

Электроды для сварки чугуна своими руками
Как заварить чугун электродом в домашних условиях
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.

Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.

Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
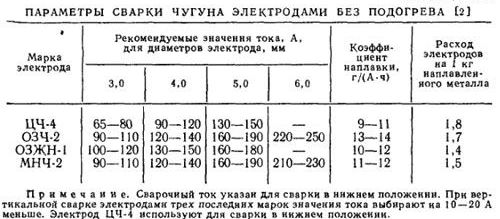
В зависимости от марки электродов и диаметра выбирается сила тока:
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Технология сварки чугуна электродом
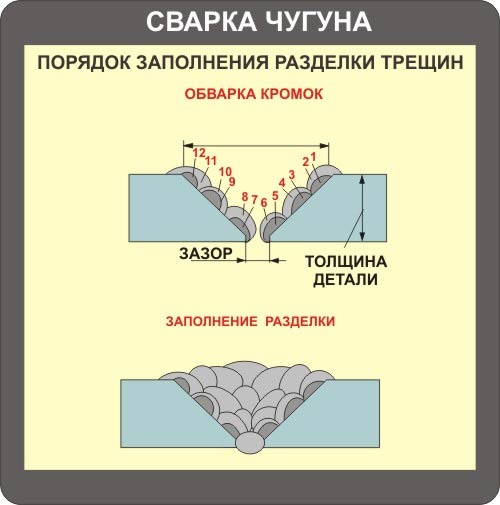
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Электрооборудование, свет, освещение

Сварка большинства видов сталей в домашних условиях особого труда не представляет при наличии необходимого оборудования. Но если вы планируете сварить чугун, который является наряду со сталью основным конструкционным материалом, то могут возникнуть некие сложности. Основная неудача при процедуре сварки чугуна своими руками состоит в низком качестве сваренного соединения, что объясняется насыщенной закалкой металла в области сварного шва -другими словами с увеличением хрупкости чугуна в этой области и появлении трещин.
Содержание:
Чугун как сплав
Чугун известен как железоуглеродистый сплав, в нем содержание углерода больше – от 2 до 6%. Подобное высокое содержание углерода провоцирует то, что углерод в чугуне, в отличие от стали, находится в свободном состоянии. В чугуне также присутствуют кремний, сера, марганец и фосфор, при этом фосфора и серы в чугунном материале больше, нежели в стали. В легированном чугуне содержатся добавки молибдена, ванадия, никеля и хрома.
Например, углерод в самом распространенном и применяемом сероватом чугуне существует в виде включения графита (вспомните, что чугун мажется), которое и обуславливает его нехорошую свариваемость. Также углерод может присутствовать как цементит. И зависимо от вида добавок различают белый, серый и ковкий чугун.

Долговечность черного металла, к которым причисляют и чугун, делает его лучшим материалом для создания решеток, ворот, а также предметов украшения дома. Чугунные батареи и трубы, которые сегодня можно отыскать практически в каждом доме, хоть и заменяют современными вариантами, и цена сварки чугуна падает, но ценность данного материала не уменьшается от этого.
Особенности сварки чугуна
Чугун является широко применяемым конструкционным материалом, который отличается дешевизной, высокой обрабатываемостью и хорошими литейными свойствами. Но высокая хрупкость и низкая прочность чугуна провоцируют выход из строя в процессе эксплуатации многих деталей, изготовленных из него.
Сварщики-практики полагают, что плохая свариваемость чугуна объясняется строением структуры материала в изломе. Чугун, который имеет тонкодисперсный излом серого окраса, сваривается легче, чем чугун, у которого излом отличается крупнозернистой структурой и темный цвет. Сварке фактически не поддаются промасленные чугуны и чугуны, которые подвергались воздействию брутальных сред.
По своему химическому составу, физическим свойствам и структуре чугун относят к ограниченно свариваемым сплавам. Поэтому всегда нужно учитывать следующие особенности сварки чугуна:
- Чугун – жидкотекучий материал, поэтому его сварку осуществляют в нижнем положении.
- При выгорании углерода в сварном шве образуются поры.
- Низкая пластичность металла приводит к существенным внутренним напряжениям и возникновению закалочных структур, которые способствуют образованию трещин.
- В расплавленном состоянии чугун окисляется с формированием тугоплавкого окисла, температура плавления которого выше, чем у чугуна.

