

Импульсно дуговая микросварка своими руками
Импульсный электродуговой сварочный аппарат
В нашем коллективе давно витала идея создания небольшого, компактного, лёгкого, но в то же время приемлемого по параметрам сварочного аппарата. Однако, наша частичная безграмотность и неосведомлённость не позволяла нам решить проблему, так сказать, «с ходу».
Единственное, что мы знали, что напряжение холостого хода у всех «обычных» аппаратов — около 60-ти вольт, а токи достигают 150-200 ампер.
Но. но тут мы узнали, что идея наша не нова, и некоторые уже для себя её давным давно решили. Одним умельцем был изготовлен электродуговой сварочный аппарат, который при токе сварки от 30-ти до 80-ти ампер имел вес всего 7.5 кг и запросто умещался в дипломате.
Некоторые скажут: «Маловато! Маловато будет!». А что, для того, чтобы варить автомобиль вполне достаточно, да и забор на даче в случае чего подварить хватает.
Главное, что этот аппарат можно было подключать в обычную бытовую розетку
220 вольт! (Его КПД — больше 85%).
Этот сварочный аппарат послужил прообразом для воплощения нашей идеи.
Естественно, что в первоначальную схему было внесено масса изменений.
Во-первых, возбуждение преобразователя было сделано от внешнего генератора (в той схеме преобразователь «самовозбуждающийся» с насыщающимся выходным трансформатором).
Во-вторых, добавлена схема «мягкого» запуска для предотвращения перегорания диодов сетевого выпрямителя в момент включения в сеть.
В-третьих, для измерения тока первичной обмотки (а вместе с ним и во вторичной) был применён компаратор 554СА3 (вместо схемы на транзисторе КТ315 и тиристоре КУ112).
В-четвёртых, были разделены выходные обмотки и выходные выпрямители.
После всех доработок, изменений и расчётов была рождена схема, с которой мы вас сейчас познакомим.
Преобразователь. Силовая часть сварочного аппарата
Ниже приведена так называемая «силовая» часть. 
Спецификация деталей «силовой части»
Схема управления: задающий генератор, компаратор, схема запуска.
Схема управления и часть схемы запуска: 
Спецификация деталей схемы управления
Чертеж печатной платы:

Схема расположения элементов на плате
Обратите внимание, что схема »мягкого запуска» (кроме элементов R1, C2) размещена на плате управления. 
Вид устройства в сборе
На фото слева не показаны:
- корпус устройства с дополнительными вентиляторами;
- элементы крепления к корпусу;

