

Достоинства и недостатки сварки
Преимущества и недостатки различных видов сварки
 Любой вид сварочных работ обладает своими достоинствами и недостатками по сравнению с другими.
Любой вид сварочных работ обладает своими достоинствами и недостатками по сравнению с другими.
К преимуществам газового способа сварки и резки относят дешевизну и простоту оборудования, дешевые расходные материалы (водород, пропан, метан, этилен, бензол, бензин, ацетилен), простой способ регулировки горения, возможность любого расположения горелки в пространстве, высокая технологичность, независимость от источников питания электрическим током.
Недостатками данного способа являются низкая эффективность нагрева металла, широкие швы и широкая зона термического воздействия на свариваемые конструкции, низкая производительность, трудности в автоматизации процесса.
Преимуществами электродугового метода сварки являются высокая технологичность, широкие возможности для механизации или автоматизации, меньшая зона термического влияния по сравнению с предыдущим способом сварки, простота регулирования процесса, сравнительно дешевые расходные материалы (сварочные электроды), высокая производительность процесса.
Недостатками являются необходимость использования специальных сварочных преобразователей (выпрямителей, инверторов) и сварочных трансформаторов, энергозависимость от электрической сети или генераторов, необходимость предварительной подготовки кромок (разделка, зачистка, фиксация деталей).

К преимуществам электрошлаковой сварки относят: возможность сварки толстостенных деталей, отсутствие необходимости предварительной подготовки свариваемых поверхностей, меньший расход флюса сравнительно с дуговой сваркой, возможность применения электродов различной формы, улучшенная макроструктура сварного шва, высокая производительность, меньший расход электроэнергии, небольшая зависимость зазора от толщины металла, возможность использования данного способа для переплавки стали из отходов с целью получения отливок, возможность регулировки процесса в широком диапазоне сварочных токов 0,2. 300 А/кв.мм по сечению сварочного электрода, хорошая защита сварочной ванны от влияния воздуха, возможность получения швов переменной толщины за один проход.
Недостатками являются: сварка только в вертикальном положении (угол отклонения от вертикали не более 30 градусов), перемешиваемость металла электродов с основным металлом, крупнозернистая структура металла шва, необходимость применения специальной технологической оснастки (формирующие устройства, планки, стартовые карманы и т. п.), невозможность прерывания сварки до окончания процесса, так как при этом образуются дефекты, которые невозможно устранить.

Преимущества электронно-лучевого способа сварки следующие: высокий коэффициент полезного действия (до 90%) перехода кинетической энергии ускоренных электронов в тепловую энергию и высокая удельная мощность луча, высокая температура в зоне сварки (до 6000 градусов по Цельсию). Выделение теплоты только в зоне сварки, хорошее проплавление глубоких швов, фокусировка луча достигает значений до 0,001 сантиметра, возможность использования электронного луча для различных видов работ — сверления, сварки, фрезерования практически любых материалов, широкий диапазон толщин обрабатываемых заготовок от 0,02 до 100 мм, высокая степень автоматизации.
К недостаткам относятся наличие специального оборудования и высококвалифицированного персонала, наличие рентгеновского излучения и необходимость защиты обслуживающего персонала, снижение срока службы электронного катода в результате его высокого нагрева (до 2400 градусов).
Преимущества плазменной сварки — это высокая степень концентрации теплоты, хорошая стабильность горения, возможность сварки деталей толщиной до 10 мм без предварительной подготовки кромок, возможность проведения работ на низких токах при микроплазменной сварке тонких деталей (толщина 0,01. 0,8 мм), возможность эффективной резки практически всех видов материалов, возможность проведения процесса напыления или наплавки при введении в плазменную дугу присадочных металлов (в том числе тугоплавких), возможность сваривания металлов с неметаллами, минимальная зона термического воздействия, возможность проведения работ с тугоплавкими и жаропрочными металлами, сниженный расход защитных газов по сравнению с дуговым способом, высокая технологичность процесса и возможность его автоматизации.
К недостаткам плазменного способа относятся высокочастотный шум с ультразвуком, оптическое излучение (инфракрасное, ультрафиолетовое, видимый спектр), вредная ионизация воздуха, выделение паров металла в процессе сварки, недолговечность сопла горелки вследствие сильного нагрева, необходимость специальной установки и высококвалифицированного обслуживающего персонала.

Преимущества лазерного способа сварки: высокая концентрация энергии, которая позволяет производить микросварку деталей толщиной до 50 микрон, возможность сварки термочувствительных деталей, возможность сварки в труднодоступных местах, возможность проведения сварки в вакууме и защитных газах, возможность подвода строго дозированной энергии в зону сварки, высокая промышленная стерильность процесса и отсутствие выделения вредных паров, высокая технологичность, высокая степень автоматизации, высокая производительность, возможность применения лазерного луча для резки, наплавки и прошивки отверстий.
