

Фуговальный станок что это такое
ФУГОВАЛЬНЫЙ СТАНОК
(от нем. Fuge — стык, шов; fugen — фуговать) — дереворежущий станок для создания у заготовки продольным фрезерованием одной или двух смежных плоских чистовых базовых поверхностей, по к-рым заготовка ориентируется при последующей обработке. Односторонний Ф. с. (см. рис.) имеет два паралл. стола, между к-рыми расположен ножевой вал. Задний стол расположен в плоскости, касательной к ножевому валу, передний — смещён на глубину фрезерования. На нач. стадии обработки заготовка базируется по переднему столу, на заключительной — по заднему. Для одноврем. формирования двух базовых поверхностей (по пласти и по кромке заготовки) используют двусторонние Ф, с.
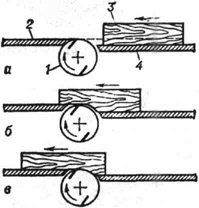
Схема работы на фуговальном станке: а, б, в — стадии формирования базовой поверхности заготовки; 1 — ножевой вал; 2 — задний стол; 3 — заготовка: 4 — передний стол
Большой энциклопедический политехнический словарь . 2004 .
Смотреть что такое «ФУГОВАЛЬНЫЙ СТАНОК» в других словарях:
ФУГОВАЛЬНЫЙ СТАНОК — деревообрабатывающий станок для строгания прямолинейных деталей. Режущий инструмент ножевой вал, расположенный между двумя плитами горизонтального рабочего стола … Большой Энциклопедический словарь
фуговальный станок — Станок, предназначенный для прямолинейного строгания деталей с целью получения у них базовых поверхностей и заданного класса шероховатостей. [ГОСТ 20767 75] Тематики тара, стеллажи Обобщающие термины термины деревообрабатывающего оборудования … Справочник технического переводчика
фуговальный станок — деревообрабатывающий станок для строгания прямолинейных деталей. Режущий инструмент ножевой вал, расположенный между двумя плитами горизонтального рабочего стола. * * * ФУГОВАЛЬНЫЙ СТАНОК ФУГОВАЛЬНЫЙ СТАНОК, деревообрабатывающий станок для… … Энциклопедический словарь
Фуговальный станок — 4. Фуговальный станок Станок, предназначенный для прямолинейного строгания деталей с целью получения у них базовых поверхностей и заданного класса шероховатостей Источник: ГОСТ 20767 75: Ящики из древесины и древесных материалов. Термины и… … Словарь-справочник терминов нормативно-технической документации
Фуговальный станок — Деревообрабатывающий станок для прямолинейного строгания (фрезерования, фугования) заготовок по пласти или кромкам. Ф. с. имеет станину, на которой смонтированы круглый ножевой вал (обычно имеет 2 4 ножа), рабочий стол, вертикальная… … Большая советская энциклопедия
ФУГОВАЛЬНЫЙ — ФУГОВАЛЬНЫЙ, фуговальная, фуговальное (спец.). Служащий для фуговки. Фуговальный станок. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
фуговальный — рейсмусовый узел — 3.8 фуговальный рейсмусовый узел (surface planer/thicknesser element): Узел комбинированного станка, предназначенный для срезания слоя с нижней плоской поверхности заготовки в режиме фугования и затем, при передаче ее на следующую операцию, для… … Словарь-справочник терминов нормативно-технической документации
станок — технологическая машина, предназначенная для обработки материалов с целью получения заготовок или готовых изделий либо для получения новых материалов из сырья. Станки являются основным видом оборудования механических цехов машиностроительных и… … Энциклопедия техники
фуговальный узел — 3.2 фуговальный узел (surfacing planning element): Узел комбинированного станка, предназначенный для срезания слоя с нижней поверхности обрабатываемой заготовки, вращающимся вокруг горизонтальной оси ножевым валом, установленным под прямым углом… … Словарь-справочник терминов нормативно-технической документации
фуговальный — ая, ое. Предназначенный, служащий для фугования, фуговки. Ф. станок … Энциклопедический словарь
Фуганок: назначение, виды, отличие от рубанка
Обработка дерева может проводится при применении самого различного инструмента. Весьма широкое распространение получили фуганки, предназначенные для снятия поверхностного слоя и получения поверхности требуемого качества.

Фуганок и его назначение
При рассмотрении того, что такое фуганок отметим, этот инструмент применяется для изменения качества поверхности древесины. Именно от него во многом зависит то, насколько приятным будет конечный продукт. Фуганок может выглядеть самым различным образом, механический вариант исполнения представлен сочетанием трех основных элементов:
Корпус в большинстве случаев изготавливается при применении дерева, но есть и металлические варианты исполнения. Изделие с деревянным корпусом подходит для работы с мягкими породами, металл рассчитан на воздействие большой нагрузки. При рассмотрении того, для чего нужен фуганок отметим следующие моменты:
- Применяется в случае, когда нужно провести выравнивание крупных фрагментов. При этом заготовка может иметь большую площадь и длину.
- Устанавливаемые резцы могут иметь ширину до 8 см, при этом колодка также характеризуется достаточно большими размерами.
- Первое проведение инструмента становится причиной образования мелкой стружки, повторное становится причиной получения длинной однородной стружки.
- В продаже встречаются самые различные виды инструментов, выбор проводится в зависимости от поставленной задачи.
Ручной вариант исполнения отличается от электрического, который имеет сложную конструкцию. Состоит она из следующего:
- Упорная рукоятка, при помощи которой передается усилие.
- Раструб для подключения пылесоса. Стоит учитывать, что на момент работы может образовываться большое количество стружки. Для того чтобы она не оказывала негативное воздействие на проводимые работы подключается специальный пылесос, который сразу после появления стружки проводит ее сбор.
- Управляющие кнопки позволяют задавать основные параметры устройства.
- Ручной винт встречается практически на всех устройствах. Он требуется для изменения глубины строгания.