- плата управления (крепится на корпусе устройства и соединяется гибким жгутом к плате управления токовыми ключами);
- разъём «сварочного тока»;
- сетевой фильтр и предохранительный автомат (крепятся на корпусе устройства).
Как известно, напряжение на дуге в режиме сварки обычно составляет около 20-24 вольт. В режиме разрезания металла напряжение может достигать и 30-36 вольт.
Для поддержания дугового разряда достаточно не очень высокого ннапряжения пробоя, всего несколько вольт. Но для нормальной «поддержки» дугового разряда время деионизации молекул газа (воздуха, продуктов «горения») в зоне дуги должно быть значительно больше времени восстановления напряжения пробоя ионизированного газа.
Для сухого воздуха со стандартным атмосферным давлением это время составляет около 50-ти миллисекунд. Для восстановления дуги при таких условиях необходимо напряжение пробоя выше 25-30ти вольт. «Обычный» сварочный аппарат (трансформаторный) работает от сети переменного тока частотой 50Гц, при этом время восстановления дуги не может превышать 20-25мс.
По причине этого сварочные аппараты переменного тока обычно имеют напряжение холостого хода 60-80 вольт. Время восстановления в среднем составляет 25-35 миллисекунд.
Для увеличения стабильности дуги желательно, чтобы источник (в данном случае трансформатор) имел достаточно большую индуктивность. Но, с другой стороны, увеличение индуктивности сварочного трансформатора ведёт к увеличению его реактивного сопротивления, а значит к уменьшению тока на дуге.
Очень часто сердечник сварочного трансформатора выполняют ввиде незамкнутого магнитопровода с регулируемым зазором. По этим причинам сварочные аппараты переменного тока имеют достаточно узкий диапазон регулировки тока, большие габариты, вес и низкий КПД.
У аппаратов постоянного тока элементом стабилизации тока служит отдельный дроссель (иногда два дросселя). Время восстановления дуги у таких сварочных аппаратов может быть сокращено до 10-25мс, за счёт этого напряжение холостого хода может быть понижено до 40-50В.
Казалось бы теперь индуктивность стабилизируещего дросселя можно увеличивать и увеличивать, но при слишком большой индуктивности дросселя становится достаточно трудно зажечь дугу, возникает так называемый «эффект прилипания электрода».
Чтобы добиться хорошей стабильности дугового разряда и хорошего «зажигания» желательно, чтобы индуктивность стабилизирующего дросселя была низкой (для быстрого увеличения тока в момент зажигания) и частота тока была как можно выше (чтобы уменьшить время восстановления дуги).
Как известно, в промышленной электросети напряжение переменного тока составляет 220 вольт, а частота — 50 герц, и с этим приходится мириться. Увеличить частоту переменного тока можно только используя выпрямитель и преобразователь напряжения. Также, по причине того, что трансформатор сварочного аппарата кроме активного сопротивления имеет также и реактивное (без нагрузки трансформатор работает как индуктивность), то даже при отсутствии тока во вторичной обмотке, через первичную обмотку всё равно протекает достаточно большой ток.
Хотя при «холостом ходе» сварочный аппарат потребляет не очень большое количество энергии, реактивная составляющая тока может быть достаточно велика. При работе аппарата вектора «реактивного» и «активного» токов складываются, и суммарный ток может достигать значительных величин. По этой причине обычный сварочный аппарат нельзя подключать к бытовой электрической розетке, так как электрические провода должны иметь достаточно большое сечение, и предохранительные «автоматы» должны быть расчитаны на большой ток (до 50-ти и более ампер).
Габариты и масса стандартных сварочных аппаратов также не позволяют использовать их в качестве переносных. При работе, для того, чтобы не переносить сам аппарат, сварщики просто используют длинные соединительные провода. Сечение таких проводов доходит до 20-ти и более кв.мм. Естественно, что и стоимость самих соединительных проводов (в денежном эквиваленте) может быть сопоставима со стоимостью самого сварочного аппарата.
Также любой сварочный аппарат имеет такой параметр, как КПВ, выраженный в процентах (отношение: время работы/время остывания + время работы). В редких случаях данный параметр превышает 80%, чаще всего встречаемый параметр КПВ=50% (тут имеются ввиду режимы максимальных токов).
Многие производители указывают кроме КПВ также и продолжительность непрерывной работы, которая иногда не превышет дву-трёх минут.
Сварочный аппарат постоянного тока, собранный по схеме «Выпрямитель -> Вч. преобразователь -> Выпрямитель+дроссель» лишён указанных недостатков. В силу того, что отсутствуют реактивные токи в питающей сети, а при работе аппарата практически 85% энергии «идёт в дело», данный аппарат можно безболезненно подключать к обычной бытовой розетке, не беспокоясь о том, что проводка может перегореть (потребляемая аппаратом мощность при максимальных режимах работы немногим больше превышает мощность бытового утюга).