Главная сложность, которая зачастую сопровождает электросварку и ручную дуговую сварку чугуна, – возникновение холодных трещин. Специалисты, которые работают с данным материалом, тщательно изучают общий состав чугуна, наличие и долю углеродных вставок. Подобрав правильный режим работы, получится избежать неприятных последствий.
К технологическим мерам, которые направлены против появления трещин, относят: предупреждение перегрева чугуна при сварке, что достигается использованием электродов малого диаметра, проведением сварки малым током или вразброc; уменьшение напряжений, которые возникают в результате усадки металла швов или наплавки, получаемых проковкой в горячем состоянии и уменьшением объема наплавленного чугуна.
Подготовка к сварке
Помните, что непосредственно до сварки, несмотря на метод сварки чугуна, нужно всегда делать подготовку кромок деталей, что соединяются, или разделывать дефектные места. Кромки скашивают вручную с помощью слесарного зубила или переносного наждачного круга с гибким валом. Для избегания отколов чугун нужно срубывать тонкими слоями, потому что толщина стружки должна быть не больше 0,8-1 миллиметра.
Разделывают дефектные места до незапятнанного металла с использованием зубил, шаберов, шарошек, сверл, размеры которых зависят от габаритов недостатка, формы изделия и необходимости создания комфортных условий для работы.
При процессе разделки дефектных мест на деталях из чугуна нужно соблюдать следующие правила:
- Ведут строго разделку по трещине.
- Засверливают несквозные трещины на расстоянии 10 миллиметров от их концов сверлом, который имеет поперечник на 1-2 миллиметра больше ширины трещины, и до металла их вырубают.
- Сквозные трещины нужно разделывать с одной или двух сторон, все определяется толщиной металла и удобством проведения разделки.
- На трещины, которые друг от друга расположены слишком близко, принято наваривать заплатку, как на пробоины.
При проведении заварочного ремонта пробоины ее края нужно сгладить, срубая остроугольные выступы зубилом. Поверхность детали зачистите на расстоянии 30 миллиметров от краев пробоины с помощью наждачного круга. Потом вырежьте из низкоуглеродистой листовой стали заплатку нужной толщины и формы. Заплатка должна перекрывать любую пробоину со всех боков на 15-20 миллиметров.
Для уменьшения напряжений, которые возникают в материале при процессе сварки чугуна в домашних условиях, нужно у заплатки отбортовать края на угол 30 градусов. Заплатку помещают на изделие отбортовкой к чугунному материалу и приваривают внахлестку.
Разновидности сварки чугуна
Электродуговую сварку чугуна в критериях производства осуществляют жарким способом, в рамках которого свариваемые детали предварительно нагреваются до температуры 650 градусов по Цельсию. Существует и холодный способ, когда перед сваркой детали нагревают всего лишь до температуры 250 градусов или не нагревают вообще.
Горячая сварка чугуна
Технология горячей сварки чугуна намного сложнее холодного решения, однако она помогает избавиться от риска формирования трещин в переходных областях швов. При сварке старайтесь равномерно прогревать поверхность изделия, потому что причиной разломов и трещин становится чрезмерно большая разница температур основного элемента и шва.
Перед нагреванием деталей их следует закрепить в жестком каркасе, чтобы устранить напряжение, которое может привести в процессе сварки к возникновению трещин. Если нагрев чугунных изделий носит местный характер, то не обязательно использовать жесткий каркас. Детали принято нагревать при помощи установок индукционного нагрева с использованием токов промышленной частоты. Помимо этого, вы их можете нагреть в горнах, используя пламенные горелки или паяльные лампы.

