

Вертикально сверлильный станок 2н135 технические характеристики
Вертикально-сверлильный станок 2н135
Вертикально-сверлильный станок 2н135 представляет собой универсальное одношпиндельное оборудование, которое изготавливается Стерлитамакским станкостроительным заводом. Это предприятие было основано еще во времена Великой отечественной войны в результате перемещения мощного станкостроительного предприятия из Одессы в Стерлитамак.

Долгое время завод работал на благо оборонной промышленности. Сегодня же он представляет собой современное (насколько так можно сказать о постсоветском заводе) предприятие, которое специализируется на выпуске оборудования для обработки металла. И вертикально-сверлильные станки в ассортименте производителя стоят на одном из приоритетных мест.
Предприятие идет в ногу со временем, предлагая высокоточное оборудование, оснащенное числовым программным управлением. Многие агрегаты компании способны составить серьезную конкуренцию западным разработкам. И в этом плане сверлильный станок 2н135 можно назвать весьма успешным агрегатом, поставляемым на рынок в достаточно большом количестве по приемлемой цене.
Где применяется?
Одношпиндельные станки 2н135 зачастую применяются на предприятиях, которые занимаются мелкосерийным или единичным производством. В массовом производстве они практически не используются.

Техника рассчитана на выполнение ряда операций, будь то сверление, зенкерование, зенкование, подрезка торцев или развертывание. Оборудование Стерлитамакского завода – универсальное решение для реализации многих производственных задач. Оператор станка может самостоятельно выбирать число оборотов и режим подачи шпинделя, что дает возможность настраивать работу оборудования для оптимальной обработки конкретного материала или получения определенного отверстия. При этом мастер может вручную подавать шпиндель, благодаря специально предусмотренному механизму.
У вертикально-сверлильного станка 2н135 есть важное преимущество – он способен обрабатывать детали из самых разных материалов в большом диапазоне габаритов. Техника демонстрирует особо высокую производительность при работе с инструментом, изготовленным из высокоуглеродистой стали. Оператор также может нарезать резьбу с помощью машинных метчиков, подавая шпиндель вручную. Это стало возможным благодаря тому, что станок укомплектован системой реверсирования электрического двигателя.

Модификации
С целью обработки отверстий различных диаметров используются базовые агрегаты 2Н135. При этом на основе базовой модели производитель предлагает ряд модифицированных аппаратов. Определить целевое назначение конкретного станка можно по последней букве в его названии. К усовершенствованным моделям относятся:
- 2Н135А – агрегат, укомплектованный автоматической системой управления. Оператор контролирует работу техники посредством кнопочного управления.
- 2Н135К – агрегат координатного типа, оснащенный крестовым столом.
- 2Н135-1 – координатный станок, имеющий круглый стол, поворачивающийся вокруг оси колонны.
- 2Н135С – 1-позиционный аппарат с фланцевой пинолью, которая позволяет фиксировать головки для нескольких шпинделей.
- 2Н135Н – многопозиционный аппарат, в котором предусмотрена возможность фиксации многошпиндельных головок и столов, крутящихся вокруг оси колонны.
- 2Н135Ф2 – техника с числовым программным управлением. Данной модификацией также предусмотрено наличие револьверной головки, крестового стола и других дополнительных опций.
Особенности конструкции
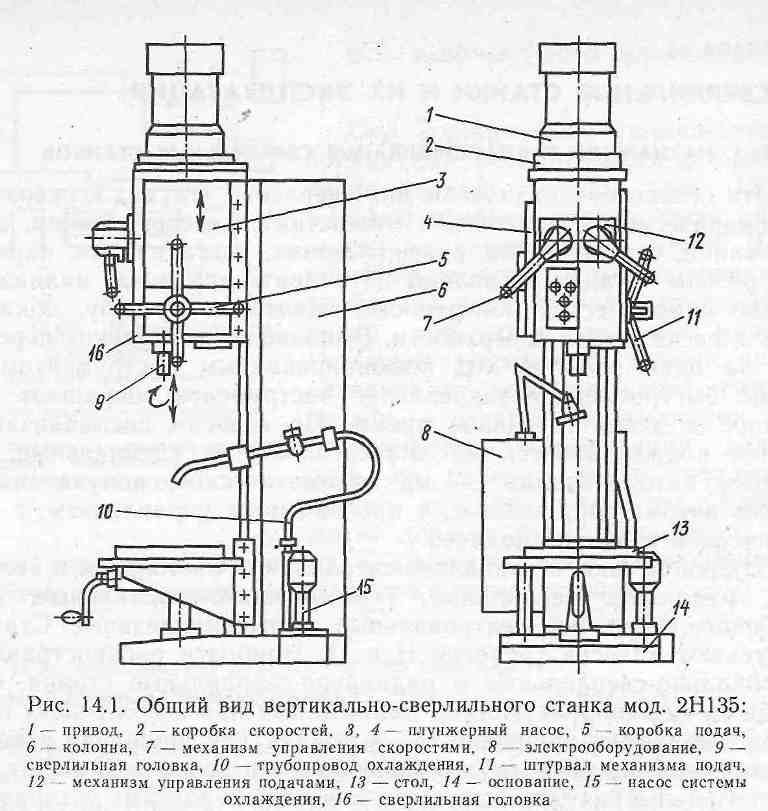
Рассмотрим подробнее конструкционные особенности сверлильного станка 2Н135, состоящего из следующих элементов:
- Плита, колонна и стол. Это – основная «несущая» конструкция. В плите располагается резервуар, в котором находится охлаждающая жидкость. Сама же колонна – это высокопрочная чугунная отливка.
- Привод и коробка скоростей, которая обеспечивает двенадцать возможных частот вращения. Коробка движется благодаря встроенному электрическому двигателю и муфте.
- Плунжерный насос располагается на плите. Его функция – смазка основных элементов головки.
- Рукоятки для механического переключения скоростей, которые находятся на фронтальной части сверлильной головки.
- Коробка подач, установленная в сверлильной головке. Обеспечивает девять возможных подач.
- Сверлильная головка – место установки всех важных элементов агрегата. Ключевая составная часть конструкции – механизм подачи.
- Шпиндель с выбивкой, которая позволяет быстро извлекать инструмент.
Технические характеристики
Сверлильный станок 2н135 технические характеристики демонстрирует весьма достойные. Рассмотрим основные параметры данного агрегата:
- Класс точности: Н;
- Предельный диаметр отверстия: 35 мм для стали 45;
- Предельный ход шпинделя: 250 мм;
- Рабочие габариты стола: 450×500 мм;
- Предельный ход стола: 300 мм;
- Число скоростей: 12;
- Число подач: 9;
- Производительность: 55 отверстий/ч;
- Напряжение: 380/220V;
- Габариты : 2535х825х1030 мм;
- Масса: 1200 кг.