- Также есть и боковой упор, за счет которого проводится изменение ширины захвата обрабатываемой поверхности.
- Защитный откидной кожух, который исключает вероятность повреждения.
- Подошва. Она соприкасается с обрабатываемой поверхностью, часто представлена алюминием.
- Многие устройства характеризуются тем, что имеют встроенный аккумулятор. Кроме этого, есть и возможность подключения кабеля.

Электрическое оборудование должно обслуживаться соответствующим образом. Длительная эксплуатация требует заточки.
Виды инструмента
Классификация весьма обширна, связана с различными свойствами. Выделяют два основных типа:
- Фуганок ручной встречается практически в любой мастерской. Его особенность заключается в простате устройства, а также невысокой стоимости.
- В последнее время часто приобретается фуганок электрический. Это связано с простотой эксплуатации, а также довольно высокой эффективностью в применении. Единственный недостаток заключается в достаточно высокой стоимости.
Материалы, применяемые при изготовлении основной части, могут существенно отличаться. Чаще встречается деревянный инструмент, так как он прост и обходится намного дешевле. Подходит он для домашней мастерской. Встречаются и металлические конструкции, рассчитанные на работу в крайне тяжелых условиях.

Классификация проводится по тому, какова поставленная задача. Примером можно назвать следующие устройства:
- Для работы с деревянной заготовкой, которая никак ранее не обрабатывалась. Эта разновидность называется шерхебелем. В большинстве случаев применяется металл, который способен выдерживать существенное воздействие.
- Если готовые детали нужно после обработки склеить, тогда применяется цинубель. Подобный вариант исполнения характеризуется тем, что на ноже есть зазубрины. После строгания на поверхности появляются небольшие борозды. Как показывает практика, подобная поверхность лучше всего подходит для склеивания.
Если в дальнейшем полученные изделия не нужно склеивать, то можно использовать двойной или одинарный фуганок. Основными разновидностями столярного инструмента можно назвать следующее:
- Шлифтик представлен разновидностью конструкции, которая характеризуется укороченным корпусом и увеличенным передним углом, а также уменьшенной щелью для вывода стружки. Область применения заключается в выравнивании торцов и удалении различных задиров.
- В некоторых случаях применяется полуфуганок. Он характеризуется уменьшенной длиной, однако остается требуемая ширина. Применяется при работе с большими деталями.
- Фальцебель применяется для выборки и четверти. Он имеет конструкцию, которая обладает съемной подошвой. Отличается инструмент от других шириной, является специфическим вариантом исполнения.
- Зензубель имеет двухсторонний нож, изготавливаемый при применении качественной стали. Ширина этого элемента составляет 33 мм.
Встречается в продаже и мини фуганок. Он часто применяется в бытовой обстановке, так как обладает небольшим размером и достаточной производительностью. Кроме этого, все устройства можно разделить на две основные группы:
- Бытовая характеризуется невысокой стоимостью, а также сниженными эксплуатационными характеристиками. Она распространена обширно, так как обходится в меньшую стоимость.
- Профессиональный фуганок применяется для работы в промышленности. Его основными качествами можно назвать повышенную производительность, а также возможность работы на протяжении длительного периода.


Производством рассматриваемого инструмента занимаются самые различные компании. Встречается и промышленный фуганок, который может применяться в течение длительного периода.
Ручной фуганок
Большинство работ может проводится при применении ручного фуганка. Это можно связать со следующими моментами:
- Устройство просто в применении.
- Есть возможность проводить обработку различных поверхностей.
- Инструмент недорогой.
Настольный вариант исполнения может иметь самое различное устройство, выбор проводится специалистом в зависимости от того, какие работы следует проводить.
Электрический
Сегодня стационарный фуганок может изготавливаться в электрическом варианте исполнения. Профессиональные устройства характеризуются следующими особенностями:
- Довольно большая масса и прижимное усилие.
- При работе можно достигнуть высокой точности.
- Повышенная производительность труда.
- Часто в конструкции предусмотрена возможность быстрой смены ножей.
Применяется электрофуганок в промышленности и быту, изделие характеризуется высокими эксплуатационными характеристиками. Единственный недостаток в большинстве случаев заключается в высокой стоимости, а также в существенных затратах электроэнергии.
Фуганок или рубанок
Довольно распространенным вопросом можно назвать то, в чем заключается отличие рубанка от фуганка. Оба варианта позволяют проводить снятие материала с поверхности. Разница заключается в следующем:
- Рубанок предназначается для первичной работы. С поверхности, как правило, снимается такой слой материала, на которое настроено оборудование. Строгание проводится для снятия сучков и бугров. Конструкция представлена сочетанием ножа и колодки, в некоторых случаях устанавливается два режущих элементов.
- Фуганок считается разновидностью первого инструмента, является длинной версией корпуса, за счет чего устройство прижимается с большим усилием к обрабатываемой поверхности. В этом случае также устанавливается 2 лезвия, которые обеспечивают чистовую фуганку.

Оба варианта встречаются в стандартном наборе профессионала, который проводит обработку дерева.
Отличие от рейсмуса
Также многие рассматривают, в чем заключается отличие от рейсмуса. Рассматривая рейсмус и фуганок следует учитывать, что первый вариант предназначается для нанесения параллельных линий на поверхность. Оба варианта могут проводить обработку дерева, среди особенностей следует учитывать следующие моменты:
- Плоские поверхности можно получить рейсмусом, однако оборудование предназначено для финишной обработки.
- Оба инструмента работают исключительно в связке. Фуганок предназначен для подготовки, второй окончательной обработки.

В целом можно сказать, что отличий довольно много. При этом конструктивные элементы отличаются несущественно, но рейсмус позволяет снизить степень шероховатости поверхностного слоя.
Как правильно фуговать доски
Применяемый станок по дереву характеризуется своими определенными свойствами. Фугование – процесс обработки поверхности дерева различной плотности. Рекомендации следующие:
- Левой рукой берут за ручку, правой за колодку.