При заварке дефектов, что располагаются на краях детали или сварке сквозных трещин, рекомендуется использовать графитовые формы, что предотвращают вытекание из сварочной ванны жидкого металла. Формы принято готовить с помощью графитовых пластинок, которые соединяются формовочной смесью, состоящей из кварцевого песка, что смочен жидким стеклом. Подогрев делают с целью, чтобы равномерно происходило охлаждение готового изделия для предотвращения возникновение трещин.
Непосредственно перед сварочными работами нужно подготовить дефектное место — тщательно очистить от пыли и грязи и разделить для образования полостей для обеспечения хорошего доступа для манипулирования электродами в зоне сварки.
При работе строго следуйте технологии сварки чугуна: соблюдайте объем расплавленного чугуна во время сварки и размешивайте его концом присадочного стержня или электрода. Охлаждать деталь стоит постепенно. Заваренное место не должно слишком быстро остывать, его стоит засыпать древесным углем, сухим горячим песком или охладить в печи. Мелкие детали остывают 3 — 40 часов, более крупные — до 5 суток.
Для защиты и раскисления ванны применяют флюсы на борной основе – к примеру, техническую безводную буру, прокаленную при температуре 400 градусов. Данный способ сварки на сегодняшний день считается по качеству самым совершенным. Однако имеет горячая сварка чугуна и свои недостатки – тяжелые условия труда и кропотливость процесса.
Холодная сварка электродами
В обыденных условиях, когда отсутствует особое нагревательное оборудование, а необходимость проведения сварки металла носит эпизодический нрав, подходящей является процедура прохладной сварки чугуна особыми электродами. Для этого широко используются электроды ОЗЧ-2 со стержнем из меди, что покрыты особым составом, а также электроды МНЧ-2, стержень которых выполнен из сплава никеля, железа, меди и марганца.
Металл, который наплавляется электродами МНЧ-2, обработке резанием лучше поддается, но подобные электроды являются очень дефицитными и дорогими. Дешевыми являются электроды ОЗЧ-2, их просто изготовить без посторонней помощи, просмотрев видео о сварке чугуна.
Электрод ОЗЧ-2 – это медный стержень, который имеет электродное покрытие, содержащее 50% металлического порошка, 27% мрамора, 7% плавикового шпата, 4,5% кварц, 2,5% ферромарганца, 6% ферротитана, 2,5% ферросилиция, 0,5% соды. Не пугайтесь большого числа компонент, потому что при изготовлении самодельного электрода можно использовать готовое покрытие.
Порядок создания электродов для сварки чугунного материала следующий. Зачистите отрезки медной проволоки перед нанесением на изделие покрытия и обезжирьте любым органическим растворителем. Сколите покрытие с железных сварочных электродов, размельчая его и соединяя в соотношении 1:1 со стальным порошком или небольшими железными опилками.
После этого перемешайте все кропотливо с водянистым стеклом. Вертикально в полученную сметанообразную смесь обмокните отрезки проволоки из меди и извлеките их медлительно из обмазочной массы, чтобы избыток успел стечь. В данном случае толщина слоя покрытия должна быть не меньше 1,5-2 миллиметров. Электроды сначала сушат в вертикальном положении на воздухе, а затем при температуре 250 градусов по Цельсию прокаливают, используя для этого, к примеру, духовку плиты.
Сварку чугуна самодельными электродами проводят недлинной дугой, используя при этом неизменный ток — на оборотной полярности. Неотклонимыми являются перерывы для остывания металла до температуры 50 градусов. При поперечниках электродов 3-5 миллиметров значение сварочного тока достигает 90-180 Ампер. Чтобы обеспечить высококачественную сварку, шов необходимо накладывать маленькими участками, что имеют длину по 30-50 миллиметров, и проковывать сходу после сварки, это предупреждает появление в сварном шве трещин.

Если у вас совсем нет времени для создания электродов, то помните, что в бытовых условиях хорошие результаты обеспечивает сварка чугуна с помощью комбинированных медно-стальных электродов. Последние изготавливают, навивая поверх электродов с покрытием, созданных для варки стали, спираль из латунной или медной проволоки, что имеет поперечник 1,5-2 миллиметра. Масса подобной спирали должна в 4-5 раз быть больше веса железного стержня электрода.
При использовании комбинированных электродов по технологии холодной сварки чугуна нельзя сильно разогревать свариваемые детали из чугуна, поэтому процесс проводят на малом сварочном токе небольшими участками «вразброс» с проковкой молотком приобретенных швов и перерывами для остывания обрабатываемого изделия.
Газопламенная сварка чугуна
Несмотря на существование многих способов сварки чугуна, самым надежным остается газовая сварка, которая позволяет добиться качественной наплавки, которая будет сходна по свойствам с основным материалом. Подобную методику, как правило, используют с целью устранения повреждений, к примеру, прикрепления оторванной части конструкции, восстановления поврежденного отверстия.
При проведении газопламенной сварки просто выполнить более равномерный и неспешный нагрев или остывание детали из чугуна. В итоге на границах шва и в металле шва создаются для графитизации углерода более подходящие условия, сводится к минимуму возможность возникновения внутренних напряжений.
Но обычно технология ручной дуговой сварки чугуна газом предполагает проведение обогрева изделия. Проводят местный обогрев пламенем горелки перед рабочим процессом. В качестве присадочного металла принято употреблять литые чугунные прутья. Ведут сварку обыкновенным или науглероживающим пламенем, используя флюсы из буры или консистенции: 56% буры, по 22% поташа и соды.
Отличный результат демонстрирует сварка чугунного материала газовым пламенем с использованием прутьев из латуни, температура плавления которой ниже, чем у чугунного материала. Процесс проводят с участием флюса из буры или борной кислоты и буры, которые взяты в равном количестве. Кромки трещин, что разделаны под угол 80 градусов, нужно нагреть до температуры 900 градусов, посыпать флюсом и с использованием латунного прута облужить кромки. Всю разделку после этого необходимо заполнить латунью, не расплавляя чугун.
Таким образом, чугуном называют сплав железа с углеродом, содержание которого составляет 2 — 6,7%. Именно подобный состав обуславливает возникновение трудностей при сварке чугуна. В связи со значительной трудоемкостью данного процесса, особенно это касается крупногабаритных изделий, рекомендуется учитывать особенности сварки деталей из чугуна и преимущественно пользоваться технологией холодной сварки.
Сварка чугуна электродом в домашних условиях
 Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
-
трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод — вырезать трещины, концы закруглить;

- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура — 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.

Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность — обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.

1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр — 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания — 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки — 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
 2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
Сварка неплавящимися электродами
 Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек — закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой;
проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55). - Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап — сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура — прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.
Особенности сварки изделий из чугуна

Выполнение сварочных работ с металлом не вызывает особых трудностей. А вот когда дело касается сварки чугуна, то с этой задачей может справиться не каждый, особенно если за дело берется любитель.
В данном случае необходимо строго соблюдать технологию подготовки и сварки, иначе материал можно перепалить, что сделает его хрупким или приведет к другим проблемам. Давайте рассмотрим процесс сварки более подробно.
Особенности материала
Чугун представляет собой железоуглеродистый сплав, с содержанием углерода 2.14 процента.
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.

В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
- данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении;
- важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры;
- низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений;
- при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Каждый из указанных методов обладает своими положительными и отрицательными сторонами. В связи с этим выбор той или иной технологии может меняться в зависимости от поставленной задачи.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Технология сварки электродами
Сварка чугуна полуавтоматом выполняется в соответствии с маркой материала, его размерами и наличием дефектов. Марка электрода для сварки чугуна выбирается по-разному в каждом конкретном случае.
Например, если используется холодная или горячая сварка чугуна, то выбирают электроды ЦЧ-4. Они используются как подготовка чугуна к сварке и позволяют наплавить 1-2 слоя на изношенную часть детали для последующей наплавки специальными стержнями.
ОЗЧ-2 наиболее часто применяются в ремонте тонкостенных конструкций. Они позволяют заварить чугун, чтобы убрать дефекты литья. МНЧ-2 также используется для устранения дефектов литья.
Сварка чугуна в домашних условиях – задача посильная каждому человеку. Тем не менее важно соблюдать некоторые рекомендации. Также потребуется наличие определенных навыков у того, кто выполняет работу. Если подобная процедура осуществляется впервые, тогда она может получиться не сразу.
При производстве чугуна выдерживается температура на уровне 1200°C – 1500°C. В связи с этим высокотемпературная обработка этого материала не представляется возможной, а его свойства определяются содержанием углерода.

В каждом из отмеченных способов технологии сварки чугуна следует руководствоваться следующими правилами:
-
Быстро охлаждать поверхность изделия строго запрещено.
Если необходимо деталь приварить к металлу, тогда увеличить продолжительность остывания последнего можно, засыпав его песком. - В жидком состоянии металл становится текучим, поэтому необходимо применять подформовку.
-
Сварка чугуна ТИГ методом сопряжена с рядом трудностей.
В частности должно быть обеспечено прочное прилегание шва. К наиболее трудоемким операциям следует отнести процесс соединения неоднородных изделий. В связи с эти в работе следует учитывать параметры каждой детали.
Если необходимо сделать сварку с помощью сварочного аппарата, обычно используются определенные марки электродов, доступные к покупке в строительных магазинах. Также существует и альтернатива стержням в виде сварочной проволоки.
Проволока для сварки чугуна с графитовым стержнем позволяет формировать достаточно надежное соединение.
В независимости от метода, будь то технология сварки аргоном с использованием полуавтомата или ручная дуговая сварка, необходимо придерживаться следующей последовательности действий:
- подготовить поверхность чугунной детали, удалив с нее дефекты механическим или ручным способом;
- определить марку материала;
- использовать способ, позволяющий обеспечить наилучшее соединение, например, в некоторых случаях можно применять металлические шпильки;
- сварочные работы: данный материал можно варить с применением аргонодуговой сварки, но для этого следует соблюдать некоторые условия;
- после завершения работы детали засыпаются песком или другим материалом, не позволяющим изделию быстро остывать.
Если с первым пунктом, указанного выше перечня, все понятно, то второй следует рассмотреть подробнее. Дело в том, что подготовка включает в себя не только механическую обработку, но и определение всех возможных процедур, которые предстоит выполнить в работе.
Сначала рабочий визуально осматривает изделие и по срезу определяет стойкость к термическому воздействию. Исходя из такого визуального осмотра выбираются режимы сварки.
Что касается формирования надежного соединения, то тут можно применить метод с использованием шпилек. Суть отмеченной технологии заключается в том, что в деталь предварительно устанавливаются шпильки, укрепляющие ее.

