

Характеристика токарного станка тв 320
Токарный станок ТВ 320
Что делать, если часто возникает необходимость обработать ту или иную металлическую деталь нужного качества, а под рукой нет станка, который, будучи простым в эксплуатации, выдавал бы качественный результат? — Не думайте, что это несбыточные мечты! Конечно, новое оборудование стоит дорого (или очень дорого), приобретение может и не окупиться даже в отдаленной перспективе. Но выход есть! — Авито предлагает ассортимент токарных станков, уже бывших в употреблении, но еще работоспособных.
Покупка б/у ТВ 320, испытанного временем и доказавшего свою полезность, — реальная возможность из-за существенной разницы в цене. Доступно и достижимо.
Описание
ТВ 320 — это станок высоких оборотов специального назначения. От подобных агрегатов выгодно отличается тем, что ТВ 320 дает возможность максимально использовать свои технологические параметры при обработке металлических запчастей на высоких скоростях. Можно точить и выполнять несколько операций одновременно. Скоростной режим — главный секрет эффективности (максимум производительности и чистоты обработки) станка ТВ 320.
Есть два ряда резцов на двух резцедержателях — впереди и сзади. Допустима установка заднего на суппорт. Чтобы обточить конус, центральная часть задней бабки поперечно смещается.
ТВ 320 можно использовать для выполнения обширного перечня действий:
- производство инструментов;
- производство приборов;
- операции;
- нарезка метрической и другой резьбы;
- обточка конусов…
- предел мощности (электродвигателя главного движения) — 2,8 кВт;
- предел прочности точения зависит от способа: продольное — 220 кг, поперечное — 612 кг.
На станке ТВ 320 будет приятно трудиться тем, кто довольствуется только высокоточной работой. Все его конструктивные элементы выполнены согласно высоким требованиям. Основные части: станина,
- ходовой винт,
- шпиндельный узел,
- передний подшипник,
- зубчатые колеса.
Технические характеристики
Их стоит посмотреть по адресу: сайт stanoktehpasport
Устройство
Станина.

К станку весом в 900 кг, на котором проводится высокоточная обработка металлических деталей, предъявляются обоснованные требования к устойчивости как залогу безопасной работы. С этой точки зрения, к чугунной станине коробчатой формы ТВ 320 ни один потребитель претензий не выдвигал. Жесткость станины внутри дополнительно усилена мощными диагональными ребрами. Держат ее пара чугунных стоек. Вверху — четыре направляющие: три из них — призматические, а последняя — плоская. Рассмотрим главные узлы.
Передняя (шпиндельная) бабка.

Фото 2: передняя бабка.
Цельнолитая из чугуна.
Шпиндель — это шейка конусной формы на пустой трубе. В его передней опоре находится подшипник скольжения, а сзади — другой подшипник — высокоточный радиально-упорный. И есть еще третий — упорный подшипник. Переключатель скоростей расположен впереди шпиндельной бабки, а сзади нее поместили узловую коробку подач. Есть два рабочих направления. Изменение направления (прямое — обратное и наоборот) не влияет на установленную величину вращения и осуществляется механизмом слева в передней бабке, работу подшипников которой регулируют специальные гайки.
Токари считают шпиндель технически удовлетворительным узлом.
Суппорт.

Суппорт — место фиксации режущего механизма, каретку которого после крепления можно перемещать продольно и поперечно.
Продольное перемещение бывает механическим или ручным. Внутренние два паза в форме буквы Т предусмотрены для установки дополнительного резца. Поперечное перемещение выполняют резцовые салазки, а его величину регулируют двумя упорами: шариковый и поперечный. Первый облегчает проверку показателей, а второй — обработку серии деталей.
Фартук.

Находится впереди. Приспособление, исключающее угрозу поломки при неожиданном одновременном включении ходовых винта и валика, помещено в суппорт. Маточная гайка включается только, когда переключающая рукоятка находится посередине.
Перегрузки в фартуке вызывают автоматическое отключение: вводится в действие «падающий червяк».
Коробка скоростей.

Фото 5: коробка скоростей
Благодаря этому конструктивному механизму (три вала и два блока шестерен) вращается шпиндельный узел (девять скоростей). Можно отрегулировать натяжение ремней, которые передают вращение, за счет перемещения корпуса коробки по предусмотренным пазам.
Ослабив фиксирующие болты, можно переместить коробку.
Зазоры подшипников, размещенных в опорах валов коробки, регулируют винты и гайки. Так валы легче переносят нагрузки (осевые, радиальные).
Стандартная комплектация оборудования предназначена наносить метрическую резьбу. А дополнительные шестерни — другую резьбу. Подобрать нужную можно, воспользовавшись инструкцией. Для этого понадобится таблица на крышке гитары.
Задняя бабка
Единственный способ ее продольного перемещения — вручную. Бывает нужно при обработке длинной заготовки, правый край которой таким образом можно поддержать и закрепить режущий инструмент эксцентриковым механизмом.
Поперечно перемещая бабку, обрабатывают конусные поверхности. А продольное перемещение обеспечивается винтом, соединенным с гайкой, который вращается маховиком. Перемещающуюся внутри бабки пинолю, фиксируют два зажимных сухаря, соединенных с управляющей рукояткой.
Если понадобится ремонтировать заднюю бабку самостоятельно, стоит предварительно посмотреть видео:
Дополнительные приспособления.
Что и как можно установить, стоит посмотреть на видео:
Доступное видео для покупателя:
Универсальный токарно-винторезный станок ТВ 320 используется профессионалами и любителями уже десятки лет. Он заслужил их доверие неприхотливостью и надежностью, достаточной точностью в работе. Поэтому совсем нетрудно найти толковое видео о работе с ТВ 320, к примеру:
Как правильно купить б/у
- Зайти на Авито, посмотреть имеющиеся предложения.
- Прежде чем купить, стоит посоветоваться со специалистами (или с другими профессионалами, если даже покупатель уверен в своих навыках и мастерстве).
- Паспорт агрегата б/у и инструкции.
- Перед покупкой желательно ознакомиться с отзывами пользователей, благо за историю эксплуатации станка, выпускавшегося Уфимским моторостроительным заводом (производственным объединением), откликов о его работе и особенностях эксплуатации. накопилось множество.
Отзывы
Левши должны знать, что этот станок сконструирован под праворуких.
Особенно удобен, когда нужна точность. Ценится пользователями за универсализм и износостойкость.
Работающие на токарно-винторезном станке инструментального типа ТВ 320 с уважением отзываются о его прочности и надежности. К точности претензий практически ни у кого из пользователей нет. Модель характеризуют как весьма удачную.
Чтобы повысить уровень надёжности работы ТВ 320, его оснастили собственной электрической маслостанцией.
На вторичном рынке уфимский ТВ 320 представлен изобильно. На Авито можно подобрать то, что нужно, очень быстро и по приемлемой цене.
Токарно-винторезный станок ТВ-320,ТВ-320П
Вы здесь
Оглавление
Токарно-винторезный станок ТВ-320,ТВ-320П является высокооборотный специализированным станком, предназначенный для токарной обработки наружных и внутренних поверхностей, точение конусов, а также для выполнения работ операционного характера.
Отличительной особенностью станка данной модели является возможность обработки заготовки скоростным точение и методом комбинирования операций. Токарный станок ТВ-320 снабжен специальным механизмом, позволяющий изменять величину подачи на ходу, без остановки.

