

Черновая обработка на токарном станке
Обработка заготовок на токарно-винторезных станках
Токарная обработка
План лекции
Лекция 2. Обработка на токарных станках
1. Токарная обработка
2. Обработка заготовок на токарно-винторезных станках
3. Обработка заготовок на токарно-револьверных станках
4 Обработка заготовок на токарно-карусельных станках
5. Обработка на одношпиндельных токарных автоматах и полуавтоматах
6. Обработка на многошпиндельных токарных полуавтоматах и автоматах
Основные методы механической обработки резанием, сопровождающиеся снятием стружки, могут быть реализованы на металлорежущих станках определенных групп: 1) точение; 2) растачивание; 3) сверление, зенкерование, развертывание; 4) фрезерование; 5) строгание, долбление; 6) протягивание, прошивание; 7) зубонарезание; 8) шлифование, доводка, полирование.
Токарная обработка – это наиболее распространенный метод обработки деталей типа тел вращения (валов, осей, цапф, дисков, фланцев, муфт, колец, втулок, гаек и т.п.). На токарных станках можно производить черновое, получистовое и чистовое точение и растачивание цилиндрических, конических, сферических и фасонных поверхностей; подрезание плоских торцовых поверхностей, точение наружных и внутренних канавок, нарезание наружной и внутренней резьбы, сверление, зенкерование, развертывание отверстий и др.
Токарная обработка поверхностей осуществляется при вращательном главном движении заготовки и поступательном (продольном, поперечном или наклонном по отношению к оси заготовки) движении подачи инструмента. Формообразование поверхностей при резании с продольной подачей — по методу следов, при поперечной подаче инструмента — по методу копирования.
В токарную группу входят токарно-винторезные, токарно-револьверные, токарно-карусельные станки; токарные полуавтоматы и автоматы.
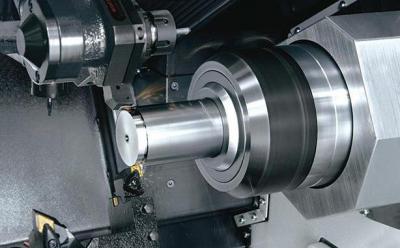
Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы в условиях единичного и мелкосерийного производства. Компоновка токарно-винторезного станка представлена на рис. 2.1.
Главное вращательное движение (ось вращения горизонтальна) совершает шпиндель 4 с заготовкой. Движение подачи осуществляет продольный 6 или поперечный 5 суппорт; ряд работ можно производить при ручной осевой подаче с установкой инструмента в пиноль 8 задней бабки 9.
Установка и закрепление заготовки на токарном станке, зависят от типа станка, вида обрабатываемой поверхности, типоразмера заготовки, требований к точности обработки и др. факторов. На токарно-винторезных станках для базирования и закрепления заготовок широко используются трехкулачковые самоцентрирующие патроны (рис.2.2,а), которые применяют для закрепления заготовок при отношении их длины к диаметру l/d 10 для уменьшения деформации заготовки при резании применяют люнеты (рис. 2.2,и).
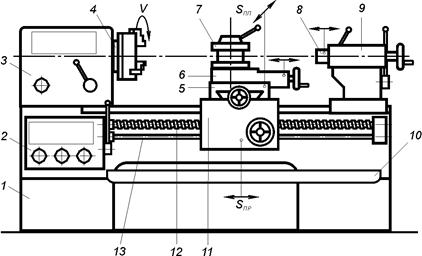
Рис.2.1. Общий вид токарно-винторезного станка: 1 – станина; 2 – коробка подач; 3 – коробка скоростей; 4 – шпиндель; 5 – поперечный суппорт; 6 – продольный суппорт; 7 – верхний суппорт; 8 – пиноль; 9 – задняя бабка; 10 – поддон; 11 – салазки; 12 – ходовой винт; 13 – ходовой валик
Для установки полых заготовок типа колец, втулок, стаканов применяют: конические, цанговые или упругие оправки (рис. 2.2,л, м, н).












Рис. 2.2. Приспособления к токарным станкам
Многообразие видов поверхностей, обрабатываемых на токарных станках, привело к созданию большого числа конструкций токарных резцов. Главный принцип их классификации – технологическое назначение.
Согласно типовым схемам обработки на универсальных токарно-винторезных станках, обработку наружных цилиндрических поверхностей осуществляют проходными резцами с продольной подачей (рис.2.3,а); подрезание торцов – подрезными или отогнутыми резцами с поперечной подачей (рис.2.3,б).