Далее во время работы важно выполнять следующее условие: в сварочной ванне следует постоянно поддерживать небольшое количество расплавленного материала, а также его равномерное перемешивание в процессе работы.
Также в процессе формирования соединения часто используют присадки. Может понадобиться применение смеси, состоящей из азотнокислого натрия, соды и технической буры.
Если следовать простым правилам, то дуговая сварка не доставит много проблем и, при наличии определенных навыков, будет достаточно проста. Главное правильно выбирать варящие электроды. В некоторых случая стоит отдать предпочтение стержням марки РДС, а в некоторых – ЭСАБ.
Стоит помнить о том, что электросварка наиболее эффективна не только при правильном выборе электродов для чугуна, но и правильном определении марки материала. При наличии должных навыков сваривание и починка радиатора чугунной батареи не будет вызывать никаких проблем.
Как правильно сваривать чугунные детали?
Холодная сварка чугуна – это метод формирования соединения на материале без подогрева. Сварка чугуна аргоном по данной технологии осуществляется в случаях отсутствия возможности выполнения предварительного прогрева деталей.

Причиной возникновения подобной ситуации может быть, например, слишком большой размер изделия или же специфическая форма детали.
Осуществляется сварка чугуна электродом с верхним слоем из стали с низким содержанием углерода. Также нередко используются электроды из нержавейки или медные электроды.
При выполнении сварки чугуна электродом в домашних условиях следует иметь ввиду, что применение стержня без покрытия не позволит достичь высокого качества соединения.
Это связано с неоднородным составом наплавленного металла, а именно, в процессе соединения нижние слои будут обогащаться углеродом и станут близки к чугуну, а верхние, наоборот, станут низкоуглеродистыми и более близкими к металлу.
Не стоит забывать и об усадке чугуна и стали, так как она у данных материалов сильно различается, поэтому не стоит допускать слишком больших объемов наплавленного материала.
Чем резать?
Необходимость выполнения подобной процедуры чаще всего связана с демонтажем чугунных труб, батарей отопления и других коммуникаций. На первый взгляд может показаться, что выполнение данной работы не вызовет много труда. Тем не менее в Советском Союзе трубы соединяли добротно, поэтому резать их не так уж и просто.