фото:токарно-винторезный станок ТВ-320
Существующие типы станков данной модели:
Отличительные особенности токарного станка модели ТВ-320П от станка ТВ-320
Токарно-винторезный станок ТВ-320П является станков повышенной точности и создан на базе станка модели ТВ-320.Отличается повышенной точностью изготовления его основных деталей и узлов: станина, шпиндель, винт, шестерни, передний подшипник и т.д. Применяется для выполнения получистовых и чистовых операций. Не рекомендуется эксплуатация станка на грубых обдирочных операциях!
Токарный станок соответствует требованиям норм точности по ГОСТ 1969-43.
С целью сохранения точности станка ТВ-320П на длительный период, был изменен диапазон оборотов с 2000 об/мин до 1400 об/мин, а также уменьшение скоростей и подач.
Устройство токарного станка ТВ-320
Токарно-винторезный станок состоит из следующих узлов:
- Коробка скоростей;
- Передняя бабка;
- Привод подач;
- Коробка подач;
- Фартук;
- Задняя бабка;
- Привод насоса;
- Каретка суппорта
Кинематическая схема токарно-винторезного станка ТВ-320
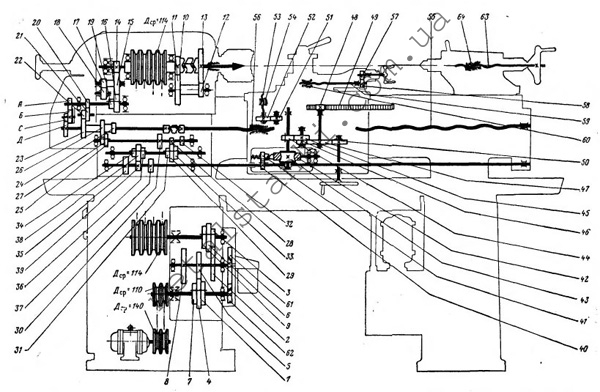
фото:кинематическая схема токарно-винторезного станка ТВ-320
Электрическая схема токарно-винторезного станка ТВ-320
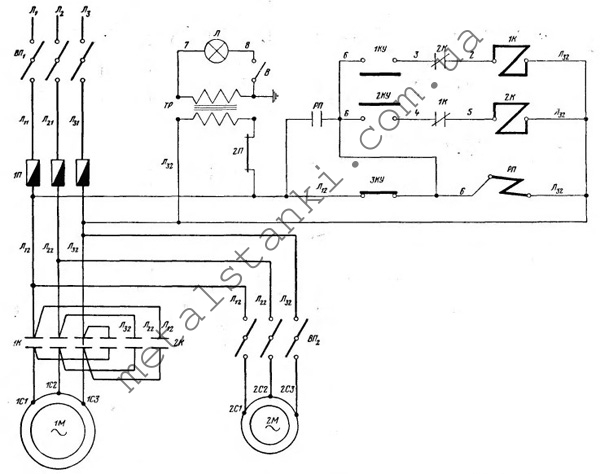
фото:электрическая схема токарно-винторезного станка ТВ-320
Станина токарного станка ТВ-320
Станина является чугунной отливкой коробчатой формы, связанная диагональными ребрами жесткости.
В верхней части станины расположены две призматические направляющие 1, по которым перемещается суппорт станка. Призматическая направляющая 2 и плоская 3, предназначены для направления перемещения задней бабки.
Крепиться станина к двум чугунным стойкам.
В левой части суппорта монтируется коробка скоростей, электрошкаф, электродвигатель с защитных кожухом и эмульсионный бачок.

фото:станина токарного станка ТВ-320
Передняя бабка токарного станка ТВ-320
Передняя бабка – чугунная отливка коробчатой формы. В передней части установлен механизм перебора скоростей. В задней части установлен механизм привода и реверса (обратного хода) подачи.
Шпиндель станка 1 представляет собой пустотелую трубу с передней конусной шейкой. Передняя часть шпиндель смонтирована на подшипнике скольжения 2, задний конец- на радиально-упорном подшипнике 2 повышенного класса точности.
Шпиндель разгружен от изгибающих моментов клиноременной передачи. Силы резания, действующие вдоль оси шпинделя, воспринимаются упорным подшипников 4.
Осевой зазор в задней опоре шпинделя должен быть в диапазоне 0,01-0,015 мм, а осевое биение не больше 0,01.Диаметральный зазор между шпинделем и подшипником 0,015-0,03мм.
В левой части передней бабки расположен реверсный механизм, предназначенный для изменения направления подачи без изменения вращения шпинделя. Изменение осуществляется перемещением в левое положение блока 18 и через паразитную шестерню входит в зацепление выходной вал 19 с зубчатым колесом 20, закрепленным на шпинделе.
Регулировка подшипников качения бабки осуществляется гайками 22, 23,24.

фото:передняя бабка токарного станка ТВ-320
Суппорт токарного станка ТВ-320
Суппорт токарно-винторезного станка предназначенный для закрепления режущего инструмента, а также продольной и поперечной подачи резца.
Состоит из следующих основных узлов:
- Каретка 1;
- Поперечные салазки 2;
- Верхние салазки 3;
- Поворотная часть 4
Перемещение каретки в продольном направлении осуществляется как механическим способом, так и ручным. В поперечном направлении перемещаются салазки также механическим и ручным способом. Салазки снабжены двумя Т-образными паза для фиксации дополнительной резцовой головки. Регулировка величины перемещения поперечных салазок в обе стороны выполняется упорами 13.
Суппорт снабжен шариковым упором, для облегчения отсчета поперечного перемещения по лимбу.

фото:суппорт токарно-винторезного станка ТВ-320
Фартук токарно-винторезного станка ТВ-320
Фартук токарного станка предназначен для передачи вращательного движения от ходового винта и валика каретки к суппорту. Фартук оснащен блокирующим механизмом предотвращающий поломку механизма, вследствие одновременного включения ходового валика и винта. Маточная гайка не будет включена, пока не будет установлена в среднее положение рукоятка 2 переключения подачи.
Также в фартуке смонтирован механизм падающего червяка, предохраняющий станок от перегрузки. Механизм позволяет автоматически выключать подачу при возникновении перегруза вследствие увеличения силы резания или заедания режущего инструмента.

фото:фартук токарно-винторезного станка ТВ-320
Коробка скоростей токарного станка ТВ-320
Коробка скоростей токарного станка предназначена для передачи вращательного движения от главного электродвигателя к непосредственно шпинделю станка. В коробке используется схема трехваловой системы, на котором расположены тройные блоки шестерен 1 и 2, позволяющие на выходе получать 9 скоростей.
Коробка скоростей имеет возможность опускаться или подыматься по пазам, тем самым регулируя натяжение клиноременной передачи. Перемещение коробки осуществляется винтом при ослабленных крепежных болтах.
Валы коробки скоростей смонтированы на шариковых и роликовых подшипниках, воспринимающие радиальные и осевые нагрузки. Регулировка зазоров в подшипниках выполняется при помощи винтов 7 и гайки 8.

фото:коробка скоростей токарного станка ТВ-320
Задняя бабка токарного станка ТВ-320
Задняя бабка токарного станка предназначена для поддержания длинных заготовок во избежание биения, а также служит оправкой для крепления режущего инструмента (сверло, метчик, плашка и т.д.). Перемещение задней бабки исключительно ручное. Фиксация к станине производиться эксцентриковым механизмом 1 рукояткой 2.
Поворотом винта 3 возможно поперечное смещение задней бабки. Это делается в случае точение конусных поверхностей.
При помощи маховика 3, винта 5 и гайки 6 осуществляется продольное перемещение задней бабки. Пиноль фиксируется рукояткой, перемещающая зажимные сухари 8 и 9.
Для освобождение центра из пиноли необходимо переместить ее в правое положение , при этом центр выжмется упором 10.