КПД у такого аппарата, если и не 100%, то, во всяком случае, где-то рядом, да и продолжительность непрерывной работы намного больше, чем 20 минут. Если учесть вес аппарата — не более 10 кг -, то отпадает необходимость в длинных соединительных проводах, гораздо проще просто поднести аппарат к месту работы.
Сечение проводов также можно уменьшить. Для «сварочных» проводов достаточно сечения 12 кв.мм. (при длинне 2-3 метра), а в качестве «питающих» проводов вполне можно употреблять бытовые электроудлинители, важно только, чтобы максимальный ток для выбранного удлинителя был не менее 10-ти ампер.
Хочу также отметить, что если Вы всё-таки соберёте себе такую штуковину, то останетесь весьма довольны ею. Никто из нас никаких навыков сварщика никогда не имел, однако, когда пришла необходимость подварить калитку на даче, агрегат здорово выручил.
Несмотря на то, что «дачное» напряжение — было далеко не 220V, дуга была стабильной, зажигалась с пол-пинка, не было эффекта прилипания электрода, да и получившийся шов был по качеству как у заправского сварщика.
Конечно же, без трудовых и материальных затрат не обойтись, но, себестоимость нашего агрегата (по крайней мере для нас) оказалась куда ниже, чем цены того двухпудового дерьма, что продаётся сейчас на каждом углу (даже с импортными наклейками).
Точечно-искровой сварочный аппарат для ювелирных работ своими руками
Недавно ремонтировал точечно-искровой сварочный аппарат Ding Xing Jewelry Machine и после того, как вернул его хозяину, решил собрать себе такой же. Естественно, с заменой части оригинальных комплектующих на то, что есть «в тумбочке».
Принцип работы аппарата достаточно простой – на конденсаторе C5 (рис.1) накапливается такое количество энергии, что при открывании транзистора Q9 её хватает, чтобы в месте сварки точечно расплавить металл.
С трансформатора питания Tr1 напряжение 15 В после выпрямления, фильтрации и стабилизации поступает на те части схемы, что отвечают за управление характеристиками сварочного импульса (длительность, ток) и создания высоковольтного «поджигающего» импульса. Напряжение 110 В после выпрямления заряжает конденсатор С5, который (при нажатии на педаль) разряжается в точку сварки через силовой транзистор Q8 и через вторичную обмотку трансформатора Tr2. Этот трансформатор совместно с узлом на транзисторах Q5 и Q8 создают на выводах вторичной обмотки высоковольтный импульс, пробивающий воздушный промежуток между сварочным электродом (вольфрамовой иглой, красный вывод) и свариваемыми деталями, подключенными к чёрному выводу. Это, скорее всего, необходимо для химически чистой сварки ювелирных изделий (вольфрам достаточно тугоплавкий металл).
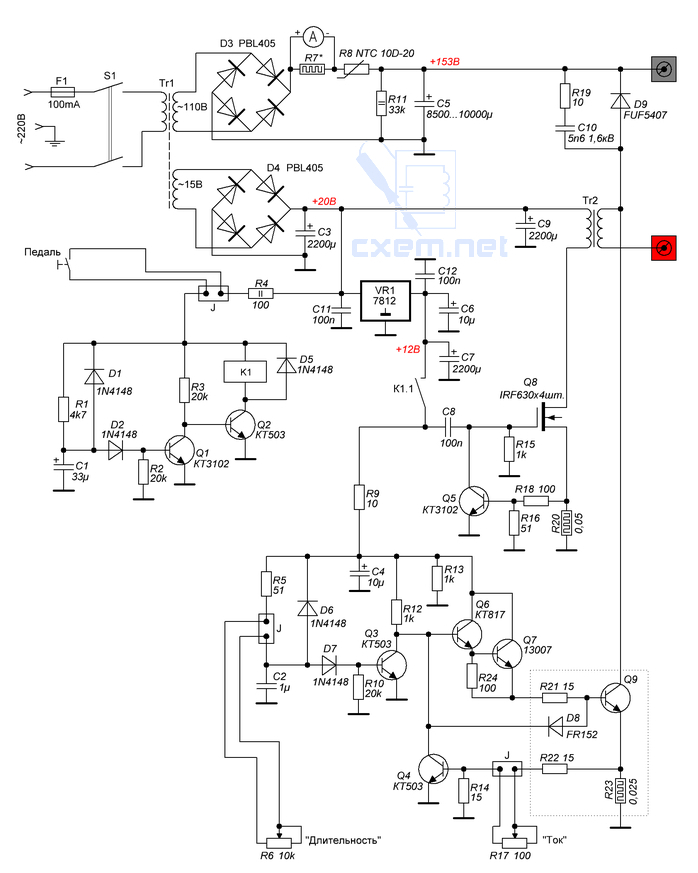
Рис.1
Часть схемы на элементах R1, C1, D1, D2, R2, Q1, R3, Q2, K1 и D5 обеспечивает кратковременное включение реле К1 на время около 10 мс, зависящее от скорости заряда конденсатора С1 через резистор R1. Реле через контакты К1.1 подаёт стабилизированное напряжение питания +12 В на два узла. Первый, на элементах C8, Q5, R15, R16, Q8, R18, R20 и Tr2 – это уже упомянутый генератор высоковольтного «поджигающего» импульса. Второй узел на R5, C2, R6, D6, D7, R9, C4, R10, Q3, R12, Q4, R13, R14, Q6, R24, Q7, R17, R21, D8, R22, Q9 и R23 – генератор одиночного сварочного импульса, регулируемого резисторами R6 по длительности (1…5 мс) и R17 по току. На транзисторе Q3 собран, собственно, сам генератор импульса (принцип работы как и на включение реле), а транзисторы Q6 и Q7 – это составной эмиттерный повторитель, нагрузкой которого является силовой ключ на транзисторе Q9. Низкоомный резистор R23 — датчик силы сварочного тока, напряжение с него проходит через регулируемый делитель R22, R17, R14 и открывает транзистор Q4, который уменьшает напряжение открывания выходного транзистора Q9 и этим ограничивает протекающий ток. Параметры регулировки тока точно определить не удалось, но расчётный верхний предел не более 150 А (определяется внутренним сопротивлением транзистора Q9, сопротивлениями вторичной обмотки Tr2, резистора R23, монтажных проводников и мест пайки).
Полевой транзистор Q8 собран из четырёх IRF630, включенных параллельно (в оригинальной схеме стоит один IRFP460). Силовой транзистор Q9 состоит из десяти FJP13009, также включенных «параллельно» (в оригинальной схеме стоят два IGBT транзистора). Схема «запараллеливания» показана на рис.2 и кроме транзисторов содержит в себе элементы R21, D8, R22 и R23 каждые для своего транзистора (рис.3).
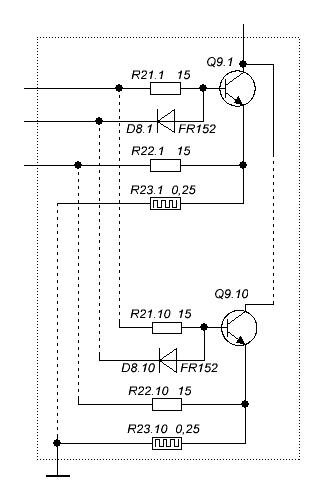
Рис.2