Выводы
Исходя из того, какие для сверлильного станка 2н135 свойственны технические характеристики, можно сделать вывод, что эта техника отлично подойдет для небольших объемов производства. В этом смысле у данной модели практически нет конкурентов ни по цене, ни по надежности. Если мастер планирует активно использовать вертикально-сверлильных станок для выполнения широкого спектра задач, то эта техника способна удовлетворить даже жесткие требования опытного профессионала.
Вертикально-сверлильный станок 2Н135
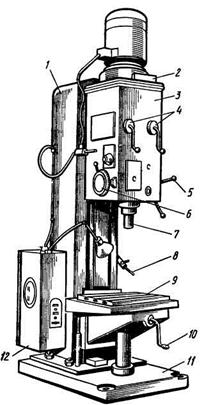
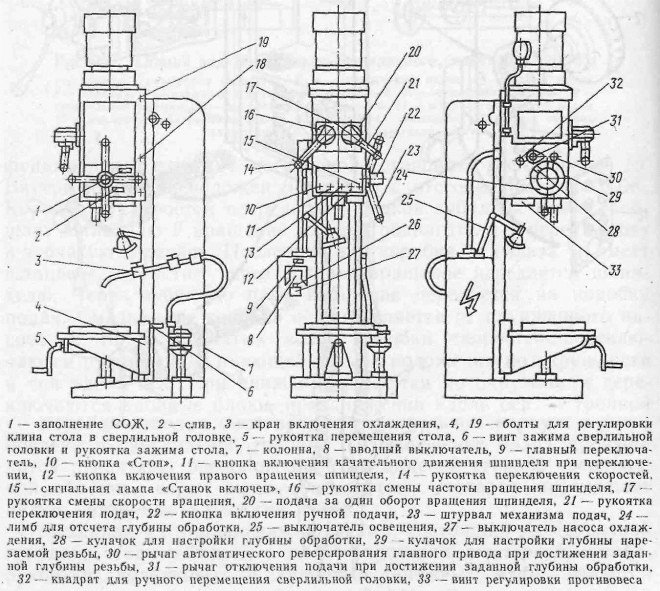
На станине 1 вертикально-сверлильного станка (рис. 1) размещены основные части станка. Станина имеет вертикальные направляющие, по которым перемещаются стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача — штурвалом 5. Глубину обработки контролируют по лимбу 6. В нише размещены электрооборудование и противовес. В некоторых станках электрооборудование выносят в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка. Стол 9 станка перемещают по направляющим с помощью винтового механизма маховичком 10. Охлаждающая жидкость подается электронасосом по шлангу 8.
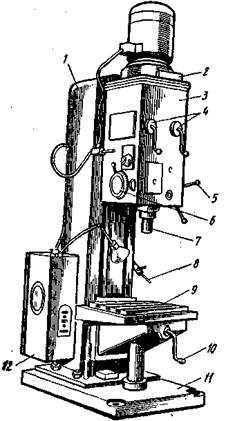
Рис. 1 Вертикально-сверлильный станок
Универсальные сверлильные станки бывают следующих типов:
· настольные (одношпиндельные, в том числе, с ЧПУ);
· вертикальные (одношпиндельные, в том числе, с ЧПУ);
· радиальные (в том числе, с ЧПУ);
· станки для глубокого сверления;
При помощи специальных инструментов и приспособлений на сверлильных станках можно вырезать большие отверстия, растачивать отверстия, делать притирку точных отверстий. Используют сверлильные станки в сборочных, механических, инструментальных, ремонтных цехах, а также в ремонтных мастерских различного назначения.
Расточные станки — металлорежущие станки для сверления, зенкерования, развертывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования.
Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки, а также координатно-расточные станки.
Универсальный горизонтально-расточной станок имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке. Приняты 3 основных типа компоновки:
· станки для обработки мелких и средних изделий со шпинделем диаметром до 125 мм, столом, перемещающимся в двух взаимно перпендикулярных направлениях, и неподвижной передней стойкой;
· станки для обработки средних и крупных изделий со шпинделем диаметром от 100 до 200 мм, столом и передней стойкой, перемещающимися во взаимно перпендикулярных направлениях;
· станки для обработки особо крупных изделий со шпинделем диаметром от 125 до 320 мм, без стола, с передней стойкой (колонкой), перемещающейся в одном или двух направлениях.
Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайб с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Тенденциями развития расточных станков можно отметитьследующие: повышение жесткости и виброустойчивости, снижение трения в подвижных узлах, применение системы цифровой индикации, числового программного управления, методов дистанционного наблюдения и контроля за процессом обработки (главным образом в тяжелых и уникальных станках).
Таким образом, станки сверлильно-расточной группы предназначены для обработки отверстий. По характеру обработки и виду применяемого режущего инструмента они делятся на две подгруппы: сверлильные и расточные станки. Сверлильные станки применяют дляобработки сквозных и глухих отверстий как в сплошном материале, так и уже имеющихся в заготовке мерными осевыми инструментами — сверлами, зенкерами, зенковками, цековками, развертками, метчиками и т. п. Кроме того, расточные станки предназначены в основном для обработки отверстий расточными резцами, головками и блоками.
Наладка зажимных приспособлений. Установка заготовок небольших размеров и массы на вертикально-сверлильных станках осуществляется непосредственно на столе станка с помощью прихватов, ступенчатых и регулируемых упоров, болтов или в приспособлениях-кондукторах. Крупные заготовки на радиально-сверлильных станках устанавливают на основании станка, а средние — на съемную подставку. Установка цилиндрических заготовок осуществляется в призмах с прижимом к ним струбцинами или прихватами. Обработка отверстий, расположенных по окружности или наклонно, производится с помощью поворотных столов или стоек, на которых закрепляются каким-либо способом заготовки.
Выверка правильности установки заготовки (без приспособления) осуществляется универсальным инструментом (штангенциркулем, угольником, рейсмусом, индикатором и т.п.) в зависимости от заданной точности обработки.
Универсальные приспособления для установки и зажима заготовок: машинные тиски с винтовым или эксцентриковым зажимом, применяемые в единичном производстве, и с пневмо- или гидроприводом, используемые в серийном производстве, а также универсально-сборные приспособления (УСП), состоящие из набора различных установочных, зажимных и других деталей, из которых собирают приспособление в зависимости от назначения, формы и размеров обрабатываемой заготовки.
На рисунке 1, а показаны машинные тиски с пневматическим цилиндром 12, посредством которого через шток 10 поршня 9 и рычаг 11 происходит перемещение подвижной губки 1 и прижим заготовки 2 к неподвижной губке 5. Подачу воздуха в цилиндр осуществляют поворотом рукоятки крана (распределителя).
Для обработки конкретной заготовки в условиях крупносерийного и массового производства изготовляют специальное приспособление (рис. 9.14, б) в виде кондуктора, в котором заготовку 6 устанавливают в неподвижной 5 и подвижной 7 призмах и зажимают винтом 8, Сверление отверстия выполняют через кондукторную втулку 4.

Крепление заготовки на станке должно быть надежным во избежание травмы рабочего и поломки инструмента вследствие проворачивания детали.