Рис.2.3. Схемы обработки на токарно-винторезном станке
Короткие фасонные поверхности на токарно-винторезных станках обычно обтачивают с поперечной подачей фасонными резцами; длинные фасонные поверхности – проходными резцами с помощью копира – детали, устанавливаемой на станке и благодаря фасонному рабочему профилю изменяющей нужным образом траекторию перемещения инструмента.
Наружные резьбовые поверхности получают точением резцами, резцовыми головками, гребенками, плашками. Наиболее широко применяется способ нарезания одно- и многозаходных резьб резцами, форма режущих кромок которых определяется профилем нарезаемой резьбы. Этот способ пригоден для нарезания как наружных, так и внутренних резьб. В некоторых случаях для повышения производительности обработки за счет уменьшения числа рабочих ходов в качестве режущего инструмента используют резьбонарезные гребенки. Для нарезания наружной резьбы на винтах, болтах, шпильках и других подобных деталях применяют плашки; при этом участок детали, на котором нарезается резьба, должен иметь несколько меньший диаметр, чем наружный диаметр нарезаемой резьбы, что достигается предварительной обработкой. Внутренняя метрическая резьба диаметром до 50 мм может нарезаться метчиками.
Точение кольцевых канавок и отрезание готовой детали производят с поперечной подачей соответственно прорезными (канавочными) — рис.2.3, в, г и отрезными резцами (рис.2.3, з, и).
Обработку отверстий на токарно-винторезных станках выполняют с продольной подачей режущего инструмента (сверла, зенкера или развертки), который устанавливается в пиноль задней бабки (рис.2.3,д).
Конические поверхности на токарных станках обтачивают следующими способами: а — широкими резцами (рис.2.4,а), при этом длина образующей обычно не превышает 30 мм; б — с поворотом и ручной подачей каретки верхнего суппорта (рис.2.4,б), когда длина образующей не может быть больше величины хода каретки; в — со смещением корпуса задней бабки в поперечном направлении (рис.2.4,в), этот способ используют для обработки длинных поверхностей с небольшой конусностью (a £ 4°); г — с помощью конусной линейки (рис.2.4,г) — устройства, устанавливаемого на станине станка и обеспечивающего перемещение резца вдоль образующей конуса. Способы «а», «б» и «г» пригодны и для растачивания внутренних конических поверхностей.
В серийном производстве широко используются станки с числовым программным управлением (ЧПУ), построенные на базе универсальных токарно-винторезных станков.
Токарная (черновая).
Выполняется за два установа на одной операции или каждый установ выносится как отдельная операция. Производится точение наружных поверхностей (с припуском под чистовое точение и шлифование) и канавок. Это обеспечивает получение точности 1Т12, шероховатости Ra = 6,3. В зависимости от типа производства операцию выполняют в:
— единичном производстве — на токарно-винторезных станках;
— мелкосерийном — на универсальных токарных станках с гидро-суппортами и станках с ЧПУ;
— серийном — на копировальных токарных станках, горизонтальных многорезцовых, вертикальных од-ношпиндельных полуавтоматах и станках с ЧПУ;
— крупносерийном и массовом — на многошпиндельных многорезцовых полуавтоматах; мелкие валы могут обрабатываться на токарных автоматах.
Токарная (чистовая).
Аналогичная приведенной выше. Производится чистовое точение шеек (с припуском под шлифование). Обеспечивается точность 1Т11. 10, шероховатость = 3,2.
Фрезерная.
Фрезерование шпоночных канавок, шлицев, зубьев, всевозможных лысок. Шпоночные пазы в зависимости от конструкции обрабатываются либо дисковой фрезой (если паз сквозной) на горизонтально-фрезерных станках, либо пальцевой фрезой (если паз глухой) на вертикально-фрезерных станках. В серийном и массовом производствах для получения глухих шпоночных пазов применяют шпоночно-фрезерные полуавтоматы, работающие маятниковыми методом. Шлицевые поверхности на валах чаще всего получают методом обкатывания червячной фрезой на шлицефрезерных или зубофрезерных станках. При диаметре шейки вала более 80 мм шлицы фрезеруют за два рабочих хода.
Сверлильная.
Сверление всевозможных отверстий.
040Резьбонарезная.
На закаливаемых шейках резьбу изготавливают до термообработки. Если вал не подвергается закалке, то резьбу нарезают после окончательного шлифования шеек (для предохранения резьбы от повреждений). Мелкие резьбы у термообрабатываемых валов получают сразу на резьбо-шлифовальных станках. Внутренние резьбы нарезают машинными метчиками на сверлильных, револьверных и резьбонарезных станках в зависимости от типа производств. Наружные резьбы нарезают в:
— единичном и мелкосерийном производствах на токарно-винторезных станках плашками, резьбовыми резцами или гребёнками;
— мелкосерийном и серийном производствах резьбы не выше 7-й степени точности нарезают плашками, а резьбы 6-й степени точности — резьбонарезными головками на револьверных и болторезных станках;
— крупносерийном и массовом производствах — гребенчатой фрезой на резьбофрезерных станках или накатыванием.
Термическая.
Закалка объёмная или местная согласно чертежу детали.
Шлифовальная.
Шейки вала шлифуют на круглошлифовальных или бесцентрошлифовальных станках. Шлицы шлифуются в зависимости от центрирования по:
— наружной поверхности — наружное шлифование на круглошлифовальных станках и шлифование боковых поверхностей на шлицешлифовальном полуавтомате одновременно двумя кругами и делением;
— поверхности внутреннего диаметра — шлифование боковых поверхностей шлицев и шлифование внутренних поверхностей по диаметру, либо профильным кругом одновременно, либо в две операции.
3.4. ОБРАБОТКА ДЕТАЛЕЙ КЛАССА «ПОЛЫЕ ЦИЛИНДРЫ» (ВТУЛКИ)
К деталям класса втулок относятся втулки, гильзы, стаканы, вкладыши, т. е. детали, образованные наружными и внутренними поверхностями вращения, имеющие общую прямолинейную ось. Некоторые основные вицы подшипниковых втулок, представленные на рис. 69, служат как опоры вращающихся валов. Наиболее часто применяют втулки с L/D > 3.