фото:задняя бабка токарного станка ТВ-320
Устройство и технические характеристики токарного станка ТВ-320
Универсальный токарный станок ТВ-320, на котором можно выполнять различные технологические операции по обработке заготовок из металла, относится к категории высокооборотистого оборудования, используемого преимущественно для оснащения инструментальных и приборостроительных предприятий.
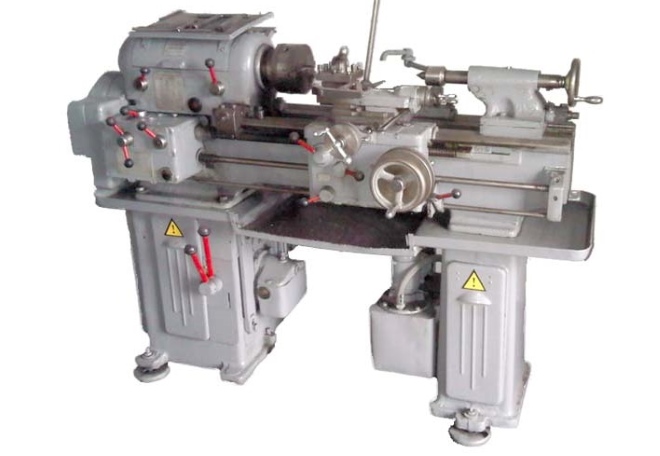
Внешний вид станка ТВ-320
Обработка на ТВ-320 может выполняться инструментом, закрепленным на переднем или на заднем резцедержателе. Такой механизм устанавливается на суппорте, если в этом возникает необходимость.
Характеристики данного агрегата позволяют выполнять обработку с помощью скоростного точения, а также комбинировать технологические операции. В конструкции ТВ-320 имеется особый механизм, при помощи которого можно изменять параметры подачи, не останавливая станок.
Существует несколько модификаций токарного станка рассматриваемой модели, к ним относятся:
Чем отличается станок ТВ-320П от оборудования рассматриваемой модели
От базовой модели ТВ-320 токарный агрегат, в маркировке которого имеется буква «П», отличается повышенной точностью обработки, что обеспечивается особенностями его конструкции. К точности изготовления главных конструктивных узлов станка, к которым относятся его станина, ходовой винт, шпиндельный узел, передний подшипник и зубчатые колеса, входящие в кинематическую цепь, используемую для нарезания резьбы, предъявляются повышенные требования.
Такие характеристики токарного станка ТВ-320П предопределяют его использование в качестве оборудования для выполнения получистовых и чистовых работ. Данный агрегат не рекомендуется применять для обдирочных токарных работ.
Органы управления ТВ-320
Чтобы рассматриваемый станок, соответствующий по своей точности требованиям ГОСТ 1969-43, сохранял свои характеристики на протяжении длительного времени, на нем уменьшены допустимые скорости подач, а также максимальная величина частоты вращения шпиндельного узла – до 1400 об/мин (на станке ТВ-320 данный параметр соответствует 2000 об/мин).
О конструкции станка ТВ-320
Конструкцию токарного станка ТВ-320 составляют следующие элементы:
- коробка переключения скоростей;
- коробка переключения подач;
- передняя бабка со шпиндельным узлом;
- задняя бабка;
- привод, обеспечивающий совершение подач;
- фартук;
- привод системы охлаждения;
- каретка суппорта.
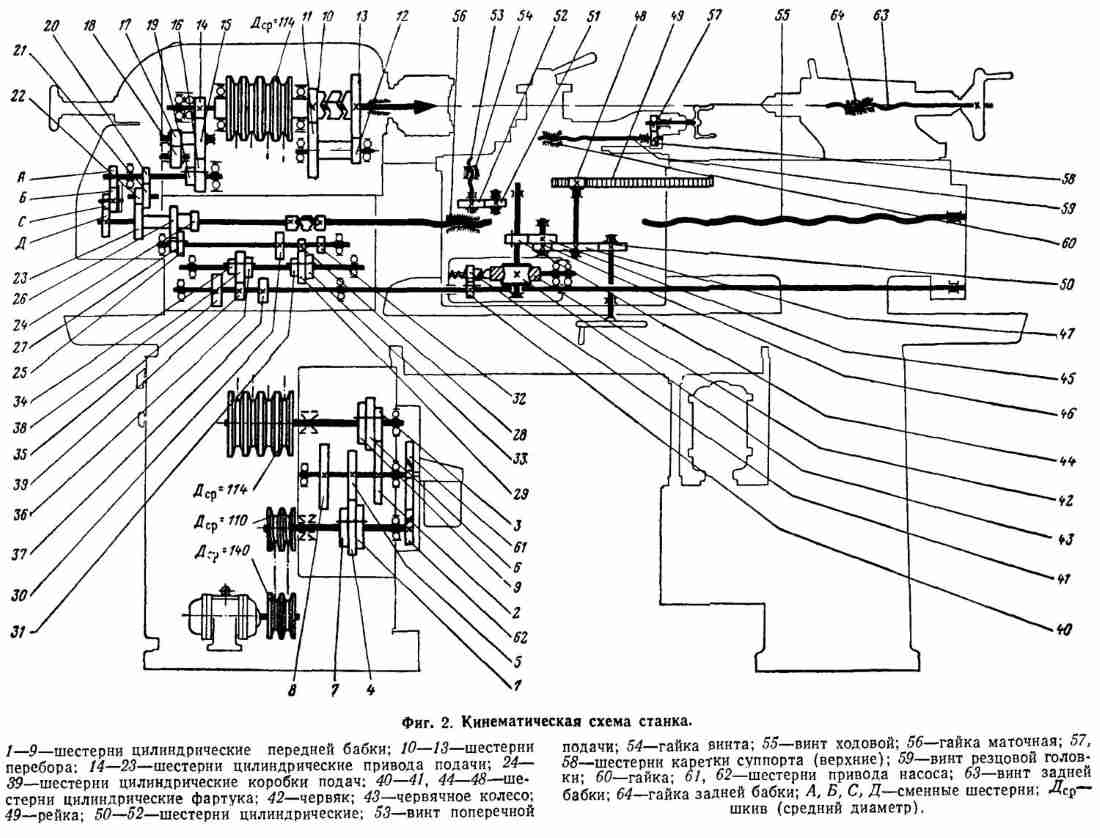
Кинематическая схема станка (нажмите для увеличения)
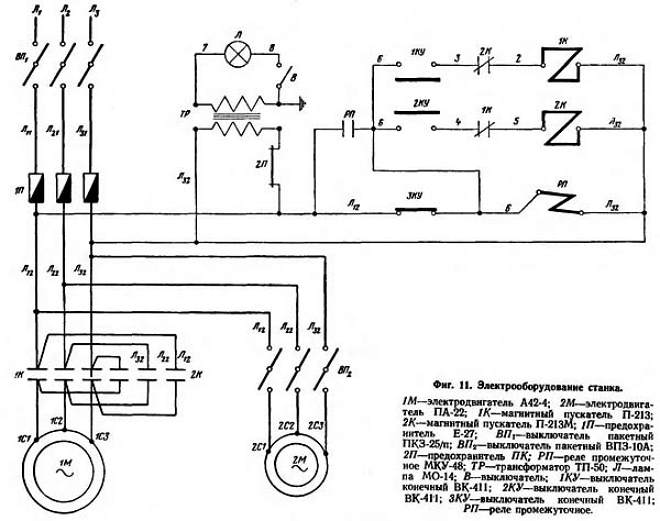
Принципиальная электрическая схема станка
Устройство станины ТВ-320
Все конструктивные элементы, из которых состоит токарно-винторезный станок ТВ-320, размещаются на станине, выполненной из чугуна и имеющей коробчатую форму. Увеличению жесткости данного несущего узла служат диагональные ребра в его внутренней части.
В верхней части несущей станины оборудования, устанавливаемой на две чугунные стойки, имеются три призматические и одна плоская направляющие. По двум из них (призматическим) передвигается суппорт токарного станка, а по двум остальным (призматической и плоской) – задняя бабка. В левой тумбе станины расположены коробка скоростей агрегата, шкаф с электрическим оборудованием, двигатель, отвечающий за привод главного движения, емкость для охлаждающей жидкости.