Наладка режущего инструмента. Инструмент больших размеров с коническим хвостовиком l (рисунок 2, а) непосредственно устанавливают в коническое отверстие шпинделя 2 Инструмент с малым коническим хвостовиком 5 (рисунок 2, б) устанавливают в шпиндель 2 с помощью одной или нескольких переходных втулок 4. Инструмент из шпинделя удаляют посредством клина 3 или встроенным механизмом. Инструмент с цилиндрическим хвостовиком закрепляют в самоцентрирующем кулачковом или цанговом патроне (рисунок 2, в). При последовательной обработке отверстия несколькими инструментами (сверло, зенкер, развертка) используют быстросменные патроны (рисунок 2, г). При нарезании резьбы в глухих отверстиях применяют предохранительные патроны, а также реверсивные патроны для вывинчивания метчиков из резьбового отверстия обратным вращением (рисунок 2, д).
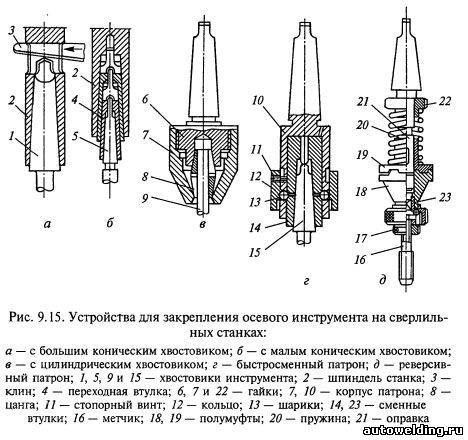
В цанговом патроне (см. рисунок 2, в) инструмент с цилиндрическим хвостовиком 9 зажимается с помощью разрезной цанги 8 при навинчивании гайки 7 на корпус 6. В быстросменном патроне (рисунок 2, г) сменная втулка 14 с установленным инструментом 15 удерживается от выпадения и проворачивания шариками 13, находящимися в отверстиях втулки 14 и корпуса 10 патрона. При подъеме кольца 12 шарики расходятся и втулка 14 освобождается. Для закрепления втулки с другим инструментом следует втулку установить в корпус и опустить кольцо. Перемещение кольца 12 ограничивается винтом 11.
В предохранительном патроне (рисунок 2, д) метчик 16 закрепляется через сменную втулку 23 в ведомой полумуфте 18, так же как в быстросменном патроне. Полумуфта 18 свободно посажена на оправке 21 и получает вращение от ведущей полумуфты 19, находящейся под воздействием пружины 20, сила которой регулируется гайкой 22. В случае перегрузки или в конце нарезания при соприкосновении гайки 17 с обрабатываемой заготовкой полумуфта 19 выходит из зацепления с зубцами полумуфты 18 и вращение метчика прекращается.
Настройка режимов резания.После установки на станок устройств для зажима заготовки и инструмента, закрепления в них заготовки и инструмента следует установить требуемую частоту вращения шпинделя и подачу, настроить механизм автоматического отключения подачи и запустить станок на обработку пробной заготовки, а затем остальных заготовок партии.
Для наладки станка в соответствии с выбранными по справочнику или указанными технологом (мастером) режимами резания воспользуемся описанием устройства и кинематики вертикально- и радиально-сверлильных станков.
При сверлении основными режимами резания являются:
скорость резания V= 3,14*Dn/1000, м/с (где D — диаметр инструмента, мм, n — частота вращения инструмента, с-1);
глубина резания t= 0,5D при сверлении и t= 0,5(D-d) при рассверливании, зенкеровании, развертывании, d — первоначальный диаметр.
Основные принципы наладки сверлильных станков с ЧПУ. Сверлильные и расточные станки с ЧПУ предназначены для обработки отверстий в деталях из различных материалов. Наиболее целесообразно производить обработку на этих станках заготовок, имеющих большое число отверстий. Причем желательно, чтобы отверстия были сориентированы в одном направлении и их можно было обработать с одного установа. Для сверлильных станков, имеющих один шпиндель с ручной сменой инструмента, целесообразно подбирать детали для обработки с отверстиями одного диаметра при условии, что полная обработка каждого отверстия выполняется за один ход инструмента. Для обработки заготовок, имеющих отверстия разных диаметров и различных конструктивных форм, необходимо выбирать станки с автоматической сменой инструмента. Такие станки чаще всего имеют револьверную головку и позволяют за одну операцию производить несколько различных переходов: сверление, зенкерование, развертывание и т. д.
Значительное преимущество сверлильных станков с ЧПУ перед универсальными состоит в том, что при обработке деталей с точно расположенными отверстиями обычно отпадает необходимость в применении кондукторов.
Из вертикально-сверлильных станков наибольшее распространение получили станки мод. 2Р11.8Ф2 и мод. 2Р135Ф2.
Расточные станки с ЧПУ по своей компоновке и основным технологическим возможностям аналогичны соответствующим универсальным, однако они намного производительнее. Снижение потерь времени в результате использования механизированного зажима и отжима режущего инструмента, отсутствия выверки, замеров в процессе обработки, а также сокращения холостых перемещений рабочих органов выгодно отличает эти станки от их базовых прототипов. Для ускорения поиска нужного инструмента у станков устанавливают поворотные инструментальные стойки. Применение таких стоек позволяет также избежать случайных поломок и забоин точного режущего инструмента.
Важным преимуществом расточных станков с ЧПУ является возможность с одного установа обрабатывать в корпусных деталях как системы отверстий с точными межцентровыми расстояниями, так и группы мелких резьбовых крепежных отверстий.
Расточные станки с ЧПУ подразделяются на горизонтально-расточные и координатно-расточные. Из горизонтально-расточных наибольшее распространение получили станки с поворотными столами без задних стоек. Такие станки благодаря высокой точности позиционирования рабочих органов и возможности обработки изделия раздельно с двух сторон при повороте на 180° обеспечивают высокопроизводительную обработку соосных отверстий. Поворотный стол позволяет также обрабатывать взаимно перпендикулярные и наклонные отверстия со всех четырех сторон изделия.
Для окончательной обработки отверстий по Н5 даже сравнительно больших размеров на расточных станках: с ЧПУ стремятся применять развертки взамен расточных оправок. Развертка обеспечивает получение точного размера и высокое качество поверхности, не требуя сложной и длительной настройки резца на размер, как это имеет место в случае применения расточных оправок.
В современных конструкциях расточных станков с ЧПУ обычно применяют каленые направляющие качения, которые обеспечивают незначительные и стабильные усилия трения, а также длительное сохранение начальной точности прямолинейных перемещений подвижных органов. Для повышения жесткости технологической системы подвижные органы станка, остающиеся в процессе обработки неподвижными, дополнительно фиксируются на направляющих с помощью специальных зажимов.