Недостатками являются необходимость приобретения дорогостоящей установки, высокие требования к квалификации персонала, наличие вибраций и необходимость применения вибростойких платформ, необходимость защиты персонала от лазерного излучения аппаратуры.
К преимуществам термитной сварки относятся простота и низкая себестоимость, а недостатки — высокая гигроскопичность процесса, пожароопасность, взрывоопасность, невозможность управления процессом.

Достоинствами холодного способа сварки являются простота и доступность технологического оборудования, при этом не требуется высокая квалификация персонала, отсутствие вредных выделений, возможность сварки без нагрева, высокая степень механизации, небольшой расход энергии, высокая производительность процесса.
К недостаткам относятся наличие больших удельных давлений, небольшой диапазон толщин свариваемых деталей, невозможность сварки высокопрочных металлов.
Достоинства сварки взрывом: высокая скорость сваривания (миллисекунды), возможность изготовления биметаллических соединений, возможность плакирования деталей (покрытия слоем металла с особыми свойствами), возможность изготовления криволинейных и прямолинейных заготовок большой площади, возможность изготовления заготовок для ковки и штамповки, простота применяемого оборудования.
Недостатками являются необходимость защиты от детонации, наличие квалификации персонала по работе со взрывоопасными веществами, невозможность механизации и автоматизации.

Преимущества сварки трением — высокая производительность, стабильное качество соединения, возможность получения соединений из разнородных металлов, отсутствие вредных выделений, высокие энергетические показатели, высокая степень механизации и автоматизации, возможность применения в качестве основного оборудования универсальные токарные и сверлильные станки.
К недостаткам относят необходимость разработки технологического процесса для каждого вида металла и конфигурации детали, необходимость контроля момента сварки для своевременного прекращения сварочного процесса, необходимость создания осевого давления с помощью специального механизма.
Достоинство и недостатки, область применения сварки
История сварочного дела и основоположники сварки. Достоинства, недостатки и технологический процесс механического, термического и термомеханического способов сварки. Важность процесса сварки в производстве. Основные сферы применения сварки, её важность.

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Министерство образования и науки РФ
ФГБОУ ВО «Сибирский государственный индустриальный университет»
Кафедра материаловедения, литейного и сварочного производства
Реферат по дисциплине
на тему: «Достоинство и недостатки, область применения сварки»
Выполнил: ст.гр. МЦМ-14
Проверил: к.т.н., доцент
1. История. Основоположники сварки
2. Достоинство и недостатки
3. Область применения сварки
Сварка плавлением осуществляется при нагреве сильным концентрированным источником тепла (электрической дугой, плазмой и др.) кромок свариваемых деталей, в результате чего кромки в месте соединения расплавляются, самопроизвольно сливаются, образуя общую сварочную ванну, в которой происходят некоторые физические и химические процессы. В своей работе я опишу все достоинства и недостатки сварки, а также постараюсь узнать всю область применения сварки.
1. История. Основоположники сварки
Электрическая дуга впервые была открыта в 1802 г. Профессором физики Санкт-Петербургской медико-хирургической академии В.В. Петровым. Описывая явления электрической дуги в книге под названием «Известия о гальвани-вольтовских опытах», профессор В.В. Петров указал на возможность использования электрической дуги для электроосвещения и плавления металлов.
А в 1882 г. Русский изобретатель Н.Н. Бенардос применил электрическую дугу для соединения металлов, в 1885 г. Он получил патент под названием «Способ соединения и разъединения металлов непосредственным действием электрического тока», используя для этого дугу, горящую между угольным электродом и металлом и питаемую электрической энергией от аккумуляторной батареи. Русский инженер-металлург и изобретатель Н.Г. Славянов в 1888 г. Разработал способ сварки металлическим электродом, в 1891 г. Он получил два патента под названием «Способ и аппараты для электрической отливки металлов» и «Способ электрического уплотнения металлических отливок». Н.Н. Бенардос предложил различные способы сварки наклонными металлическими электродами и устройства, в которых подача электрода в зону дуги выполнялась за счет давления пружины. Он также разработал разнообразные виды автоматических устройств для сварки угольным и металлическим электродами, являющимися прообразами современных сварочных автоматов и полуавтоматов. Оригинальное приспособление для автоматического регулирования длины дуги с помощью соленоида, предложенное Н.Н. Бенардосом, в 1900 г. Экспонировалось на Парижской всемирной выставке. Однако низкий уровень развития техники в России тех лет не позволял использовать и широко развивать столь гениальные идеи В.В. Петрова, Н.Н. Бенардоса и Н.Г. Славянова.
В настоящее время сварочное производство является самостоятельной отраслью машиностроительной промышленности и для его дальнейшего развития требуется решение целого ряда вопросов, таких, как разработка новых сварочных машин, аппаратов и материалов.