- Инструмент ведется вдоль волокон.
- По мере готовности изделия стружка становится длинной и ровной по всей толщине.
При работе запрещается браться за лезвие, на момент работы следует использовать защитную одежду. На момент работы доски должны быть надежно закреплены.
Фуговально-рейсмусовый станок
Встречается также фуговально-рейсмусовый станок, который обеспечивает качественную обработку. Преимущество устройства заключается в его повышенной функциональности.
В большинстве случаев устройство устанавливается в промышленности. Это связано с тем, что оно обходится достаточно дорого и позволяет существенно повысить производительность труда.
Качественная обработка гарантирована, однако нужно правильно применять оборудование.
Особенности работы и устройства
Рассматриваемое оборудование характеризуется определенными особенностями в применении. Среди особенностей отметим следующее:
- Нижняя поверхность должна быть выровнена. Этого можно достигнуть при предварительном фуговании.
- Одновременная обработка возможна исключительно при применении станка, который обладает соответствующими свойствами.
- Станок идеально подходит для работы с ранее неподготовленными заготовками.
- Устройство предназначено сочетанием нескольких частей, все они отвечают за определенные функции.
В целом можно сказать, что подобный станок характеризуется высокой функциональностью. Устройство фуганка подобного типа может существенно отличаться.
Рекомендации при выборе оборудования
Проводя выбор, какой выбрать станок весьма распространенный вопрос, нужно уделить внимание нескольким основным моментам. Они следующие:
- Число ножей на рабочей части.
- Мощность установленного двигателя.
- Размеры и вес оборудования.
- Скорость перемещения заготовки на момент обработки.

Все параметры следует учитывать при рассмотрении наиболее подходящего варианта исполнения.
Виды станков
Выделяют довольно большое количество различных станков, которые могут применяться для работы с деревом. Асинхронный двигатель защищен специальным кожухом. У оборудования с одновременной функцией строгания и рейсмуса есть несколько преимуществ:
- Выключает изготавливается в виде поворотного блока.
- Станина в большинстве случаев изготавливается с нанесением порошковой краски, которая существенно повышает защиту поверхности от воздействия окружающей среды.
- Подача материала может проводится в любое время.
- Предусмотрена защита от воздействия окружающей среды.
- Некоторые модели представлены двумя лезвиями.
В большинстве случаев классификация проводится по мощности двигателя, функциональности и некоторым другим признакам. Кроме этого, важное значение имеет популярность бренда.
Заточка ножей для фуганка
Не стоит забывать о том, что следует проводить периодическую заточку ножей. Даже при применении качественной стали есть вероятность повреждения режущей кромки. К особенностям процесса отнесем следующее:
- Требуется специальное оборудование.
- Нужно выдерживать определенный угол.
- Даже незначительные дефекты могут стать причиной серьезного снижения эффективности.
Провести заточку ножей фуганка можно самостоятельно, однако для этого нужно определенное оборудование.
Как сделать фуговальный станок самостоятельно?
С производством подобного оборудования возникает много трудностей. Классическая конструкция представлена сочетанием следующих узлов:
 Ручной инструмент можно собрать с различных материалов. Что касается электрического, то его собрать самостоятельно практически невозможно.
Ручной инструмент можно собрать с различных материалов. Что касается электрического, то его собрать самостоятельно практически невозможно.
Меры безопасности при использовании фуговального станка
Рассматривая конструкция позволяет вести обработку в самых различных условиях. Основные рекомендации следующие:
- Нужно использовать защитную одежду и очки.
- Нельзя прикасаться лезвий и располагать руки в зоне резания.
- Заготовка должна быть надежно закреплена.
В целом можно сказать, что фуганок является распространенным инструментом, который встречается сегодня практически в каждой мастерской. Правильно выбрать можно исключительно исходя из того, какие работы будут проведены в дальнейшем.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Фуговальный станок: виды и принцип работы, преимущества и недостатки
 На промышленных предприятиях, где регулярно производят обработку пиломатериала, основным типом оборудования считается деревообрабатывающий фуговальный станок. Его также устанавливают в частных и столярных мастерских.
На промышленных предприятиях, где регулярно производят обработку пиломатериала, основным типом оборудования считается деревообрабатывающий фуговальный станок. Его также устанавливают в частных и столярных мастерских.
В последнее время фуговальное оборудование приобретают домашние мастера, занимающиеся изготовлением деревянных изделий.
Такой аппарат хорош тем, что прост в использовании, а срезы получаются высококачественные и точные. Добиться подобных результатов удается благодаря встроенной направляющей планке.
Виды фуговальных станков
Производители предлагают два вида фуговальных станков: односторонние и двухсторонние.
- Односторонние станки. Оборудование используют для фугования досок и бруса длиной до 1,5 м. Подача заготовок происходит в ручном режиме со скоростью до 10 м/мин. За один проход аппарат способен обработать только одну поверхность. Односторонний фуговальный аппарат может обслуживать один оператор.
- Двухсторонние станки. Имея особую конструкцию, двухсторонние фуговальные станки способны за один проход обработать сразу две смежные части. Они оборудованы роликом автоподатчика и удобны тем, что позволяют во время работы выбирать нужные пазы и фуги. Это оборудование могут обслуживать несколько рабочих.
Принцип работы
 Ножевой вал — это основная деталь в фуговальном станке, в который устанавливают режущие ножи. Его крепят на станину аппарата, так чтобы задняя часть стола располагалась на одном уровне с окружностью ножевых лезвий, при этом задняя часть остается неподвижной. А переднюю часть, монтируют по высоте. Ее высота должна соответствовать толщине слоя, который снимается с древесины.
Ножевой вал — это основная деталь в фуговальном станке, в который устанавливают режущие ножи. Его крепят на станину аппарата, так чтобы задняя часть стола располагалась на одном уровне с окружностью ножевых лезвий, при этом задняя часть остается неподвижной. А переднюю часть, монтируют по высоте. Ее высота должна соответствовать толщине слоя, который снимается с древесины.