Системы ЧПУ для расточных станков обеспечивают широкие технологические возможности, позволяя программировать рабочие и холостые движения не только до прямоугольному циклу, но и под углом 45° к осям координат путем одновременного совместного перемещения по двум направлениям. Системы обеспечивают высокие скорости холостых перемещений, достигающие 5 м/мин, а также позволяют с панели управления вводить коррекции положения инструмента, коррекции подач, осуществлять управление в режиме ручного ввода данных координат. Ступенчатое или плавное торможение приводов подач при выходе рабочих органов в заданное положение позволяет отрабатывать координаты с высокой точностью при погрешности не более ±0,01 мм. Для удобства контроля за работой станка системы ЧПУ оборудуются индикацией параметров процесса: значений координат положения узлов станка в каждый момент времени, номера кадра, номера находящегося в работе инструмента.
В отличие от горизонтально-расточных станков координатно-расточные имеют вертикальное расположение шпинделя. Как правило, это станки высокой точности с дискретностью позиционирования рабочих органов до 0,001 мм на импульс.
Сверлильный станок 2н135: назначение, принцип действия, характеристики
 Сверлильный станок — это приспособление, которое предназначено для формирования отверстий определённого диаметра в деталях из разнообразных материалов. Технические возможности станков этой категории позволяют применение их не только для сверления отверстий, но и для выполнения других технологических операций.
Сверлильный станок — это приспособление, которое предназначено для формирования отверстий определённого диаметра в деталях из разнообразных материалов. Технические возможности станков этой категории позволяют применение их не только для сверления отверстий, но и для выполнения других технологических операций.
Станки для сверления позволяют создавать в деталях из различного материала глухие или сквозные отверстия. Эти технологические операции выполняются при помощи сверла — инструмента, вращательное движение которого обеспечивает удаление стружки с материала обработки. Большинство оборудования этого типа составляет промышленное сверлильное оборудование.
Промышленные предприятия, выпускающие продукцию мелкими сериями или единичными экземплярами, чаще всего оснащены вертикально-сверлильными станками 2Н135. Применяя эти станки, можно одинаково успешно проводить рассверливание, сверление и развёртывание отверстий, а также зенкерование и подрезку торцов, деталей практически из любого материала.
Назначение и применение сверлильного станка 2Н135
 Станок базовой модели 2135 представляет собой оборудование одно шпиндельного типа выпуск которого был освоен ещё в 1945 году на заводе города Стерлитамак. После этого, опираясь на данные по разработке и эксплуатации, были проделаны работы по технологической модернизации станков такого типа. Производство модели 2Н135 было запущено в 1965 году.
Станок базовой модели 2135 представляет собой оборудование одно шпиндельного типа выпуск которого был освоен ещё в 1945 году на заводе города Стерлитамак. После этого, опираясь на данные по разработке и эксплуатации, были проделаны работы по технологической модернизации станков такого типа. Производство модели 2Н135 было запущено в 1965 году.
Станки одно шпиндельные 2Н135 применяются в основном на промышленных предприятиях, которые занимаются единичным или мелкосерийным изготовлением различных деталей. В массовом выпуске изделий такие станки практически не используются.
Это универсальное оборудование способно решать многие производственные задачи, такие как сверление, зенкерование, развёртывание или подрезка торцов. Оператор оборудования самостоятельно может выбирать режим подачи шпинделя и число оборотов необходимых для обработки в оптимальном режиме конкретного материала или сверления отверстия. При этом работник может вручную перемещать шпиндель, благодаря специальному механизму.
Станок 2Н135 способен производить обработку деталей из разных материалов в огромном диапазоне габаритов. Особо высокую производительность можно достичь при работе с инструментом из высокоуглеродистой стали. Оператор имеет возможность нарезать резьбу из метчиков, осуществляя подачу шпиндельного устройства ручным способом, так как станок укомплектован реверсивной системой электрического двигателя.
Модификации
 Большая популярность этого оборудования в промышленном и бытовом применении, стала первой причиной выпуска огромного количества модификаций. К таким моделям относятся:
Большая популярность этого оборудования в промышленном и бытовом применении, стала первой причиной выпуска огромного количества модификаций. К таким моделям относятся:
- 2Н135−1 — эта модель от оригинальной отличается только наличием круглого стола поворотного действия, который может оборачиваться вокруг несущей колонны.
- 2Е135А — такой станок оснащён автоматической системой подачи шпинделя. Оператор может управлять оборудованием при помощи кнопочного управления.
- 2Н135К — станок вертикально сверлильный координатного типа оборудованный крестовой рабочей плоскостью.
- 2Н135Н — многопозиционный вертикально сверлильный станок, оператор которого может свободно перемещать функциональные части оборудования вокруг несущей колонны.
- 2Н135Ф2 — это сверлильное оборудование с числовым программным управлением (ЧПУ). Модификация, которая имеет рабочую головку револьверного типа, а также крестовую поверхность. Эта модель считается самой современной по многим показателям.
- 2Н135-С — агрегат по всем параметрам аналогичен базовой модели, только имеет пиноль фланцевого типа. Отличительным свойством считается возможность установки рабочей головки на несколько шпинделей одновременно.
Конструктивные особенности
Конструкция сверлильного станка состоит:
- Рабочая головка, которая служит для закрепления инструмента.
- Привод.
- Насос масляный плунжерного типа.
- Система охлаждения обрабатываемой зоны.
- Шпиндель.
- Коробка подач.
- Система электроснабжения агрегата, электрический шкаф для подключения к сети.
- Коробка скоростей.
- Система контроля скорости и подачи.
- Плита основания, колонна, рабочий стол.
Станина агрегата сделана в виде монолитной, массивной, чугунной конструкции. Положение производительной поверхности выполняется оператором по несущей колонне вручную, путём отжима фиксирующего устройства и поворота штурвала, выполняющего функцию регулировки положения шпинделя. Для движения поверхности стола на колонне сделаны специальные направляющие пазы.
 А также чугунной является и опорная плита. Она имеет пустотелую конструкцию, внутри которой находится ёмкость для хранения жидкости охлаждения. Там же расположен отстойник для металлических крупных загрязнений и устройство фильтрации. На самой опорной колонне располагается электрический насос мощностью 120 Вт, который отвечает за подачу жидкости. Подача охлаждающей жидкости осуществляется через систему различного диаметра трубок, которые подают воду непосредственно к сверлильному элементу.
А также чугунной является и опорная плита. Она имеет пустотелую конструкцию, внутри которой находится ёмкость для хранения жидкости охлаждения. Там же расположен отстойник для металлических крупных загрязнений и устройство фильтрации. На самой опорной колонне располагается электрический насос мощностью 120 Вт, который отвечает за подачу жидкости. Подача охлаждающей жидкости осуществляется через систему различного диаметра трубок, которые подают воду непосредственно к сверлильному элементу.
Силовой агрегат станка располагается на верху корпуса. Шпиндельный блок и коробка передач станка располагаются в корпусе. Кинематическая схема оборудования имеет простое конструктивное решение, при котором силовой агрегат и скоростная коробка соединены прямым валом. Механическая регулировка скоростей осуществляется с помощью рукоятки, размещённой на фронтальной стороне сверлильной головки. Регулировка скорости производится вручную. Коробка осуществляет передачу скорости вращения шпинделя на двенадцати частотах.