Станина станка ТВ-320, подготовленного для шлифования направляющих
Строение передней бабки станка
Передняя (шпиндельная) бабка токарного станка выполнена из чугуна методом литья. В ее передней части находится механизм перебора скоростей, а в задней – механизм привода коробки подач, работающий в прямом и обратном направлениях.
Шпиндель агрегата – это пустотелая труба, на переднем конце которой имеется конусная шейка. В переднюю опору шпиндельного узла установлен подшипник скольжения, в заднюю – радиально-упорный подшипник повышенной точности. Силы резания, которые воздействуют на шпиндельный узел вдоль его оси, воспринимаются упорным подшипником.

Передняя опора шпинделя с подшипником скольжения
Элементы шпиндельного узла должны соответствовать следующим техническим характеристикам:
- осевой зазор между элементами задней опоры – 0,01–0,015 мм;
- биение в осевом направлении – не более 0,01 мм;
- зазор между подшипником и шпинделем в диаметральном направлении – 0,015–0,03 мм.
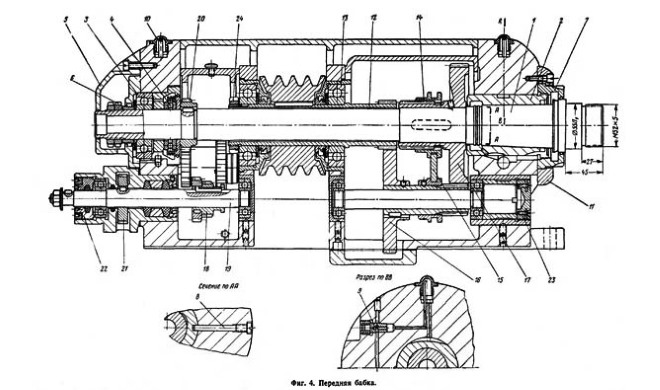
Чертеж передней бабки
Механизм, который используется для того, чтобы изменять направление подачи, не изменяя параметров вращения шпиндельного узла, расположен в передней бабке – в ее левой части. Подшипники качения передней бабки могут регулироваться, для чего используются специальные гайки.
Как устроен суппорт оборудования
Суппорт станка ТВ-320 (как и в любом другом токарном оборудовании) одновременно решает две задачи:
- на нем закрепляется режущий инструмент;
- посредством данного узла выполняется перемещение токарного резца в двух направлениях (продольном и поперечном).

Суппорт токарного станка ВТ-320
Конструктивными элементами суппорта являются:
- поперечные салазки;
- верхние салазки;
- каретка (продольные салазки);
- поворотная часть.
Перемещающаяся в продольном направлении каретка суппорта так же, как и резцовые салазки, приводится в движение вручную и от механического привода. На салазках можно установить дополнительную резцовую головку, для чего в их конструкции предусмотрены два Т-образных паза. Величина поперечного перемещения резцовых салазок регулируется при помощи двух упоров. Для того чтобы облегчить отсчет параметров поперечного перемещения, которое совершает по лимбу суппорт, в конструкции последнего предусмотрен шариковый упор.
Настраиваемый упор поперечной подачи удобен при серийной обработке деталей
Фартук станка
Основное назначение фартука, который расположен в передней части токарного станка, – сообщение вращательного движения ходового винта и ходового валика суппорту. Специальный механизм, которым оснащен суппорт, исключает риск одномоментного включения ходового винта и валика, что защищает их от преждевременной поломки. Включение маточной гайки связано с положением рукоятки, отвечающей за переключение подач ТВ-320. Такое включение может быть выполнено лишь в том случае, если данная ручка находится в среднем положении.
В случае возникновения перегрузок при выполнении обработки, что может быть связано с увеличением силы резания или заеданием режущего инструмента, в фартуке станка ТВ-320 срабатывает так называемый механизм падающего червяка, автоматически отключающий подачу.