Рис.3
Низкоомные резисторы R20 и R23 выполнены их нихромовой проволоки диаметром 0,35 мм. На рис.4 и рис.5 показано изготовление и крепёж резисторов R23.
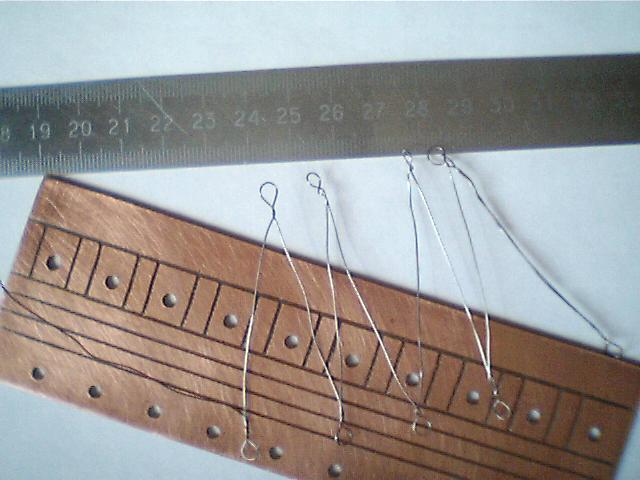
Рис.4
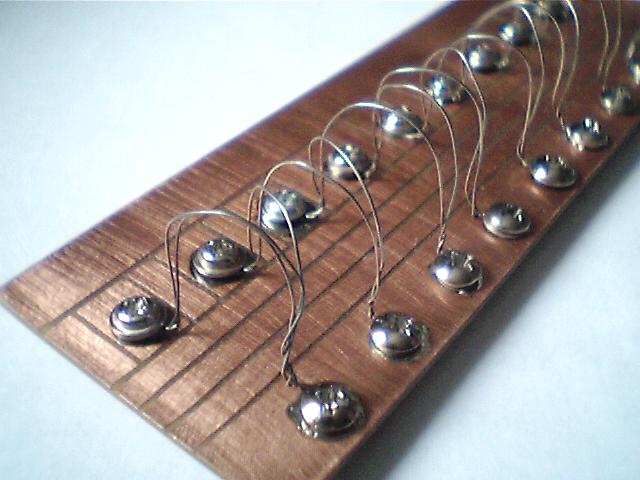
Рис.5
Печатные платы в формате программы Sprint-Layout развёл (рис.6 и рис.7), но заниматься их изготовлением по технологии ЛУТ не стал, а просто вырезал на фольгированном текстолите дорожки и «пятачки» (видно на рис.8). Размеры печатных плат 100х110 мм и 153х50 мм. Контактные соединения между ними выполнены короткими и толстыми проводниками.
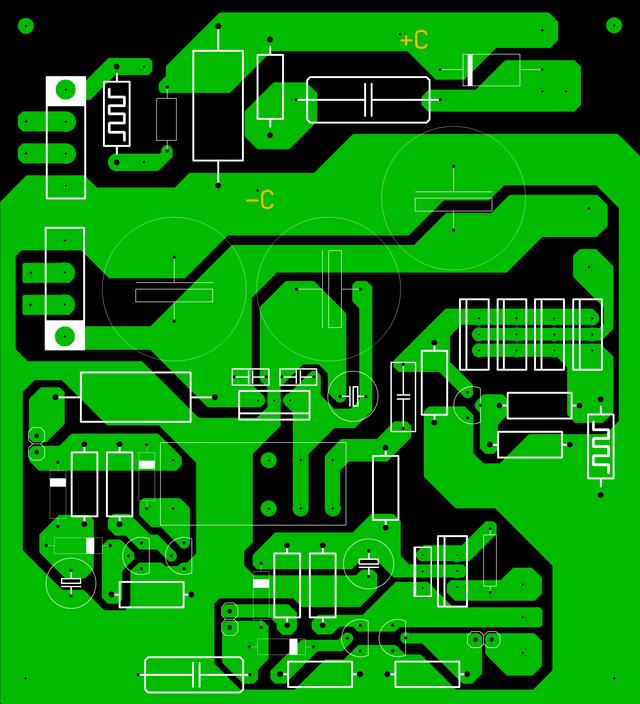
Рис.6
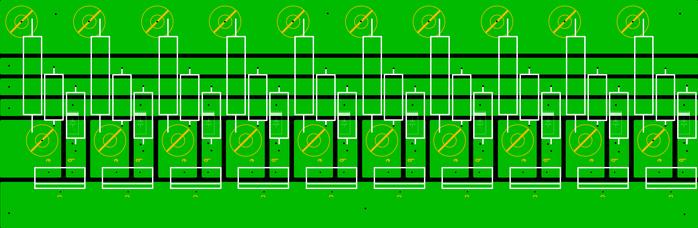
Рис.7
Трансформатор питания Tr1 «сделан» из трёх разных трансформаторов, первичные обмотки которых включены параллельно, а вторичные последовательно для получения нужного выходного напряжения.
Сердечник импульсного трансформатора Tr2 набран из четырёх ферритовых сердечников строчных трансформаторов от старых «кинескопных» мониторов. Первичная обмотка намотана проводом ПЭЛ (ПЭВ) диаметром 1 мм и имеет 4 витка. Вторичная обмотка намотана проводом в ПВХ изоляции с диаметром жилы 0,4 мм. Количество витков в последнем варианте намотки – 36, т.е. коэффициент трансформации равен 9 (в оригинальной схеме применялся трансформатор с Ктр.=11). «Начало-конец» одной из обмоток надо скоммутировать так, чтобы выходной отрицательный импульс на красном выводе аппарата возникал после закрытия полевого транзистора Q8. Это можно проверить опытным путём – при правильном подключении искра «мощней».
Элементы R19, C10 являются демпфирующей антирезонансной цепочкой (снаббер), а такое включение диода D9 обеспечивает на красном выводе сварочного аппарата отрицательную полуволну высоковольтного «поджигающего» импульса и защищает транзистор Q9 от пробоя высоким напряжением.
Накопительный конденсатор С5 составлен из 30 электролитических конденсаторов разной ёмкости (от 100 до 470 мкФ, 200 В), включенных параллельно. Их общая ёмкость – около 8700 мкФ (в оригинальной схеме применены 4 конденсатора по 2200 мкФ). Чтобы ограничить зарядный ток конденсаторов, в схеме стоит резистор R8 NTC 10D-20. Для контроля тока используется стрелочный индикатор, подключенный к шунту R7.
Аппарат был собран в компьютерном корпусе размерами 370х380х130 мм. Все платы и другие элементы закреплены на куске толстой фанеры подходящего размера. Фото расположения элементов во время настройки на рис.8. В окончательном варианте с передней панели был убран шунт R7 и стрелочный индикатор тока (рис.9). Если же индикатор нужно ставить в аппарат, то сопротивление резистора R7 придётся подбирать по рабочему току используемого индикатора.
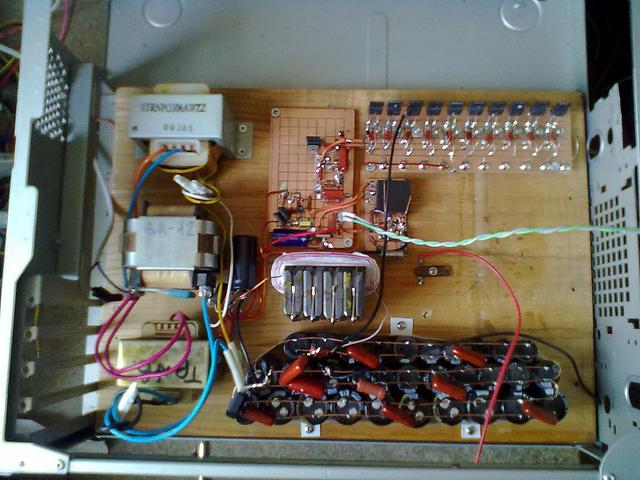
Рис.8