Рис. 69. Разновидности деталей типа втулок
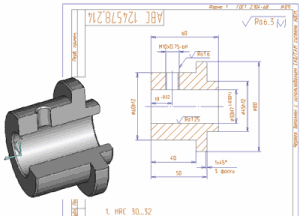
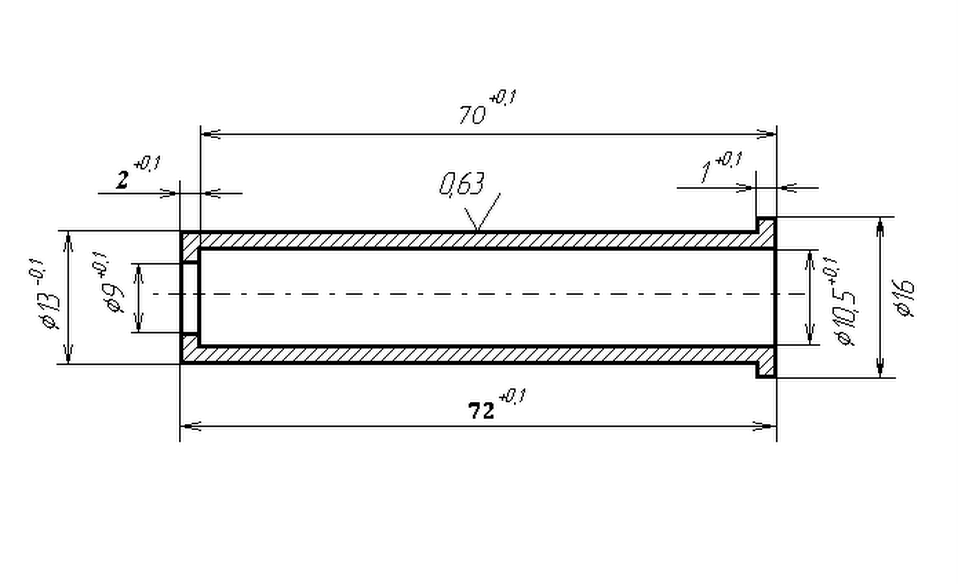
Общими конструктивно-технологическими признаками втулок служат развитые поверхности вращения отверстия и наружной поверхности, точная геометрическая связь этих поверхностей, малая толщина стенки, наличие торцовых и других разнообразных вспомогательных поверхностей. По конструктивному оформлению втулки подразделяют на цилиндрические и конические, с фланцем и фланцевыми отверстиями, резьбовые, разрезные, экспцентриковые и др. Служебное назначение втулки определяется ее рабочими поверхностями: внутренними и наружными цилинлрическими поверхностями и прилегающими к ним торцам. К вспомогательным поверхностям втулки относятся осевые, радиальные и наклонные отверстия, фаски и канавки при сопряжении поверхностей, пазы, лыски, рифления и т. п.
Технологические задачи при обработке втулок
Основной технологической задачей при обработке втулок является достижение строгой концентричности наружных поверхностей и основного отверстия. Кроме того, для большинства втулок необходима перпенликулярность рабочих торцов относительно оси втулки. При проектировании технологического процесса обработки втулки используют один из указанных ниже вариантов обеспечения точности взаимного расположения рабочих поверхностей деталей:
1. Для жестких заготовок предусматривается обработка наружных поверхностей, отверстия и торцов за один установ без переустановки заготовки;
2. Поверхности втулки обрабатывают за два установа, а в крупносерийном производстве за две операции: сначала выполняют окончательную обработку наружной поверхности, затем окончательную обработку отверстия с базированием заготовки по наружной поверхности;
3. Все поверхности обрабатывают за два установа или за две операции, но с базированием при окончательной обработке наружной поверхности по обработанному отверстию.
Точность размеров. Диаметры наружных поверхностей выполняют по h6, h7; отверстия по Н7, реже по Н8, для ответственных сопряжении по Н6.
Точность формы. В большинстве случаев особые требования к точности формы поверхностей не предъявляются, т. е. погрешность формы не должна превышать определённой части поля допуска на размер.
Точность взаимного расположения:
— концентричность наружных поверхностей относительно внутренних поверхностей 0,015. 0,075 мм;
— разностенность не более 0,03. 0,15 мм;
— перпендикулярность торцовых поверхностей к оси отверстия 0,2 мм на радиусе 100 мм, при осевой загрузке на торцы отклонения от перпендикулярности не должно превышать 0,02. 0,03 мм.
Качество поверхностного слоя. Шероховатость внутренних и наружных поверхностей вращения соответствует Ra = 1,6. 3,2 мкм, торцов Ra = 1,6. 6,3 мкм, а при осевой нагрузке Ra = 1,6. 3,2 мкм. Для увеличения срока службы твёрдость исполнительных поверхностей втулок выполняется НЕС 40. 60.
Этапы обработки
Технологический процесс обработки поверхностей втулок подразделяется на следующие этапы:
1. Предварительная обработка — одна или несколько токарных операций, направленных на окончательную обработку большинства вспомогательных поверхностей
2. Окончательная обработка рабочих цилиндрический поверхностей и торцов.
3. Обработка вспомогательных поверхностей, требующих отдельных операций ( фрезерование пазов, нарезание резьбы в отверстиях и т. д.)
4. Отделка путем окончательной обработки рабочих поверхностей, обеспечивающей дальнейшее повышение точности ответственных поверхностей и формирование высокого качества их поверхностного слоя.
Контроль втулок
При окончательном контроле втулок проверяют их диаметры и осевые размеры, шероховатость поверхностей, соосность наружных поверхностей и отверстия, перпендикулярность торцов к оси отверстия.
3.4.2. МАТЕРИАЛЫ И ЗАГОТОВКИ ДЛЯ ВТУЛОК
В качестве материалов для втулок служат: сталь, латунь, бронза, серый и ковкий антифрикционный чугун, специальные сплавы, металлокерамика, пластмассы.
Заготовками для втулок с диаметром отверстия до 20 мм служат калиброванные или горячекатаные прутки, а также литые стержни. При диаметре отверстия больше 20 мм применяются цельнотянутые трубы или полые заготовки, отлитые в песчаные или металлические формы, используют также центробежное литьё и литьё под давлением. Заготовкой для рассматриваемой детали является штамповка, полученная на горизонтально-ковочной машине.
3.4.3. ОСНОВНЫЕ СХЕМЫ ОБРАБОТКИ
Существуют три схемы получения концентричности наружных поверхностей отверстию и перпендикулярности торцов к его оси при обработке втулок и дисков:
1) обработка наружных поверхностей отверстия и торца за один установ;
2) первоначальная обработка внутренней поверхности и базирование по ней на оправке при обработке наружной поверхности и торцов;
3) первоначальная обработка наружной поверхности и базирование по ней при обработке внутренней поверхности и торцов.
При обработке за один установ рекомендуется следующий технологический маршрут обработки втулки:
— подрезка торца у прутка, подача прутка до упора, зацентровка торца под сверление, сверление отверстия и обтачивание наружной поверхности, растачивание или зенкерование отверстия и обтачивание наружной поверхности со снятием фасок на свободном торце, предварительное развёртывание, окончательное развёртывание, отрезка. Эта первая операция выполняется на токарно-револьверном станке, одношпиндельном или многошпиндельном токарном автомате (рис. 70);
— снятие фасок с противоположного торца втулки на вертикально-сверлильном или токарном станке;
— сверление смазочного отверстия;
— нарезание смазочных канавок на специальном станке.
При обработке втулки из трубы вместо сверления производят зенкерование или растачивание отверстия, далее технологический маршрут сохраняется.
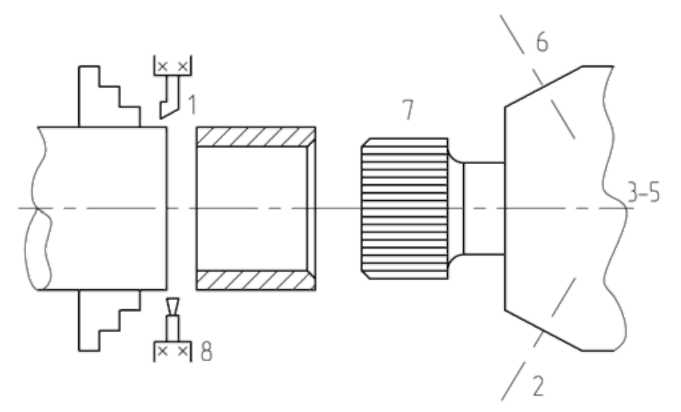
Рис. 70. Схема обработки на токарно-револьверном станке
При обработке втулки с базированием по внутренней поверхности рекомендуется следующий технологический маршрут обработки втулки:
— зенкерование отверстия втулки и снятие фаски в отверстии на вертикально-сверлильном станке (технологическая база — наружная поверхность);
— протягивание отверстия на горизонтально-протяжном станке со сферической самоустанавливающейся шайбой, которую применяют, потому что торец не обработан;
— предварительное обтачивание наружной поверхности (в зависимости от точности заготовки), подрезка торцов и снятие наружных (а часто и внутренних фасок на токарно-многорезцовом полуавтомате). Базирование осуществляется по внутренней поверхности на разжимную оправку;
— чистовое обтачивание наружной поверхности, чистовая подрезка торца.
При выборе метода базирования следует отдавать предпочтение базированию по отверстию, которое имеет ряд преимуществ:
— при обработке на жёсткой или разжимной оправке погрешность установки отсутствует или значительно меньше, чем при обработке в патроне с креплением заготовки по наружной поверхности;
— более простое, точное и дешевое центрирующее устройство, чем патрон;
при использовании оправки может быть достигнута высокая степень концентрации обработки.
3.4.4. МЕТОДЫ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Обработка отверстий в деталях различных типов производится путём сверления, зенкерования, фрезерования на станках с ЧПУ, растачивания резцами, развёртывания, шлифования (внутреннего), протягивания, хонингования, раскатывания шариками и роликами, продавливания, притирки, полирования, суперфиниширования. Обработка отверстий со снятием стружки производится лезвийным и абразивным инструментом. К лезвийным инструментам относятся: свёрла, зенкеры, развёртки, расточные резцы и протяжки. Разновидности и характеристики этих инструментов приведены в справочнике. Обработку отверстий лезвийным инструментом производят на станках следующих групп: сверлильной (вертикально-сверлильные, радиаль-но-сверлильные); расточной (горизонтально-расточные, горизонтальные и вертикальные отделочно-расточные координатно-расточные); протяжной группы (горизонтальные и вертикальные полуавтоматы), как обычного исполнения, так и с ЧПУ. Кроме того, отверстия обрабатываются практически на всех станках, полуавтоматах и автоматах токарной группы.
Токарная обработка металла — все о технологии токарных работ
К наиболее распространенным методикам изготовления деталей с заданными геометрическими параметрами относится токарная обработка металла. Суть данной методики, позволяющей также получать поверхность с требуемой шероховатостью, заключается в том, что с заготовки убирают лишний слой металла.