Фартук станка ТВ-320
Строение коробки скоростей
При помощи коробки скоростей вращение от главного электрического двигателя передается шпиндельному узлу токарного станка ТВ-320. На трех валах коробки скоростей агрегата есть два блока шестерен, обеспечивающих 9 различных скоростей вращения шпинделя.
Корпус коробки скоростей может перемещаться по специальным пазам, что позволяет регулировать натяжение ремней, передающих вращение шпиндельному узлу. Чтобы переместить коробку, необходимо ослабить болты, которыми она фиксируется на направляющих. Чтобы валы коробки могли успешно переносить осевые и радиальные нагрузки, в их опорах установлены шариковые и роликовые подшипники, зазоры в которых регулируются при помощи специальных винтов и гаек.
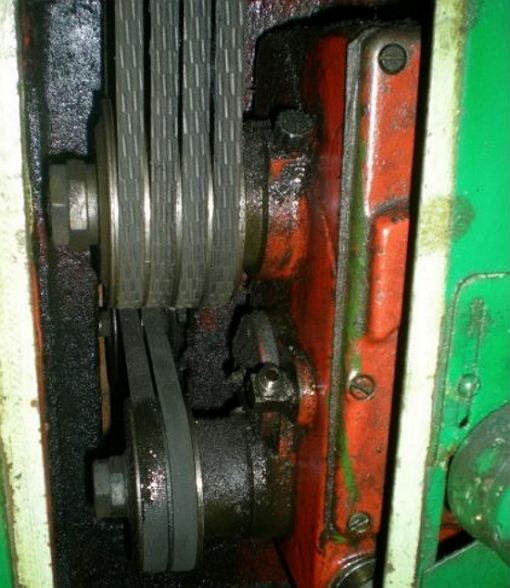
Ремни, приводящие в движение шпиндель
Стандартное оснащение станка позволяет нарезать метрическую резьбу. Для других типов резьбы требуется дополнительный комплект шестерен, подбираемый согласно таблице на крышке гитары.
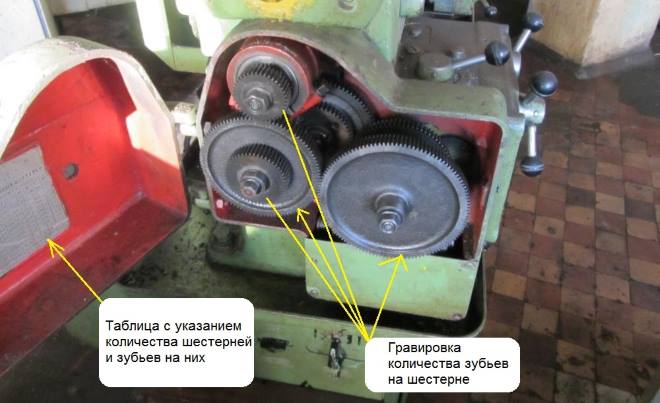
Сменные шестерни станка
Как устроена задняя бабка станка
Задняя бабка токарного станка, которая в продольном направлении передвигается только вручную, используется для поддержки правого конца длинных заготовок в процессе их обработки и для закрепления режущего инструмента. Закрепляется задняя бабка на станине при помощи эксцентрикового механизма.
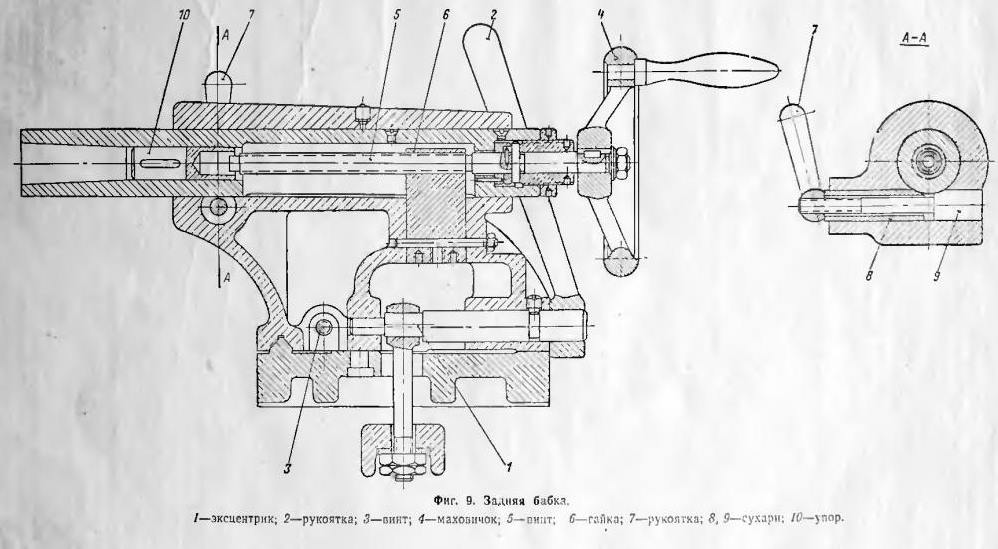
Чертеж задней бабки (нажмите для увеличения)
Задняя бабка может перемещаться и в поперечном направлении, что позволяет выполнять на станке обработку конусных поверхностей. За продольное перемещение задней бабки по направляющим станины отвечает винт, приводимый во вращение маховиком. Данный винт находится в соединении с гайкой. Положение пиноли, которая перемещается внутри задней бабки, фиксируется посредством двух зажимных сухарей, связанных с управляющей рукояткой.
Какими техническими возможностями обладает станок данной модели
Рассмотрим технические характеристики, которыми обладает токарный станок модели ТВ-320.
- Расстояние между центрами оборудования – 500 мм.
- Максимальная длина детали, обрабатываемой точением, – 500 мм.
- Максимальный диаметр деталей, которые можно обрабатывать на станке: над поверхностью станины – 320 мм, над поверхностью суппорта – 170 мм.
- Диаметр сквозного отверстия в шпиндельном узле – 26 мм.
- Диаметр прутка, который может быть вставлен в такое отверстие, – 25 мм.
- Количество скоростей вращения шпинделя – 18.
- Количество продольных и поперечных подач – по 16.
- Частота вращения шпинделя станка – 36–2000 об/мин.
- Пределы подач: продольных – 0,03–0,49 мм/об, поперечных – 0,012–0,18 мм/об.
- Конусная часть шпинделя выполнена в категории «Морзе-4», пиноли – в категории «Морзе-3».
- Габариты модели (длина, ширина, высота): 1800х950х1250 мм.
- Масса оборудования – 900 кг.
Токарный станок ТВ 320
Без проведения токарных операций и использования соответствующего оборудования невозможно представить ни инструментальные цеха крупных предприятий, ни частные мастерские. Станок 320П разработан, прежде всего, для применения в условиях массового производства. Его технические характеристики, особенности конструкции — позволяют осуществлять токарную обработку быстро, комбинируя несколько операций. При этом достигается высокий уровень точности.
Описание
ТВ 320 П — станок специального сегмента, оборудование с высокими оборотами. При проведении обработки реализована схема комбинирования нескольких операций, причем они выполняются одновременно. Паспорт станка гласит, что при его эксплуатации возможно использовать все технологические особенности устройства в полной мере.
ТВ 320П используется для широкого списка работ по металлу. В частности, он может применяться при:
- изготовлении инструментов и приспособлений;
- производства приборов высокой точности;
- осуществлении огромного списка токарных операций;
- нарезке резьб, как метрических, так и дюймовых;
- точения конусов и производстве операций по обработке торцов заготовок.
Список производственных процессов, где может применяться данный токарный станок высокой точности — весьма обширен. Оборудование способно выполнять даже работы с мелкими заготовками. К примеру, с его помощью быстро и точно нарезается резьба М6.
Особенностью агрегата является система установки рабочих органов. Для резцедержки резцедержатель не только оборудован несколькими посадочными местами для расположения режущих органов в ряд. На станке расположено две зоны установки резцов — спереди и сзади, причем последняя может располагаться непосредственно на суппорте.
Технические характеристики
При всех широких возможностях агрегата, габариты, вес ТВ 320П достаточно скромны, что позволяет использовать станок в помещениях малого размера без жестких требований к характеру установки. Технические характеристики установки следующие:
- габариты 1800х950х1250 для длины, ширины, высоты соответственно;
- масса станка 900 кг;
- главный привод — электродвигатель мощностью 3 кВт, номинальные обороты в минуту — 1430;
- агрегат оснащен масляным насосом, его мощность 0,125 кВт, номинальные обороты 2800 в минуту, производительность 22 литра в минуту;
- коробка скоростей обеспечивает 18 переключений диапазонов оборотов шпинделя передней бабки;
- коробка подач имеет 16 ступеней регулировки (как в продольном, так и поперечном направлении);
- реализован механизм продольной подачи шпинделя со скоростью от 0,03 до 0,49 мм за один оборот, поперечной со скоростью 0,012 — 0,18 мм за оборот;
- пиноль задней бабки смещается на 90 мм;
- фиксация задней бабки осуществляется при помощи гайки;
- подъем уровня центров над станиной — 155 мм, расстояние между ними — 500 мм;
- над верхом суппорта можно обрабатывать заготовки с диаметром до 170 мм, в зоне станины — до 320 мм;
- максимальный диаметр прутковой заготовки — 25 мм;
- ограничение по протяженности обточки — 500 мм;
- диаметр посадки в шпинделе — 26 мм;
- наибольшие ходы суппорта: поперечный 280 мм, продольный 580 (при движении по винту, валу, от руки);
- обороты на шпинделе от 36 до 2000 в минуту (в прямом и обратном направлении).
Станок не оснащен системой торможения шпинделя. Полное описание технических характеристик не будет полным, если не указать точность обработки. Она соответствует классу Н, требованиям ГОСТ 8-82.
Устройство
Рассматривать устройство станка ТВ 320П следует поэлементно, так как каждый функциональный узел, элемент конструкции специально проектировался так, чтобы обеспечивать уникальные характеристики оборудования.
Агрегат построен по классической схеме, расположение и функционал отдельных узлов знакомы как квалифицированному оператору, так и техническим специалистам. В конструкцию входят:
- коробка передач, изменяющая обороты шпинделя;
- коробка передач для изменения скорости подачи;
- узел передней бабки со шпинделем;
- блок задней бабки с мобильной пинолью;
- привод подачи;
- фартук, обеспечивающий передачу крутящего момента на механику суппорта;
- привод охлаждающего контура;
- каретка суппорта.