2. Достоинство и недостатки
Преимущества и недостатки сварки зависят от ее вида.
В настоящее время используется большое количество видов. Их можно объединить в группы:
· Механические. Слияние атомов материала происходит за счет превращения механической энергии в кинетическую, нагреву подвергается место стыка материала.
· Термические. Предметы разогреваются до той температуры, при которой становятся мягкими, а потом просто соединяются.
· Термомеханические. Объединяет предыдущие методы. Детали нагреваются, а соединяют их между собой с помощью давления.
Достоинства и недостатки механических видов
К ним относятся холодная, сварка трением и взрывом.
Плюсы холодного сваривания:
· очень хорошо подходит для заделки течи в трубах;
· происходит без нагрева поверхности изделий;
· не требуется особых навыков;
· после сваривания практически не остается грязи;
· можно провести самостоятельно в домашних условиях.
Самый значительный минус — при слиянии изделия очень сильно повреждаются. Например, ковка тоже относится к холодной сварке.
Преимущества сваривания трением:
· достаточно небольшая мощность;
· процесс проходит быстро;
· невысокая температура нагревания металла.
Недостатки: повреждение изделий вокруг шва; одна деталь должна быть округлой формы, а другая — плоской. Это нужно, для того чтобы первая ввинчивалась во вторую.
Достоинства сварки взрывом:
· температура металла повышается на короткое время;
· занимает мало времени.
Отрицательные свойства этого вида слияния деталей — взрывная волна, необходимо соблюдать нормы безопасности; можно провести только в специально отведенных для этого местах, в быту не применяется.
Плюсы и минусы термических способов
К ним относятся плазменная (газовая), электродуговая, электрошлаковая и другие. Первый вид — газ нагревается до очень высоких температур (максимум — 30000° С), металл плавится, его можно резать, гнуть, соединять. При втором способе используется тот же самый принцип металлообработки, что и при газовом сваривании, но максимальная температура дуги — 7000° С. Третий вид — нагрев происходит, за счет того что электрический ток раскаляет шлак, а потом и сам предмет.
Положительные характеристики газовой сварки:
· легко транспортировать оборудование для металлообработки;
· не повреждает металл и окружающие предметы;
· можно не только соединять детали, но и разделять их;
· не нужны электрические сети.
Недостатки этого вида:
· очень большая площадь разогрева предметов при очень высокой температуре;
· на одно соединение уходит достаточно много времени;
· высокий уровень опасности, специалист должен иметь высокую квалификацию и опыт работы.
Намного чаще используется дуговая сварка. Ее преимущества:
· подходит для слияния практически всех металлов;
· соединения очень прочные;
· универсальный вид, применяется и в промышленности, и в быту.
Отрицательные свойства — вредные условия труда, прочность и аккуратность места соединения изделий зависит от навыков исполнителя.
Преимущества электрошлакового сваривания заключается в том, что оно применяется для слияния предметов любой толщины. По сравнению с дуговой электропотребление намного меньше.
· нельзя бросать работу до полного слияния изделий;
· сваривать можно только, если предметы находятся в вертикальном положении, легкий наклон допускается;
· прочность стыков снижается, если температура окружающей среды ниже 0° С.
Этот способ соединения металлов применяется на заводах, фабриках и т. д.
Преимущества и недостатки термомеханических видов сваривания
Это диффузионная, контактная (автоматическая) сварка и другие способы. Первая представляет собой соединение предметов путем нагревания и механического давления на них, при этом они остаются в твердом состоянии. Вторая — разогрев изделий с помощью электричества и последующее их сжатие в единое целое.
Плюсы диффузного сваривания:
· возможно слияние разных металлов, при этом толщина деталей может не совпадать;
· швы получаются ровные, поэтому последующая обработка не понадобится;
· низкий расход энергии.
Минус этого вида в том, что для работы потребуются квалифицированные сварщики, имеющие навыки работы с подобным оборудованием.
Достоинства контактной сварки:
· прочное и аккуратное место стыка предметов;
· не вредит окружающей среде.