Древесную заготовку подают в ручном режиме или с помощью автоподатчиков, после включения аппарата, когда вал с ножами начнет вращаться. Лезвия, обрабатывают поверхность заготовки и делают ее абсолютно ровной. Каждую сторону нужно обрабатывать несколько раз, в зависимости от внешнего вида древесины. Некоторые фуговальные станки уже имеют встроенную конвейерную подачу, а если нет, то их можно оснастить таким механизмом. Механизм подачи удобен тем, что:
- Древесину можно подать в подходящем режиме.
- Автоматическая подача, защищает человека, работающего на аппарате от травм.
Преимущества
Главная задача фуговального аппарата — подготовить деревянную заготовку, чтобы в дальнейшем ее можно было обработать еще точнее. Плюсы оборудования:
-
 Аппарат позволяет проводить множество разных операций.
Аппарат позволяет проводить множество разных операций. - Можно обрабатывать крупные брусья.
- Хорошо обстругивать детали для мебели, к примеру, ножки для столов и стульев.
- Обстругивает деталь криволинейно: по плоскости или по краю.
- Если на изделиях нужно снять фаску под углом, то также используют это оборудование.
- Имеют доступную цену.
Нужно знать, что строгать по толщине в размер на фуганочном промышленном и бытовом аппарате нельзя. Еще аппарат не предназначен для обработки параллельных поверхностей.
Критерии выбора фуговального станка
Выбирая для своей мастерской фуговальный станок по дереву, нужно учитывать: размер стола в ширину, а также заготовки, количество установленных ножей, чистоту обработки.
-
 Ширина стола и заготовок. По ширине оборудование разделяется на три вида: легкие, средние и тяжелые. Выпускают модели с шириной строгальной поверхности 250, 400, 500 и 630 мм.
Ширина стола и заготовок. По ширине оборудование разделяется на три вида: легкие, средние и тяжелые. Выпускают модели с шириной строгальной поверхности 250, 400, 500 и 630 мм. - Ножи. На валу фуговального аппарата могут быть закреплены несколько ножей. К профессиональному оборудованию относятся те станки, у которых имеется от 3 до 4 ножей.
- Чистота обработки. От частоты оборотов вращения ножевого вала зависит, насколько качественно обработается древесина. Самой распространенной моделью является аппарат, у которого мощность электродвигателя составляет 5—5,5 кВт с оборотами 4700—5000 в минуту.
Следует знать, что от диаметра ножевого вала, зависит качество заготовок. Чем больше его размер, тем окружная скорость резания будет выше, создавая высококачественные заготовки. Поэтому выбирая фуговальный аппарат, первым делом необходимо обратить внимание на эту деталь.
Произвести одновременно несколько операций поможет совмещенный фуговальный аппарат. Поэтому большинство мастеров, приобретая станок, выбирают именно эту модель. Функциональное оборудование выполняет операцию за короткий срок, тем самым экономя ваше время. К примеру, кромка заготовки обрабатывается сразу с двух сторон (тыльная и лицевая).
Настройка оборудования
Приступая к работе, первое, что нужно сделать, это правильно настроить оборудование. В настройку входит: заточка и монтаж ножей, контроль параллельности ножей, определение толщины слоя, который необходимо снять, установка скорости подачи древесины.
-
 При запуске оборудования, начинают работать ножи. Каждый нож имеет заостренный угол на 40 градусов и фаску. Их затачивают с помощью ножеточильного аппарата. У режущей кромки радиус закругления не должен превышать 8 мкм.
При запуске оборудования, начинают работать ножи. Каждый нож имеет заостренный угол на 40 градусов и фаску. Их затачивают с помощью ножеточильного аппарата. У режущей кромки радиус закругления не должен превышать 8 мкм. - Передний и задний стол опускают, и только потом, ножи устанавливаются в вал. Допускается до 2 мм выступ лезвий за кромку стружколомателя. При этом вал не должен выступать более 2 мм.
- Чтобы ножи установились точно, используют специальное индикаторное оборудование. Разница между ножами на длину 100 см не должна быть выше величины 0,1 мм.
- Когда ножи установлены, настраиваются столы, направляющая линейка и подающий механизм.
- После подготовки, делают пробный запуск оборудования.
Если оборудование работает неточно или с отклонениями, то следует провести дополнительную регулировку.
- Слишком короткая древесина иногда выскальзывает из ножа, а это может травмировать работника. Если заготовка излишне длинная, то с ней будет неудобно работать. Поэтому лучше выбирать древесину, длина которой составляет 1—1,5 м.
- Опытный мастер сразу определит необходимую толщину снимаемого слоя. Если у вас такого навыка нет, то проводят пробное строгание.
- Стол нужно немного опустить, если после строгания на заготовке остались нетронутые места. Резку выполняют дважды при погрешности свыше 2,5 мм. Когда высота отрегулирована, определяют расстояние между плитами и кромками лезвий. Зазор в 2 мм считается самым приемлемым. Древесина начнет рваться кусками, если данные параметры будут превышены. Резак деформируется, если размер щели будет меньше 2 мм.
Производители фуговальных станков
 Фирмы производители предлагают множество фуговальных станков любой комплектации, по различной цене и качеству. Даже с маленьким бюджетом, вы сможете подобрать для себя функциональное и качественное оборудование для деревообработки. Изделия зарубежных производителей, таких как GRIGGIO и Stomana, имеют доступную цену. А аналоги отечественных фирм, так же как и изделия зарубежных, характеризуются довольно высокими показателями.
Фирмы производители предлагают множество фуговальных станков любой комплектации, по различной цене и качеству. Даже с маленьким бюджетом, вы сможете подобрать для себя функциональное и качественное оборудование для деревообработки. Изделия зарубежных производителей, таких как GRIGGIO и Stomana, имеют доступную цену. А аналоги отечественных фирм, так же как и изделия зарубежных, характеризуются довольно высокими показателями.