Рис.9
Сборку и настройку аппарата лучше производить последовательно и поэтапно. Сначала проверяется работа трансформатора питания Tr2 вместе с выпрямителями D3, D4, конденсаторами С3, С5, С9, стабилизатором VR1 и конденсаторами С6 и С7.
Затем собрать схему включения реле К1 и подбором ёмкости конденсатора С1 или сопротивления резистора R1 добиться устойчивого срабатывания реле на время около 10-15 мс при замыкании контактов на педали.
После этого можно собрать узел высоковольтного «поджигающего» импульса и, поднеся выводы вторичной обмотки друг к другу на расстояние долей миллиметра, проверит, проскакивает ли между ними искра во время срабатывания реле К1. Хорошо бы ещё убедиться, что её длительность лежит в пределах 0,3…0,5 мс.
Потом собрать остальную часть схемы управления (ту, что ниже R9 по рис.1), но к коллектору транзистора Q9 подключить не трансформатор Tr2, а резистор сопротивлением 5-10 Ом. Второй вывод резистора припаять к плюсовому выводу конденсатора С9. Включить схему и убедиться, что при нажатии педали на этом резисторе появляются импульсы длительностью от 1 до 5 мс. Чтобы проверить работу регулировки по току, нужно будет или собирать высоковольтную часть аппарата или, увеличив сопротивление R23 до нескольких Ом, посмотреть, меняется ли длительность и форма импульса тока, протекающего через Q9. Если меняется – это значит, что защита работает.
Возможно, что понадобится подбор номиналов резистора R9 и конденсатора C4. Дело в том, что для того, чтобы полностью «открыть» транзисторы Q9.1-Q9.10, нужен достаточно большой ток, который пропускает через себя Q7. Соответственно, уровень напряжения питания на конденсаторе С4 начинает «просаживаться», но этого времени должно хватать, чтобы провести сварку. Излишне большое увеличение ёмкости конденсатора C4 может привести к замедленному появлению питания в узле, а соответственно, к задержке по времени сварочного импульса относительно «поджигающего». Лучшим выходом из этой ситуации является уменьшение управляющего тока, т.е. замена десяти транзисторов 13007 на два-три мощных IGBT. Например, IRGPS60B120 (1200 В, 120 А) или IRG4PSC71 (600 В, 85 А). Ну, тогда есть смысл и в установке «родного» транзистора IRFP460 в узле, формирующем высоковольтный «поджигающий» импульс.
Не скажу, что аппарат оказался очень нужным в хозяйстве :-), но за прошедшие три недели было приварено всего несколько проводников и резисторов к лепесткам электролитических конденсаторов при изготовление блока питания и сделано несколько «показательных выступлений» для любознательных зрителей. Во всех случаях в качестве электрода использовалась медная оголённая миллиметровая проволока.
Недавно провёл «доработку» — вместо педали поставил кнопку на передней панели и добавил индикацию включения аппарата (обыкновенная лампочка накаливания, подключенная к обмотке с подходящим напряжением одного из трансформатора).
Андрей Гольцов, r9o-11, г. Искитим, февраль-март 2015
Импульсная сварка своими руками
Импульсная сварка — что это такое? По сути своей, это обычная электродуговая сварка, в процессе которой подаются дополнительные кратковременные импульсы. Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.