Отдельные узлы станка имеют особенности, которые гарантируют качество обработки при высоких оборотах, обеспечивают стабильность рабочих процессов.
Станина
Одна из задач, решаемых станиной — обеспечение высокой устойчивости станка, жесткости его конструкции. Данный элемент выполнен из чугуна, представляет собой две вертикальные стойки. К особенностям станины относятся:
- наличие диагональных ребер жесткости внутри каждого блока;
- расположение по верхней части четырех направляющих, три из которых имеют призматическую форму.
Данная деталь станка изготавливается методом литья. В левой части станины монтируется коробка скоростей для переключения оборотов шпинделя во время операций точения. Здесь же монтируется электрошкаф, двигатель с защитой в виде кожуха, бачок с эмульсией.
Передняя шпиндельная бабка
Прочная оболочка данного узла — чугунная отливка. В ее передней части монтируется механика изменения скоростей вращения шпинделя. В задней части — переключатель хода (прямой и обратный).
Блок шпинделя — пустотелая трубка с конусной шейкой в передней части. Она устанавливается на подшипник скольжения, в задней части — на радиально-упорном подшипнике высокого класса точности.
Такой вариант конструкции позволяет нейтрализовать изгибающие воздействия, оказываемые клиноременной передачей. Для принятия усилий резания — предусмотрена установка упорного подшипника.
Суппорт
Блок суппорта предназначен для установки и надежной фиксации резца (основного рабочего органа). Данный узел также отвечает за его продольную, поперечную подачу. Суппорт состоит из нескольких функциональных частей:
- каретки;
- поперечных салазок;
- поворотного узла;
- верхних салазок.
В станке ТВ 320П реализовано несколько методов перемещения суппорта. Это делается как вручную, вращением колеса, так и механически, передачей момента вращения на приводной винт.
На суппорте предусмотрена установка дополнительного блока резцов на Т-образные пазы. Для ограничения перемещения салазок поперечного типа — в конструкции используются концевые упоры.
Фартук
Задача фартука — передавать момент вращения привода и вала каретки на узел суппорта. В механике функционального блока предусмотрены меры защиты. В частности:
- механика падающего червяка отключает подачу при превышении критического значения нагрузки на валу;
- предусмотрена защит от одновременной активации винта и ходового валика.
Защита предусматривает блокировку работы в случае как превышения нагрузки, так и резкого падения оборотов при заклинивании, заедании резца.
Коробка скоростей
В конструкции коробки скоростей три вала и два тройных блока шестерен. Узел обеспечивает переключение 9 скоростей, предусмотрена возможность регулировки положения (смещения по пазам). Для этого следует ослабить крепежные болты и позиционировать коробку при помощи специального винта.
В конструкции данного элемента использованы шариковые и роликовые подшипники. Их расположение гарантирует нейтрализацию осевых и радиальных сил, действующих на валы коробки. Чтобы установить штатные (приведенные в инструкции к оборудованию) зазоры подшипников — следует провести регулировку предназначенными для этой цели винтом и гайкой.
Задняя бабка
Особенности задней бабки заключены в возможности продольного, поперечного смещения, регулировке положения пиноли. Данный элемент конструкции работает не только как поддержка, когда производится токарка длинных заготовок. Есть возможность закрепления режущего и иного инструмента (например, метчиков или плашек) для выполнения определенного набора операций.
При точении конусных поверхностей — механика поперечного смещения бабки становится крайне полезной. Позиционирование в продольном направлении осуществляется перемещением узла по направляющим и фиксация при помощи гайки.
Как смазывать токарный станок ТВ 320
Смазка станка должна производиться строго через интервалы, заявленные в инструкции к оборудованию. При этом периоды обслуживания для разных узлов — отличны друг от друга.
Смазка в ходе работы осуществляется автоматически. От обслуживающего персонала требуется только производить смену масла и его залив по уровню, заявленному в документации. При превышении объема — смазка может вытекать через втулку, технологические отверстия, нарушать работу оборудования.
Распределением масла в системе занимается соответствующий насос. Он подает смазку отдельно в узлы передней бабки, коробку подач и другие. При этом сам процесс распределения масла происходит автоматически.
- В передней бабке предусмотрена система распределения масла в зоны переднего и заднего подшипника. Для первого рекомендуется ограничивать подачу в 12-19 куб.см в минуту, для второго — от 3 до 5 куб.см. Регулировка производится соответствующим отверстием и установленной в нем пробкой. Задача обслуживающего персонала — не только отслеживать подачу в ключевые точки, но и обеспечивать соответствие уровня масла по указателю в корпусе передней бабки.
- Смазка шестеренок коробки скоростей происходит методом разбрызгивания масла, находящегося в корпусе. Это происходит непосредственно во время работы станка. От обслуживающего персонала требуется отслеживать, чтобы уровень масла не доходил до средины шкалы, нанесенной внутри корпуса. Отдельно смазываются (масленкой) подшипники выходного вала. Данная операция производится раз в 5 дней.
- Смазка коробки подач также осуществляется методом разбрызгивания. От обслуживающего персонала требуется заполнять корпус маслом до риски на стеклянном маслоуказателе. Оператор станка раз в смену должен проводить смазку игольчатого подшипника из масленки, заливая смазку в соответствующую ванну.
Особенности системы смазки станка ТВ 320 заключены в обязательном соблюдении периодичности замены масла в разных блоках. К пример, для коробки подач это нужно делать после первых 30 дней эксплуатации и каждые 8 месяцев. Также, необходимо промывать керосином зоны заливки через каждые 700 часов работы оборудования.
Поскольку шестерни привода насоса работают под высокой нагрузкой, вне зависимости от проводимых операций — должно уделяться особое внимание состоянию маслонасоса и его работоспособности. При поломке данного узла — работа на станке ТВ 320 запрещена.
Отличительные особенности токарного станка модели ТВ 320П от станка ТВ 320
Основное отличие станка ТВ320П от модели ТВ320 — повышенная точность изготовления отдельных элементов. Это сделано с целью достижения необходимых конечных характеристик операций обработки. Изменению подверглись:
- рабочая основа;
- ходовой винт;
- главный вал и его передний подшипник;
- зубчатые колеса.
По своим характеристикам станок ТВ 320П соответствует нормам для токарных устройств повышенной точности. Модель изначально разрабатывалась как не предназначенная для грубых работ.
Такие особенности оборудования — делают данное изделие Уфимского завода моторостроения весьма востребованным как в небольших мастерских, так и в инструментальных цехах крупных предприятий.
Токарный станок ТВ-320
Металлообрабатывающий станок марки ТВ-320 входит в перечень универсального высокооборотистого металлорежущего оборудования. Проводимая обработка позволяет повысить класс точности и придать детали требуемую геометрическую форму.