Отрицательные характеристики: непростое оборудование для проведения работ
3. Область применения сварки
Сварка — наиболее экономичный и эффективный способ неразъемного соединения металлов, при котором две или более металлические детали становятся единым целым. Важность процесса сварки переоценить очень сложно, так как во многих развитых странах более половины созданного ВВП так или иначе связано с его использованием. Сварка считается одним из важнейших процессов в производстве, она, как ни один другой процесс, требует применения знаний в различных областях науки. Существует большое разнообразие технологий создания сварного соединения, некоторые связаны с нагревом, другие не требуют высоких температур. Сварка применяется абсолютно везде: на производствах, в мастерских, гаражах, под водой и в космосе. Почти каждый предмет и механизм, используемый в повседневной жизни изготовлен с применением сварочного оборудования. Будь то кофейник, автомобиль или топливо для него, добытое при помощи сваренного бура, меняющие облик современного мира мосты и небоскребы — все это лишь малая часть вещей немыслимых без сварки. Сварка помогает существовать и эффективно работать целым индустриям. Невозможно представить современное строительство без кранов, агропромышленный комплекс без тракторов и комбайнов, добывающую промышленность без трубопроводов и железных дорог, транспорт без грузовиков, кораблей и самолетов и т.д. Современные технологии интенсивно проникают в сварочное дело, оборудование совершенствуется, его вес и габариты уменьшаются, аппараты оснащаются процессорами и позволяют делать работу качественнее и быстрее. 21 столетие открывает неплохие перспективы для сварки, она считается по прежнему проверенным способом соединения металлов, позволяющим добиваться отличного качества соединений при сравнительно низкой цене, а современные исследования и разработки лишь дополняют ее, позволяя выводить технологии сварки на качественно новый уровень. Иметь аппарат дома для проведения небольших работ становится распространенным явлением не только среди сварщиков профессионалов, но и среди людей, которым нравится работать своими руками. Все чаще люди искусства используют сварку при создании скульптур, инсталляций и прочих арт-объектов. Этот процесс перестал быть доступным только на производствах и в промышленности, современный рынок предлагает огромное количество моделей бытового и полупрофессионального оборудования. Область применения сварки огромна, процесс включает в себя множество технологий и способов, каждый из которых позволяет решать поставленные задачи наиболее эффективно
сварка использование процесс способ
Практически нет ни одной отрасли машиностроения, приборостроения и строительства, в которой не применялись бы сварка и резка металлов. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины — от сотых долей миллиметра до нескольких метров.
Область применения сварки безгранична но несмотря на научно-технического прогресс кроме достоинств сварки есть и недостатки, но я думаю, что со временим все минусы решаемы.
1. Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной сварки, М: 1997 года;
2. Квагинидзе В.С. Технология металлов и сварка. Учебник для вузов.,- М.: Горная книга, 2004, 566 с.
3. Технология металлов и сварка. Учебник для вузов. Под ред. Полухина П. И.- М.: «Высшая школа», 1977, 464 с
Сварные соединения, Достоинства и недостатки.
Задачи раздела детали машин.
Детали машин — совокупность конструкционных элементов и их комбинаций, представляющая собой основу конструкции машины [1]. Деталью машины называют такую часть механизма, которая изготавливается без сборочных операций [2]. Детали машин является также научной и учебной дисциплиной, рассматривающей теорию, расчёт и конструирование машин.
Часто в это понятие входят узлы общего применения, например, подшипники, муфты, тормоза, механические передачи и т. п.
Детали (частично или полностью) объединяют в узлы (сборочные единицы).
Детали могут быть простыми (гайка, шпонка и т. п.) или сложными (коленчатый вал, корпус редуктора, станина станка и т. п.).
При расчетах деталей машин на прочность при постоянных или переменных напряжениях в качестве предельного напряжения принимают соответствующие пределы прочности и выносливости (при растяжении, сжатии, изгибе и кручении), а также коэффициенты запаса прочности по табличным данным. Для определения требуемых размеров детали выполняют проектный расчет по допускаемым напряжениям, а затем уточненный проверочный расчет по коэффициентам запаса прочности.
Требования к машинам и их деталям.
Основные требования к машинам и механизмам – облегчение труда; увеличение производительности и мощности машин; увеличение скоростей; повышение КПД; уменьшение веса и габаритов; надежность; долговечность; удобство и безопасность обслуживания.
Сварные соединения, Достоинства и недостатки.
Сварное соединение – неразъемное соединение, образуется путем сваривания материалов деталей в зоне стыка и не требует никаких вспомогательных элементов. Прочность соединения зависит от однородности и непрерывности материала сварного шва и окружающей его зоны. Достоинства сварных соединений:
• Возможность получения изделий больших размеров (корпуса судов и летательных аппаратов, железнодорожные вагоны, кузова автомобилей, трубопроводы, резервуары, фермы, мосты и др.).
• Снижение массы по сравнению с литыми деталями до 30…50%, с клепанными – до 20%. Этого достигают благодаря в основном снижению толщин стенок и припусков на механическую обработку, а также отсутствию ослаб-ляющих отверстий и накладок при наклепе.
• Снижение стоимости изготовления сложных деталей в условиях единичного и мелкосерийного производства.
• Малая трудоемкость, невысокая стоимость оборудования, возможность автоматизации.
Недостатки сварных соединений:
• Вероятность возникновения при сварке плавлением различных дефектов швов, снижающих прочность соеди-нения при переменных нагрузках.
• Низкая прочность швов при электроконтактной сварке вследствие неправильного выбора параметров техно-логического процесса.