Но что, если вы хотите испробовать в своей практике данный метод соединения металлов, но не хотите тратить много денег на покупку качественного сварочного аппарата? Решение есть! Можно сделать самодельную импульсную сварку. Импульсная сварка своими силами собирается за полтора-два часа, а все комплектующие стоят недорого. В этой статье мы подробно расскажем, как своими руками сделать импульсную сварку и каков наш опыт использования самодельного сварочного аппарата.
Сборка импульсной сварки
Преобразователь
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.

Также мы привели несколько таблиц со спецификациями используемых комплектующих.




Схема управления
Ниже приведена понятная и рабочая схема управления, а также видна небольшая часть схемы запуска аппарата.

Как и при сборке преобразователя мы привели несколько таблиц со спецификациями используемых комплектующих.


Плата
Ниже вы можете видеть схематичное изображение печатной платы.

А вот схема расположения всех элементов на плате.

Обращаем ваше внимание, «мягкий запуск» размещается на плате управления.
Прибор в сборе
Ниже вы можете видеть прибор в сборе. Это его простейший вид. Не хватает корпуса с вентиляторами, платы управления (ее нужно прикрепить к самому корпусу), разъема для сварочного тока, а также сетевого фильтра и предохранительного автомата (тоже крепится к корпусу).

Опыт применения
Наш опыт показал, что устройство, собранное по данным схемам, работает практически безотказно. Мы остались довольны функционалом и качеством получаемых швов. Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Собранный по данным схемам сварочник предназначен для работы в сети 220В. Но на нашей памяти случались ситуации, когда напряжение было нестабильным, особенно на даче. Тем не менее, дуга горела стабильно, зажигалась довольно просто. Да, это не профессиональная микроимпульсная сварка, но все же. Кстати, рекомендуем использовать в работе с таким самодельным аппаратом только плавящиеся электроды. Сварка плавящимся электродом куда эффективнее и неплохо стабилизирует горение дуги.
Естественно, для сборки нам понадобилось потратить свое личное время и силы. Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока. Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь. К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место. На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху. При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%. А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
У самодельного сварочника, собранного по нашим схемам, нет таких недостатков. В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
С помощью самодельного аппарат для импульсной сварки можно варить более 20 минут, что точно больше, чем положенные 2-3 минуты у аппарата их магазина. А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
Какие еще есть достоинства? Ну вы можете на этапе сборки еще больше удешевить конструкцию. Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно. Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Вместо заключения
Самодельный аппарат для импульсной дуговой сварки — это отличная вещь для всех дачных умельцев. При минимальных финансовых затратах вы получите удобный рабочий инструмент, который позволит вам выполнять большое количество самых разнообразных сварочных работ. Вам не придется просить соседа или искать какого-то сварщика на стороне, чтобы сварить теплицу или ворота. При этом самодельный прибор вполне надежен, поскольку в нем используются простые комплектующие. Можете добавить к ним прочный металлический корпус, и тогда вам аппарат будет служить долгие годы.
Импульсная сварка: режимы, схема, устройство
В основе импульсной сварке лежит традиционный электродуговой метод, но ток на полюса подается в импульсном режиме. Что это такое с прикладной точки зрения – шов, образованный ровными каплями расплава. Режим импульсной сварки позволяет контролировать процесс образования ванны, значительно расширяет возможности традиционного дугового способа, применяется для разнородных металлов, образует диффузный стык.