Станки, предназначенные для промышленных предприятий, стоят дорого. Их цена зависит от производителя и комплектующих. Приблизительная стоимость оборудования составляет 150—200 тысяч рублей. Для собственных нужд, можно приобрести домашнее оборудование. Оно имеет доступную цену от 15 до 20 тысяч рублей. В настоящее время модель SF -400 A является лидирующей среди фуговального оборудования. Ее стоимость составляет около 100 тысяч рублей.
Фуговальный станок будет работать надежно, а все технологические операции выполнятся качественно, при правильно подобранном оборудовании.
Рейсмус и фуганок. В чем разница и можно ли обойтись только одним станком?
Вопрос, чем отличаются рейсмусовый и фуговальный станки, очень часто возникает у новичков в столярном деле. Особенно у тех, кто не имел возможности в живую увидеть как работают эти станки в мастерской. И действительно, читая в интернете статьи или даже смотря видео, несведующему человеку зачастую сложно понять какая между ними разница. Ведь результат обработки и тем и другим станком кажется одинаковым — ровная поверхность деревянной заготовки.
В чем все таки разница?
Несмотря на то, что оба станка относятся к строгальному типу деревообрабатывающих станков, между ними существует существенная разница.
Фуговальный станок предназначен для прямолинейного строгания плоскости деревянных заготовок. Обрабатывающий узел станка — круглый ножевой вал с несколькими ножами. Вал смонтирован таким образом, что перемещая заготовку по горизонтальному рабочему столу, происходит строгание нижней стороны заготовки . Таким образом, нижняя сторона заготовки может быть идеально выровняна. Также, используя направляющую линейку (боковой упор), можно задать заготовке требуемый угол между нижней и боковой плоскостью. Помимо этого есть возможность обрабатывать кромку заготовки — снимать фаску, располагая направляющую линейку под углом к рабочему столу.
Рейсмусовый станок также предназначен для плоского простругивания заготовок и режущий инструмент также ножевой вал. Однако в отличие от фуганка, вал расположен сверху от заготовки , соответственно он обрабатывает верхнюю плоскость заготовки а не нижнюю. Нижняя же пласть заготовки упирается в рабочий стол. Таким образом рейсмусовый станок способен калибровать заготовку в размер по толщине .
Таким образом, получается, что фуганок и рейсмус имеют разные возможности: фуганок может выровнять базовую плоскость заготовки, но не может откалибровать заготовку по толщине, рейсмус же наоборот, имеет возможность придать заготовке требуемую толщину, но не сможет выровнять сторону заготовки, если только одна из сторон уже не выровняна до использования рейсмуса.
Говоря простыми словами, фуганок делает ровную базовую плоскость, а рейсмус делает вторую сторону заготовки параллельной первой стороне . Рейсмус не может сделать из кривой заготовки прямую, а фуганок не может откалибровать заготовку по толщине.
Классическая технология деревообработки предписывает наличие обоих станков в столярной мастерской . Их возможности отлично дополняют друг друга: сначала на фуганке задается прямая базовая плоскость, а затем рейсмусом задается необходимая толщина заготовки. На выходе, после такой обработки, получается заготовка ровная с обоих сторон и при этом одинаковой толщины по всей длине.
Можно ли избежать покупки обоих станков и обойтись только одним из них?
Этот вопрос возникает у новичков, сразу же после того, как они разбираются с первым вопросом. Вопрос, безусловно правильный, ведь купить один станок дешевле чем купить два, да и место в мастерской один станок займет меньше. И в общем-то, ответ на этот вопрос — да , в некоторых случаях можно обойтись только одним станком.
Во первых, перед покупкой станков стоит понять, какого рода изделия вы планируете делать в своей мастерской: для изготовления небольших изделий для дома из покупного мебельного щита можно обойтись вообще без этих станков, конечно если вы не планируете уменьшать толщину щитов и их кривизна для вас не критична. Для некоторых типов изделий вполне возможно, что вам понадобится только один из этих станков.
Во вторых, для каких-то типов работ фуговальный станок может быть заменен ручным электро рубанком. Также в интернете можно найти примеры множества самоделок для фугования и рейсмусования, в том числе рейсмус из тех же электро рубанков. Например, как в этом видео:
Еще один вариант избежать покупки двух станков — приобрести комбинированный вариант: фуговально-рейсмусовый станок, который сочетает в себе оба способа обработки. Вот пример такого станка:
Стоит помнить, что самодельные станки и комбинированные варианты заводского производства — это в любом случае компромисс . Да, безусловно, оба эти варианты обойдутся дешевле покупки двух отдельных станков, но имеют они и свои недостатки. На изготовление самоделки, вы потратите время, да и нужно обладать достаточными знаниями, чтобы сделать самодельный станок достаточно безопасным. Комбинированные варианты могут быть отличным решением для мастерской с ограниченным пространством либо для нечастого использования. Однако, даже на сайте производителя сказано, что комбинированный станок имеет более сложную и нагруженную конструкцию, чем отдельные станки, что при интенсивном использовании может потребовать более частого техобслуживания. В общем, как всегда — выбор за вами.
Благодарю за внимание! Всем удачи в ремесле!
Читайте новые заметки раньше всех – подписывайтесь на канал в Телеграм !
Общайтесь и задавайте вопросы автору блога ВКонтакте !
Особенности фуговальных станков по дереву
 Такое оборудование, как фуговальный станок получило широкое распространение при обработке древесины. Эти агрегаты отличаются тем, что они оборудованы направляющей планкой, за счет которой и удается добиться высокой точности среза. Чаще всего эти станки применяются в столярных цехах. Однако в последние годы и многие домашние мастера, которые изготавливают изделия из древесины, также часто задумываются о приобретении подобного оборудования.