Аргонная сварка чугуна позволяет формировать надежные соединения этого вещества со многими другими. Например, это может быть сварка чугуна со сталью или алюминием. В любом случае разобрать заваренную конструкцию не просто.
Тут главное правильно выбрать способ резки. Можно использовать хорошо знакомые инструменты, такие как труборез, зубило, лобзик, газовые резаки и так далее.
Каждый приведенный метод обладает своими достоинствами и недостатками. Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.
В других случаях лучше использовать более продуктивные механические, а не ручные, инструменты, для которых электродуговая сварка чугуна – не помеха.
Разделка кромок
После того, как были выбраны электроды по чугуну, необходимо подготовить кромки детали к свариванию. В первую очередь следует позаботиться о чистоте поверхности изделия, о чем уже упоминалось ранее.
Далее, перед тем, как варить чугун электросваркой, следует разделать кромки. Особенно это касается ремонта различных приспособлений. В таких случаях разделка дефектных мест крайне необходима. Она осуществляется с одной или с двух сторон в Х-образной форме.
Сварка стали с чугуном будет более надежной, если перед началом работы сделать наплавку на кромку последнего никелевой присадки. Это позволит сформировать так называемый переходной слой, который положительно скажется на качестве шва.
Конечно же, маркировка электродов по чугуну в данном случае будет отличаться. Подходящими вариантами для соединения со сталью будут стрежни марок ЦЧ-4, ОЗЧ-2.
Марки электродов для сварки
Маркировка электродов по чугуну включает в себя следующие самые распространенные варианты: МНЧ-2, ЦЧ-4, ОЗЧ-2, ОЗЖН. Существуют и другие обозначения, например, т590. Эта марка электрода по чугуну также способна обеспечить качественное соединение.
Электроды для сварки чугуна выбираются в зависимости от решаемой задачи. Например, уже упоминалось о том, что соединение со сталью лучше осуществлять с помощью ЦЧ-4.
Стоит отметить, что не только сварочные электроды для чугуна дают наилучший результат. Приемлемого качества можно добиться и с использованием УОНИ-13/55.
Тем не менее сварка чугуна инвертором данными стержнями требует определённой осторожности, так как чрезмерный нагрев может привести к формированию трещин в области термического воздействия.
Итоги
Сварка изделий из чугуна может стать проблемой для любого новичка. Тем не менее достаточно следовать нескольким несложным правилам и соблюдать технологию рабочего процесса, и тогда сваренное соединение будет обладать хорошим качеством и надежностью.
Сварка чугуна своими руками
Чугун — один из самых популярных металлов для изготовления разнообразных изделий: от деталей для автомобиля до водопроводных труб . По сути своей, чугун — это углерод и железо, которые в правильной пропорции образуют очень прочный и долговечный металл. Детали из чугуна можно встретить на заводах, в промышленности и даже старые чугунные сковородки десятилетиями служат своим хозяевам.
Несмотря на множество альтернатив, чугун не сбавляет оборотов и остается очень востребованным материалом. Поэтому домашнему или профессиональному сварщику рано или поздно придется столкнуться с необходимость сварки чугуна . В этой статье мы подробно расскажет, какие особенности есть у этого металла, как правильно сварить чугун и как провести сварочные работы по чугуну с максимальной пользой.
ОСОБЕННОСТИ ЧУГУНА
Сварка чугуна в гаражных условиях или на крупном производстве имеет ряд нюансов, которые нужно учесть перед тем, как приступить к работе. Их немного, поэтому обо всех мы вам и расскажем.
Сварку чугуна нужно осуществлять в нижнем положении, поскольку металл очень текучий. Не перегревайте чугун при сварке, иначе гарантировано образуются поры, а вслед за ними и трещины . Также при плавлении чугун выделяет особый газ, который отрицательно влияет на формирование сварного шва. Поэтому сварка чугунных деталей должна выполняться быстро и с соблюдением температурного режима. Не переохлаждайте раскаленный чугун, иначе опять же образуются трещины.
Чтобы при работе с этим металлом получиться по-настоящему качественное сварное соединение , учитывайте все особенности и характеристики самого чугуна. Обязательно подготовьте металл перед сваркой, выберите правильный режим работы в вашем сварочном автомате и используйте специальные электроды. Но обо всем этом мы поговорим далее, для начала разберемся с подготовкой металла, поскольку с этого начинается технология сварки чугуна.
ПОДГОТОВИТЕЛЬНЫЙ ЭТАП
Подготовительный этап — один из самых важных, так как от правильной подготовки зависит качество дальнейшей работы. Для начала очистите поверхность от грязи, пыли и коррозии (если имеется). Обезжирьте ацетоном металл. Если предстоит сварка тонкого чугуна, то заранее позаботьтесь о наличии теплоотводящей подкладки. Разделайте кромки с помощью напильника или болгарки. Если вам предстоит сварка чугунных деталей горячим методом (метод, при котором деталь перед сваркой нагревается), то используйте для этого печь или газовую горелку.
СПОСОБЫ СВАРКИ
ИНВЕРТОРНАЯ СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Теперь перейдем к способам сварки. Чугун варится при средней температуре, так что его можно сварить инверторным аппаратом прямо в гараже или на даче, не говоря о заводском цеху. Сварка чугуна инвертором осуществляется с применением плавящегося электрода , а также со сварочным аппаратом и холодным методом (метод, при котором деталь перед сваркой не нагревается в печи или вручную с помощью горелки). Плавящиеся электроды должны иметь в составе никель или медь. Ниже вы можете видеть таблицу, с рекомендуемыми настройками для разных электродов.
Допускается делать прерывистые швы, но не короче 3 сантиметров в длину, нужно использовать температуру не более 80 градусов по Цельсию и давать чугуну остыть. Также установите обратную полярность .
СВАРКА СТАЛЬНЫМИ ЭЛЕКТРОДАМИ