• Необходимость проведения для всех сварных швов визуального контроля, а для сварных изделий ответствен-ного назначения неразрушающего инструментального или выборочно разрушающего контроля.
• Возникновение остаточных напряжений (вследствие термических деформаций от неравномерного нагрева) снижает прочность и вызывает необходимость проведения в ряде случаев механической обработки после старения (изменение свойств металла во времени вследствие внутренних процессов).
• Местный нагрев вызывает в зоне термического влияния вблизи шва изменение механических свойств металла.
4. Основные типы сварных соединений и их расчёт.
Все соединения элементов под сварку подразделяют на четыре основных вида: стыковое, угловое, тавровое, нахлесточное (Рис 1), а швы делят на два вида: стыковые и угловые. Расчет на прочность и устойчивость стоек, работающих при центральном сжатии, производится по формуле  (1)
(1)
5. Заклёпочные соединения. Достоинства и недостатки. Классификация. Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок.
Достоинства:
1.Высокая надежность соединения.
2.Удобство и надежность контроля качества шва.
3.Хорошая сопротивляемость вибрационным и ударным нагрузкам.
Недостатки:
1. Высокая стоимость, так как процесс получения заклепочного шва состоит из большого числа операций (разметка, продавливание или сверление отверстий, нагрев заклепок, их закладка, клепка) и требует применения дорогостоящего оборудования (станки, прессы, клепальные машины).
2. Большой расход материала, так как из-за ослабления деталей отверстиями под заклепки требуется увеличение площади сечений. Кроме того, необходимость применения накладок и прочих дополнительных элементов также приводит к увеличению расхода материала.
Применяют, в основном, в авиа- и судостроении, металлоконструкциях и других изделиях с внешними нагрузками,
6. Расчёт прочных заклёпочных соединений.
Расчет заклепочных соединений на срез;
τ  = F/nAзакл
= F/nAзакл
2. Расчет заклепочных соединений на смятие:
σ  = F/ndб
= F/ndб
Сварка полуавтоматом: преимущества и недостатки
Сварка полуавтоматом – один из самых удобных способов соединения металлических изделий, особенно для новичков. Полуавтоматическая дуговая сварка происходит за счет плавления электрода , который ведется автоматическим способом. Сейчас рассмотрим основные аспекты, как работает механизированное оборудование и как варить металл с помощью такого аппарата.
ТИПЫ ПОЛУАВТОМАТИЧЕСКОГО СВАРОЧНОГО ОБОРУДОВАНИЯ
Сварка полуавтомат делится на несколько видов, в зависимости от типа материала и перемещения по рабочему изделию. Основная характеристика:
- мобильность: переносные: передвижные и стационарные аппараты. Большое стационарное оборудование применяется в специализированных мастерских для выполнения больших объемов работы. Маленькие агрегаты отлично подходят для домашнего использования соединения небольших площадей изделий;
- защита шва: порошковой проволокой, флюсом, газом. При подаче проволоки, она плавится и образует защитный слой, который оберегает расплавленное железо от агрессивных факторов воздействия окружающей среды;
- тип электрода: стальной, алюминиевый, комбинированный.
Полуавтоматическая сварка происходит за счет образования дуги, которая преобразовывает электроэнергию в тепловую посредством плавления основного сварочного элемента – электрода. Это специальная проволока, которая служит проводником энергии. Ее подача осуществляется автоматически с помощью медной катушки.
Сварочный полуавтомат может работать с газом и без газа. Первый тип применяется для соединения цветных металлов или легированных сталей. В качестве газа используется углекислота, которая подается к пистолету под делением из баллона.
УСТРОЙСТВО АППАРАТА
Перед тем, как приступать к разбору, как варить металл, необходимо разобраться в строении самого аппарата. При использовании полуавтомата в сварочных работах можно получить качественный и ровный шов, прикладывая при этом минимум усилий. Его можно происходить как ниточным, так и точечным способом, если нет полноценного доступа к свариваемым деталям. С учетом некоторых «пробелов» или зазоров, все равно получается прочное и долговечное соединения. Это объясняется свойствами оборудования, которое для этого используется. При использовании газа, он попадает в рабочую среду и защищает материал от окисления газов из внешней среды.
Принцип работы данного аппарата заключается в следующем. Изначально важно правильно установить полярность в зависимости от технологии – с газом иле без. Затем необходимо установить катушку с проволокой и газовый баллон. После этого проводится настройка, то есть натягивается проволока, регулируется подача газа. Ток для сварки настраивается в процессе работы.
Технология сварки полуавтоматом зависит от нескольких факторов: типа металла, из которого выполнена рабочая деталь, длина шва, применение или отсутствие баллона. Кроме этого, выполнять швы можно несколькими способами:
- Стыковый метод предусматривает плотное соединение двух частей между собой тонким и практически незаметным швом. При этом качество дорожки остается на высшем уровне. Такой способ чаще всего применяется при ремонте и строении автомобильной техники.