Процесс токарной обработки металла
Принципы токарной обработки
Технология токарных работ по металлу предполагает использование специальных станков и режущего инструмента (резцы, сверла, развертки и др.), посредством которого с детали снимается слой металла требуемой величины. Токарная обработка выполняется за счет сочетания двух движений: главного (вращение заготовки, закрепленной в патроне или планшайбе) и движения подачи, совершаемого инструментом при обработке деталей до заданных параметров их размера, формы и качества поверхности.
За счет того, что существует множество приемов совмещения этих движений, на токарном оборудовании работают с деталями различной конфигурации, а также осуществляют целый перечень других технологических операций, к которым относятся:
- нарезание резьбы различного типа;
- сверление отверстий, их растачивание, развертывание, зенкерование;
- отрезание части заготовки;
- вытачивание на поверхности изделия канавок различной конфигурации.

Основные виды токарных работ по металлу
Благодаря такой широкой функциональности токарного оборудования на нем можно сделать очень многое. Например, с его помощью выполняют обработку таких изделий, как:
- гайки;
- валы различных конфигураций;
- втулки;
- шкивы;
- кольца;
- муфты;
- зубчатые колеса.
Естественно, что токарная обработка предполагает получение готового изделия, которое соответствует определенным стандартам качества. Под качеством в данном случае подразумевается соблюдение требований к геометрическим размерам и форме деталей, а также степени шероховатости поверхностей и точности их взаимного расположения.
Для обеспечения контроля над качеством обработки на токарных станках применяют измерительные инструменты: на предприятиях, выпускающих свою продукцию крупными сериями, – предельные калибры; для условий единичного и мелкосерийного производства – штангенциркули, микрометры, нутрометры и другие измерительные устройства.

Измерительные инструменты, часто используемые в токарном деле
Первое, что рассматривают при обучении токарному делу, – это технология обработки металлов и принцип, по которому она осуществляется. Заключается этот принцип в том, что инструмент, врезаясь своей режущей кромкой в поверхность изделия, зажимает его. Чтобы снять слой металла, соответствующий величине такого врезания, инструменту надо преодолеть силы сцепления в металле обрабатываемой детали. В результате такого взаимодействия снимаемый слой металла формируется в стружку. Выделяют следующие разновидности металлической стружки.
Такая стружка формируется тогда, когда на высоких скоростях обрабатываются заготовки, выполненные из мягкой стали, меди, олова, свинца и их сплавов, полимерных материалов.
Образование такой стружки происходит, когда на небольшой скорости обрабатываются заготовки из маловязких и твердых материалов.
Стружка такого вида получается при обработке заготовок из материала, отличающегося невысокой пластичностью.
Формирование такой стружки свойственно для среднескоростной обработки заготовок из стали средней твердости, деталей из алюминиевых сплавов.

Виды стружки при токарной обработке
Режущий инструмент токарного станка
Эффективность, которой отличается работа на токарном станке, определяется рядом параметров: глубиной и скоростью резания, величиной продольной подачи. Чтобы обработка детали была высококачественной, необходимо организовать следующие условия:
- высокую скорость вращения заготовки, фиксируемой в патроне или планшайбе;
- устойчивость инструмента и достаточную степень его воздействия на деталь;
- максимально возможный слой металла, убираемый за проход инструмента;
- высокую устойчивость всех узлов станка и поддержание их в рабочем состоянии.
Скорость резки выбирается на основе характеристик материала, из которого сделана заготовка, типа и качества применяемого резца. В соответствии с выбранной скоростью резки выбирается частота вращения шпинделя станка, оснащенного токарным патроном или планшайбой.
При помощи различных типов резцов можно выполнять черновые или чистовые виды токарных работ, а на выбор инструмента основное влияние оказывает характер обработки. Изменяя геометрические параметры режущей части инструмента, можно регулировать величину снимаемого слоя металла. Выделяют правые резцы, которые в процессе обработки детали передвигаются от задней бабки к передней, и левые, движущиеся, соответственно, в обратном направлении.

Основные типы токарных резцов
По форме и расположению лезвия резцы классифицируются следующим образом:
- инструменты с оттянутой рабочей частью, ширина которой меньше ширины их крепежной части;
- прямые;
- отогнутые.
Различаются резцы и по цели применения:
- подрезные (обработка поверхностей, перпендикулярных оси вращения);
- проходные (точение плоских торцовых поверхностей);
- канавочные (формирование канавок);
- фасонные (получение детали с определенным профилем);
- расточные (расточка отверстий в заготовке);
- резьбовые (нарезание резьбы любых видов);
- отрезные (отрезание детали заданной длины).
Качество, точность и производительность обработки, выполняемой на токарном станке, зависят не только от правильного выбора инструмента, но и от его геометрических параметров. Именно поэтому на уроках в специальных учебных заведениях, где обучаются будущие специалисты токарного дела, очень большое внимание уделяется именно вопросам геометрии режущего инструмента.

