качественные. Даже в сварке различались мною. Профи сразу замесали и выбирали машины. Молодым понятно похуже
ориентироваться надо по весу. в 12-ти литровый (если у вас действительно 12-ти литровый) баллон можно залить примерно 7 кг жидкой углекислоты.
Вообще конечно интересТно получается, вроде все пользуются редукторами, на них установлены манометры, но все смотрят на них прищурив глаз, типа примерно, мож там 3 очка, а мож триста.
Мож вообще мнометры молоточком покоцать? чтоб не смущали, а ориентироваться по звуку, сильней шипит знач еще мнооого. Страноо как то. Да и еще весы с собой возить.
Да нафига вообще придумали тОки какието, напряжения, давления . муть какая то. Прищурил глаз, навострил уши, да еще носом мождно понюхать и вари себе потихоньку, Забрызгало немного,. снасался генератор купил, чё там про напругу думать. Взвесил баллон, и вот тебе скорость движения газа помноженная на метры проволоки за минусом ее веса и толщины детали, деленное на кривые руки. А лучше подождать пока солнце выглянет, может железки сами прилипнут.
нафига понавешали всяких стекляшек на редектора? не пойму, мешают только, да и разбить можно.
расход газа — 8-12 литров в минуту.
действительно, че я голову забиваю, имеешь 12литровый баллон, значит минуту поварил и заправляй
alan62 написал :
Ато если много газа то сверкает и плескается все вокруг
газа , как и денег, много не бывает главное чтобы дугу не сдувало , а так 10 л/мин минимум.
А считать как? на калькуляторе? Вот если пользоваться краскопультом, то давление на выходе около 2 атм. а не чтоб краску не сдувало. Неужели нет никаких значений, все на глазок?
ОФФ Я когда то работал регулировщиком радиоаппаратуры, так вот у нас один дядя работал, мы его звали «пол шкалы».
На вопрос про напряжение на вольтметре он отвечал. «примерно пол шкалы».
alan62 написал :
А считать как? на калькуляторе?
если по хорошему то — ротаметром , а так обычно ставится калиброванная шайба с дыркой на выходе из редуктора и можно примерно по значению манометра низкого давления прикинуть расход.
alan62 написал :
А считать как? на калькуляторе?
если по хорошему то — ротаметром , а так обычно ставится шайба с калиброванной дыркой на выходе из редуктора и можно примерно по значению манометра низкого давления прикинуть расход.
2 alan62
Добрый день! Сварка — дело хорошее и во многих случаях даже нужное. Особенно, когда без фанатизма. Этот технологический процесс по своей природе достаточно многогранен и, если относиться к нему профессионально, требует учета:
- Материала основного металла
- Толщины основного металла
- Типа и пространственного расположения шва (задается конструктором изделия)
- Диаметра сварочной проволоки
- Материала сварочной проволки
- И т.д. и т.п.
Исходя из вышеуказанного выбирают (в Вашем случае):
- Материал и диаметр сварочной проволоки
- Скорость подачи проволки
- Сварочный ток
- Расход газа
Причем «приборчики» здесь очень даже пригождаются.
Научить выбирать режим в конференции вряд ли возможно, как собственно и варить.Если Вы будете применять сварку в разных условиях, то рекомендую раздобыть таблицы выбора режимов сварки. Они обычно идут в качестве приложений к учебным пособиям для профессиональных училищ или приводятся в специализированных справочниках.
Если Вы будете применять сварку для узкого круга задач и материалов, то самый быстрый способ научиться — найти опытного сварщика, чтобы «живьем» показал Вам необходимый в Вашем случае опорный режим и основные приемы работы, а дальше Вы сможете самостоятельно совершенствовать свой навык.
ПС - Сварка «в защитной среде углекислого газа» самая «искристая» из всех мне известных.
- Емкость баллона с защитным газом — его конструктивный параметр. В баллон заправляют сжиженный (!) газ, т.е. собственно жидкость, а расход газа при сварке считают для «нормального газа» т.е. вещества в состоянии «газ». Так что баллона в 12 л с 7 кг углекислоты при расходе в 12 л/мин хватит весьма на долго.
- Сам подход к выбору режимов можно посмотреть, например в » > .
Но там я, к сожалению, не нашел нужной в Вашем случае полуавтоматической сварки в СО2.