Такое оборудование, как фуговальный станок получило широкое распространение при обработке древесины. Эти агрегаты отличаются тем, что они оборудованы направляющей планкой, за счет которой и удается добиться высокой точности среза. Чаще всего эти станки применяются в столярных цехах. Однако в последние годы и многие домашние мастера, которые изготавливают изделия из древесины, также часто задумываются о приобретении подобного оборудования.
Достоинства фуговальных станков
 В сфере деревообработки используется большое количество различного оборудования. Часто применяется и фуговальный станок по дереву. Для этого оборудования характерен определенный набор преимуществ:
В сфере деревообработки используется большое количество различного оборудования. Часто применяется и фуговальный станок по дереву. Для этого оборудования характерен определенный набор преимуществ:
- он задействуется для выполнения большого числа операций;
- на рынке фуговальные станки предлагаются по доступной цене. Самый недорогой можно приобрести за 10 000 р.
С помощью этого оборудования можно производить обработку массивного бруса. Также оно подходит для выполнения обработки деталей будущих стульев и столов.
Если говорить о назначении этого агрегата, то основным является подготовка деревянной заготовки для последующей высокоточной обработки. Если говорить конкретнее, то с помощью фуговальных станков выполняется криволинейное обстругивание будущей детали. Она осуществляется по кромкам или плоскости. Также к использованию этого оборудования прибегают при выполнении операции по снятию фаски на изделиях под углом.
Характеристики оборудования
Если вы решили приобрести в свой цех фуговальный станок по дереву, то при выборе этого оборудования во внимание нужно принимать следующие моменты.
Ширина стола и заготовок
 По такому критерию, как ширина стола и заготовок это оборудование разделяется на следующие виды:
По такому критерию, как ширина стола и заготовок это оборудование разделяется на следующие виды:
- легкие – аппараты этой группы имеют ширину фрезерования 250 мм;
- средние – у этого оборудования ширина фрезерования равна 400 мм;
- тяжелые — у них этот параметр равен 630 мм.
Количество ножей
Фуговальное оборудование разделяется еще и по количеству ножей. На валу, на котором закрепляются ножи, их количество может варьироваться от 3 до 4. Если количество ножей на станке меньше, то его нельзя отнести к группе профессионального оборудования.
Чистота выработки
 На чистоту обработки оказывает влияние такой фактор, как частота вращения ножевого вала. На рынке потребителям предлагаются модели фуговальных агрегатов, у которых этот параметр варьируется в диапазоне от 4700 до 5000 об/мин. при мощности установленного электродвигателя от 5 до 5,5 кВт. Отметим, что эта чистота среди данной разновидности деревообрабатывающего оборудования является наиболее распространенной. Если показатели у выбранного вами аппарата будут ниже минимальных, то такой станок тоже нельзя будет отнести к числу профессионального оборудования.
На чистоту обработки оказывает влияние такой фактор, как частота вращения ножевого вала. На рынке потребителям предлагаются модели фуговальных агрегатов, у которых этот параметр варьируется в диапазоне от 4700 до 5000 об/мин. при мощности установленного электродвигателя от 5 до 5,5 кВт. Отметим, что эта чистота среди данной разновидности деревообрабатывающего оборудования является наиболее распространенной. Если показатели у выбранного вами аппарата будут ниже минимальных, то такой станок тоже нельзя будет отнести к числу профессионального оборудования.
Принцип действия фуговального станка
 Важным элементом в фуговальных станках по дереву является ножевой вал. На нём непосредственно закрепляются режущие ножи. Сам вал монтируется на станину оборудования. Задняя часть стола является неподвижной и крепится на уровне окружности лезвий ножа. Установка передней части производится по высоте на толщину снимаемого с заготовки слоя древесины.
Важным элементом в фуговальных станках по дереву является ножевой вал. На нём непосредственно закрепляются режущие ножи. Сам вал монтируется на станину оборудования. Задняя часть стола является неподвижной и крепится на уровне окружности лезвий ножа. Установка передней части производится по высоте на толщину снимаемого с заготовки слоя древесины.
Когда вал с ножами начинает вращаться, ему навстречу подается обрабатываемая заготовка. Происходить это может с помощью автоподатчиков или в ручном режиме. Если используется автоматическая подача заготовки, то в этом случае обеспечивается:
- высокая безопасность работы оператора;
- подача детали в оптимальном скоростном режиме.
По желанию заказчика многие модели современных фуговальных станков оснащаются такими механизмами. Однако в некоторых из них имеется встроенная конвейерная подача.
Не очень сложным на таком оборудовании является процесс сострагивания. Проходя по нижней части детали, лезвия делают ровной её поверхность. За один проход конструкция агрегата в состоянии обработать только одну поверхность. Правда, на рынке имеются модели, которые за один проход могут обрабатывать обе части заготовки.
Настройка аппарата
 Перед тем как приступать к использованию станка, следует выполнить его настройку. Она предполагает заточку ножей. Кроме этого их необходимо грамотно установить в ножевой вал.
Перед тем как приступать к использованию станка, следует выполнить его настройку. Она предполагает заточку ножей. Кроме этого их необходимо грамотно установить в ножевой вал.
Во время работы этого оборудования используются ножи, которые имеют фаску и угол заострения 40 градусов. Заточка таких ножей осуществляется на специальном ножеточильном оборудовании. Не более 6-8 мкм должен составлять радиус закругления режущей кромки. Что касается прямолинейности длины ножа на 100 мм, то она не должна превышать величины 0,0025 мм.
Перед тем как производить установку ножей в вал, следует опустить передний и задний столы. Когда лезвия будут установлены, вполне допускается их выступ за кромку стружколомателя на величину 2 мм, а вала – не более 2 мм. Важным моментом является контролирование параллельности ножей. Для этого используется специальное оборудование. Разница не должна превышать величину 0,1 мм на длину 1000 мм. Индикаторный прибор используют для более точной установки ножей.