Можно ли сварить чугун обычными стальными электродами? Вы, конечно, можете попробовать, но мы не рекомендуем делать это, особенно дуговой сваркой . Да, стандартные электроды из стали стоят дешево, но такое соединение получится неэстетичным и недолговечным. Если вам нужно сварить ответственную деталь (например, часть водопровода), то лучше используйте специальные электроды и не экономьте.
СВАРКА ЧУГУННЫМИ ЭЛЕКТРОДАМИ
Для чугуна лучше всего подходят специализированные чугунные электроды. Варить можно и холодным, и горячим методом, как вы посчитаете нужным. Мы зачастую прогреваем деталь перед сваркой, чтобы структура металла стала лучше, а шов был надежнее.
С помощью таких электродов можно без проблем исправить множественные дефекты чугунного литья, например, трещины, дыры или сколы. В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
Сварка чугуна электродом в домашних условиях осуществляется на постоянном, и на переменном токе. Чтобы правильно установить значение тока посмотрите, какой длины ваш электрод. 1 миллиметр электрода соответствует 50 амперам.
СВАРКА НЕПЛАВЯЩИМИСЯ ЭЛЕКТРОДАМИ
Сварка чугунных деталей неплавящимися электродами осуществляется в среде защитного газа или с использованием флюсов бура . Также можно использовать присадочную проволоку из никеля, меди или алюминия. В качестве неплавящегося электрода используют угольные , вольфрамовые или графитовые стержни.
В большинстве случаев при использовании неплавящихся электродов осуществляется сварка чугуна аргоном (так называемая TIG сварка ). Мы рекомендуем немного нагреть деталь перед сваркой с помощью газовой горелки. Установите небольшое значение сварочного тока. Сварка должна быть прерывистой, по 3 сантиметра. После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
Сварка чугуна аргоном применяется нечасто, поскольку требуется не только электрод, но еще и баллон с газом , предварительный прогрев детали и аккуратное охлаждение, а это все отнимает много времени. Также сварка чугуна полуавтоматом стоит дороже других методов, но когда у вас нет другой возможности, можно сварить и этим способом.
ГАЗОВАЯ СВАРКА ЧУГУНА
Газовая сварка чугуна — довольно популярный способ, поскольку для работы необходим лишь горючий газ, кислород, проволока сварочная из чугуна и флюс . При этом качество швы очень достойное. Сварочная проволока по чугуну, используемая в работе, должна содержать в своем составе кремень. Это очень важно, поскольку кремний способствует образованию графита в чугуне, не отбеливает металл. Вы также можете использовать проволоку из низколегированного чугуна для лучшего качества шва.
Применением флюсов при газовой сварке чугуна просто обязательно, особенно, если предстоит сварка стали с чугуном. Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
ТЕХНИКА БЕЗОПАСНОСТИ
Недостаточно просто знать, каким способом можно сваривать чугун, чтобы сразу приступить к работе. Дополнительно не помешает изучить технику безопасности , особенно это касается сварщиков, занимающихся своим ремеслом в домашних условиях. Прежде всего, в помещении должна быть более-менее нормальная вентиляция (хотя бы открытое окно) и при этом отсутствие сквозняков. Освещение должно быть ярким, вы должны четко видеть все ваши детали и швы .
Используйте средства заземления, чтобы избежать неприятностей. Не подвергайте поверхность чугуна воздействию влаги. И самое главное: используйте индивидуальные средства защиты, такие как перчатки, маска , специальный костюм и так далее. Не пренебрегайте техникой безопасности, ведь в критические моменты она может спасти вашу жизнь.
ВМЕСТО ЗАКЛЮЧЕНИЯ
Сварка чугуна электродом в домашних условиях требует от мастера соблюдения технологии и учета всех нюансов самого металла. Не спешите в процессе работы, используйте качественные комплектующие и практикуйтесь как можно больше. Так вы сможете наработать опыт. Оставляйте свои комментарии, делитесь этой статьей в социальных сетях. Желаем удачи!
Сварка чугуна электродом в домашних условиях
 Когда лопается автомобильный коллектор или появляются трещины в чугунных трубах, приходится вспоминать о сварочных работах. Однако сварить чугунные детали намного сложнее, чем обычные низкоуглеродистые стали.
Когда лопается автомобильный коллектор или появляются трещины в чугунных трубах, приходится вспоминать о сварочных работах. Однако сварить чугунные детали намного сложнее, чем обычные низкоуглеродистые стали.
Основными дефектами такой сварки становятся поры, образующиеся на поверхности сварочного шва. После сварки часто можно услышать, как изделие начинает слегка потрескивать. Это говорит о том, что в районе сварочного шва началось образование микротрещин.
На производстве, прежде чем начать варить чугун, в состав которого входит очень много углерода, проводят предварительные работы. Сначала заготовку нагревают индукционными токами. Затем ее оставляют остывать естественным путем.
Чугунные изделия часто встречаются в быту. Как варить чугун электросваркой, как заварить трещину у себя дома? На помощь приходит обыкновенный инвертор. Чтобы соединение получилось прочным и качественным, необходимо подготовить изделие к сварке и установить ее правильные режимы.
Варим чугун не выходя из дома
Как уже было сказано, варить чугун можно инвертором, который способен нормально работать на постоянном токе. Для сварки возможно также использовать сварочный трансформатор. Его оборудуют дополнительным преобразователем, способным удерживать постоянный ток. В результате основной металл хорошо проплавляется, получается качественное соединение. Когда горит дуга и проводится сварка, практически отсутствуют брызги.
Способы сварки
 Существует несколько способов сварки чугунных изделий в бытовых условиях. Когда необходимо в своем гараже заварить трещину коллектора или удалить раковину, возникшую на детали, можно использовать холодный вариант.
Существует несколько способов сварки чугунных изделий в бытовых условиях. Когда необходимо в своем гараже заварить трещину коллектора или удалить раковину, возникшую на детали, можно использовать холодный вариант.