- Внахлест сплавление выполняется точечным методом, когда одна деталь немного «находит» на вторую. В некоторых случаях при этом образую сплошной неразрывный шов.
ПЛЮСЫ И МИНУСЫ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
Механизированная сварка становится все популярнее не только у профессионалов, но и у любителей. Сварки полуавтомат имеет ряд преимуществ и недостатков, с которыми обязательно нужно ознакомиться прежде чем приняться за работу. К достоинством данного вида сплавления можно отнести следующие:
- возможность создания неразъемного соединения для оцинкованных изделий, не повреждая при этом покрытие. Сплав происходит с помощью медной проволоки;
- способность варить как конструкционную стать, так и другие металлы – алюминий, чугун;
- возможность работы с тонкими стальными листами, толщиной не более половины миллиметра;
- низкая чувствительность к загрязнениям и коррозии основного материала;
- удобство, при котором шлак не перекрывает шов и оператор сразу видит результат;
- невысокая стоимость, в сравнении с другими типами создания неразъемных соединений.
Кроме этого, стоит отметить некоторые недостатки, которые возникают при работе на полуавтомате:
- при сварке без газа увеличивается разбрызгивание раскаленного железа;
- происходит более сильное излучение дуги, поэтому необходимо применять защитную форму и маску для лица.
Даже с некоторыми недочетами такой тип сварки широко применяется во многих производственных отраслях. Чаще всего такие типы используются в сферах автостроения и ремонта транспортных средств. При этом применяется защитный газ – гелий, аргон или углекислый газ.
ОСОБЕННОСТИ СВАРКИ ГАЗОМ И БЕЗ ГАЗА
Полуавтоматическая сварка с газом применяется чаще, так как она может выполнить более широкий спектр функций, чем без газа. Кроме этого, стоит отметить преимущества данного типа сплавления:
- качество сварки намного выше, чем работа без газа, то есть швы получаются практически идеальные и малозаметные;
- умеренная термическая обработка деталей позволяет производить швы даже на тонких изделиях, не деформируя их;
- высокий коэффициент полезного действия за счет быстрой плавки проволоки производительность увеличивается в несколько раз;
- перед соединением не нужно проводить первичную подгонку деталей, что экономит время мастера;
- углекислый газ самый доступный среди всех и широко применяется для сплавления;
- технология работы сварочным полуавтоматом намного проще, чем работа электродом вручную, поэтому данное ремесло легко освоить даже новичку.
Сварка полуавтоматом без газа используется в том случае, если работы проводятся не слишком часто, то есть, нет смысла приобретать баллон. В таком случае для защиты применяется порошковая проволока или флюсовая. Во время спайки металлических изделий она расплавляется под воздействием высокой температуры и создает над швом слой защитного газа.
Выполняя сварочные работы без газа, необходимо учесть некоторые нюансы и секреты, которые помогут в работе:
- для устойчивости качества дуги необходимо контролировать сварочный ток. То есть, применять тонкую проволоку на высокой плотности. Это поможет контролировать дугу и уменьшить разбрызгивание металла. Также значительно снижается риск обрывания дуг;
- тонким электродом нужно производить движения исключительно вдоль шва, тогда дорожка будет ровной и прочной. При использовании проводника большого диаметра допустимо плавные движения из стороны в сторону;
- швы на деталях который расположены вертикально или под углом более 55 градусов по отношению к горизонтальной плоскости нужно варить снизу вверх, чтобы избежать стекание плавленого металла.
КАК ВЫБРАТЬ ПОЛУАВТОМАТ
Чтобы сварка полуавтоматом без газа и с газом была выполнена идеально, необходимо несколько условий. Первое из которых — непосредственно мастерство сварщика, а второе – качество и функциональность самого аппарата. Рассмотрим основные аспекты, на которые следует обратить внимание при выборе сварочного аппарата:
- Мощность оборудования является основным условием для качества работы и КПД. Если данный аппарат будет использоваться в промышленных условиях, тогда рекомендуется приобретать более мощный агрегат. И наоборот, для домашних условий достаточно будет простого переносного полуавтомата.
- Бренд. Важно изучить производителя и ознакомиться с реальными отзывами пользователей.
- Функции. Перед покупкой нужно ознакомиться с технологией работы таким изделием, чтобы выбрать максимально подходящее оборудование.
В завершении хотелось бы отметить, что сваривать металлические детали посредством полуавтоматического оборудования намного легче и быстрее, чем ручными аппаратами. Технология полуавтоматической сварки значительно отличается от ручного способа подачи электрода. Методику накладывания шва выбирает мастер в зависимости от типа деталей, их толщины и качества металла, из которого они произведены.