Далее переходят к настройке столов, направляющей линейки и механизмов подачи. Когда все это сделано, станок запускается в холостом режиме. Если в его работе выявляются какие-то отклонения, то выполняют его донастройку.
Виды фуговальных станков и их применение
Все многообразие фуговальных станков по дереву, предлагаемых на рынке, принято разделить на два вида:
- односторонние;
- двухсторонние.
Ранее было сказано о том, что большинство моделей этого оборудования при использовании в состоянии за один проход обрабатывать только одну поверхность. Но двухсторонние агрегаты, благодаря особенностям конструкции могут выполнять обработку двух смежных частей — пласти и кромки.
 Для фугования досок и бруса используются односторонние станки. Особенность этого оборудования заключается в том, что у них заготовка подается в ручном режиме. У двухсторонних фуговальных станков имеется больше возможностей. Используя это оборудование, можно осуществлять операции по выборке пазов и фуг. На этих станках производителями устанавливается ролик автоподатчика.
Для фугования досок и бруса используются односторонние станки. Особенность этого оборудования заключается в том, что у них заготовка подается в ручном режиме. У двухсторонних фуговальных станков имеется больше возможностей. Используя это оборудование, можно осуществлять операции по выборке пазов и фуг. На этих станках производителями устанавливается ролик автоподатчика.
На односторонних станках можно осуществлять обработку заготовок длиной до 1,5 м. На таком оборудовании может работать только один оператор. Заготовки подаются со скоростью 10 м/мин. Если используется двухсторонний фуговальный станок, то его обслуживанием могут заниматься двое рабочих.
Производители
 Фуговальные станки, отличающиеся высоким качеством и различной ценой, в настоящий момент на рынке предлагает большое количество производителей. Высокими характеристиками обладает не только зарубежное оборудование, но и продукция отечественных компаний. Хорошо представлена на рынке продукция, выпускаемая Кировским заводом, которая по своей цене доступна для многих потребителей. Из зарубежных компаний выделим такие, как GRIGGIO, Stomana. Цены на это оборудование весьма доступные.
Фуговальные станки, отличающиеся высоким качеством и различной ценой, в настоящий момент на рынке предлагает большое количество производителей. Высокими характеристиками обладает не только зарубежное оборудование, но и продукция отечественных компаний. Хорошо представлена на рынке продукция, выпускаемая Кировским заводом, которая по своей цене доступна для многих потребителей. Из зарубежных компаний выделим такие, как GRIGGIO, Stomana. Цены на это оборудование весьма доступные.
Выбор фуговального станка для потребителя ограничивается только его финансовыми возможностями. При этом даже если у вас небольшой бюджет на приобретение этого станка, то вы вполне сможете подобрать себе качественное и при этом достаточно функциональное оборудование для деревообработки.
Если говорить о лидере рынка фуговального оборудования, то таковым в настоящий момент является модель SF-400A. Цена этой установки составляет 100 000 р.
Эксплуатация фуговального станка
 При выборе фуговального оборудования внимание в первую очередь следует обращать на диаметр ножевого вала. Чем больше диаметр ножевого вала, тем большая окружная скорость резания будет обеспечена при использовании оборудования. Это дает возможность для получения обработанной поверхности заготовок высокого качества.
При выборе фуговального оборудования внимание в первую очередь следует обращать на диаметр ножевого вала. Чем больше диаметр ножевого вала, тем большая окружная скорость резания будет обеспечена при использовании оборудования. Это дает возможность для получения обработанной поверхности заготовок высокого качества.
Многие мастера при использовании этого оборудования для решения производственных задач делают выбор в пользу совмещенного фуговального станка. Его применение позволяет производить сразу несколько операций одновременно. Например, оно может использоваться для строгания оставшейся кромки одновременно с лицевой и тыльной поверхности. Такая функциональность обеспечивает экономию времени при выполнении операции.
Если вам необходим станок для домашнего использования, то вы можете с небольшими затратами приобрести это оборудование. Домашние станки стоят недорого. Обычно цена моделей для бытового применения на рынке варьируется в диапазоне от 15 000 до 20 000 р. Если же вам необходимо оборудование для промышленного использования, то придется потратить гораздо больше. Ценник на такие станки варьируется в диапазоне от 150 до 200 тысяч рублей. Стоимость конкретного станка во многом зависит от производителя, а также его комплектации.
Заключение
 В сфере деревообработки приходится использовать большое количество оборудования для обработки заготовок и производства готовой продукции. Наряду с пилорамами применяется фуговальное оборудование. С его помощью можно обеспечить качественную обработку заготовки. Приобрести такой агрегат в настоящее время не составляет большой проблемы.
В сфере деревообработки приходится использовать большое количество оборудования для обработки заготовок и производства готовой продукции. Наряду с пилорамами применяется фуговальное оборудование. С его помощью можно обеспечить качественную обработку заготовки. Приобрести такой агрегат в настоящее время не составляет большой проблемы.
На рынке предлагаются как отечественные модели, так и зарубежные аналоги. В плане качественных характеристик они между собой не отличаются. Естественно, импортные станки обеспечивают высокий уровень функциональности, поэтому и стоят дороже. Правильно подобрав фуговальный станок, можно получить надежное в работе оборудование, которое обеспечит качественное выполнение всех технологических операций.