Смазка работающих элементов агрегата осуществляется с помощью плунжерного насоса в автоматическом режиме. Оператору понадобится только контролировать по датчику, который расположен на фронтальной панели, уровень количества масла.
На этой модели установлена система ручной подачи шпинделя. Эта система включает в себя:
- Штурвал, который выполняет регулировочную функцию.
- Передачу червячного вида.
- Обгонной храповой и кулачной муфты.
- Лимба.
- Вала, горизонтального расположения, с реечной шестерней.
Принцип действия
 Эксплуатация станка в действующем режиме происходит по следующему принципу. Обрабатываемую заготовку, необходимо установить и надёжно зафиксировать на рабочей поверхности координатного стола. Шпиндель с установленным инструментом должен располагаться в крайнем положении снизу. Используя систему продольного смещения рабочего стола, шпиндель необходимо отцентрировать.
Эксплуатация станка в действующем режиме происходит по следующему принципу. Обрабатываемую заготовку, необходимо установить и надёжно зафиксировать на рабочей поверхности координатного стола. Шпиндель с установленным инструментом должен располагаться в крайнем положении снизу. Используя систему продольного смещения рабочего стола, шпиндель необходимо отцентрировать.
Затем нужно убедиться в соосном расположении торца детали, предназначенной для обработки, и шпинделя. Исходя из кинематической возможности, в коробке скоростной передачи выбираем скорость вращения, подходящую для обработки. Включаем вертикальный электрический двигатель главного привода.
После настройки кинематической схемы, осуществляется движение инструментальной головки к торцу обрабатываемого изделия, и выполняют нужную технологическую операцию.
Технические характеристики
 Характеристики станка указывают на его хорошую универсальность. С помощью станка 2Н135 можно выполнять технологические операции с заготовками из разнообразных материалов, причём с размерами довольно широкого диапазона. Благодаря применению инструментов, изготовленных из быстрорежущих сталей и сплавов, имеющих высокие показатели твёрдости, это оборудование способно выполнить различные работы.
Характеристики станка указывают на его хорошую универсальность. С помощью станка 2Н135 можно выполнять технологические операции с заготовками из разнообразных материалов, причём с размерами довольно широкого диапазона. Благодаря применению инструментов, изготовленных из быстрорежущих сталей и сплавов, имеющих высокие показатели твёрдости, это оборудование способно выполнить различные работы.
Основными техническими характеристиками, от которых зависит функциональность любого оборудования, являются: ход шпинделя; наибольший диаметр сверления; максимальный промежуток между рабочим столом и шпинделем; количество оборотов в минуту; размер рабочей поверхности.
Для станка 2Н135 эти параметры выглядят так:
- Расстояние между направляющими и осью шпинделя — 300 мм.
- Максимальный диаметр отверстий, которые способен проделывать станок в стали — 35 мм.
- Минимальное расстояние между опорной плитой и торцом шпинделя — 700 мм, максимальное — 1120 мм.
- Минимальное расстояние между рабочим столом и торцом шпинделя — 30 мм, максимальное — 750 мм.
- Максимальный крутящий момент, способный развивать шпиндель — 400 Нм.
- Частота вращения от 31,5 до 1400 оборота в минуту.
- Количество скоростей вращения -12.
- Максимальный ход шпинделя — 250 мм.
- При одном обороте маховика-рукоятки шпиндель совершает ход на 122,46 мм.
- Деление лимба соответствует ходу шпинделя на 1 мм.
- Максимальное усилие подачи — 15 кН.
- За один оборот шпиндель совершает подачу на 0,1−1,6 мм.
- Регулировка подачи — 9 ступеней. Все режимы устанавливаются вручную. Существует система динамической остановки шпинделя.
- Размеры рабочего стола — 450×500 мм, в вертикальной плоскости рабочая поверхность может перемещаться на 300 мм. Имеется три Т-образных паза.
- Габариты станка 2Н135—2535×825×1030 мм.
- Мощность электрического двигателя, осуществляющего за подачу шпинделя — 4 квт.
- Подача жидкости для охлаждения в зону обработки производится электрическим насосом серии Х14−22М.
- Масса станка — 1200 кг.
Этот станок, как и всё другое оборудование, собранное в производственных цехах станкостроительного завода города Стерлитамак, сделан с умом и на совесть. Пластмассовые детали, которые широко используются современными производителями для удешевления своей продукции, в конструкции этого станка полностью отсутствуют. Этот фактор даёт полную гарантию, что ремонт оборудования можно будет произвести при любой его поломке. Причём обойдётся ремонт не очень дорого из-за широкого ассортимента запасных частей на рынке.
Конечно, этот станок по многим техническим характеристикам уступает современному оборудованию. Сверлильные станки хороших производителей по скорости проведения операций, точности сверления, эргономичности и удобстве работы превосходят 2Н135. Однако, если вам важна надёжность, функциональность и минимальная стоимость для выполнения сверлильных работ в гараже или небольшой мастерской, то лучше чем станок 2Н135 не найти.
Основные преимущества этого оборудования — долговечность, выносливость и простой ремонт.
Вертикально-сверлильный станок 2Н135;
В вертикально-сверлильных станках главным движением является вращение шпинделя с закрепленным в нем инструментам, a движением подачи — вертикальное перемещение шпинделя. Заготовку обычно устанавливают на стол станка или на фундаментную плиту, если она имеет большие габаритные размеры. Соосность отверстий заготовки и шпинделя достигается перемещением заготовки.
На станине 1 вертикально-сверлильного станка (рис. 6.4) размещены основные узлы.
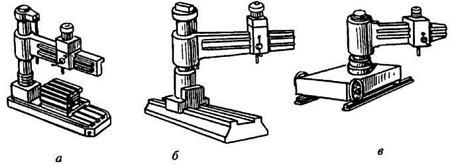
Рис. 6.2. Радиально-сверлильные станки:
а – стационарный общего назначения; б — с колонной, перемещающейся по нааправляющим станины; в — передвижной по рельсам; г — переносной
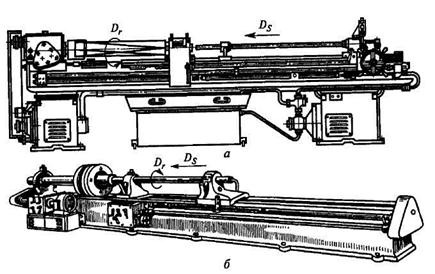
Рис. 6.3. Станки для глубокого сверления:
а — горизонтально-сверлильный для глубокого сверления вращающихся деталей; б — горизонтально-сверлильный для глубокого сверления неподвижных деталей; D — направление движения резания; Ds — направление движения подачи
сверлильная головка 3, несущая станка. Станина имеет вертикальные направляющие, по которым перемещаются стол 9 ишпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача — штурвалом 5. Глубину обработки контролируют по лимбу 6. В нише размещены электрооборудование и противовес. В некоторых станках электрооборудование выносят в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка. Стол 9 станка перемещают по направляющим с помощью винтового механизма маховичком 10. Охлаждающая жидкость подается электронасосом по шлангу 8.