Основные достоинства и недостатки сварки разных видов
Сварка – это способ воздействия на металлические предметы для соединения их между собой. Каждый человек в своей жизни сталкивается со свариванием на работе и/или в быту. Например, при протечке металлической трубы в доме, ремонте автомобиля, устройстве беседки на даче и в других случаях.

Сварка применяется в быту и на производстве, выбор вида сварки зависит от вида свариваемого металла или сплавов.
Преимущества и недостатки сварки зависят от ее вида.
В настоящее время используется большое количество видов. Их можно объединить в группы:
- Механические. Слияние атомов материала происходит за счет превращения механической энергии в кинетическую, нагреву подвергается место стыка материала.
- Термические. Предметы разогреваются до той температуры, при которой становятся мягкими, а потом просто соединяются.
- Термомеханические. Объединяет предыдущие методы. Детали нагреваются, а соединяют их между собой с помощью давления.
Каждый из этих методов сваривания используется для разных металлов.
Достоинства и недостатки механических видов
К ним относятся холодная, сварка трением и взрывом.
Первый способ подходит для свинца, меди, алюминия, олова и прочих нетвердых материалов, проходит без термической обработки.
Сварка трением применяется для чугунных, стальных, медных, латунных сплавов.
Второй способ – температура изделий повышается за счет их трения. Он применяется для чугуна, стали, меди, латуни. В третьем способе при взрыве температура предметов увеличивается, при ударе их друг о друга происходит соединение.
Плюсы холодного сваривания:
- очень хорошо подходит для заделки течи в трубах;
- происходит без нагрева поверхности изделий;
- быстро;
- не требуется особых навыков;
- после сваривания практически не остается грязи;
- можно провести самостоятельно в домашних условиях.
Самый значительный минус – при слиянии изделия очень сильно повреждаются. Например, ковка тоже относится к холодной сварке.
Преимущества сваривания трением:
- достаточно небольшая мощность;
- процесс проходит быстро;
- невысокая температура нагревания металла.
Недостатки: повреждение изделий вокруг шва; одна деталь должна быть округлой формы, а другая – плоской. Это нужно, для того чтобы первая ввинчивалась во вторую.
Достоинства сварки взрывом:
- прочность;
- температура металла повышается на короткое время;
- занимает мало времени.
Отрицательные свойства этого вида слияния деталей – взрывная волна, необходимо соблюдать нормы безопасности; можно провести только в специально отведенных для этого местах, в быту не применяется.
Плюсы и минусы термических способов
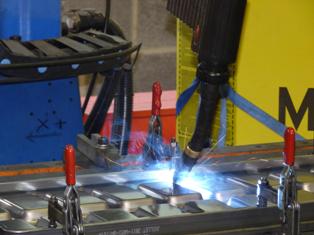
Схема электродуговой сварки.
К ним относятся плазменная (газовая), электродуговая, электрошлаковая и другие. Первый вид – газ нагревается до очень высоких температур (максимум – 30000° С), металл плавится, его можно резать, гнуть, соединять. При втором способе используется тот же самый принцип металлообработки, что и при газовом сваривании, но максимальная температура дуги – 7000° С. Третий вид – нагрев происходит, за счет того что электрический ток раскаляет шлак, а потом и сам предмет.
Положительные характеристики газовой сварки:
- легко транспортировать оборудование для металлообработки;
- не повреждает металл и окружающие предметы;
- можно не только соединять детали, но и разделять их;
- не нужны электрические сети.
Недостатки этого вида:
- очень большая площадь разогрева предметов при очень высокой температуре;
- на одно соединение уходит достаточно много времени;
- высокий уровень опасности, специалист должен иметь высокую квалификацию и опыт работы.
Намного чаще используется дуговая сварка. Ее преимущества:
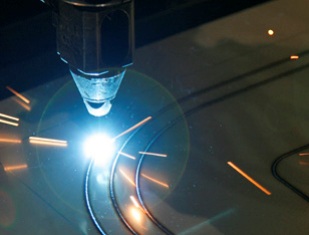
Устройство прибора для газовой сварки.
- подходит для слияния практически всех металлов;
- соединения очень прочные;
- универсальный вид, применяется и в промышленности, и в быту.
Отрицательные свойства – вредные условия труда, прочность и аккуратность места соединения изделий зависит от навыков исполнителя.
Преимущества электрошлакового сваривания заключается в том, что оно применяется для слияния предметов любой толщины. По сравнению с дуговой электропотребление намного меньше.
- нельзя бросать работу до полного слияния изделий;
- сваривать можно только, если предметы находятся в вертикальном положении, легкий наклон допускается;
- прочность стыков снижается, если температура окружающей среды ниже 0° С.
Этот способ соединения металлов применяется на заводах, фабриках и т. д.