Речь идет о сварочных работах, которые выполняются на холодную, то есть чугун сваривают без предварительного нагрева. Область заготовки, пришедшей в негодность, тщательно очищают. Удаляются все окислы, скопившуюся грязь. Когда ширина трещины меньше 1 мм, ее предварительно расширяют с помощью болгарки, на которой установлен тонкий диск. Расплавленный металл зальет трещину на полную глубину, произойдет усиление сварочного шва. Такая холодная сварка в основном используется для соединений деталей, которые не подвергаются серьезным нагрузкам.
Когда необходимо наплавить зубья чугунной шестеренки или соединить чугунные изделия, требуется обязательный подогрев деталей до температуры 350 градусов. Такой способ чугунной сварки стали называть «полугорячим». Свариваемые чугунные детали можно нагреть в горне, в котором жар создается твердым топливом. Заготовки из чугуна выдерживают в горне примерно 20 минут. Затем их извлекают специальными щипцами и выполняют сварочные работы.
Нагреть детали можно и другим способом. Для этого пригодится:
- Паяльная лампа;
- Пропановая горелка.
 Такой предварительный подогрев заготовки помогает сделать более гладким перепад температур, возникающим между свариваемым материалом и расплавленными присадками. В результате появление трещин становится минимальным. Практически не образуется цементит, который становится препятствием для шлифования шва. Такая методика применяется для создания высококачественного соединения, которое способно работать при больших нагрузках.
Такой предварительный подогрев заготовки помогает сделать более гладким перепад температур, возникающим между свариваемым материалом и расплавленными присадками. В результате появление трещин становится минимальным. Практически не образуется цементит, который становится препятствием для шлифования шва. Такая методика применяется для создания высококачественного соединения, которое способно работать при больших нагрузках.
Чтобы получить максимальный эффект от предварительного подогрева заготовки, требуется, чтобы детали после сварки медленно остывали. Обычно такие чугунные детали засыпают у себя дома обычным песком и ждут полного остывания.
Выбор электродов
Чтобы варить чугунные детали инвертором, необходимо иметь специальные электроды. Они изготовлены из особой проволоки, не позволяющей выделяться большому количеству углерода. Электрод из такой проволоки предотвращает появление пор. Самыми популярными марками электродов стали:
-
 ЦЧ-4;
ЦЧ-4; - МНЧ-2;
- ОЗЧ-2;
- ОЗЖН-1.
Сварочный электрод для чугуна несколько отличается от обычных марок. Чтобы не происходило высвобождение углерода, в них специально добавлена медь, совместно с никелем. Эти примеси обладают растяжимыми свойствами. В результате получается очень прочный шов, который может противостоять большим нагрузкам.
Когда под рукой нет специальных электродов для сварки чугуна, а выполнить ремонтные работы необходимо очень срочно, электрод можно сделать своими руками.
Берутся обычные электроды, например, Э-46, на которые просто туго наматывается проволока из меди. Должен получиться один плотный слой. Намотку нужно начинать с конца электрода, предназначенного для горения. Сечение медной проволоки должно находиться в диапазоне 0,5 — 1,0 мм.
Технологический процесс сварочных работ
Чтобы у себя в гараже получить качественное сварное соединение чугунных деталей, необходимо соблюдать все требования которые предъявляет технология сварки чугуна.
 Если толщина деталей очень большая, технология требует предварительно провести разделку кромок, выдержав угол 45 градусов. Такая операция легко выполняется обычной болгаркой.
Если толщина деталей очень большая, технология требует предварительно провести разделку кромок, выдержав угол 45 градусов. Такая операция легко выполняется обычной болгаркой.
Когда необходимо заварить трещину, ее углубляют тонким диском. Засверливаются концы поврежденного участка.
Если толщина материала меньше 3 мм, под деталь кладется графитовое основание. Оно предотвратит вытекание расплавленного металла с противоположной стороны.
Перед началом сварочных работ, заготовку необходимо хорошо почистить. Удалить весь мусор и скопившуюся грязь. Затем деталь нужно разогреть любым подходящим способом. После достижения соответствующей температуры, проводится сварка деталей. Тяжелые детали фиксируются прихватками, удерживающими всю конструкцию.
Когда делается первый шов, движение электрода, согласно технологии должно быть быстрым и плавным. Не допускаются его поперечные колебания. При длине соединения больше 100 мм, лучше наложить шов в два-три захода, начиная с противоположной стороны. В результате получится равномерный прогрев детали, не произойдет перекалка отдельных частей заготовки.
 Когда приходится сваривать толстый чугун, накладываются многопроходные швы. Когда сделан первый слой, электрод может совершать колебательные движения. Таким образом, происходит более надежная связка металла и расширение размеров шва.
Когда приходится сваривать толстый чугун, накладываются многопроходные швы. Когда сделан первый слой, электрод может совершать колебательные движения. Таким образом, происходит более надежная связка металла и расширение размеров шва.
Шлак должен отделяться постоянно. Его сбивают после нанесения каждого слоя. В результате исключается появление непроваров, происходит перекрытие пор, которые могут образовываться в нижнем слое. Когда сварочные работы закончены, детали засыпаются песком. Остается только подождать их полного остывания.
Заключение
Варить чугун инвертором, вырабатывающим постоянный ток, можно и у себя в гараже. Нужно только приобрести специальные электроды, сделать грамотную настройку всех параметров.
Сварка должна проводиться осторожно, не допуская перегрева отдельных участков. Так как чугун очень текучий материал, для его сварки необходим определенный опыт. Поэтому прежде чем начинать такую работу, нужно немного потренироваться на других чугунных деталях.