Углы токарного резца
Основными геометрическими параметрами любого резца являются углы между его режущими кромками и направлением, в котором осуществляется подача. Такие углы режущего инструмента называют углами в плане. Среди них различают:
- главный угол – φ, измеряемый между главной режущей кромкой инструмента и направлением подачи;
- вспомогательный – φ1, расположенный, соответственно, между вспомогательной кромкой и направлением подачи;
- угол при вершине резца – ε.
Угол при вершине зависит только от того, как заточен инструмент, а вспомогательные углы можно регулировать еще и его установкой. При увеличении главного угла уменьшается угол при вершине, при этом уменьшается и часть режущей кромки, участвующей в обработке, соответственно, стойкость инструмента тоже становится меньше. Чем меньше значение этого угла, тем большая часть режущей кромки участвует как в обработке, так и в отводе тепла от зоны резания. Такие резцы являются более стойкими.
Практика показывает, что для токарной обработки не слишком жестких заготовок небольшого диаметра оптимальным является главный угол, величина которого находится в интервале 60–90 градусов. Если обрабатывать необходимо заготовку большого диаметра, то главный угол необходимо выбирать в интервале 30–45 градусов. От величины вспомогательного угла зависит прочность вершины резца, поэтому его не делают большим (как правило, он выбирается из интервала 10–30 градусов).
Особое внимание на уроках по токарному делу уделяется и тому, как правильно выбирать тип резца в зависимости от вида обработки. Так, существуют определенные правила, по которым обработку поверхностей того или иного типа выполняют с помощью резца определенной категории.
- Обычные прямые и отогнутые резцы необходимы для обработки наружных поверхностей детали.
- Упорный проходной инструмент потребуется для торцевой и цилиндрической поверхностей.
- Отрезной резец выбирают для протачивания канавок и обрезки заготовки.
- Расточные резцы применяются для обработки отверстий, просверленных ранее.
Отдельную категорию токарного инструмента составляют резцы, с помощью которых можно обрабатывать фасонные поверхности с длиной образующей линии до 40 мм. Такие резцы подразделяются на несколько основных типов:
- по конструктивным особенностям: стержневые, круглые и призматические;
- по направлению, в котором осуществляется обработка изделия: радиальные и тангенциальные.

Токарно-винторезный станок 1В625МП
Виды оборудования для токарной обработки
Из всех типов оборудования для токарной обработки наибольшее распространение и на крупных, и на мелких предприятиях получил токарно-винторезный станок. Причиной такой популярности является многофункциональность этого устройства, благодаря которой его с полным основанием можно назвать универсальным.
Перечислим основные элементы конструкции такого станка:
- две бабки – передняя и задняя (в передней бабке размещают коробку скоростей станка; шпиндель с токарным патроном (или планшайбой), на задней бабке размещены продольные салазки и пиноль оборудования);
- суппорт, в конструкции которого различают верхние и нижние салазки, поворотную плиту и резцедержатель;
- несущий элемент оборудования – станина, установленная на две тумбы, в которых размещают электродвигатели.
- коробка подач.

Токарный станок с ЧПУ
Все большее распространение получают станки, управление которыми осуществляется при помощи специальных компьютерных программ, – станки с ЧПУ. Конструкция таких станков отличается от обычной только тем, что в ней присутствует специальный блок управления.
В отдельные категории выделяют следующие виды станков токарной группы:
- токарно-револьверное оборудование, применяемое для обработки деталей сложной конфигурации;
- токарно-карусельные станки, среди которых различают одно- и двухстоечные;
- многорезцовое полуавтоматическое оборудование, которое можно встретить на предприятиях, выпускающих свою продукцию крупными сериями;
- обрабатывающие комплексы, на которых можно выполнять как токарные, так и фрезерные операции.
Без токарной обработки сегодня крайне сложно представить многие производственные отрасли. Поэтому данный вид работы с металлом продолжает развиваться, несмотря на и без того высокий уровень, позволяющий обеспечить высочайшее качество и скорость обработки.
Точение как способ обработки металла до нужной формы
Чтобы получить из металлической болванки черновую заготовку, а затем и необходимую деталь, используется такой тип обработки, как точение, наряду с некоторыми другими видами токарных операций.
1 Что такое точение – черновое и чистовое
Деревянные резные балясины, ножки столиков и стульев, металлические детали в узлах механизмов – все эти изделия сложной формы почти наверняка были изготовлены на токарном станке. Конечно, многие виды продукции из стали и других сплавов можно получить литьем, ковкой, штамповкой и фрезерованием, однако в большинстве случаев нужный результат обеспечивают при помощи простейшей операции, а именно – точения. Так называют любой вид обработки внешней торцевой или вращающейся поверхности посредством воздействия на нее лезвием резца. Применение режущего инструмента для внутренних поверхностей осуществляется в процессе растачивания.

Операции точения возможны только при вращении детали, закрепленной в кулачковом или цанговом механизме фиксирующего патрона и при значительной длине прижатой центром задней бабки. По большей части обработке подвергаются цилиндрические заготовки, за исключением случаев торцевого подрезания и растачивания отверстий, когда допускаются иные формы болванок, с закреплением их только в кулачковом патроне. Если передача вращения применяется на сам резец, это уже не точение, а фрезерование. Именно поэтому при расточке к внутренней поверхности вращающейся обрабатываемой детали подводится неподвижно закрепленный инструмент.

Черновое точение отличается от тонкого чистового силой воздействия лезвия резца на торцевую или цилиндрическую поверхность, а также скоростью вращения детали, что в итоге дает очень малое сечение образующейся стружки. Иными словами, обтачивание применяется для удаления мельчайших шероховатостей, а точение – для придания необходимой формы металлической или деревянной заготовке. При этом тонкая обработка осуществляется с минимальной глубиной погружения резца: до 0,3 миллиметра при первых проходах и до 0,05 миллиметров при завершающих.
2 Как происходит растачивание отверстий?
В токарных работах используется огромное количество разнообразных резцов, ряд которых необходим для расточных операций. При этом выбор инструмента для черновых проходов зависит от того, сквозное отверстие нужно обрабатывать или глухое. Отдельные резцы применяются для чистового растачивания, независимо от типа отверстия. Рассматриваемый вид токарной обработки деревянной или металлической заготовки осуществляется при закреплении последней в кулачковом патроне, без упора в центр задней бабки. Инструмент, зажатый в держателе, располагается по оси вращения заготовки, ею выполняют поступательное движение с постепенным отклонением от центра.