Назначение и применение
Инструкция по эксплуатации токарного станка ТВ-320 определяет перечень допустимых операций:
- Предварительная, получистовая и чистовая обработка заготовок, выполненных из стали и чугуна, с внешней и внутренней стороны;
- нарезание внутренней и внешней резьбы (метрической, дюймовой, модульной, питчевой);
- изготовления деталей для различных инструментов;
- точное обтачивание конусообразных поверхностей.
Токарный винторезный станок ТВ-320 способен успешно работать по следующему металлу:
- сталям, имеющим марку 45 или 30 (диаметр заготовки не превышает 50 мм);
- серому чугуну с твёрдостью не выше НВ 160 (в этом случае диаметр заготовки может достигать 70 мм).
По своим возможностям токарно-винторезный станок ТВ-320 приобрёл достаточно широкую популярность. С его помощью решают широкий круг задач в металлообработке, автомобильном и сельскохозяйственном машиностроении.

Общий вид станка ТВ-320
Там, где необходима более высокая точность обработки используется модернизированный станок ТВ-320П.
Более высоких точностных характеристик удаётся добиться за счёт применения в станке деталей с повышенным классом точности.
Технические характеристики и габаритные параметры
Основным источником информации о характеристиках токарного оборудования является технический паспорт. Согласно этому документу оценку параметров можно произвести по двум группам. Первая — технические характеристики. Вторая — массогабаритные показатели. Технические характеристики токарного станка ТВ-320:
- заданное количество скоростей вращения шпинделя (для него предусмотрено 18 скоростей);
- имеющееся количество подач в двух направлениях (в продольной и поперечной плоскости, в каждой по 16);
- внутренний диаметр отверстия в шпинделе — 26 мм;
- допустимый внешний диаметр заготовки – 25 мм;
- разрешённая длина обрабатываемой детали не превышает 500 мм;
- максимально допустимые размеры применяемых резцов равны 20×20 мм;
- разрешённый размер заготовки при расположении выше поверхности станины установлен в 320 мм;
- максимально допустимый размер заготовки, располагаемой выше поверхности суппорта, не должен превышать 170 мм;
- диапазон скорости вращения шпинделя изменяется от 36 об/мин до 2000 об/мин;

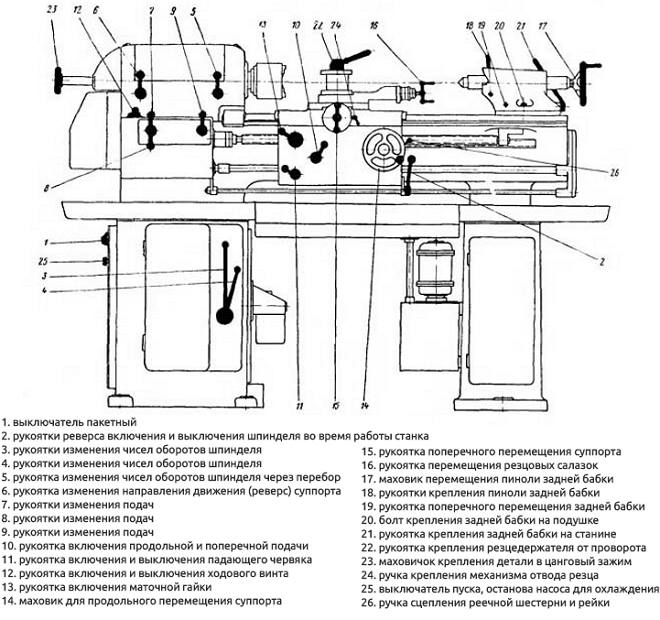
Основные части токарного станка
Геометрические размеры стандартного станка равны следующим величинам: длина 1800 мм, ширина 950 мм, высота достигает 1250 мм.
Максимальная масса станка в заводской комплектации не превышает 900 кг. Ещё одной характерной конструктивной особенностью является категория исполнения шпинделя и пиноли. Для шпинделя она получила название «Морзе-4», а во втором случае «Морзе-3»
Общее устройство
Описание общего устройства станка соответствует установленному стандарту. К основным элементам корпуса относятся:
- станина (на ней крепятся все основные элементы);
- передняя и задняя бабки (на первой располагается шпиндель);
- привод, позволяющий осуществлять подачу детали;
- система охлаждения (служит для предотвращения перегрева вращающихся деталей);
- суппорт с кареткой для фиксации режущего инструмента;
- механизм переключения скорости вращения;
- система переключения подач;
- фартук.
Все перечисленные элементы размещаются на массивной станине. Её изготавливают из чугуна. Геометрически она напоминает прямоугольный параллелепипед. Увеличение жёсткости всей конструкции внутри станины предусмотрены рёбрами крепления. Они расположены по диагонали друг относительно друга.
В верхней части каркаса расположены три направляющих. Одна имеет плоскую форму и две призматической формы. Две направляющие призматической формы служат для перемещения суппорта с кареткой. По плоской и призматической направляющих производится изменение места положения так называемой задней бабки. Органы управления располагаются в левой части тумбы.
Скачать паспорт (инструкцию по эксплуатации) токарного станка ТВ-320
В состав передней бабки входит:
- так называемый шпиндель с элементами крепления заготовки;
- три шариковых подшипника (упорный, передний, задний);
- гайки регулировки для каждого из подшипников;
- муфта переключения.
Задняя бабка имеет элементы крепления. Она обладает двумя степенями свободы. Это позволяет изменять место положения, как в продольном, так и в поперечном направлении. Такое перемещение позволяет производить обработку деталей, имеющих форму конуса. Крепится к станине с помощью специального механизма, имеющего набор эксцентриков.
Суппорт универсального токарного станка решает две основные задачи: обеспечивает крепление режущего инструмента, осуществляет его перемещение в продольном и поперечном направлениях. Основными элементами являются:
- три вида салазок (поперечные, продольные, которые называются кареткой, верхние);
- поворотная система.
Все элементы суппорта перемещаются вручную. Салазки сделаны универсальными. Это позволяет устанавливать, кроме основной, дополнительную головку. С её помощью крепят ещё один резец. От точной установки режущего инструмента зависит качество обработки. Для этого на суппорте расположен специальный измерительный лимб.
Фартук станка для обеспечения вращательного движения двух элементов. Ходового валика суппорта и ходового винта. Система механической защиты предотвращает одновременное включение этих валов. В зависимости от положения рукоятки управления при помощи, так называемой, маточной гайки происходит плавное переключение подач.
Для защиты станка от возникших перегрузок в фартуке станка предусмотрен механизм падающего червяка. Такие перегрузки возникают при увеличении давления на заготовку, резком снижении скорости вращения заготовки, замедлении движения режущего инструмента.
Большое значение на качество обработки оказывает скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей.
Она позволяет изменять величину крутящего момента, передаваемого от основного электрического двигателя шпиндельному узлу и далее к закреплённой детали.
Конструктивно она построена на системе шестерёнок, которые располагаются на двух валах. Это позволяет производить изменение скорости вращения по девяти позициям. Корпус способен перемещаться по специальным пазам. Перемещение позволяет производить регулировку степени натяжения ремней. Они передают вращение шпинделю. Для обеспечения надёжности работы необходимо периодически производить замену ремней в коробке передач. Особенно следует следить за их состоянием в токарном станке ТВ-320П.

Шестерни гитары сменных шестерен
Настройку гитары сменных шестерен для нарезки резьб можно произвести как в этом видео
Электрическое оборудование
Электрическая схема токарного станка включает в себя:
- два электродвигателя (обычно марки А42-4 и марки ПА-22);
- два магнитных пускателя П-213;
- два пакетных выключателя ПКЗ и ПВЗ;
- конечные выключатели ВК-411;
- трансформатор ТП-50;
- два промежуточных реле;
- лампу МО-14.
Несмотря на солидный возраст разработки этого станка, с его помощью можно получать детали высокого класса обработки.

Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Технические характеристики токарного станка ТВ 320, схемы
Токарный винторезный станок ТВ 320 входит в линейку универсального оборудования с высокими оборотами. Выделяется скоростью и высокой точностью.
Когда стоит задача внутренней и наружной обработки металлических деталей или выточки конусов, токарный станок ТВ 320 – оптимальная машина. Этот винторезный агрегат способен вытачивать детали в скоростном режиме, совмещать разные операции. Система устроена так, что оператор может регулировать показатели подачи, не останавливая процесс.
Технические характеристики и возможности оборудования
По мнению специалистов, ТВ 320 отлично справляется с точностью и скоростью обработки заготовок, имеет большие технологические возможности. По точности его относят к классу «Н».
Базовые технические показатели
Параметры станка четко определены в его паспорте. Основные из них:
- Мощность основного двигателя – 2,8 кВт;
- Мощность охладительной помпы – 0,125 кВт;
- Шпиндель с 18 скоростями вращения;
- Пределы скорости шпинделя – от 36 до 2000 об/мин;
- 16 продольных и 16 поперечных подач;
- Шпиндельное отверстие диаметром 26 мм;
- Максимальная толщина заготовки – 25 мм;
- Обработка болванок длиной до 50 см;
- При заточке над станиной лимит диаметра – 32 см, над суппортом – 17 см;
Габаритные размеры станка составляют 1800*950*1250. Весит агрегат около 900 кг.