Техническая характеристика станка
Наибольший диаметр сверления, мм . 35; Конус шпинделя . Морзе № 4; Наибольшее осевое перемещение шпинделя, мм . 250; Вылет шпинделя, мм . 300; Расстояние от конца шпинделя до стола, мм . 30-750; Частота вращения шпинделя, об/мин . 31,5-1400; Число частот вращения шпинделя . 12; Подача, мм/об . 0,1-1,2; Число подач . 9; Мощность электродвигателя главного движения, кВт. 4,5; Частота вращения вала электродвигателя, об/мин-. 1450.
Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров 2Н118, 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35 и 50 мм. Станки этой гаммы широко унифицированы между собой. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных
 станков.
станков.
Движения в станке (рис. 6.5). Главноедвижение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя М (N=4,5 кВт; n=1450 об/мин) через зубчатую передачу (30/45) и коробку
скоростей (рис. 6.5). Коробка скоростей с помощью одного тройного блока
зубчатых колес и двух двойных блоков сообщает шпиндел
ю 12 различных значений частот вращения шпинделя.
 Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает ^вращение шпинделю станка. Уравнение кинематической цепи для максимальной частоты вращения шпинделя :
Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает ^вращение шпинделю станка. Уравнение кинематической цепи для максимальной частоты вращения шпинделя :
Движение подачи передается от шпинделя через зубчатые колеса (34/60), зубчатую передачу (19/54), коробку подач, червячную пару (1/60) и реечную передачу (z = 13, m = 3) на гильзу шпинделя. Коробка подач обеспечивает получение девяти различных подач.
Уравнение кинематической цепи для максимальной
Рис. 6.4. Вертикально- мм/об
мм/об
сверлильный станок Вспомогательные движения. Коробки скоростей и
подач, шпиндель и механизмы подач смонтированы внутри сверлильной головки, имеющей возможность перемещаться вдоль колонны привращении соответствующей рукоятки через червячную (1/46)
и реечную (z = 14; m = 3) пары. Вертикальное перемещение стола можно производить также вручную поворотом рукоятки через коническую и винтовую пары.
Технические характеристики вертикально-сверлильного станка 2Н135
Отличным вариантом оснащения промышленных предприятий, выпускающих продукцию единично и мелкими сериями, является вертикально-сверлильный станок 2Н135, с помощью которого могут одинаково успешно выполняться операции сверления, рассверливания и развертывания отверстий, а также подрезки торцов и зенкерования.

Вертикально-сверлильный станок 2Н135
Особенности станка 2Н135
Модель вертикально-сверлильного станка 2Н135, характеризующегося условным диаметром сверления 35 мм, была в свое время спроектирована и разработана специалистами Одесского конструкторского бюро. Выпуском станка 2Н135, которым оснащались преимущественно небольшие предприятия, занимался станкостроительный завод в Стерлитамаке. Схожими с данной моделью техническими характеристиками обладают еще несколько типов станков, которые выпускали следующие предприятия:
- Стерлитамакский станкостроительный завод (2С125, 2С125-01, 2С125-04, 2Н132, 2С132);
- Гомельский завод станочных узлов (2Т140, 2ТС140);
- Киевский станкостроительный завод (КА-232);
- Краснореченский станкостроительный завод (2Н135Л);
- завод «Zmm Metalik» в Болгарии (РК032).

Вертикально-сверлильный станок 2Т140
Станок 2Н135 был использован в качестве базы для создания нового, более усовершенствованного оборудования. На его основе, в частности, были разработаны следующие модели станков:
- 2Н135-1 и 2Н135К – координатный вертикально-сверлильный станок и модель, оснащенная круглым поворотным столом;
- 2Р135Ф2 – автоматизированный сверлильный станок, оснащенный револьверной головкой и крестовым столом (работу данного станка в автоматизированном режиме обеспечивает система ЧПУ);
- 2Н135С – вертикально-сверлильный станок с пинолью, на которой может крепиться рабочая головка с несколькими шпинделями;
- 2Н135А – еще одна автоматизированная модель станка, управление в которой обеспечивается за счет системы кнопок и кулачков;
- 2Н135Н – станок многопозиционного типа, который в зависимости от необходимости может оснащаться поворотными столами и рабочими головками с несколькими шпинделями.
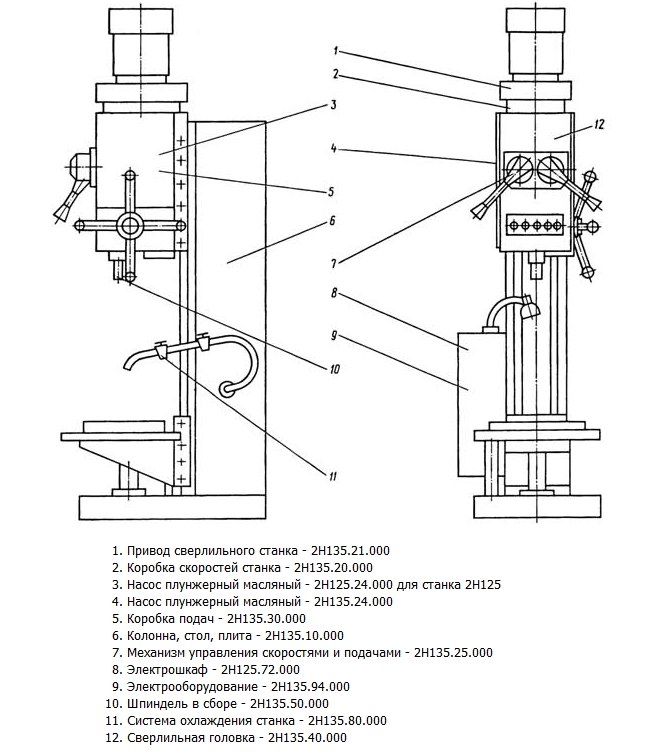
Расположение основных частей сверлильного станка 2Н135
Технические возможности станка 2Н135 обеспечиваются, в первую очередь, особенностями его конструкции, состоящей из таких элементов, как:
- рабочая головка, в которой закрепляется инструмент;
- масляный насос плунжерного типа;
- привод;
- система, обеспечивающая охлаждение зоны обработки;
- коробка подач;
- шпиндель;
- элементы системы электроснабжения станка, включая электрический шкаф;
- коробка скоростей;
- элементы системы, обеспечивающей контроль за подачами и скоростями;
- рабочий стол, плита-основание, колонна.
Характеристики станка 2Н135 свидетельствуют о его высокой универсальности. С его помощью можно выполнять обработку заготовок из разных материалов и с размерами, находящимися в достаточно широком диапазоне. Вариативность материалов, которые можно обрабатывать на данном станке, достигается за счет использования инструментов, изготовленных из быстрорежущих сталей или сплавов, обладающих высокими показателями твердости.