Как правило, растачивание отверстий осуществляется после сверления, однако в некоторых случаях необходимо произвести внутреннюю обработку канавок или пазов, сделанных на фрезерном станке. Каждый раз при этом происходит увеличение диаметра по всей глубине отверстия или на определенном его отрезке. Первый тип работ осуществляется проходным инструментом, а второй вариант имеет место при необходимости вытачивания внутренней канавки с помощью прорезного лезвия. Также с помощью расточного инструмента может быть выполнена обработка внутреннего торца глухого углубления, для чего используются подрезной резец.

Все инструменты, использующиеся при растачивании, имеют меньшую жесткость, чем резцы для наружных операций, вследствие чего скорость вращения детали следует понижать на 10-20 % в сравнении с внешними токарными работами. Также при обработке углублений существуют и другие подводные камни, требующие удвоенного внимания. В частности, очень трудно наблюдать за протеканием процесса, так как стружка снимается внутри отверстия. Еще одна сложность – необходимость выдвигать резец из держателя несколько дальше, чем требует глубина глухого отверстия, из-за чего обработка удаленных отрезков внутренней стенки может быть нарушена пружинящим инструментом.
3 Подрезание металла – поэтапный обзор операции
Выше уже упоминался специальный подрезной инструмент для токарных работ, необходимый для обработки торцевых поверхностей, а также уступов, как внешних, так и внутренних, расположенных в углублении. Перечисленные операции выполняются движением резца вдоль оси вращения, от центра к краю торца. Лезвие подрезного инструмента обычно имеет две заточенные кромки: длинную, которая располагается под небольшим углом к обрабатываемой поверхности, и короткую, отклоненную на 15-20 градусов от оси вращения заготовки.

Однако помимо вышеназванного резца существуют и другие, например, упорный и отогнутый, причем второй бывает проходным. Заточка обоих вариантов несколько отличается от описанной ранее. Упорный тип удобен тем, что им можно выполнять операции с продольной и поперечной подачей. В тех же случаях, когда подрезание выполняется в непосредственной близости от патрона, а также при обработке труднодоступных уступов в отверстиях, возникает необходимость в отогнутых резцах, в том числе и проходных. Последними обычно работают с поперечной подачей.

Примечательно, что все операции на торцах можно выполнять не только зажатием в кулачках, но и при фиксации заготовки с упором в центр задней бабки. Правда, в этом случае рекомендуется применять так называемый «полуцентр», на треть толщины которого по всей длине отсутствует сегмент. Таким образом, обеспечивается возможность обрабатывать весь торец от края к центру подрезным лезвием. При работе с торцом зажатой в патроне детали лучше действовать проходным отогнутым инструментом.
4 Тонкое обтачивание различных поверхностей
Процесс обтачивания, по сути, является аналогом тонкого чистового точения, о котором говорилось выше. Выполняется эта операция при высокой частоте вращения заготовки, от 1500 до 2000 оборотов в минуту. При этом подача резца выполняется на шаг, не превышающий 0,6 ширины режущей кромки на один оборот детали. Следует отметить, что лезвие инструмента обычно применяется широкое, располагается оно параллельно обрабатываемой поверхности. При минимальной глубине резания после обтачивания не требуется шлифование металла, поскольку все шероховатости снимаются при чистовых проходах.

Режущая кромка инструмента должна обладать высокой прочностью, лезвия выполняются из твердых сплавов, а также снабжаются алмазными и эльборовыми вставками.

Как правило, операции обтачивания применяются для цветных металлов, а также их сплавов, значительно реже им подвергаются заготовки из стали и чугуна. Скорости вращения для каждого вида металла выбираются разные. В частности, для чугуна необходима скорость 100-150 метров в минуту, стальные детали обтачиваются при частоте оборотов 150-250 метров в минуту, а цветные металлы и их сплавы обрабатываются при вращении кулачкового патрона от 1000 метров в минуту.
Режимы резания при токарной обработке: описание, особенности выбора и технология
Для того чтобы обычную заготовку превратить в подходящую деталь для механизма, используют токарные, фрезерные, шлифовальные и прочие станки. Если фрезерные необходимы для изготовления более сложных деталей, например, зубчатых колес, нарезания шлицов, то токарные применяются для создания более простых деталей и придания им необходимой формы (конус, цилиндр, сфера). Режимы резания при токарной обработке очень важны, поскольку, например, для ломкого металла необходимо использовать меньшую скорость вращения шпинделя, чем для прочного.
Особенности токарной обработки
Для того чтобы выточить определённую деталь на токарном станке, как правило, используют резцы. Они бывают самых различных модификаций и классифицируются по виду обработки, направлению подачи и форме головки. Кроме того, резцы выполняются из различных материалов: легированная сталь, углеродистая, инструментальная, быстрорежущая, вольфрам, твердый сплав.

Выбор того или иного зависит от материала обрабатываемой детали, её формы и способа обтачивания. Режимы резания при токарной обработке обязательно учитывают эти все нюансы. При точении обрабатываемая деталь закрепляется в шпинделе, он выполняет главные вращательные движения. В суппорте устанавливается инструмент для обработки, и движения подачи совершаются непосредственно им. В зависимости от используемого станка можно обрабатывать как очень мелкие детали, так и крупные.
Основные элементы
Какие элементы режимов резания при токарной обработке могут быть использованы? Несмотря на то что точение – это не всегда очень легкая операция, основные его элементы – это скорость, подача, глубина, ширина и толщина. Все эти показатели зависят в первую очередь от материала обрабатываемой детали и размера. Для очень маленьких деталей, например, скорость резания выбирают наименьшую, поскольку даже 0,05 миллиметров, которые случайно срезали, могут привести к браку всей детали.