Особенности импульсной сварки
Когда основной рабочий ток используется в фоновом режиме, а на его фоне импульсами увеличивается силовая нагрузка, капли расплава, образующиеся на электроде, падают упорядоченно. Главный закон технологии сварки: один импульс – одна – капля, из-за электродинамических сил сужается шейка капли, она отрывается от электрода. Регулируя величину пауз между каплями, можно контролировать:
- процесс образования ванны;
- размер наплавляемого валика;
- форму соединения.
Использование импульсов позволяет снизить рабочий ток до нижних пределов. Значительно экономится присадочный материал. Снижается риск непроваров. Направленный перенос расплава позволяет варить низкощелевые соединения любой толщины.
Разновидности импульсной сварки
Выбор параметров соединения в зависимости от вида сплавляемых металлов. Выделяют четыре возможных варианта аппаратов:
- Конденсаторные, они применяются для нержавеющих сплавов и алюминия. Различаются по мощностным характеристиками, есть модели свыше 100 кА. Характеризуются сильным, максимально дозированным энергетическим выплеском.
- Для магнитно-импульсной сварки характерно соединение деталей под большим давлением, возникающим из-за наведенного магнитного поля. Шов образуется под воздействием температуры и сжатия. Такой вариант аппаратов позволяет варить однородные и разнородные металлы с хорошей продуктивностью. В основе магнитно-импульсного вида сварки заложен принцип электромеханики вихревых токов. При пересечении их с магнитным полем возникает взаимное притяжение деталей, они с большой силой вдавливаются в зоне расплава, образуя гомогенную структуру. Кромки деталей располагают под углом относительно друг друга. В результате пластической деформации образуются химические связи.
- В инерционных моделях конструктивной особенностью является мощный маховик, приводимый в движение электродвигателем. Кинетическая энергия маховика передается импульсным токам, возникает инерционный резонанс.
- Аккумуляторные характеризуются прочной конструкцией, низким влиянием просадки сети на работу устройства. Короткие замыкания, возникающие при розжиге электрода или присадочной проволоки в полуавтоматах, мгновенно стабилизируются. В качестве электролитного наполнителя для аккумулятора применяют щелочь.
Микроимпульсная сварка
Для работы с дентальными титановыми сплавами в зубном протезировании разработаны аппараты дуговой микросварки, позволяющими соединять тонколистовые элементы не хуже лазеров. Микроимпульсная сварка образует качественное стыковое соединение, не требующее дополнительной обработки поверхности.
Компактное устройство очень удобное, недорогое. Приобретается небольшими зубопротезными лабораториями и крупными ортопедическими центрами. Закрытый корпус, удобный игольчатый наконечник со светодиодной подсветкой – таким аппаратом работают зуботехники, не имеющие опыта сварщика.
Достоинства и недостатки
Способ применяется при монтаже ответственных соединений, удобен при монтаже трубопроводов – работать электродом или присадочной проволокой можно в любом положении. Регулировка шага импульсных точек делает этот способ универсальным. У импульсной сварки есть преимущества и ряд возможностей. Плюсы:
- За счет кратковременного импульса капля ровно ложится в зону соединения металлов. Импульсные аппараты позволяют значительно увеличить скорость провара. Появляется возможность соединять детали, для которой обычная электродуговая сварка неприменима, например, соединения тонких листов алюминия.
- Отличное качество шва – валик образуется равномерный, с ровными кромками, он не нуждается в зачистке, дополнительной обработке, проковке.
- Снижается риск прожогов, непроваров, брак бывает в исключительных случаях при нестабильном напряжении.
- Устраняется разбрызгивание металла в ванне расплава.
- Снижается расход электродов или проволоки при работе полуавтоматом до двух раз.
- Расширяются возможности соединения: импульсной сваркой соединяют разнородные металлы.
- Точный контроль момента расплава присадки, стабильность рабочих режимов.
- Во время запуска устраняется риск короткого замыкания.
- Слишком греется преобразователь – необходимо предусматривать надежную систему охлаждения.
- Нельзя использовать на больших площадях.
- Не разработаны модели для бытового применения, промышленные слишком дорогие.
- У ТIG-режима низкий КПД, необходимо регулировать режим подачи присадки.
Импульсный сварочный аппарат своими руками
Основа самодельного аппарата для импульсной сварки – генерация рабочего тока высокой частоты до 150 А. Преобразователь состоит из нескольких блоков с различным функционалом:
- низкочастотный выпрямитель стандартного напряжения в постоянный ток, оснащенный выходным фильтром на основе конденсаторов;
- инверторный блок с транзисторными переключателями, генерирующий переменный ток с частотой до 75 кГц;
- трансформатор с понижающими обмотками с вторичным выпрямителем, выдающим параметры рабочего тока.
Блок управления стабилизирует процесс преобразования. Схема аппарата включает:
- низкочастотный выпрямитель по типу инвертора создается на базе четырех транзисторов, выполняющих функции коммутаторов;
- высокочастотный преобразователь трансформаторного типа;
- блок управления;
- силовой фильтр, отвечает за стабильное напряжение, устраняет паразитарные пульсации;
- рабочий шунт;
- система подачи проволоки.
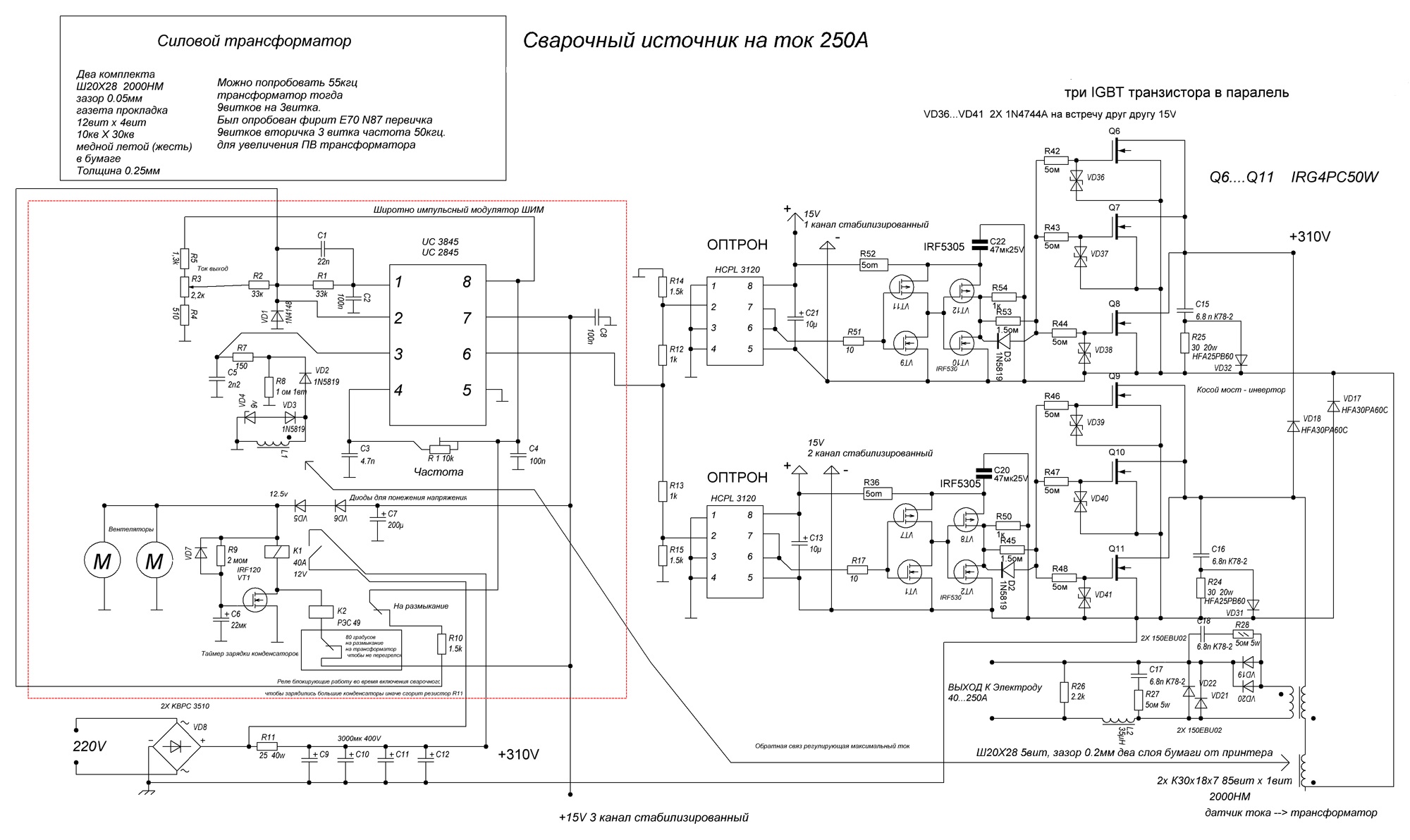
Схема устройства на транзисторах представлена вместе со спецификацией. Для сборки понадобится не более двух часов. Аналогичным образом собирается блок управления.