Станки 2Н135 удобны в использовании и благодаря тому, что при помощи коробки подач и скоростей шпинделя можно подбирать оптимальные режимы получения и обработки отверстий с различными параметрами и в материалах с разными характеристиками. Что примечательно, станки 2Н135 могут быть использованы и для нарезки резьбы при помощи машинных метчиков. Выполнение такой технологической операции становится возможным за счет того, что шпиндель станка может вращаться в обе стороны, за что отвечает специальный механизм реверсирования.
Вертикально-сверлильные станки 2Н135 отличаются следующими конструктивными особенностями и техническими характеристиками:
- расстояние между осью вертикального шпинделя и направляющими – 300 мм;
- максимальный диаметр отверстий, которые можно получать при помощи данного станка, – 35 мм;
- максимальное расстояние между торцом шпинделя и плитой-основанием – 1120 мм, минимальное – 700 мм;
- максимальное расстояние между торцом шпинделя и рабочим столом – 750 мм, минимальное – 30 мм;
- наибольший крутящий момент, который может развивать шпиндель, – 400 Нм, частота вращения – 31,5–1400 об/мин, количество скоростей вращения – 12, максимальный ход шпинделя – 250 мм, за один оборот маховичка-рукоятки шпиндель совершает ход на 122,46 мм, передвижение на одно деление лимба соответствует ходу шпинделя на 1 мм;
- размеры рабочего стола – 450х500 мм, в вертикальной плоскости стол может перемещаться на 300 мм, на поверхности рабочего стола есть три паза Т-образной формы;
- подача может выполняться с максимальным усилием в 15кН, за один оборот шпиндель может совершать подачу в диапазоне 0,1–1,6 мм, для регулировки подач предусмотрено 9 ступеней, все режимы работы станка задаются вручную, в конструкции оборудования предусмотрена система динамической остановки шпинделя;
- станок 2Н135 имеет габариты 2535х825х1030 мм;
- двигатель, отвечающий за основную подачу, имеет мощность 4 кВт;
- для подачи охлаждающей жидкости в зону обработки используется отдельный электрический насос серии Х14-22М;
- общая масса станка – 1200 кг.
Расположение органов управления сверлильного станка 2Н135
Несущим элементом всей конструкции станка 2Н135 является его колонна, изготавливаемая из чугунной отливки. Перемещение рабочего стола и сверлильной головки, осуществляемое за счет ручного привода, выполняется вдоль несущей колонны. Плита-основание выполняется с внутренней полостью, в которой размещаются емкость с охлаждающей жидкостью и отстойник. На верхней поверхности основания закрепляется электрический насос для охлаждающей жидкости.
Коробка подач станка 2Н135 помещена в отдельный корпус, который находится непосредственно в рабочей головке. Вал коробки, передающий вращение червяку механизма подач посредством специальной муфты, сцентрирован с опорой этого механизма. Для того чтобы выбрать одну из девяти возможных подач, оператор станка 2Н135 совершает манипуляции с двумя тройными блоками, состоящими из шестерен с разными параметрами.
Важнейшим элементом станка 2Н135 является коробка скоростей, которая может сообщать шпинделю 12 различных частот вращения. Находится это техническое устройство в верхней части станка, непосредственно под электродвигателем, расположенным вертикально.

Шпиндель станка 2Н135
Изменение частоты вращения шпинделя осуществляется за счет передвижных блоков коробки скоростей, которые собраны из зубчатых колес с разными параметрами. С электродвигателем коробка скоростей соединяется при помощи зубчатой передачи и эластичной муфты, а с узлом вращения шпинделя – посредством шлицевого соединения. За смазку всех элементов коробки передач отвечает плунжерный масляный насос, а контроль за его работой можно осуществлять при помощи маслоуказателя, расположенного на лицевой части станка.
Следует отметить, что основные элементы станка 2Н135, отвечающие за его технические характеристики, располагаются в сверлильной головке. В частности, там расположены:
- устройство, отвечающее за переключение скоростей и подач;
- коробки подач и скоростей;
- основной рабочий орган – шпиндель – и его противовес;
- узел подачи станка.
Для переключения подач и скоростей в станке 2Н135 предусмотрена специальная рукоятка, которая может принимать шесть различных положений:
- три – вдоль оси станка;
- три – по окружности.

Коробка скоростей 2Н135
Механизм подачи – принцип действия
Конструкция механизма подачи станка 2Н135, который является важнейшим рабочим органом сверлильной головки, состоит из следующих основных элементов:
- управляющего штурвала;
- червячной передачи;
- двух муфт – обгонной и храповой;
- лимба с делениями;
- расположенной на горизонтальном валу реечной шестерни.
Механизм подачи позволяет выполнять целый ряд технических операций в процессе обработки заготовки:
- в ручном режиме выполнять опережение подачи;
- нарезать внутреннюю резьбу в заготовке при помощи ручной подачи;
- в ручном режиме подводить к заготовке рабочий инструмент;
- включать и выключать подачу;
- отводить шпиндель вверх от заготовки.
Коробка подач к вертикально-сверлильному станку 2Н135
Несмотря на относительную сложность конструкции механизма подач, принцип его работы достаточно несложен. За счет вращения штурвала сообщается движение кулачковой муфте, которая, в свою очередь, через полумуфту-обойму задействует вал-шестерню, входящую в соединение с рейкой (рейка обеспечивает вертикальное перемещение (подачу) шпинделя в ручном режиме).
В тот момент, когда инструмент касается заготовки, вал-шестерня начинает вращаться, но это вращение не может быть передано зубцами муфты кулачкового типа, в результате чего обойма-полумуфта начинает двигаться вдоль оси вала до тех пор, пока кулачки муфты не расположатся друг против друга. Только в этот момент муфта проворачивается на 200 (поворот на больший угол невозможен, так как этого не допустят конструктивные элементы самой муфты).
В конструкции полумуфты предусмотрен двухсторонний храповый диск, который при ее перемещении сообщает движение зубчатому колесу, связанному червячной передачей. Движение этой муфты, соответственно, приводит к вращению червяка и продольному перемещению вала-рейки. Именно так обеспечивается механическая подача шпинделя, которую можно опередить, если и дальше продолжать вращать штурвал.
В паспорте на станок также оговорена возможность ручного перемещения рабочей головки. Для этого в коробке предусмотрены реечная и червячная пары, которые можно задействовать, если отключить механическую подачу при помощи штурвала.
Вертикально-сверлильный станок 2Н135
Традиции выпуска качественного металлорежущего оборудования были заложены в СССР в послевоенный период. Очень часто конструкторам удавалось создать станки, которые длительный срок использовались производственниками. К ним можно отнести вертикально сверлильный станок 2Н135, технические характеристики которого долгое время были эталоном.

Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
Назначение, принцип действия, устройство станка 2Н135
Историческая справка
Вертикально-сверлильный станок модели 2Н135 негласно считается «рабочей лошадкой» всех механических участков машиностроительных производств. Устройство станка отличается максимальной простотой и надёжностью, а кинематическая схема действия коробки передач и коробки скоростей станка до сих пор не имеет себе равных.
Выпуск базовой модели 2135 начался в 1945 году на заводе города Стерлитамак. После этого, основываясь на данных эксплуатации, были проведены работы по модернизации. С 1965 года началось производство модели 2Н135.

Внешний вид станка 2Н135
Техническая характеристика сверлильного станка 2Н135
Расшифровка названия оборудования может быть произведена следующим образом. При расшифровке первая цифра условного обозначения указывает на группу металлорежущего оборудования – сверлильное, буква дальше свидетельствует о глубокой модернизации предшествовавших вариантов конструкции (исторически первым был вариант «А», вторым – «Б» и т.д.). Следующая после буквенного индекса цифра при расшифровке указывает на тип станка (1 – вертикальный), а две последних сообщают основные технические характеристики для всего сверлильного станочного парка – наибольшем диаметре просверливаемого отверстия в миллиметрах.
Материалом для эталонной заготовки принимается сталь марки Сталь 45 в обычном состоянии после прокатки. Поэтому для деталей, изготовленных из других материалов с большей или меньшей прочностью, приведенная выше кинематическая характеристика может изменяться соответственно в меньшую или большую сторону. В расшифровке могут встречаться также дополнительные цифры и буквы, указывающие на модификацию основной модели. Все данные в нашем случае находятся в паспорте вертикально сверлильного станка 2Н135.
Конструкция вертикально сверлильного станка 2Н135 ясна из представленного рисунка. Изготовитель вправе вносить в модель некоторые дизайнерские, технические или иные изменения в конструкцию и чертёж, которые не должны ухудшать в станке 2Н135 технические возможности и габариты общего вида агрегата описываемой модели.
В комплект к поставляемому оборудованию обычно прилагается паспорт, инструкция по эксплуатации, также вкладывают кинематическую и электрическую схемы, ведомость и чертежи быстроизнашиваемых деталей. Ряд фирм производит и специальные исполнения – например, с поворотным столом, с ЧПУ, с коробкой пиноли под головку с несколькими шпинделями и пр. (обзор вариантов достаточно длинен).

Электрическая схема 2Н135
Основное назначение агрегата – выполнять разнообразные сверлильные и зенковочные операции, однако на 2Н135 можно также нарезать резьбу, резать торцы, производить развёртывание, вертикальную запрессовку и даже использовать специальный инструмент для фрикционной осадки изделий, прочностные характеристики которых не превышают значений для стали 45.
Вертикально сверлильный станок 2Н135 состоит из следующих механизмов:
- Электродвигателя.
- Коробки скоростей.
- Плунжерного насоса.
- Коробки подач, которая может функционировать как в ручном, так и в автоматическом режиме.
- Большой опорной вертикальной колонны.
- Инструментальной головки со шпинделем.
- Регулируемого по высоте стола.
- Основания.
- Системы управления агрегатом.
- Гидросистемы охлаждения.
- Электрическое оборудование.

Расположение составных частей сверлильного станка 2Н135
Принцип действия
Кинематика агрегата определяет возможности изменения числа оборотов для шпинделя. Конструктивные решения и габариты коробок скоростей и подач позволяют реализовать различную производительность операций, настройку которых определяет материал изделия, подвергаемого мехобработке, и отверстие в заготовке. Кроме того этот процесс зависит от габаритов детали.
Расшифровка и описание не вносят ясность в некоторые эксплуатационные и кинематические показатели, которыми располагает оборудование, поэтому далее приводится технические характеристики станка (касается только базового исполнения):
- Возможный вертикальный вылет станины, м – 0,3.
- Эксплуатационный рабочий габарит между шпинделем и столом, мм – 30…750.
- Шпиндель: число оборотов, мин-1 – 31.5…1400;
- Наибольшее количество скоростей в коробке скоростей – 12.
- Максимальный сверлильный ход коробки подач, мм – 250.
- Электрический двигатель: работа/номинальный крутящий момент, Нм – 400.
- Наибольшее усилие, развиваемое коробкой подач, Н – 15000.
- Размеры рабочего стола, мм — 500×450, способ фиксации заготовок – Т-образные пазы, возможность продольной регулировки стола ± 150 мм.
- Точность устройства ручного управления для коробок: подачи, мм ± 0,05, скоростей, мм ± 0,05…0,8 (ручной отсчёт – по лимбу).
- Мощность приводного двигателя, кВт – 4.
- Габарит, м – 2,535×0,835×1,030.
- Вес, кг – 1200.
Полную информацию о любых станках можно почерпнуть из паспортов интересующих изделий. Паспорт содержит схему установки агрегата, и план фундамента под его основание. Габариты сверлильного станка 2Н135 говорят о том, что он может устанавливаться в небольших помещениях.
Скачать паспорт (инструкцию по эксплуатации) вертикально-сверлильного станка 2Н135
Эксплуатация механизма в рабочем режиме заключается в следующем. Деталь, подлежащую обработке, следует расположить и зафиксировать на координатном столе. Шпиндель с установленным сверлом (или иным инструментом согласно чертежу) при этом должен находиться в крайнем нижнем положении. Шпиндель можно зацентровать, используя устройство продольного перемещения стола.
Убедившись в соосности взаимного расположения шпинделя и торца заготовки и, выбрав подходящую скорость из кинематических возможностей в коробке скоростей, включают вертикальный двигатель главного привода. Когда кинематическая схема управления коробки подач настроена, осуществляют подачу инструментальной головки к торцу изделия, и производят необходимую технологическую операцию.
Особенности устройства
Основой всего агрегата выступает сверлильная головка. Это отливка, выполненная в форме коробки, в которой установлены основные узлы станка:
- шпиндель;
- механизм переключения;
- коробка скоростей;
- механизм подачи;
- коробка подач.
Головка расположена на опоре, и на нее установлен двигатель. Он посредством муфты и зубчатой передачи передает вращательный момент на коробку скоростей станка 2Н135. В ней имеются специальные блоки, способные изменять вращение режущего инструмента. Зубчатая пара на выходе, придает движение коробке подач, ее конструктивные особенности позволяют производить девять подач. В конечном итоге начинает работать механизм подачи.

Кинематическая схема станка 2Н135
На переднюю панель сверлильной головки вынесены все кнопки, отвечающие за управление электрической схемой станка 2Н135. При включении основного пускателя загорается лампочка, сигнализирующая, что электрический ток запитал цепи. Схема позволяет изменять направление вращения шпинделя, и производить динамическое торможение. Кроме того, ее устройство облегчает переключение скоростей.
От перегрузки защищают тепловые реле. Для устранения возможной опасности поражения оператора током электрическая схема агрегата предусматривает применение защитного заземления.
Нельзя начинать эксплуатацию механизма без детального изучения паспорта. Только так вы сможете избежать поломок и аварий.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.