Кроме того, очень важными показателями, от которых зависит выбор режимов резания при токарной обработке, являются этапы, на которых она производится. Рассмотрим основные элементы и этапы металлорезания более детально.
Черновая, получистовая и чистовая обработка
Превращение заготовки в необходимую деталь – сложный и трудоемкий процесс. Он делится на определенные этапы: черновую, получистовую и чистовую обработку. Если деталь несложная, то промежуточный (получистовой) этап, как правило, не учитывается. На первом этапе (черновом) деталям придают необходимую форму и примерные размеры. При этом обязательно оставляют припуски на последующие этапы. Например, дана заготовка: D=70 мм и L= 115 мм. Из неё необходимо выточить деталь, первым размером которой будет D1 = 65 мм, L1 = 80 мм, а вторым – D2 = 40 мм, L2 = 20 мм.
Черновая обработка будет заключаться в следующем:
- Подрезать торец на 14 мм.
- Проточить диаметр по всей длине на 66 мм
- Проточить второй диаметр D2 = 41 мм на длину 20 мм.
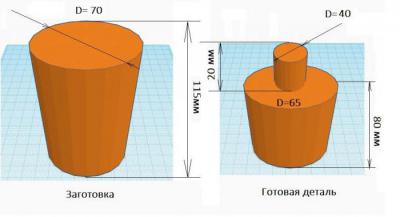
На этом этапе мы видим, что деталь была обработана не полностью, но максимально приближена к её форме и размеру. А припуск на общую длину и на каждый из диаметров составил по 1 мм.
Чистовая обработка данной детали будет заключаться в следующем:
- Выполнить чистовое подрезание торца с необходимой шероховатостью.
- Проточить по длине 80 мм в диаметр 65 мм.
- Выполнить чистовое точение по длине 20 мм в диаметр 40 мм.
Как мы видим, чистовая обработка требует максимальной точности, по этой причине и скорость резания в ней будет меньше.
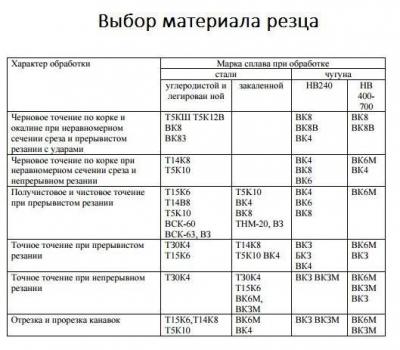
С чего начать расчет
Для того чтобы рассчитать режим резания, в первую очередь необходимо выбрать материал резца. Он будет зависеть от материала обрабатываемой детали, вида и этапа обработки. Кроме того, более практичными считаются резцы, в которых режущая часть съёмная. Иными словами, необходимо подобрать лишь материал режущей кромки и закрепить её в режущий инструмент. Самым выгодным режимом считается тот, при котором затраты на изготавливаемую деталь будут наименьшими. Соответственно, если выбрать не тот режущий инструмент, он, скорее всего, сломается, а это принесет убытки. Так как же определить необходимый инструмент и режимы резания при токарной обработке? Таблица, представленная ниже, поможет выбрать оптимальный резец.
Толщина срезаемого слоя
Как уже говорилось ранее, каждый из этапов обработки требует той или иной точности. Очень важными эти показатели являются именно при вычислении толщины срезаемого слоя. Режимы резания при токарной обработке гарантируют подбор самых оптимальных значений для вытачивания деталей. Если же ними пренебречь и не выполнить расчет, то можно сломать как режущий инструмент, так и саму деталь.
Итак, в первую очередь необходимо выбрать толщину срезаемого слоя. Когда резец проходит по металлу, он срезает определенную его часть. Толщина или глубина резания (t) – это расстояние, которое будет снимать резец за один проход. Важно учитывать, что для каждой последующей обработки необходимо выполнять расчет режима резания. Например, следует выполнить наружное точение детали D = 33,5 мм на диаметр D1=30,2 мм и внутренне растачивание отверстия d = 3,2 мм на d2 = 2 мм.
Для каждой из операций расчет режимов резания при токарной обработке будет индивидуальным. Для того чтобы рассчитать глубину резания, необходимо из диаметра после обработки вычесть диаметр заготовки и разделить на два. На нашем примере получится:
t = (33,5 — 30,2) / 2 = 1,65 мм
Если диаметры имеют слишком большую разницу, например 40 мм, то, как правило, её необходимо разделить на 2, и полученное число будет количеством проходов, а глубина будет соответствовать двум миллиметрам. При черновом точении можно выбирать глубину резания от 1 до 3 мм, а при чистовом – от 0,5 до 1 мм. Если же выполняется подрезание торцевой поверхности, то толщина снимаемого материала и будет глубиной резания.
Назначение величины подачи
Расчет режимов резания при токарной обработке невозможно представить без величины перемещения режущего инструмента за один оборот детали – подачи (S). Её выбор зависит от требуемой шероховатости и степени точности обрабатываемой детали, если это чистовая обработка. При черновой допустимо использовать максимальную подачу, исходя из прочности материала и жесткости её установки. Выбрать необходимую подачу можно при помощи таблицы ниже.
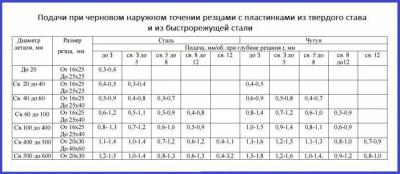
После того как S была выбрана, её необходимо уточнить в паспорте станка.
Скорость резания
Очень важными значениями, влияющими на режимы резания при токарной обработке, являются скорость резания (v) и частота вращения шпинделя (n). Для того чтобы вычислить первую величину используют формулу:
V = (π х D х n) / 1000,
где π – число Пи равное 3,12;
D – максимальный диаметр детали;
n – частота вращения шпинделя.

Если последняя величина остается неизменной, то скорость вращения будет тем больше, чем больше диаметр заготовки. Данная формула подходит, если известна скорость вращения шпинделя, в противном случае необходимо использовать формулу:
где t и S – уже рассчитанная глубина резания и подача, а Cv, Kv, T – коэффициенты, зависящие от механических свойств и структуры материала. Их значения можно взять в таблицах режимов резания.
Калькулятор режимов резания
Кто же может помочь выполнить расчет режимов резания при токарной обработке? Онлайн-программы на многих интернет-ресурсах справляются с данной задачей не хуже человека.

Существует возможность использовать утилиты как на стационарном компьютере, так и на телефоне. Они очень удобные и не требуют особых навыков. В поля необходимо ввести требуемые значения: подачу, глубину резания, материал заготовки и режущего инструмента, а также все необходимые размеры. Это позволит получить комплексный и быстрый расчет всех необходимых данных.
Режимы резания при токарной обработке
При токарной обработке с заготовки за определенное число проходов снимается лишний металл, называемый припуском. В результате получается изделие заданной формы с требуемыми размерами и классом шероховатости поверхностей. В общем виде операция точения детали на токарном станке выглядит следующим образом: резец последовательно перемещается с заданной подачей вглубь металла вращающейся заготовки, при этом его режущая кромка за каждый оборот удаляет с заготовки заданную толщину металла.

Режимы резания при токарной обработке определяют на основании ряда технических показателей, среди которых самые значимые — это подача инструмента и частота вращения детали, закрепленной в шпинделе станка. Правильный выбор и применение режимов обработки гарантируют не только геометрическую точность и экономичность изготовления, но и сохранность детали, инструмента и оборудования, а также безопасность станочника.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.

Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
Еще одним ограничением являются характеристики отдельных материалов. К примеру, титан и нержавеющая сталь для токарной обработки являются одними из наиболее сложных материалов и требуют особого подхода при определении параметров технологической операции.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.