Возможности ТВ 320
Этот высокоточный винторезный станок разработан для проведения целого ряда сложных операций:
- Выточка (изнутри и снаружи)
- Нарезание различных резьб
- Конусообразная обработка
- Подрезка торцов
- Сверление
И это далеко не полный список, позволяющий полноправно назвать аппарат универсальным. Скоростной режим выточки позволяет минимизировать временные затраты.
Вдобавок, ТВ 320 снабдили удобным механизмом комбинированной работы. Менять режимы можно «на ходу». Еще одна практичная функция – возможность крепить резцы в передний или задний держатель на суппорте. Более того, их можно фиксировать в одно и то же время, а резцовая головка будет подвижной.

Конструктивные особенности станка
ТВ 320 изготовлен по классической схеме токарного винторезного аппарата. Однако есть в нем ряд серьезных конструктивных отличий от аналогов.
Стальные панельные радиаторы были изобретены в конце прошлого века. Этому способствовали новые разработки в технологии производства стальных листов, сварки, покраски. Потребители желали получить радиатор с более высокими характеристиками, нежели «чугунина». Стальные радиаторы начали отвоевывать свою нишу в сегменте отопительного оборудования.
Во-первых, это уже упомянутые выше система скоростной заточки и изменение подач без прерывания работы. Также к особенностям строения этой высокоточной машины относятся:
- Установка одновременно двух резцов с изменением положения;
- Крепление на планшайбу патронов толщиной 120 и 150 мм;
- Наличие подшипников скольжения, ограничивающих трение;
- Автономная система подачи масла;
В конструкции также предусмотрены возможности экстра-комплектации.

Строение передней и задней бабки станка
Передняя бабка (она же шпиндельная) изготовлена из чугуна, цельнолитая. Сам шпиндель выглядит как полая изнутри трубка с конусообразной шейкой. На переднем плане находится регулятор скоростей, а сзади – механизм привода и реверсированного управления подачами. При этом переключении подачи не влияет на вращение шпинделя.
Передняя опора снабжена подшипником скольжения. В задней опоре находится радиально-упорный подшипник высокой точности. Кроме того, устройство имеет упорный подшипник. На него оказывает действие сила резки.
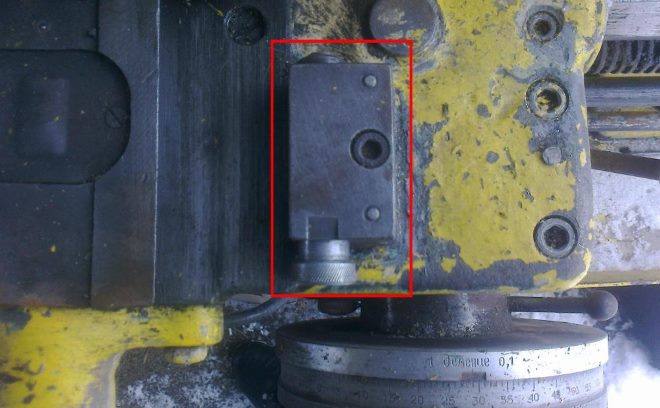
Два маленьких отверстия на стенке передней бабки служат для контроля за насосом масла. Если масло не показывается в «глазках», это говорит о нарушении работы насоса или засорении фильтра.

Предназначение задней бабки – создавать опору для центральной части, которая поджимает заготовку. Также для токарного станка ТВ320 задняя бабка – оправка для фиксации инструмента. Перемещение исключительно ручное. К станине бабку крепят посредством эксцентрикового механизма.
Чтобы затачивать конусы, устройство двигают в поперечном направлении. Поворот винта, работающего от маховика, приводит бабку в продольное движение. Внутреннюю пиноль держат два сухарика, связанных с регулирующей рукояткой.

Устройство суппорта
Суппорт фиксирует и подает режущий инструмент. Его конструкция такова:
- Каретка.
- Поворотный элемент.
- Верхние и поперечные салазки.
Каретку можно приводить в движение по направляющим профилям механикой или вручную. Перемещается она и продольно, и поперечно.
Верхние салазки управляются только от рукоятки. На поперечные салазки в специальные пазы можно монтировать дополнительный держатель резца. Два специальных упора служат регуляторами уровня движения поперечных салазок. Один контролирует величины, другой – серийную работу и резьбовую выточку.
Поворотный механизм вращается в обоих направлениях от поперечных салазок. Когда нужное положение найдено, механизм крепят гайкой с болтами.

Фартук станка
Задача фартука – передавать вращение от винта хода и ходового валика на суппорт. Это приспособление размещено на передней стенке токарного агрегата. Механизм в суппорте предотвращает поломку в случае, если винт и валик включаются одновременно.

Фартук обеспечен автоматикой для выключения при перегрузке. Такое может произойти при повышении силы резки или если «заел» инструмент. В этих ситуациях подключается система «падающий червяк» и останавливает фартук.
Устройство коробки скоростей
Работа коробки скоростей винторезного станка заключается в передаче оборотов от основного электромотора на узел шпинделя. Вращается шпиндель на 9 разных скоростях, благодаря конструкции коробки (два блока шестерен, три вала).

Если немного «отпустить» фиксирующие болты, коробка сможет двигаться. Передвигая ее по пазам, можно натягивать или ослаблять ремни, это и меняет обороты шпинделя.
В подшипниках опор валов есть зазоры, которые можно увеличить или уменьшить гайками и винтами. Величина этих зазоров влияет на то, как коробка выдержит нагрузки.
Базовая оснастка ТВ 320 направлена на вытачивание метрических резьб. Чтобы резать остальные виды, необходимы еще шестерни. Какие именно – указано в таблице на крышке гитары.
Кинематическая и электрическая схемы
Подробная кинематическая схема станка ТВ 320 представлена ниже.

А теперь рассмотрим, как в агрегате устроена электрика.

Схема органов управления


Инструкция к эксплуатации
ТВ 320 токари характеризуют, как весьма надежный аппарат. Тем не менее, некорректная эксплуатация может привести к сбоям и даже поломке любого оборудования.
Перед тем, как приступить к работе, обязательно изучите паспорт станка! В сопроводительной документации есть полная информация относительно:
- Назначения агрегата.
- Технических параметров.
- Величин нарезаемых резьб по видам.

Там же имеются подробные схемы всех узлов и механизмов управления.
Техника безопасности
Работа токаря всегда связана с повышенным риском. Опасность связана с очень быстрым вращением заготовок, с летящей металлической стружкой, с высоким напряжением. Поэтому оператор должен предварительно пройти полный инструктаж.
Требования предъявляются и к одежде токаря, и к его самочувствию.
Допускается работать только на полностью исправном оборудовании. Перед запуском проверяется заземление, защитные щитки, система отведения стружки, отсутствие сторонних предметов.
В процессе работы токарь должен контролировать надежность фиксации заготовок, отвод стружки, слив жидкости, отсутствие разбрызгивание масла.
Категорически запрещено облокачиваться об аппарат и отходить от него в процессе работы!