Фуговальный станок: устройство и применение
Фуговальный станок относится к группе специального оборудования, предназначенного для прямолинейной обработки (снятия фаски) заготовок и изделий из древесины. Существует множество разновидностей устройств. Они позволяют выполнять первичную обработку дерева, подготавливая ее к дальнейшей отделке. — Станки имеют возможность снимать под разными углами фаски, различаются по ширине обрабатываемого изделия, обладают различной длиной стола и мощностью двигателя. В зависимости от размера рабочей поверхности и параметров заготовок, станок фуговальный бывает следующих видов: легкие модели с максимальной шириной фрезерования, достигающей 25 см; средние (40 см); тяжелые (до 630 мм). По количеству режущих инструментов выпускают одно- и двусторонние приспособления. Первые одношпиндельные устройства способны за один проход обработать только нижнюю часть заготовки. На двусторонних механизмах одновременно фрезеруют две смежные стороны изделия (кромку и пласть). — Фуговальный станок может выпускаться с механической подачей заготовки или ручной. В первом случае изделие двигается с помощью встроенного атоподатчика или конвейерного механизма. —
Одностороннее устройство с ручной подачей в своей конструкции имеет станину, на которой расположены ножевой вал, задний и передний столы, а также направляющая линейка. Режущий вал приводится в движение электродвигателем посредством клиноременной передачи. Мотор устанавливается на специальной плите, расположенной внутри станины. В принципе, устройство имеет несложную конструкцию, и при наличии требуемых деталей и узлов можно собрать фуговальный станок своими руками. Также конструкция оснащается тормозом, который действует от электромагнита и позволяет быстро остановить ножевой вал. Для изменения толщины слоя снимаемой древесины предназначена рукоятка, с помощью которой стол перемещается по высоте и регулируется по шкале. —
Такой фуговальный станок при производстве столярных строительных изделий способен обслуживать один человек, если длина изделий — менее полутора метров. —
В процессе работы необходимо равномерно подавать заготовку на ножевой вал, не допуская толчков и рывков, при этом скорость должна составлять 6-10 метров в минуту. При работе следует соблюдать правила безопасности, держа руки на удаленном расстоянии от режущего элемента. Для отделки двух смежных поверхностей изделия вначале фрезеруют пласть, а затем берутся за кромку. Двусторонний фуговальный станок позволяет это сделать за один проход. При работе с изделиями длиннее 1,5 метров устройство должны обслуживать два человека. Один из них выполняет подачу заготовки в станок, прижимая ее к направляющей линейке и переднему столу, второй рабочий помогает удерживать изделие на заднем столе. Если древесина имеет косослой, или производится ее фрезерование против волокон, то для качественной обработки скорость подачи рекомендуется уменьшать. Для осуществления контроля качества отделки изделий их необходимо приложить обработанными поверхностями друг к другу и визуально сравнить наличие и размер просвета между ними. Хорошо пофугованная древесина не должна иметь сколов, продольных полос, вырывов и других дефектов. —
Работа на фуговальных станках. Главная задача обработки на фуговальном станке — получение совершенно плоской и прямой пласти и одной боковой кромки в таком виде, чтобы они были под прямым углом друг к другу. При дальнейшей обработке на рейсмусовых, строгально-калевочных, шипорезных и других станках эти поверхности являются базовыми — от их правильности и точности зависит качество деталей. Следует отметить, что если заготовка имеет кривизну пласти и кромки, то после обработки на рейсмусовых и строгально-калевочных станках эти дефекты остаются в готовой детали, а на шипорезных, сверлильно-пазовальных и других станках это приводит к перекосам шипов, отверстий и гнезд, что дает в результате изделия низкого качества.
Схема фуговального станка приведена на рисунке
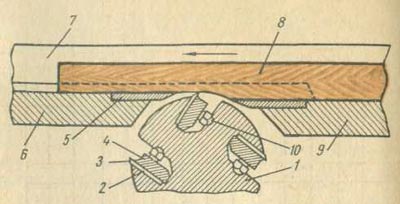 Рис. 1. Схема работы фуговального станка: 1 — ножевой вал, 2 — нож, 3 — выступ лезвия над губкой, 4 — прижимная планка (с губкой), 5 — накладные планки, 6 — задняя плита стола станка, 7 — направляющая линейка, 8 — обрабатываемая заготовка, 9 — передняя плита стола станка, 10 — болт для крепления ножей
Рис. 1. Схема работы фуговального станка: 1 — ножевой вал, 2 — нож, 3 — выступ лезвия над губкой, 4 — прижимная планка (с губкой), 5 — накладные планки, 6 — задняя плита стола станка, 7 — направляющая линейка, 8 — обрабатываемая заготовка, 9 — передняя плита стола станка, 10 — болт для крепления ножей
Перед работой на фуговальном станке надо осмотреть заготовку, а обработку вести с вогнутой стороны, направляя ее на ножевой вал таким образом, чтобы не получалось задира волокон от встречного косослоя. Подавать заготовки на ножевой вал нужно равномерно, без толчков.
Кривые заготовки обрабатывать не следует, так как все равно не получится качественной детали. Строгание заготовки надо вести до образования чистой поверхности без непрострожки. Качество строжки на фуговальном станке проверяют так: складывают фугованные заготовки обработанными кромками или пластями, если между ними нет зазоров (просветов), то обработка считается достаточной.
 При работе на станке необходимо соблюдать правила по технике безопасности, так как открытый вращающийся вал очень опасен; ножевой вал должен быть снабжен ограждением веерного типа, открывающимся лишь при проходе заготовки и автоматически закрывающимся после обработки заготовки. Короткие заготовки надо обрабатывать, применяя прижимную колодку. Станок следует настраивать таким образом, чтобы зазоры между лезвиями ножей и плитами были минимальными; кроме того, поверхность плит должна быть горизонтальной.
При работе на станке необходимо соблюдать правила по технике безопасности, так как открытый вращающийся вал очень опасен; ножевой вал должен быть снабжен ограждением веерного типа, открывающимся лишь при проходе заготовки и автоматически закрывающимся после обработки заготовки. Короткие заготовки надо обрабатывать, применяя прижимную колодку. Станок следует настраивать таким образом, чтобы зазоры между лезвиями ножей и плитами были минимальными; кроме того, поверхность плит должна быть горизонтальной.
Рис. 2. Приспособления для безопасной работы на фуговальных станках: а — ограждение веерного типа, б — прижимная колодка; 1 — колодка, 2 — рукоятка, 3 — заготовка

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.