В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
Производительность токарного оборудования напрямую связана с величиной подачи.
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.

Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Выбор режима на практике
Расчет режимов резания при токарной обработке производится специалистами отдела главного технолога предприятия или технологического бюро цеха. Полученные результаты заносят в операционную карту, в которой приводится последовательность этапов, перечень инструмента и режимы изготовления требуемой детали на конкретном токарном станке. Заводские и цеховые технологи рассчитывают параметры технологического процесса и выбирают соответствующие инструмент и оснастку, используя конструкторские чертежи, эмпирические формулы и табличные показатели из технологических справочников. Но на практике реальные условия точения могут отличаться от нормативных по следующим причинам:
- снижение точности оборудования в результате износа;
- отклонения в геометрических размерах и физических характеристиках заготовки.
- несоответствие характеристик материала расчетным.

Элементы резания при токарной обработке
Поэтому для уточнения расчетных технологических режимов применяют метод пробных проходов: точение небольших участков поверхности с подбором режимов и последующим замером геометрии и качества поверхности. Главные недостатки такой отладки технологического процесса — это возрастание трудозатрат и сверхнормативное использование производственных ресурсов. Поэтому его используют только в особых случаях:
- единичное изготовление без операционной карты;
- определение точности работы токарного оборудования перед запуском партии;
- работа с неполноценными заготовками (брак и неточность размеров);
- обточка литейных и кованых заготовок, не прошедших предварительную обдирку;
- запуск в производство изделий из новых материалов.
При первом запуске в производство нового изделия, обрабатываемого на автоматизированном оборудовании, также производят пробное точение и подбирают вручную режимы резания. Токарный станок с ЧПУ выполняет все операции по программе, поэтому оператор не всегда может корректировать параметры его работы.
Кроме углеродистых сталей на токарном оборудовании обрабатывают такие металлы как легированная сталь, чугун, титан, сплавы алюминия, бронза и другие сплавы меди. Помимо этого, такую обработку используют для точения материалов с низкой температурой плавления и воспламенения, таких как пластики и дерево. При работе с пластмассами токарные станки чаще всего применяют при обработке деталей из фоторопласта, полистирола, полиуретана, оргстекла, текстолита, а также эпоксидных и карбомидовых композитов. Все перечисленные группы материалов имеют свои особенности расчета и практического применения режимов точения. Это хорошо видно на примере токарной обработки нержавейки — самого распространенного после углеродистой стали конструкционного материала.
Нержавеющая сталь характеризуется низкой теплопроводностью, вязкостью, коррозионной стойкостью, сохранением прочности и твердости при высоких температурах, а также неравномерным упрочнением. Кроме того, в состав некоторых сортов нержавеющей стали входят легирующие добавки повышенной твердости с абразивными характеристиками. Поэтому при работе с ней на практике применяют специальные режимы точения и методы охлаждения и смазки детали.

Обработка нержавейки ведется на повышенных оборотах при уменьшенной подаче. Высокая вязкость этого материала способствует созданию непрерывной вьющейся стружки.
Для решения этой проблемы применяют резцы со стружколомом. Для отвода тепла и смазки обрабатываемой поверхности в рабочую зону подается специальная СОЖ (смазочно-охлаждающей жидкости) на основе олеиновой кислоты. Это уменьшает нагрев заготовки и снижает износ резца. В последнее время все чаще применяют современные методы, которые также уменьшают износ инструмента: направление в рабочую зону ультразвуковых волн и подвод к металлу слаботочных импульсов.
Вычисление скорости резания
Время точения металла (tосн, основное время) — самая затратная составляющая в суммарном времени изготовления единичного изделия. Поэтому от скорости выполнения этой технологической операции напрямую зависит экономическая эффективность использования токарного оборудования. Правильный расчет скорости резания при токарной обработке важен не только с точки зрения стоимостных показателей производственной операции. Ошибки в расчете и применении этого параметра может привести не только к браку детали, но и к повреждению токарного оборудования, оснастки и инструмента. Далее приводится последовательность расчета этого показателя для самой распространенной операции — обточки цилиндрической поверхности.

Основные факторы, влияющие на скорость резания
Скорость резания v имеет размерность м/мин и в общем виде вычисляется по формуле:
где D — диаметр заготовки в мм; n — скорость шпинделя в об/мин.
Но на токарном оборудовании невозможно количественно задать v в качестве параметра управления. При работе на токарных станках предусмотрена регулировка только оборотов шпинделя и подачи инструмента, которые зависит не только от значения v, но и от ряда других факторов: материала детали, мощности главного привода, вида точения и характеристик режущего инструмента. Поэтому при расчете режимов в первую очередь определяют расчетные обороты шпинделя:
На основании полученного результата по таблицам справочной литературе выбирают соответствующее значение v, которое зависит глубины точения, подачи, материала, типа резца и вида операции.
Для расчета теоретической глубины резания t на основании чертежа определяют размерные характеристики детали и заготовки, а затем с учетом геометрических параметров инструмента вычисляют ее по формуле:
где D — диаметр заготовки; d – конечный диаметр детали.
После вычисления величины t по справочникам определяют табличное значение подачи S в мм/об. В справочных таблицах учтены: вид материала (различные стали, бронза, чугун, титан, алюминиевые сплавы), тип точения (черновое, чистовое), параметры резца и геометрия его подхода к обрабатываемой поверхности. Затем по технологическим таблицам на основании полученных величин t и S определяют vτ — табличное значение скорости резания.
Далее vτ должна быть скорректирована в соответствии с реальными условиями точения, к которым относят: период стойкости и технические параметры резца, прочностные характеристики материала, физическое состояние обрабатываемых поверхностей, геометрия резания.
Корректировка vт осуществляется с помощью группы поправочных коэффициентов:
где vут — уточненная скорость резания; K1 — коэффициент, зависящий от времени работы резца; K2, K4 — коэффициенты, зависящие от технических параметров резца; K3 — коэффициент, зависящий от состояния обрабатываемой поверхности; K4 — коэффициент, зависящий от материала резца; K5 — коэффициент, зависящий от геометрии обработки.
После расчета vут вычисляют уточненную скорость вращения шпинделя nут по следующей формуле:
Значение nут должно лежать в диапазоне паспортных скоростей главного привода станка, которые приведены в заводской документации токарного оборудования. Если полученная в результате расчетов nут не имеет точного соответствия в таблицах станка, то необходимо применить ближайшее самое меньшее число.

Формулы для токарной обработки
На последнем этапе рассчитывают фактическую скорость резания vф:
Vф напрямую связана с мощностью главного двигателя станка. Поэтому она является основным параметром при выборе конкретного типа токарного станка для обработки требуемой детали.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