Преимущества и недостатки термомеханических видов сваривания

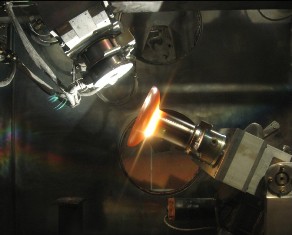
Схема электронно-лучевой сварки .
Это диффузионная, контактная (автоматическая) сварка и другие способы. Первая представляет собой соединение предметов путем нагревания и механического давления на них, при этом они остаются в твердом состоянии. Вторая – разогрев изделий с помощью электричества и последующее их сжатие в единое целое.
Плюсы диффузного сваривания:
- возможно слияние разных металлов, при этом толщина деталей может не совпадать;
- швы получаются ровные, поэтому последующая обработка не понадобится;
- низкий расход энергии.
Минус этого вида в том, что для работы потребуются квалифицированные сварщики, имеющие навыки работы с подобным оборудованием.
Достоинства контактной сварки:
- прочное и аккуратное место стыка предметов;
- быстро;
- не вредит окружающей среде.
Отрицательные характеристики: непростое оборудование для проведения работ.
Преимущества и недостатки холодной сварки
Как и любой другой способ сварки, холодная сварка имеет свои преимущества и недостатки.
Преимущества холодной сварки
Холодная сварка металлов обладает рядом преимуществ, которые заметно отличают ее от всех остальных видов сварки.
Наиболее важным и отличительным преимуществом холодной сварки является отсутствие нагрева соединяемых металлов, что позволяет:
- сваривать термически разупрочняемые металлы без снижения механических свойств металла вблизи зоны сварного шва;
- сваривать электрические провода, имеющие изоляционные покрытия, либо без удаления последних (в случае эмалированных покрытий), либо при удалении на небольшом участке длины провода (в других случаях);
- вести процесс сварки в огне- и взрывоопасных средах;
- герметизировать корпуса приборов, банки, контейнеры, ампулы и другие емкости, нагрев которых недопустим.
Другими достоинствами холодной сварки являются малая энергоемкость процесса, гигиеничность, высокая производительность, простота процесса и оборудования, возможность механизации и автоматизации процесса.
Оборудование для холодной сварки значительно проще в эксплуатации любых машин и установок для дуговой, контактной, электронно-лучевой, плазменной, лазерной и других видов сварки.
Как показал многолетний опыт внедрения холодной сварки, ее успешно осуществляют операторы — сварщики невысокой квалификации. По сравнению со всеми остальными видами сварки, а также пайкой холодная сварка наиболее экономичная. При ее осуществлении отсутствуют газовые выделения, брызги расплавленного металла, световое излучение, шум. Качество сварки не зависит от скорости приложения внешнего усилия, поэтому процесс можно вести быстро. Это открывает возможности создания высокопроизводительного оборудования. Основные параметры холодной сварки легко программируются, что позволяет создавать машины — полуавтоматы и автоматы, пригодные для работы в автоматических линиях. Прочность зоны сварного соединения увеличивается за счет наклепа металла в процессе пластической деформации. Например, при стыковой сварке прочность доброкачественно сваренного стыка при растяжении всегда выше прочности основного металла.
Переходное электрическое сопротивление в соединении практически отсутствует, что обеспечивает стойкость и надежность контакта между сваренными металлами.
При холодной сварке надежно соединяют разноименные металлы, например алюминий с медью, без образования в стыке хрупкой интерметаллидной прослойки, присущей соединениям этих металлов, полученных сваркой с нагревом. Замена одних деталей, подлежащих холодной сварке, другими требует, как правило, переналадки оборудования и замены оснастки.
В связи с указанными особенностями холодную сварку наиболее рационально применять в крупносерийном или массовом производстве однотипных деталей.
Недостатки холодной сварки
Основным недостатком холодной сварки является большая вынужденная деформация свариваемых деталей, достигающая для пластичных материалов 60-70 %.
В условиях холодной сварки металл сварного соединения деформационно упрочнен, а вынужденная пластическая деформация в зависимости от подготовки поверхностей находится в пределах 50-80 %. Для снижения вынужденной деформации при холодной сварке используют несколько приемов:
- повышают класс точности сопрягаемых поверхностей и чистоту обработки вплоть до полировки;
- применяют предварительный подогрев деталей до 300°С или нагрев сжимающих пуансонов до 400°С;
- повышают интенсивность сжатия вплоть до ударной нагрузки;
- применяют схемы предварительного обжатия детали вокруг силового пуансона что позволяет довести вынужденную деформацию до 10 %;
- применяют промежуточные пластичные прослойки толщиной 2-5 мм, что позволяет сваривать непластичные материалы стыковой сваркой;
- производят сварку в вакууме.
Также к недостаткам холодной сварки стоит отнести ограничение в форме и размерах деталей, небольшой диапазон свариваемых металлов, малая универсальность оборудования.