Трансформаторное устройство для импульсной сварки своими руками собирают на основе Ш-образного сердечника (Ш7х7 или Ш8х8). Для обмотки ферритовых стержней используют стандартный провод ПЭВ, его мотают на ширину всего каркаса. Элементы крепятся на плате из текстолита. Первичная обмотка состоит из 100 оборотов 0,3 мм проволоки. Вторичные:
- № 2 – толщина медной жилы 1 мм, делать нужно 15 витков;
- № 3 – ПЭВ 0,2, кол-во – 15;
- № 4 – ПЭВ 0,35, кол-во – 20;
- № 5 – ПЭВ 0,35, кол-во – 20.
Выходная частота такого самодельного трансформатора от 40 до 45 к Гц. Для увеличения частотности добавляют витков, можно добиться 55 кГц. Необходимо предусмотреть изоляцию обмоток промасленной бумагой, чтобы снизить риск возгорания. Допускается создание обмотки из многожильного медного кабеля от 0,4 до 0,6 мм. Необходимо учитывать, что при работе устройство сильно нагревается, поэтому в корпус монтируют вентилятор. Иногда используют радиаторы из компьютеров.
Самодельное устройство рассчитано на подключение к сети 220 В, оно достаточно надежное, поддерживает стабильную дугу даже при небольшой просадке напряжения. Популярность импульсной сварки объясняется высоким качеством швов и универсальностью: аппаратом варят любые металлы любой толщины.
Самодельная мини сварка в домашних условиях
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Делаем мини аппарат точечной сварки
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как сделать точечную мини сварку своими руками, для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами).  Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора

Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей.
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.

Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий точечной сварки — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию. На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.

Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
Импульсно дуговая микросварка своими руками
Самоделки из двигателя от стиральной машины:
1. Как подключить двигатель от старой стиральной машины через конденсатор или без него
2. Самодельный наждак из двигателя стиральной машинки
3. Самодельный генератор из двигателя от стиральной машины
4. Подключение и регулировка оборотов коллекторного двигателя от стиральной машины-автомат
5. Гончарный круг из стиральной машины
6. Токарный станок из стиральной машины автомат
7. Дровокол с двигателем от стиральной машины
8. Самодельная бетономешалка
Точечная микросварка своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08. 0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм. Он может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Внешний вид сварочного аппарата показан на 3-й с. вкладки (вверху). Масса силового блока аппарата — около 8 кг, габариты-225х135Х120 мм.
Как видно из принципиальной электрической схемы, (рис.1) аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2.
К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка ///) и лампу HI подсветки места сварки (обмотка //).
Аппарат работает следующим образом.
При замыкании контактов выключателя S1 «Вкл.» напряжение питания 220 В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт. При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1.
Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2. Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла а точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса tи (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с. За это время ток во вторичной обмотке может достигать 300. 350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1. Оптимальный режим сварки устанавливают подстроечным резистором R1 «Режим».
Конструктивно сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема. На шасси силового блока размещены почти все элементы устройства. Конструкция шасси и его основные размеры показаны на кладке.
Рис.2. Кожух силового блока
Рис.3. Конструкция силового блока
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8. К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7. На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения -более массивной из свариваемых деталей.
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски. Устройство сварочного пистолета показано на рисунке.
Рис.4. Устройство сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм. В корпусе смонтированы держатель 3 сварочного электрода 2. лампа 8 подсвет-ки с кнопочным выключателем 4 «Подсветка», микропереключатель 6 «Импульс». Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм кв.
Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода. Держатель изготавливают из медного бруска прямоугольного или квадратного сечения. Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода. Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1. 1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля. Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки. Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке). В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки — от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля. Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
Рис.5. Внешний вид аппарата
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм. Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм (в описываемой конструкции эта обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно). Такого же сечения изготовляют «заземляющий» соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2. 2,5 м. Трансформатор Т1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8. 10 В (для заряда конденсатора С1) и 3. 6 В (для питания лампы).
В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку /, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку //-330 витков провода ПЭВ-2 0,3 и обмотку ///-350 витков провода ПЭВ-2 0,2. Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора Т2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2. Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое. Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания.
Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10. 12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
В точках сварки на фольге должны остаться отверстия диаметром 0,5. 0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него. Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором «Режим». При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод. Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12. 15 В (напряжение заряженного конденсатора С1).
Порядок работы с аппаратом.
В первую очередь «заземляют» кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь. Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике. Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва. Нажимают на «спусковой крючок» пистолета (на кнопку микропереключателя), через 1. 1.5 с снимают пистолет с детали и устанавливают жало на следующую точку. В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности. В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6. 8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса. Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5. 0,7 мм необходим трансформатор сечением магнитопровода не менее 65. 70 кв.см.
Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62. 1,7 мм, а вторичная — 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400. 1800 А). Диаметр электрода нужно увеличить до 18. 20 мм. При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5. 0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
